Способ изготовления литейных форм по со -процессу
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
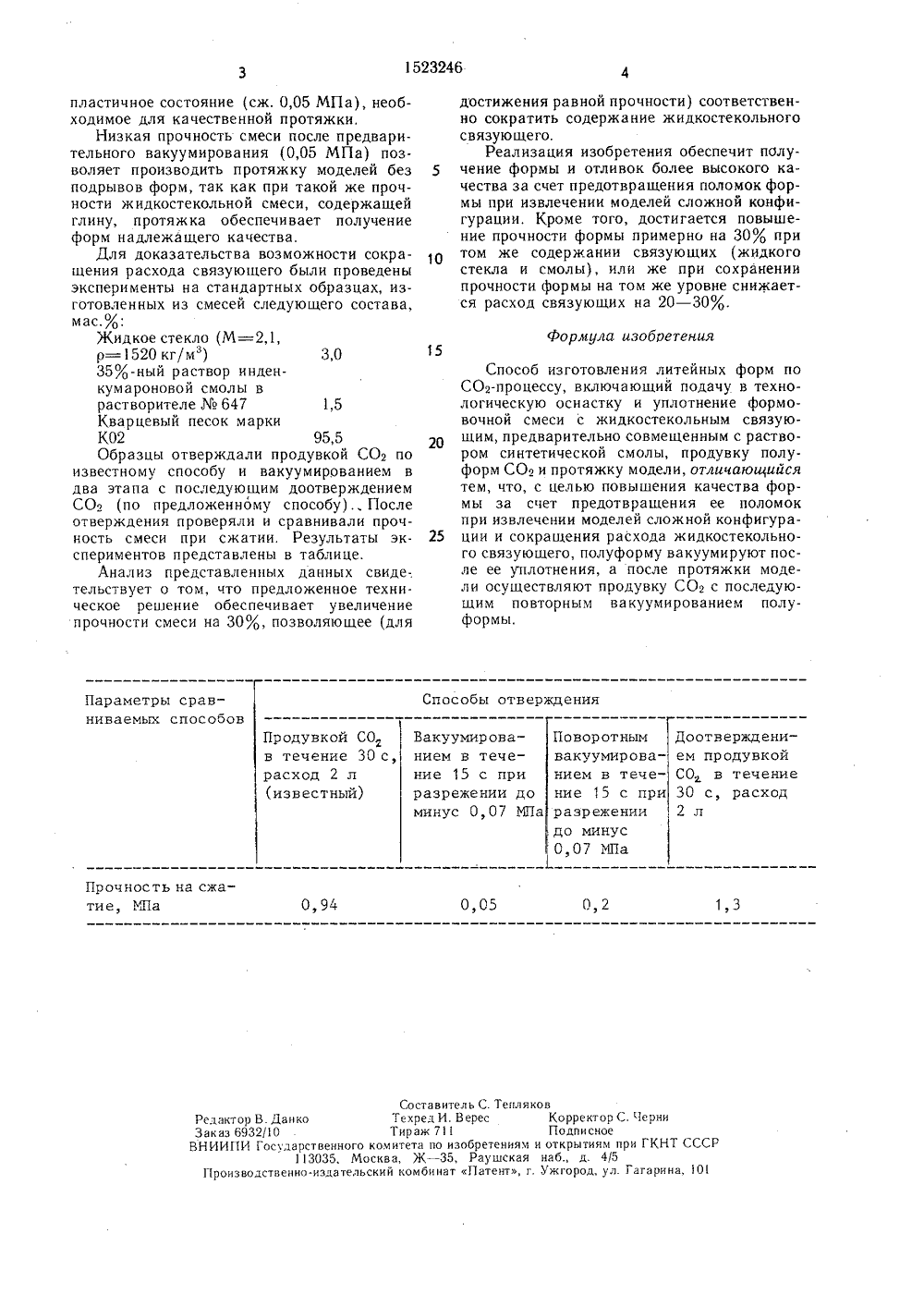
, автоЗГОТОВЛЕ СОг-ПРОЦотносится менно к спо рм по СОгвышение к щения поло жной конф(54) СПОСОБ И НЫХ ФОРМ ПО (57) Изобретение производству, а и ления литейных фо изобретения - по за счет предотвра чении моделей сло НИЯ ЛИЕССУк литесобам изпроцессу.ачества фмок при иигура ции ТЕ иномуотовЦель ормы звлеи солы и придани производят из но вакуумир форму СОг. ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ ССЮ ОПИСАНИЕ ИЗ А ВТОРСКОМУ СВИДЕТЕЛЬСТ(71) Харьковский филиал Всесоюзноно-исследовательского института лимашиностроения, литейной технологиматизации литейного производства(56) Авторское свидетельство СССР1217559, кл. В 22 С 9/12, 1984. Изобретение относится к литейному производству, в частности к способам изготовления форм из отверждаемых продувкой СОг смесей на основе жидкого стекла, совмещенного с раствором синтетической смолы.Цель изобретения - повышение качества формы за счет предотвращения ее поломок при извлечении моделей сложной конфигурации и сокращение расхода жидкостекольного связующего.Сущность изобретения заключается в следующем.Способ изготовления литейных форм предусматривает использование смесей на жидком стеклесовмещенном с раствором синтетической смолы, и включает подачу, уплотнение смеси в технологической оснастке, продувку ее Сбг и протяжку модели, После уплотнения смеси полуформу вакуумируют для частичного удаления растворителя смокращение раСхода жидкостекольного связующего. Способ предусматри вает подачу в технологическую оснастку и уплотнение формовочной смеси с жидкбстекольным связующим, предварительно смешанным с раствором синтетической смолы в легкоудаляемом растворителе, вакуум ирование полуформы, протяжку модели, последующее повторное вакуумирование полуформы и продувл СОг Реализация способа позволяет пр:.одить извлечение модели при небольшой, но достаточной для этой операции прочност. смеси (0,05 МПа на сжатие), т. е. избежа-ь пере- отверждения, избыточной прочност; смеси, зажима модели и связанных с эти,:; факторами поломок полуформы при извлечении модели, Кроме того, расход жидкостекольного связующего может быть сокращен на ж 20 - 30% без ущерба для конечной прочности полуформы. 1 табл. Я меси пластичного состояния, ечение модели, затем повторт и доотверждают полуОписываемое решение распространяется на жидкостекольные смеси, содержащие кроме жидкого стек .а смолу в растворенном виде, необходимую для улучшения выбиваемости жидкостекольных смесей по типу полисетпроцесса. Эти смеСи в своем составе не содержат глину, что полностью исключает протяжку моделей до отверждения. Такие смеси отверждаются на модельной оснастке и имеют повышенную усадку 0,5 - 1,00 у 0, которая приводит к подрывам формь 1 во время извлечения моделей. Использова. ние предварительного вакуумирования для этих смесей за счет частичного удаления растворителя смолы обеспечивает смеси1523246 Формула изобретения 15 Способы отверждения Параметры сравниваемых способов Продувкой СО в течение 30 с, расход 2 л (известный) Вакуумирова- Поворотным нием в тече- вакуумирование 15 с при нием в тече- разрежении до ние 15 с при минус 0,07 МПа разрежениидо минус0,07 14 Па Доотверждением продувкой СО. в течение 30 с, расход 2 л Прочность на сжати е, 1"д 1 а 0,94 0,2 0,05 1,3 Составитель С. Тепляков Редактор В. Данко Техред И. Верес Ко рре кт ор С. г 1 е рни Заказ 69321 О Тираж 71 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж - 35, Рау шская на 6., д. 4/5 Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 10пластичное состояние (сж, 0,05 МПа), необходимое для качественной протяжки,Низкая прочность смеси после предварительного вакуумирования (0,05 МПа) позволяет производить протяжку моделей безподрывов форм, так как при такой же прочности жидкостекольной смеси, содержащейглину, протяжка обеспечивает получениеформ надлежащего качества,,цля доказательства возможности сокращения расхода связующего были проведеныэксперименты на стандартных образцах, изготовленных из смесей следующего состава,мас.%:Жидкое стекло (М=2,1,р=1520 кг/м) 3,035 о,-ный раствор инденкумароновой смолы врастворителе647 1,5Кварцевый песок маркиК 02 95,5Образцы отверждали продувкой СОг поизвестному способу и вакуумированием вдва этапа с последующим доотверждениемСОг (по предложенному способу) ., Послеотверждения проверяли и сравнивали прочность смеси при сжатии. Результаты экспериментов представлены в таблице,Анализ представленных данных свидетельствует о том, что предложенное техническое решение обеспечивает увеличениепрочности смеси на 30 о, позволяющее (для достижения равной прочности) соответственно сократить содержание жидкостекольного связующего.Реализация изобретения обеспечит полу чение формы и отливок более высокого качества за счет предотвращения поломок формы при извлечении моделей сложной конфигурации, Кроме того, достигается повышение прочности формы примерно на 30 о при том же содержании связующих (жидкого стекла и смолы), или же при сохранении прочности формы на том же уровне снижается расход связующих на 20 - 30 о. Способ изготовления литейных форм поСОг-процессу, включающий подачу в технологическую оснастку и уплотнение формовочной смеси с жидкостекольным связующим, предварительно совмещенным с раствором синтетической смолы, продувку полу- форм СОг и протяжку модели, отличающийся тем, что, с целью повышения качества формы за счет предотвращения ее поломок при извлечении моделей сложной конфигура ции и сокращения расхода жидкостекольного связующего, полуформу вакуумируют после ее уплотнения, а после протяжки модели осуществляют продувку СОг с последующим повторным вакуумированием полу- формы,
СмотретьЗаявка
4407948, 11.04.1988
ХАРЬКОВСКИЙ ФИЛИАЛ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ЛИТЕЙНОГО МАШИНОСТРОЕНИЯ, ЛИТЕЙНОЙ ТЕХНОЛОГИИ, АВТОМАТИЗАЦИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
СВАРИКА АНАТОЛИЙ АНАТОЛЬЕВИЧ, КАПЛУН ВЕРА ИВАНОВНА
МПК / Метки
Метки: литейных, процессу, форм
Опубликовано: 23.11.1989
Код ссылки
<a href="https://patents.su/2-1523246-sposob-izgotovleniya-litejjnykh-form-po-so-processu.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления литейных форм по со -процессу</a>
Способ приготовления связующего для литейных форм, получаемых по выплавляемым моделям

Номер патента: 899226
Опубликовано: 23.01.1982
Авторы: Андриенко, Антипенко, Бочаров, Вавинская, Дегтярев, Конотопов, Кулагина, Павлова, Скаженник
МПК: B22C 5/04
Метки: выплавляемым, литейных, моделям, получаемых, приготовления, связующего, форм
...является повышение прочности Форм в холодном и1 О горячем состоянии при упрощенииспособа.Указанная цель достигается тем,что при осуществлении способа приготовления связующего, включающегонейтрализацию разбавленного жидкогостекла минеральной кислотой, в нейтрализованное жидкое стекло дополнительно вводят этилсиликат и проводят гидролнз, а нейтрализацию раствора жидкого стекла проводят привведении одной порции неразбавленнойкислоты в предварительно охлажденноежидкое стекло,При нейтрализации жидкого стекламинеральной кислоты с некоторым тизбытком образуется кислый раствор,в котором кремнезем находится в видемельчайших коллоидных частиц с активной поверхностью. Эти частицы служат своеобразными центрами, измельчающими структуру связующего...
Модель фильтра для литейной формы по выплавляемым моделям

Номер патента: 1338960
Опубликовано: 23.09.1987
Автор: Строганов
Метки: выплавляемым, литейной, модель, моделям, фильтра, формы
...ребрами 4, внешние поверхностикоторых имеют конфигурацию внешнейповерхности пластин и 2, а внутренние - конфигурацию пазов 3,Для свободного проникновения суспензии при обмазке модели необходиморазмещать центры пазов от края верхней и нижней пластин 1 и 2 на расстояние (3/4-1/2) радиуса этих отверстий. Это смещение позволяет в широких пределах изменять ширину открытой части пазов 3.Изменение толщины верхних и нижних ребер 4 позволяет учитывать условия фильтрации для конкретных условий.Расстояние между верхней и нижнейпластинами 1 и 2 должно быть не менее 10-15 мм, а самое тонкое месторебра 4 может быть выполнено в пределах, обеспечивающих условия фильтрации сплава,Модель фильтра позволяет изготовить методом литья по...
Способ приготовления жидкостекольного связующего для изготовления литейных форм и стержней

Номер патента: 1509168
Опубликовано: 23.09.1989
Авторы: Волокита, Иванов, Кучмий, Лаптаев, Шадрин
Метки: жидкостекольного, литейных, приготовления, связующего, стержней, форм
...после продувки СО не разупрочняются в течение суточного хранения и имеют суточные прочности в 3 - 4 раза выше, чем у прототипа, а остаточные прочности после прокалки при 400 - 1000 С ниже в 1,5 - 2,0 раза.Использование связующего для форм и стержней с тепловой подсушкой (табл. 5) и жидких самотвердеющих смесей (табл. 6) показывает, что прочностные свойства смесей с тепловой сушкой и жидких самотвердеюших смесей в 1,5 - 2,0 раза выше, чем у смесей по прототипу, а остаточные прочности после прокалки при 400 -000 С ниже в 2,0 - 2,5 раза, что обеспечивает их легкую выбивку из отливок,Повышение прочностных свойств для всех типов смесей со связующим обеспечивается за счет введения в жидкое стеклоФормула изобретения 30 40 вают с 10 - 20 О;-ным...
Способ приготовления жидкостекольного связующего для изготовления литейных форм и стержней

Номер патента: 1565565
Опубликовано: 23.05.1990
Авторы: Афанасьев, Афанасьева, Карев, Справник, Суходольский, Фишман
Метки: жидкостекольного, литейных, приготовления, связующего, стержней, форм
...щелочь,кг0,18 0,14 0,12 1,55 2,45 1,48 65 1,5 2,45 1,48 60 1,45 2,45 1,48 55 1000 1080 О, 002 1000 1080 0,025 1000 1080 005 получать смеси с высокими значениямитекучести, снизить общий расход связующего в составе формовочных истержневых смесей за счет образованияболее тонких пленок связующего, приэтом снижается остаточная прочностьстержней и форм после заливки,П р и м е рПриготавливают суспензию из 1000 кг кварцевого пескас удельной поверхностью 6000 см /ги 1080 л 36 Х-ной натриевой щелочи,перемешивают суспензию в течение10 мин, затем вводят .расчетное количество ПАВ (ДС-РАС) и суспензию сли 15вают в автоклав. Производят нагревпри постоянном вращении автоклавадо 220 С и выдерживают содержимоеавтоклава при этой температуре в те.чение...
Раствор для подготовки жидкостекольного связующего

Номер патента: 1238881
Опубликовано: 23.06.1986
Авторы: Васин, Копылов, Логиновский, Харитонов
МПК: B22C 1/18
Метки: жидкостекольного, подготовки, раствор, связующего
...подготовленногосерной кислотой, 3;К - концентрация И 80, моль/л.,3 1238881ФИспользование этой величины при подготовке жидкого стекла позволяет полнее реализовать его связующие свойства и избежать снижения агрегативной устойчивости жидкостекольной суспензии.Введение в раствор для подготовки жидкого стекла азотной кислоты в количестве меньшем, чем требуется для доведения его концентрации до 0,2 моль/л,не дает эффекта повышения прочности керамики. Раствор с концентрацией выше 1,24 моль/л приводит к ухудшению реологических свойств суспенэии - снижению их седиментационной устойчивости, увеличению вязкости.Оптимальная концентрация азотной кислоты определяется по эмпирической формуле Например, используется жидкоестекло с М=2,8, раствор для...
Предыдущий патент: Состав разделительного покрытия для модельной оснастки
Следующий патент: Слиток кипящей стали
Случайный патент: Здание, сооружение, возводимое в сейсмических районах