Способ изготовления рельсов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
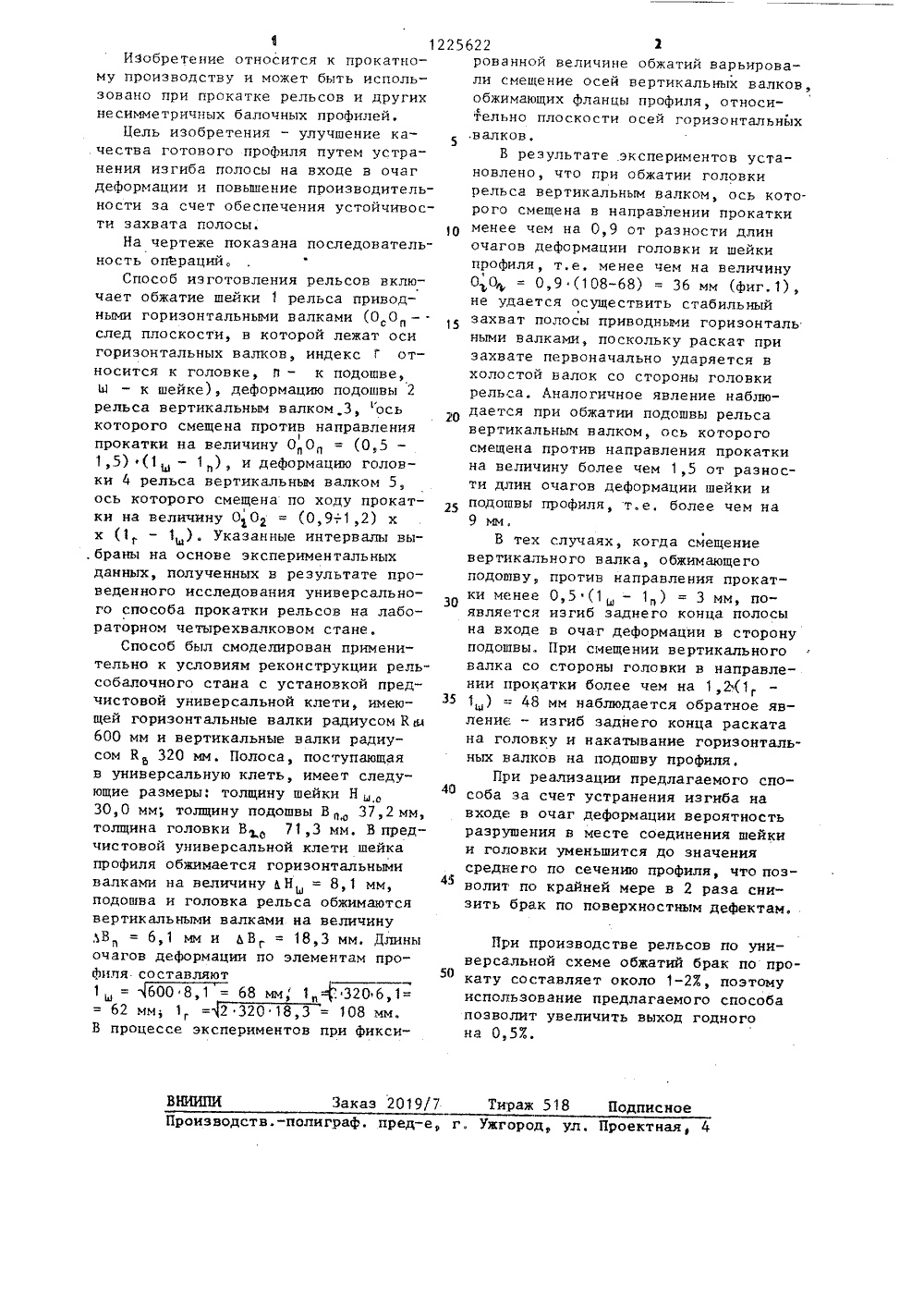
СОЮЗ СОВЕТСНИХ6 ОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК ЯО 1225622 А 21 В 1 08 ПИСАНИЕ ИЭОБРЕТЕНИ ОМУ СВИДЕТЕЛЬСТВУ ВТ йки пр ми горизонталь ва оловки и по ошв приводсмеобжинаправками, аными вер икаль ными валками, с и вертикального валк щениеммающе го подошву рельса, проти окатки, о т л и ч а ю ения п тем, что,тва готовогоия ка елью улу офиля пу м уст очаг нения изгиба ы на вхо ОСУДАРСТВЕННЫЙ НОМИТЕТ СССР О ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИ(71) Уральский ордена Трудового Красного Знамени научно-исследовательский институт черных металлов и Уральский ордена Трудового Красного Знамени политехнический институтим. С.М.Кирова(54)(57) спосоБ изготовлкйия Рельсов,включающий прокатку в четырехвалковом универсальном калибре с обжатием деформации и повышения производительности за счет обеспечения устойчивости захвата полосы, вертикальный валообжимающий головку рельса, смещаютв направлении прокатки относительноплоскости осей горизонтальных валковна величину 0,9-1,2 от разности длиндуг деформации головки и шейки рельса, при этом величину смещения вертикального валка, обжимающего подошвурельса, устанавливают равной 0,5 -1,5 от разности дуг деформации подошвы и шейки профиля.25622 2 12ИЗобретение относится к прокатному производству и может быть использовано при прокатке рельсов и других несимметричных балочных профилей,Цель изобретения - улучшение качества готового профиля путем устранения изгиба полосы на входе в очаг деформации и повышение производительности за счет обеспечения устойчивос.валков,1 О 20 25 ЭО Э 5 4 О 45 50 каз 201 Тираж 5 Под сно Производств.-полиграФ, пред-е ти захвата полосы.На чертеже показана последовательность операций.Способ изготовления рельсов включает обжатие шейки 1 рельса приводными горизонтальными валками (0,0 - . след плоскости, в которой лежат оси горизонтальных валков, индекс Г относится к головке, П - к подошве, ш - к шейке), деформацию подошвы 2 рельса вертикальным валком .3, ось которого смещена против направления1 прокатки на величину 00 д = (0,5 1,5) ф(1 - 1), и деформацию головки 4 рельса вертикальным валком 5, ось которого смещена по ходу прокатки на величину 00 = (0,9 в ;1,2) х х (1 - 1). Указанные интервалы вы.браны на основе экспериментальных данных, полученных в результате проведенного исследования универсального способа прокатки рельсов на лабораторном четырехвалковом стане,Способ был смоделирован применительно к условиям реконструкции рельсобалочного стана с установкой пред- чистовой универсальной клети, имеющей горизонтальные валки радиусом Ка 600 мм и вертикальные валки радиусом К 320 мм. Полоса, поступающая в универсальную клеть, имеет следующие размеры 1 толщину шейки Н30,0 мм; толщину подошвы В 37,2 мм, толщина головки В 71,3 мм. В пред- чистовой универсальной клети шейка профиля обжимается горизонтальными валками на величину Н,= 8,1 мм, подошва и головка рельса обжимаются вертикальными валками на величину лВ = 6,1 мм и ьВ = 18,3 мм.,Цлины очагов деформации по элементам профиля составляют 1= щГБОО 8, 1= 68 мм, 1 4. 320 6,1 щ62 , Ч, 4"2/и Чн,э = ЗонВ процессе экспериментов при фиксированной величине обжатий варьировали смещение осей вертикальных валков,обжимающих фланцы профиля, относительно плоскости осей горизонтальных В результате экспериментов установлено, что при обжатии головки рельса вертикальным валком, ось которого смещена в направлении прокатки менее чем на 0,9 от разности длин очагов деформации головки и шейкипрофиля, т.е, менее чем на величину0 0 = 0,9 (108-68) = Зб мм (фиг,1),не уцается осуществить стабильныйзахват полосы приводными горизонтальными валками, поскольку раскат призахвате первоначально ударяется в холостои валок со стороны головки рельса. Аналогичное явление наблюдается при обжатии подошвы рельсавертикальным валком, ось которогосмещена против направления прокаткина величину более чем 1,5 от разности длин очагов деформации шейки иподошвы профиля, т.е. более чем на9 мм,В тех случаях, когда смещениевертикального валка, обжимающегоподошву, против направления прокатки менее 0,5 (1, - 1) = 3 мм, появляется изгиб заднего конца полосына входе в очаг деформации в сторонуподошвы При смещении вертикальноговалка со стороны головки в направлении прокатки более чем на 1,2(11 ц) . 48 мм наблюдается обратное явление - изгиб заднего конца раскатана головку и накатывание горизонтальных валков на подошву профиля,При реализации предлагаемого способа за счет устранения изгиба навходе в очаг деформации вероятностьразрушения в месте соединения шейкии головки уменьшится до значениясреднего по сечению профиля, что позволит по крайней мере в 2 раза снизить брак по поверхностным дефектам. При производстве рельсов по универсальной схеме обжатий брак по прокату составляет около 1-27, поэтому использование предлагаемого способа позволит увеличить выход годного на 0,57. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3817929, 30.11.1984
УРАЛЬСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ НАУЧНО ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЧЕРНЫХ МЕТАЛЛОВ, УРАЛЬСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. С. М. КИРОВА
СМИРНОВ ВИТАЛИЙ КУЗЬМИЧ, ПАРШИН ВЛАДИМИР АНДРЕЕВИЧ, БОНДИН АНДРЕЙ РУДОЛЬФОВИЧ, МАСЛОВ СТАНИСЛАВ ВЛАДИМИРОВИЧ, ГУСЕЛЕТОВ БОРИС ПАВЛОВИЧ
МПК / Метки
МПК: B21B 1/08
Метки: рельсов
Опубликовано: 23.04.1986
Код ссылки
<a href="https://patents.su/2-1225622-sposob-izgotovleniya-relsov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления рельсов</a>
Чистовой двухвалковый калибр для прокатки рельсов

Номер патента: 1731305
Опубликовано: 07.05.1992
Авторы: Дорофеев, Кравченко, Кузнецов, Трынкин, Шарапов
МПК: B21B 1/08
Метки: двухвалковый, калибр, прокатки, рельсов, чистовой
...открытого фланца подошвы участка выполнена криволинейной в соответствии с требованиями стандарта.На чертеже представлен предлагаемый калибр,Калибр содержит два горизонтальных приводных валка (1 и 2). Верхний валок 1 имеет закрытый фланец подошвы, а нижний валок 2 - открытый фланец. Для восприятия возникающих осевых усилий при прокатке предусмотрен опорный конус (показан в левой части чертежа). Со стороны головки рельса разъем валков смещен вверх в сторону закрытого фланца подошвы за пределы толщины шейки. Поверхность катания головки на участке шейки и далее в сторону открытого фланца подошвы выполнена криволинейной в полном соответствии со стандартом.Калибр, показанный сплошными линиями, наклонен на угол у, равный максимально допустимому...
Способ прокатки рельсов

Номер патента: 995922
Опубликовано: 15.02.1983
Авторы: Антипенко, Дорожко, Дубравина, Писарев, Проценко, Славский, Тубольцев, Шпаков, Якименко
МПК: B21B 1/08
...равным 0,83 - 0,95 способствует исключению переполнения калибра в разъеме металлом. При прокатке с соотношением коэффициента высотной деформации по головке к коэффициенту высотной деформации по подошве менее 0,83 происходит увеличение обжатия фланцев подошвы по высоте, что приводит к серпению полосы при ее выходе из валков, а при соотношении более 0,95 происходит увеличение обжатия фланцев по головке, в результате чего металл перетекает в разъем и переполняет калибр по фланцу головки, что приводит к получению заката по головке.На фиг. 1 - 8 показана последовательная схема прокатки рельса по предлагаемому способу.Способ прокатки рельсов осуществляется следующим образом.Стан настраивается в соответствии с технологической картой и...
Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана

Номер патента: 1597242
Опубликовано: 07.10.1990
Авторы: Ивашин, Мазур, Приходько, Сафьян
МПК: B21B 1/22, B21B 27/02
Метки: валках, валков, клети, комплект, полос, полосового, прокатки, рабочих, стана, чистовой
...осевого смещения валков для достижения. заданной разнотол,щннности полосы на участке, разном периоду изменения проФиля рабочего валка с амплитудой А, рассмотрим две аналогичных синусоиды на участке длиной В (Фиг,2), смещенные одна отно". сительно другой вдоль оси ОУ,на величину Ь, равную толщине прокатываеемой полосы. В качестве допущения принимаем, что величина межвалкового зазора (расстояние между кривыми) при среднем положении валков на всех участках одинакова и равна Ь, так как соотношение амплитуды и длины периода изменения текущей координаты весьма мало. Соответственно при наличии осевого смешения величина зазора между валками также определяет.ся в направлении осн 07Уравнение кривой 3 (Фиг.2)У = А в 1 п( - Х- - ) (2)5...
Система прямополочных калибров для прокатки рельсов
Номер патента: 869869
Опубликовано: 07.10.1981
Авторы: Грицук, Изотов, Кулак, Левченко, Приходько
МПК: B21B 1/08
Метки: калибров, прокатки, прямополочных, рельсов
...настане балок, профилей подкладок иТеДаКонструктивное исполнение обжимных калибров во взаимосвязи с черновыми, в которых максимальная глубина врезов, расположенных по обе 1 Остороны гребней, ограничена однойгоризонталью, позволяет увеличитьдеформацию головки рельса и, какследствие, получить мелкозернистуюоднородную структуру металла и по эвысить эксплуатационные характеристики рельсов. Это также исключаетвозникновение осевых смещений валков, упрощает и конструктивное исполнение самих калибров и их расположение в монтажнЬЙ схеме повышает стабильность процесса. При этомвыполнение участков, формующих шей"ку, с наклоном к врезам, деформирующим головку рельсов, упрощает:и вал зкоеую арматуру. Благоприятные условия стабильности...
Способ прокатки рельсов
Номер патента: 1614869
Опубликовано: 23.12.1990
Авторы: Дорофеев, Кравченко, Кузнецов, Шарапов
МПК: B21B 1/08
...рельса соответственно с верхней и нижней стороны калибра должны уравновешивать друг друга, т,е, Рн,г. = Рн,п, и Рв,г. = Рв.п., Между собой эти силы должны 55Рв.г. Вв.п. находиться в зависимости= в, гдеРнг, Внп,Вв,п, и Вн,п. - соответственно активные длины верхнего и нижнего фланцев подошвы,на которых производится обработка фланцев по толщине,П р и м е р, В рельсобалочном цехе прикалибровке рельсов типа Р 65 по ГОСТ8161-75 применяется чистовой калибр дуг снижним открытым фланцем подошвы (фиг.3)с коэффициентом вытяжки металла в немЯ = 1,085. В качестве предчистового калибраприменим четырехвалковый универсальныйкалибр с нижним фланцем подошвы, полузакрытого типа (фиг. 2) с активной длинойэтого фланца, равной Вн.п. = 35 мм,...
Предыдущий патент: Способ получения полимерного покрытия
Следующий патент: Способ соединения металлических полос перед холодной прокаткой
Случайный патент: Устройство для моделирования квазистационарных однородных магнитных потоков