Способ прокатки рельсов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
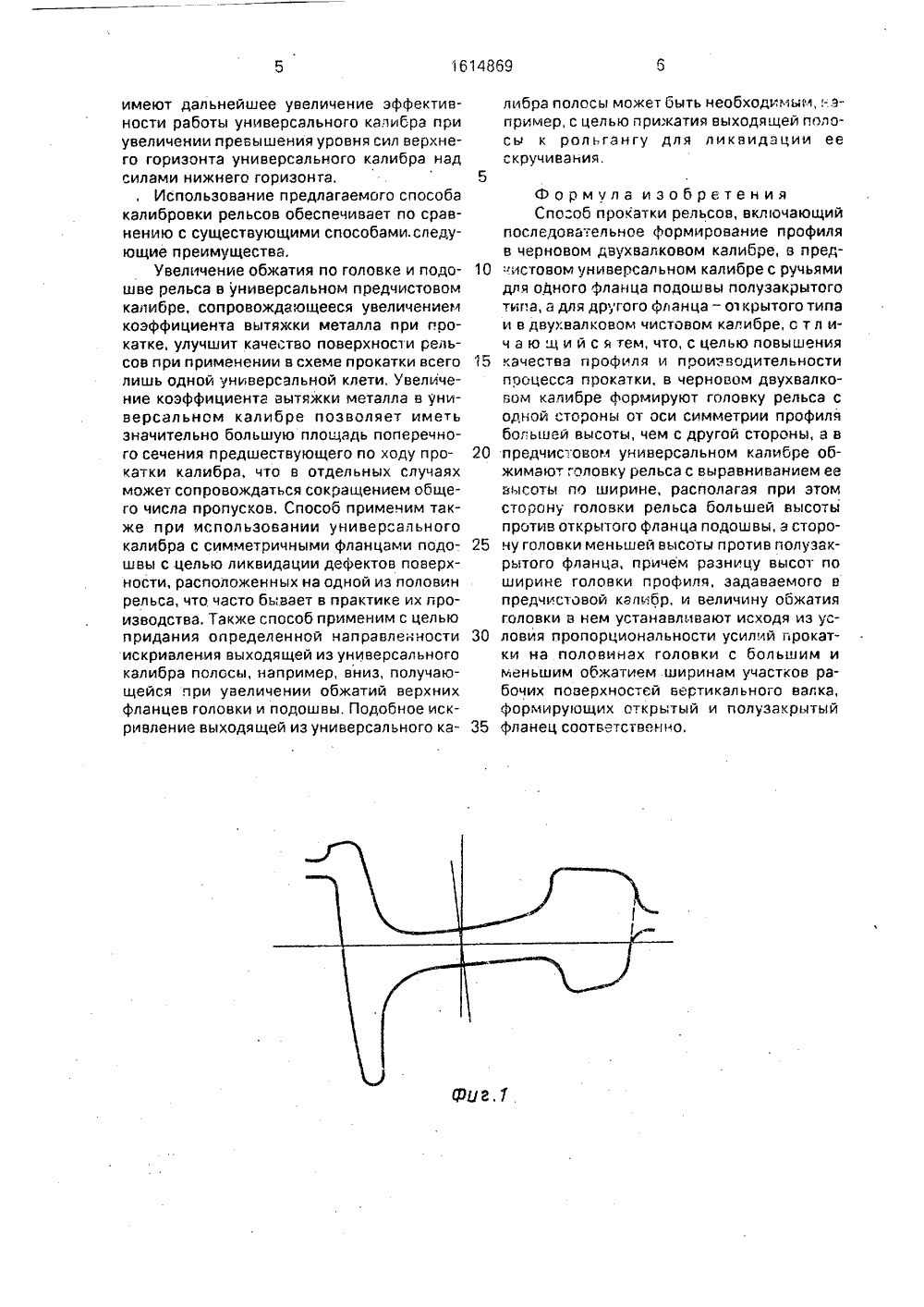
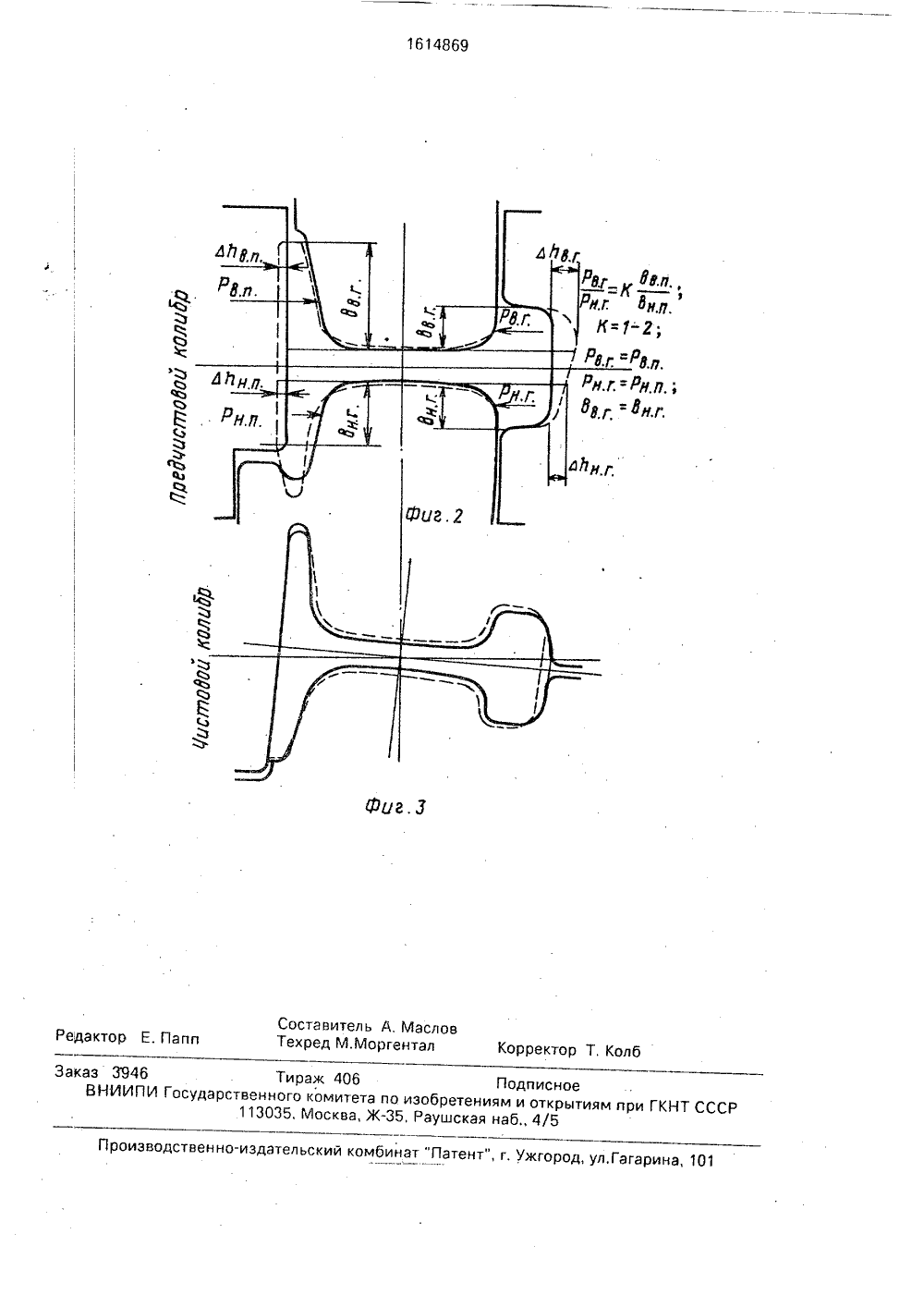
",Р(1 )фг Е ИЗОБРЕ ПИСА ий комбина ов, Е.Л,Кр но-техл,на.: Черметинфо38, рис. 24.во СССР ОВ рокатному ользовано нах с уними. Цель ва профиса прокататривэет я головки тие головки рельса, что уплотняет структуруметалла и повышает производительностьстана, 3 ил. неприводными валкам подошвы в зтом калиб нижний - полузакрыто( стовом калибре (фиг.3) предчистового калибра калибре(фиг,2) - раскат ствующего ему (фиг.1). и. Верхнии фла ре открытого тип о, Пунктиром напоказан раскат , а на предчисто из калибра, пред нец а,а чииз ом ес В условиях стовом универ для верхнего ф типа, а нижнег собность флэн вдоль оси рельс фланец спосо ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМИПРИ ГКНТ СССР ВТОРСКОМУ СВИДЕТЕЛЬСТВ(54) СПОСОБ ПРОКАТКИ РЕЛЬС (57) Изобретение относится к и производству и может быть исп при производстве рельсов на ста версальными прокатными клетя изобретения - повышение качест ля и производительности процес ки. Изобретение предусм увеличение высотного обжати Изобретение относится к прокатному производству и может быть использовано при производстве рельсов на станах с универсальными прокатными клетями.Цель изобретения - повышение качества профиля и производительности проц са прокатки.На фиг,1-3 представлена схема калибровки последних трех калибров при прокатке рельсов предлагаемым способом,На фиг.1 показан калибр, предшествующий предчистовому; на фиг.2 - и редчистовой четырехвалковый универсальный калибр, образованный двумя горизонтальными приводными и двумя вертикальными рельса в универсальном предчистовом калибре, Возможность увеличения обжатия головки обеспечивается тем, что в двухвалковом черновом калибре, предшествующем поедчистовому, головка формируется с одной стороны от оси профиля большей высоты, чем с другой стороны, Это обеспечивает возможность при выравнивании высоты головки в универсальном калибре осуществлять в предчистовом универсальном калибр. на половине головки, противорасположенной открытому фланцу подошвы, большое обжатие, чем на половине головки, противорасположенной полузакрытому фланцу подошвы, в соответствии с ширинами рабочих участков вертикального валка, формирующих эти фланцы. В результате уравновешивается действие осевых сил на горизонтальные валки и повышается точность профиля, увеличивается общее обжапрокатки профиля в предчисальном калибре с ручьями ланца подошвы открытого о полузакрытого типа, споцев к восприятию усилий а различна, так как верхний ен выдерживать большиеусилия и, соответственно, величины обжатий по головке рельса, чем нижний фланец,При одинаковых обжатиях по толщине для верхней и нижней половин головки рельсового предчистового калибра можно 5 применить только такие величины деформации головки, которые могут быть компенсированы по оси рельса нижним ,полузакрытым фланцем, т.е, величина этих ,обжатий по головке должна быть неболь шой. Если же принять за основу величину ;усилий вдоль оси рельса, которые можетвыдержать верхний открытый фланец подо,швы, и из этих усилий определить обжатие по головке, то эти обжатия со стороны ниж него полузакрытого фланца подошвы окажутся нескомпенсированными и нижний фланец подошвы окажется раздавленным чрезмерными усилиями со стороны головки, металл поступит в разъем полузакрытого 20 фланца подошвы, обеспечивая получение дефекта на подошве в виде заката. Таким Образом, калибр устойчиво может работать голько с малыми обжатиями по головке, которые могут быть скомпенсированы ниж ним полузакрытым фланцем подошвы.акое положение приводит кснижению коэффициента вытяжки металла в калибре и к , меньшению выработки по этой причине всевозможных дефектов поверхности про филя,При прокатке предлагаемым способом в двухвалковом черновом калибре,предшествующем предчистовому универсальному алибру, рельсовую заготовку формируют с 35 еременной по ширине высотой головки. ри этом в универсальном предчистовом калибре ориентируют сторону с увеличен-, ой высотой головки против открытого фланца головки (на фиг,2 - верхняя сторо на), а с уменьшенной высотой подошвы - против полузакрытого фланца (на фиг.2 - нижняя сторона),Обжатие верхней части головки со сто- роны открытого фланца подошвы (Йв,г.) 45 значительно превышает величину обжатия нижней. части головки (йь.г,) со стороны полузакрытого фланца подошвы, Ввиду то-. го, что вертикальный ролик со стороны головки симметричен относительно оси рельса, 50 имеют Вв.г. = Вн,г., Силы от абжатия головки и подошвы рельса соответственно с верхней и нижней стороны калибра должны уравновешивать друг друга, т,е, Рн,г. = Рн,п, и Рв,г. = Рв.п., Между собой эти силы должны 55Рв.г. Вв.п. находиться в зависимости= в, гдеРнг, Внп,Вв,п, и Вн,п. - соответственно активные длины верхнего и нижнего фланцев подошвы,на которых производится обработка фланцев по толщине,П р и м е р, В рельсобалочном цехе прикалибровке рельсов типа Р 65 по ГОСТ8161-75 применяется чистовой калибр дуг снижним открытым фланцем подошвы (фиг.3)с коэффициентом вытяжки металла в немЯ = 1,085. В качестве предчистового калибраприменим четырехвалковый универсальныйкалибр с нижним фланцем подошвы, полузакрытого типа (фиг. 2) с активной длинойэтого фланца, равной Вн.п. = 35 мм, Активнаядлина верхнего фланца подошвы равнаВв и, = 73 мм; Вв,г, = Вн.г. = 31 мм.Размер последних трех калибров фиг,13 по толщине шейки составляет соответственно 21,5, 19,3 и 17,7 мм.Площади поперечного сечения чистового и предчистового калибров Рз = 8460 мми Г 2 = 9200 мм Среднее обжатие по толщигне в полузакрытом фланце подошвы устанавливаем равным 2 мм по толщиненижнего фланца головки Ьн.г. = 2,26 мм, Поверхнему фланцу головки из соотношенияактивных длин фланцев имеютРв.г. Вв.п. Рн.г.Вв,п.-, откуда Рг =Вн.п.70 73- = 146, а величина обжатия поверхнему фланцу головки составит ЬЬв.г, ==-. Рп., имеют величину обжатия поверхнему фланцу подошвы равнойРв.п. 146йв.г, -= - = 2 мм, При таких обжаВв и. 73тиях по элементам профиля в универсальном калибре при неизменном обжатии пошейке профиля площадь предшествующегоему калибра оказывается равной Рз == 10150 мм, а коэффициент вытяжки в калибре 2 равным 12 = 1,103, тогда как вслучае симметричного обжатия головки онсоставил бы 1,087, Таким образом, при неравных обжатиях по фланцам головки.со.стороны верхнего и нижнего горизонтальных валков существенно увеличивается эффективность работы универсальногопредчистового калибра, а именно со стороны верхнего валка обжатия по толщинефланца головки удвоились, по верхнему открытому фланцу подошвы обжатия по толщине стали на уровне обжатий нижнегофланца, коэффициент вытяжки в универсальном калибре возрос на 1,6 о .При дальнейшем увеличении в допустимых пределах обжатия в открытом фланцеподошвы по сравнению с полузакрытымимеют дальнейшее увеличение эффективности работы универсального калибра при увеличении превышения уровня сил верхнего горизонта универсального калибра над силами нижнего горизонта,5Использование предлагаемого способа калибровки рельсов обеспечивает по сравнению с существующими способами, следующие преимущества.Увеличение обжатия по головке и подо шве рельса в универсальном предчистовом калибре, сопровождающееся увеличением коэффициента вытяжки металла при прокатке, улучшит качество поверхности рельсов при применении в схеме прокатки всего 15 лишь одной универсальной клети, Увеличение коэффициента вытяжки металла в универсальном калибре позволяет иметь значительно большую площадь поперечного сечения предшествующего по ходу про катки калибра, что в отдельных случаях может сопровождаться сокращением общего числа пропусков, Способ применим также при использовании универсального калибра с симметричными фланцами подо швы с целью ликвидации дефектов поверхности, расположенных на одной из половин рельса, что часто бывает в практике их производства. Также способ применим с целью придания определенной направленности 30 искривления выходящей из универсального калибра полссы, например, вниз, получающейся при увеличении обжатий верхних фланцев головки и подошвы. Подобное искривление выходящей из универсального ка либра полосы может быть необходимым - .эпример, с целью прижатия выходящей полосы к рольгангу для ликвидации ее скручивания. Формула изобретения Спо:об прокатки рельсов, включающий последовательное формирование профиля в черновом двухвалковом калибре, в пред- .истовом универсальном калибре с ручьями для оДного фланца подошвы полузакрытого типа, а для другого фланца - о 1 крытого типа и е двухвалковом чистовом калибре, с т л ич а ю щ и й с я тем, что, с целью повышения качества профиля и прои,.водительности пооцессэ прокатки, в черновом двухвалковом калибре формируют головку рельса с одной стороны от оси симметрии профиля большей высоты, чем с другой стороны, а в предчистовом универсальном калибре обжимают головку рельса с выравниванием ее высоты по ширине, располагая при этом сторону головки рельса большей высоты против открытого фланца подошвы, э сторону головки меньшей высоты против полузакрытого фланца, причем разницу высот по ширине головки профиля, задаваемого е предчистовой калибр, и величину обжатия головки а нем устанавливают исходя из условия пропорциональности усилий прокатки на половинах головки с большим и меньшим обжатием ширинам участков рабочих поверхностей вертикального валка, формирующих открытый и полузакрытый фланец соответственно,1614869 оставитель А, Маслоехред М,Моргентал Редакто орректор Т, Ко пп водственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 1 Заказ 3946 Тираж 406 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4404236, 06.04.1988
КУЗНЕЦКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ИМ. В. И. ЛЕНИНА
КУЗНЕЦОВ АЛЕКСЕЙ ФЕДОРОВИЧ, ШАРАПОВ ИГОРЬ АЛЕКСАНДРОВИЧ, КРАВЧЕНКО ЕВГЕНИЙ ЛОГИНОВИЧ, ДОРОФЕЕВ ВЛАДИМИР ВИКТОРОВИЧ
МПК / Метки
МПК: B21B 1/08
Опубликовано: 23.12.1990
Код ссылки
<a href="https://patents.su/4-1614869-sposob-prokatki-relsov.html" target="_blank" rel="follow" title="База патентов СССР">Способ прокатки рельсов</a>
Валковый узел универсального калибра для прокатки рельсов

Номер патента: 1607985
Опубликовано: 23.11.1990
Авторы: Дорофеев, Кравченко, Кузнецов, Назаров, Осокин, Шарапов
МПК: B21B 1/08
Метки: валковый, калибра, прокатки, рельсов, узел, универсального
...2, пунктир, а площади действия сил и сами силы указаны со штрихом) При практически неизменных усилиях со стороны подош вы, та к как Ь=Ь и Ь=Ь, имеем увеличение силы, действующей со стороны. головки на нижний горизонтальный валок (Рн"Рк Г.),. так как Ь .)Ь., и уменьшение силы, действующей на верхний горизонтальный валок(Р (Р.), так как Ь (Ь Увеличение силы, действующей со стороны головки на нижний горизонтальный валок, нарушает имевшееся равенство сил со стороны головки и подошвы, в результате чего нижний горизонтальный валок будет перемещаться в сторону подошвы и . утонять нижний фланец подошвы. В случае калибра с нижним полузакрытым фланцем (фиг. ) произойдет перемещение металла в боковой зазор по нижнему фланцу, что приведет к...
Чистовой двухвалковый калибр для прокатки рельсов

Номер патента: 1731305
Опубликовано: 07.05.1992
Авторы: Дорофеев, Кравченко, Кузнецов, Трынкин, Шарапов
МПК: B21B 1/08
Метки: двухвалковый, калибр, прокатки, рельсов, чистовой
...открытого фланца подошвы участка выполнена криволинейной в соответствии с требованиями стандарта.На чертеже представлен предлагаемый калибр,Калибр содержит два горизонтальных приводных валка (1 и 2). Верхний валок 1 имеет закрытый фланец подошвы, а нижний валок 2 - открытый фланец. Для восприятия возникающих осевых усилий при прокатке предусмотрен опорный конус (показан в левой части чертежа). Со стороны головки рельса разъем валков смещен вверх в сторону закрытого фланца подошвы за пределы толщины шейки. Поверхность катания головки на участке шейки и далее в сторону открытого фланца подошвы выполнена криволинейной в полном соответствии со стандартом.Калибр, показанный сплошными линиями, наклонен на угол у, равный максимально допустимому...
Трехвалковый калибр для прокатки трамвайных рельсов

Номер патента: 1776469
Опубликовано: 23.11.1992
Авторы: Дорофеев, Кравченко, Шарапов
МПК: B21B 1/08
Метки: калибр, прокатки, рельсов, трамвайных, трехвалковый
...с наклоном калибра на такую величину вертикальный валок выполнен с симметричным относительно горизонтальной оси разрезным гребнем, Т.е, углы а ир равны между собой (см. фиг. 2), На фиг. 1 и 2 валки, образующие калибр по материалам заявки, показаны толстой сплошной линией, а задаваемый в калибр раскат - толстым пунктиром. Положение разрезного ролика в момент захвата несколько утрировано показано по материалам заявки тонкой сплошной линией,При этих.допущениях рассмотрим работу валкового узла по предлагаемому варианту.1. Ось гребня вертикального валка, делящая угол между гранями пополам, становится горизонтальной, а ось шейки калибра - наклонной на угол у, Угол ( у ) равен Ы-Я , где а - угол наклона к оси шейки калибра поверхности желоба...
Чистовой двухвалковый калибр для прокатки рельсов

Номер патента: 1784295
Опубликовано: 30.12.1992
Авторы: Лысенко, Никитин, Шарапов
МПК: B21B 1/08
Метки: двухвалковый, калибр, прокатки, рельсов, чистовой
...1990,(54) ЧИСТОВОЙ ДВУХВАЛКОВЫЙ КАЛИБРДЛЯ ПРОКАТКИ РЕЛЬСОВ(57) Сущность изобретения; калибр имеетнаклонное к горизонтали положение в валках,. причем разьеМкалибра по головке рельса смещен от оси рельса в сторону закрытого фланца. Направление разъема перпендикулярно прямой, проходящей через центр радиусов центраЛьной кривизны головки и сопряжения ее с боковой стенкой со . стороны закрытого фланца, а калибр наклонен с горизонтали под углом не меньшйм, чем угол между указанной прямой и осью рельса, Достигается большая точность профиля катающей поверхности головки рельса, снижается скручивание готового рельса . на выходе из чистовогокалибра, 1 ил,17 В 4295 оставитель 8;Никитинехред М;Моргентал ши актор А.Тычин рректор: П ательский...
Калибр для контроля шлицевых валов с эвольвентным профилем

Номер патента: 1044952
Опубликовано: 30.09.1983
Автор: Коваленко
МПК: G01B 3/34
Метки: валов, калибр, профилем, шлицевых, эвольвентным
...направленияшлицевого вала, а меньшая - для 20центрирования его, и имеет сквозные в радиальном направлении пазыэвольвентного профиля 2 .Недостатком известного калибраявляется трудоемкость изготовления,Цель изобретения - снижениетрудоемкости изготовления.Поставленная цель достигаетсятем, что в калибре для контроляшлицевых валов с эвольвентным профилем, выполненном в виде ступенчатога кольца с двумя внутреннимицилиндрическими поверхностями,одна иэ которых служит для направления шлицевого вала, а другаядля центрирования его, и имеет 35сквозные в осевом направлении про.фильные пазы, на торце. кольца,состороны меньшей цилиндрической поверхности, выполнены сквозные в радиальном направлении приэматические пазы, глубина которых соответствует...
Предыдущий патент: Способ прокатки
Следующий патент: Способ прокатки профилей швеллерного типа
Случайный патент: Захват для изделий с отверстием