Способ электроконтактной сварки трубы с фланцем
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
(504 В 2 00 31 06 ОБРЕТ ОП К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ прочного соединения и повышение производительности. Цель достигается тем, что полую деталь получают отдельно от фланца, формирует ее с конусообразным расширением, вставляют в отверстие фланца с зазором и приваривают методом контактной сварки. Высоту конусного расширения полой детали определяют по формуле 6=5+1, где 5 - толщина фланца; 1 - половина зазора между фланцем и полой деталью. Угол конусности потайной головки втулки выбирают в пределах 80 - 100. Способ обеспечивает приварку трубы к фланцу на высоту конусного расширения, что существенно влияет на прочность соединения и обеспечивает получение детали в размер. Это исключает дополнительную механическую обработку, повышает производительность.1 ил. ма- сое- гаек ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТ(54) СПОСОБ ЭЛЕКТРОКОНТАКТНОЙСВАРКИ ТРУБЫ С ФЛАНЦЕМ(57) Изобретение относится к областишиностроения, в частности к способамдинения полых деталей с фланцем типаушковых с использованием контактной сварки. Цель изобретения - достижение равно 49925 А 1349925 формула изобретения Составитель И. ФелицинаРедактор Е. Папп Техред И. Верес Корректор М. ШарошиЗаказ 4946/11 Тираж 970 ПодписноеВНИИПИ Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж - 35, Раушская наб., д. 4/5Производственно.полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к машиностроению, в частности к изготовлению способом сварки деталей с фланцем, например гаек ушковых.Цель изобретения - достижение равно- прочного соединения и повышение производительности за счет исключения дополни. тельной механической обработки изделия.На чертеже изображена труба, вставленная в отверстие фланца перед выполнением сварки деталей.Труба 1 находится в отверстии 2 фланца 3. Изготовление трубы 1 с конусным расширением 4 высотой Ь=5+1, где 5 - толщина фланца, а 1 - половина зазора между фланцев и трубой, диктуется соображениями равнопрочности соединения. Угол конусности а выбран в пределах 80 - 100 (оптимально 90). Угол конусности менее 80 ведет к снижению прочности соединения из-за провала трубы в отверстие фланца при нагреве в процессе контактной сварки. Угол конусности более 100 приводит к появлению выступа над поверхностью фланца, что требует дополнительной механической обработки изделия после сварки.Пример. Изготовление гайки ушковой М 5 в соответствии с предлагаемым способом.Гайку изготавливают из разнородных металлов. Первоначально течением из стали 16 ХСН изготавливают трубу 1 с кольцевым выступом в виде потайной головки, с размерами диаметров, мм: наружный 6,2; внутренний 4,2; кольцевого выступа 8,2 мм. Высота выступа 1,2 мм. Далее в полосе из стали 08 КП толщиной 1 мм вырубают отверстие диаметром 6,4 мм и в него вставляют трубу 1, которая конусом садится на кромки отверстия 2. После этого сопрягаемые детали сваривают методом контактной сварки, затем одновременно вырубают фланец и пробивают в нем два отверстия Я 2,8 мм.После этого нарезают резьбу в трубе. Необходимо заметить, что резьба может быть нарезана и до сварки,Способ обеспечивает приварку трубы к 0 фланцу на высоту конусного расширения(а не к кромкам отверстия), что существенно влияет на прочность соединения, и обеспечивает получение детали в размер, что исключает дополнительную механическую 15 обработку изделия, повышая производительность. Способ электроконтактной сварки трубы 20 с фланцем, при котором на конце трубысо стороны наружного диаметра выполняют конусное расширение и устанавливают ее в отверстие фланца, отличающийся тем, что, с целью достижения равнопрочного соединения и повышения производительности, трубу устанавливают во фланце с зазором, а конусное расширение выполняют с углом конус- ности а=80 - 100 и высотой 30где 5 - толщина фланца;- половина величины зазора междуфланцем и трубой.
СмотретьЗаявка
3826187, 20.12.1985
ПРЕДПРИЯТИЕ ПЯ Р-6401
ПУЗАНКОВ ЮРИЙ ИВАНОВИЧ, КАСТОСОВ АЛЕКСАНДР АНДРЕЕВИЧ, ВЛАСОВ АНАТОЛИЙ ПАВЛОВИЧ, КОЗЛОВ ИГОРЬ КОНСТАНТИНОВИЧ
МПК / Метки
МПК: B23K 11/00, B23K 31/06
Метки: сварки, трубы, фланцем, электроконтактной
Опубликовано: 07.11.1987
Код ссылки
<a href="https://patents.su/2-1349925-sposob-ehlektrokontaktnojj-svarki-truby-s-flancem.html" target="_blank" rel="follow" title="База патентов СССР">Способ электроконтактной сварки трубы с фланцем</a>
Способ автоматической сварки углового соединения трубы с фланцем

Номер патента: 1627354
Опубликовано: 15.02.1991
Авторы: Дедов, Дроздов, Христенко
МПК: B23K 9/173
Метки: автоматической, сварки, соединения, трубы, углового, фланцем
...положения. Отсчет угла перемещения сварочной горелки производят от вертикальной оси в плоскости поперечного сечения трубы (сварного соединения) по направлению движения горелки.Форма сварного шва при сварке неповоротного соединения зависит от положения поверхности расплавленного металла сварочной ванны, величин и направления сил, действующих на нее (сила тяжести, газодинамическая сила электрической дуги, электромагнитная объемная сила, силы поверхностного натяжения, реакции твердых стенок).В различных пространственных положениях направление и величина этих сил меняются, при этом металл ванны в каждый момент сварки стремится занять положение динамического равновесия.Г 1 ри сварке в нижнем положении, когдасварочная горелка находится...
Способ соединения трубы с фланцем
Номер патента: 1207572
Опубликовано: 30.01.1986
МПК: B21D 39/06
Метки: соединения, трубы, фланцем
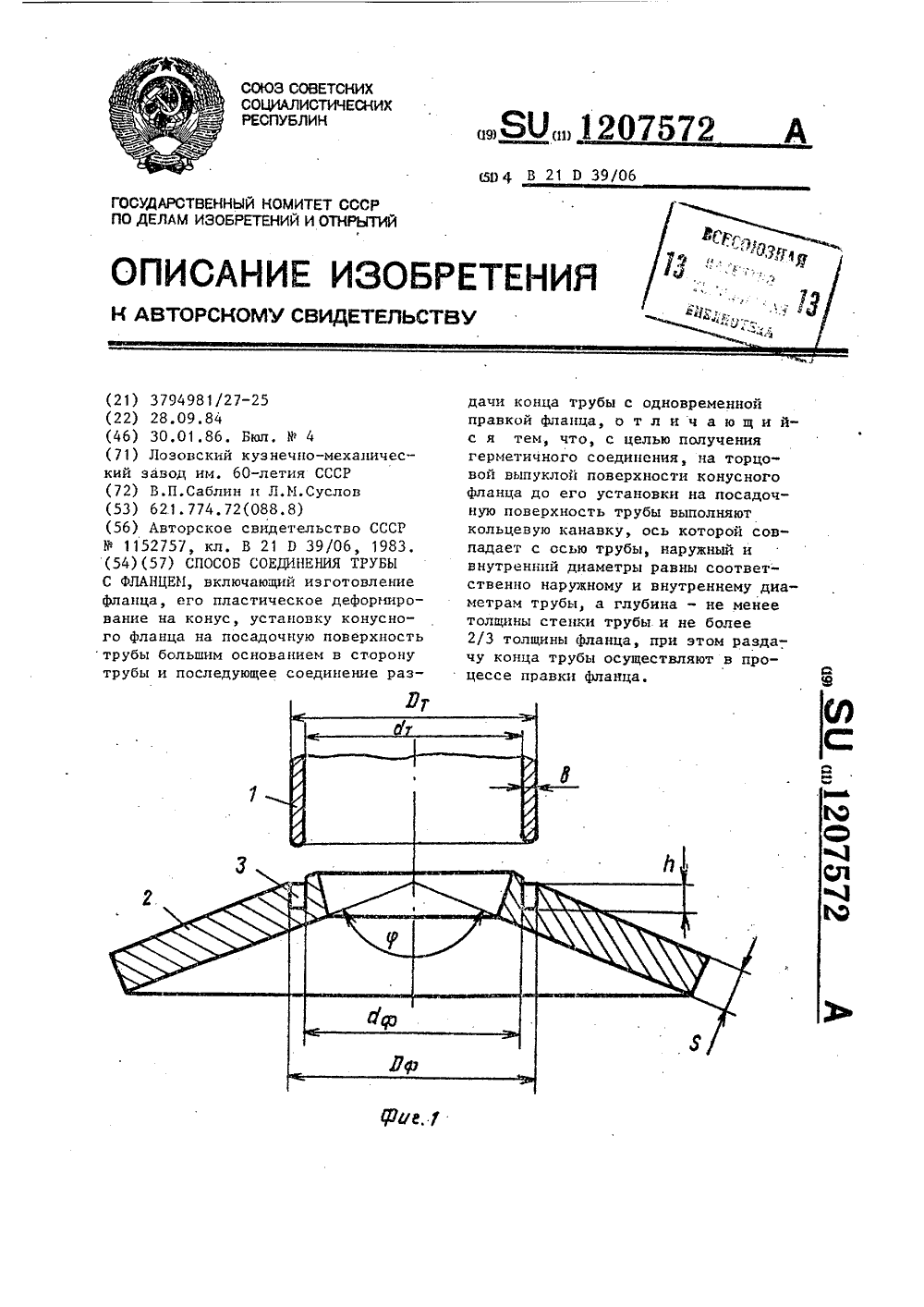
...правки фланца.оставитель И.Кехред А. Бойко актор О.Колесников Заказ 92 Тираж 783 ПодНИИПИ Государственного комитета СССРпо делам изобретений и открытий13035, Москва, Ж, Раушская наб д,сно илиал ППП "Патент", г,ужгород, ул.Проектн 1 12Изобретение относится к области машиностроения и может быть использовано во всех отраслях промышленности для изготовления труб и полых . валов с фланцами.Цель изобретения - обеспечение герметичного соединения труб.На фиг. 1 и 2 представлены эскизы технологических переходов по изготовлению трубы с фланцем.Способ изготовления трубы с фланцем осуществляется следующим образом,Любым способом, например горячей штамповкой в открытых штампах, изготавливают плоский фланец,Отверстие во Флайце 2 выполняют меньшим...
Соединение трубы с фланцем для пропуска горячей среды

Номер патента: 1037010
Опубликовано: 23.08.1983
МПК: F16L 23/16
Метки: горячей, пропуска, соединение, среды, трубы, фланцем
...идет значительная утечка среды. Кроме того, при примененных температурных режимах из-за большого удлинения пластмассовой трубы возникают напряжения, приводящие к разрушению концов трубы и оболочки прочности.Происходит утечка среды и вывод элект" рического котла из работы.Целью изобретения является павы" шение надежности соединения.Указанная цель достигается тем что в соединении трубы с Фланцем для пропуска горячей среды, содери уплотнительную набивку, внутренняяповерхность конца трубы и наружнаяповерхность конца оболочки прочностивыполнены коническими, на фланце установлена упругая коническая манжета, взаимодействующая с внутреннейконической цоверхностью трубы,а между конической поверхностью конца оболочки прочности, замком и...
Устройство для соединения труб с фланцами

Номер патента: 1636163
Опубликовано: 23.03.1991
Авторы: Гавва, Геровский, Задорожный, Мороз, Ноздрачева, Розенберг, Сизоненко
МПК: B23K 37/04
Метки: соединения, труб, фланцами
...соединенный кинематически с приводом 8 с помощью шпонки 16 для обеспечения воэможности поступательного его перемещения. От проворачивания винт 14 удерживается ползуном 17, размещенным в направляющих 18, фиксатор 5 состоит из корпуса 19 и крышки 20, установленных на направляющих стойки 21 и скрепленных между собой кольцом 22. В собранном виде фиксатор 5 имеет полость, фиксатор 6 содержит винт 23, снабженный опорной головкой 24 и приводом 25 вращения,Устройство для сборки и сварки труб с фланцами работает следующим образом,Труба 26 с установленным на ее конце фланцем 27 укладывается на приспособление 1 для удержания трубы таким образом,чтобы ее конец с фланцем разместился в полости корпуса 19 фиксатора 5. Устанавливается на корпус 19...
Способ соединения трубы с фланцем

Номер патента: 211288
Опубликовано: 01.01.1968
Авторы: Барсуков, Данилов, Дробчик, Морозов, Осипов
МПК: B23K 1/14, B23K 1/20, B23K 33/00
Метки: соединения, трубы, фланцем
...конус, под тем же углом, причем высота конуса на трубе должна быть меньше глубины паза на 0,15 - 0,3 лл,Размеры мест сопряжений под пайку устанавливают так, чтобы при сборке между охватывающим диаметром паза фланца и охватывающим диаметром конуса трубы был выдержан зазор не более 0,15 лл, а междуторцом трубы и основанием паза фланца -не более 0,3 лл.Указанные величины торцовых зазоров збес 5 печивают плотное прилегание трубы на поверхности пайки и не допускают значительного перемещения в осевом направлении приприложении давления к трубе.Перед пайкой паз фланца на высоту не ме 10 нее Ч 4 глубины лудят твердым припоем,После такой обработки конец трубы нагревают до температуры 620 в 6 С и устанавливают в паз фланца. В результате...
Предыдущий патент: Способ подачи сыпучего материала
Следующий патент: Головка для контактной точечной сварки
Случайный патент: Состав электродного покрытия