Система прямополочных калибров для прокатки рельсов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
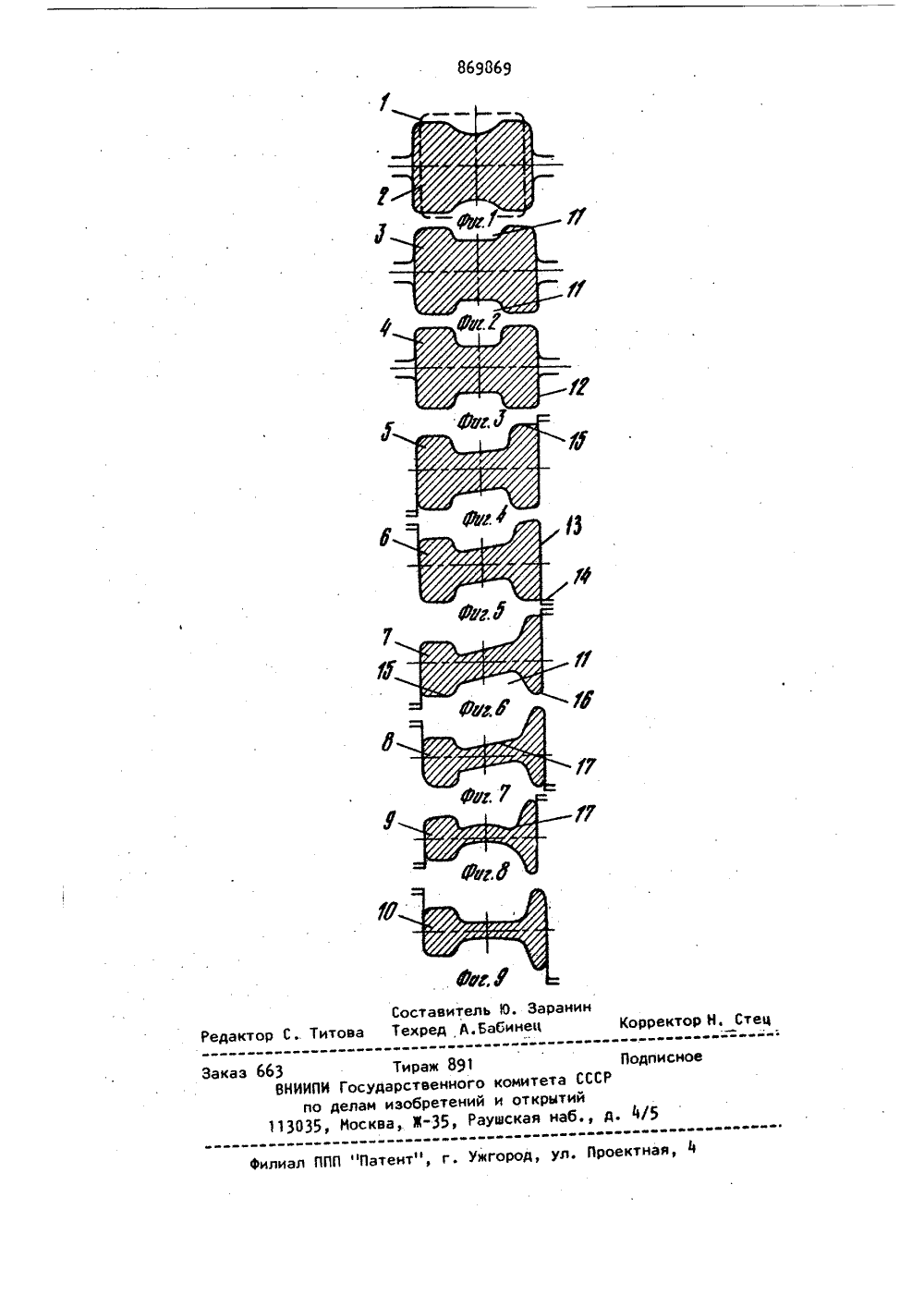
(61) Дояолннтельное к авт, свнд-ву(22) Заявлено 10,1 179 (2 ) 2849411/22-02 с присоединением заявки М)М. КВ 21 дарстееиай комитет СССР в делам изобрете и еткуытий ллетеиь яе 37 53) УДК 621.771 ,2073(088.8) исания 071081 та ояублнко В.П. Приходько, Е.Н. Изотов Н.ф, Грицук и Н,ф. Левченк Е. Купа 72) Авторы изобретения1 аинский ордена Трудового исследовательский инстит ного Знатаплое и научно 71) Заявитель 54) СИСТЕМА ПРЯИОПОЛОЧНЦХ КАЛИБРОВ Д ПРОКАТКИ РЕЖСОВ Изобрете гической и использова водстве.(23) Приоритет Опубликовано 07.108 е относится к металлурмышленности и может быть в сортопрокатном произ" Температурно-деформационные усло- и вия прокатки являются основными факторами, определяющими степень совер" шенства структуры рельсовой стали при дальнейшей ее термической обработке. При этом необходимые деформа" тв ционные условия обработки металла по элементам профиля от исходной заготовки до его конечного сечения достигаются за счет конструктивного исполнения калибров и их взаимосвязи в системе. В связи с этим конст" рукция калибров в системе, как инструмент, обеспечивающий требования нормативных документов, предьявляемых к точности прокатки, предопределяет напряженно-деформированное состояние и физико-механическиесвойства прокатного металла. Известны системы калибров дляпрокатки профиля рельса, содержащиеобжимные ребровые калибры тавровойформы, черновые, предчистовой ичистовой каттибры рельсовой формы,которые имеют диагональное 1.1 1 илипрямополочное расположение в валках 1 2.Недостатком данных систем калибров является то, что конструктивноеих исполнение не обеспечивает требуемых деформационных условий обработкиголовки рельса, находящейся в болеежестком эксплуатационном состоянии,чем подошва, в то время как подошварельса деформируется в равной.илибольшей степени, чем головка рельса.В связи с этим конструкция калибровэтих систем не вполне отвечает требованиям, предъявляемым к качествупрокатного металла, что снижает егосвойства и эксплуатационные характеристики даже в термически обработанном состоянии,3 869869При этом система с диагональнымрасположением рельсовых калибровспособствует появлению значительныхосевых усилий в валках, что требуетдополнительных, не связанных с конструктивным исполнением калибров,мероприятий по устранению относительного смещения валков. Крометого, использование систем калибровс,ярко выраженным исполнением кон вструктивных особенностей обжимныхкалибров (ребровые калибры тавровойфорин), предназначенных только дляпрокатки профиля рельсов, не позволяет их применить для прокатки других профилей. Это приводит к увеличению парка валков, времени навальцетокарную обработку и перевалку валков и, как следствие,росту затрат на изготовление проката и к снижению производительностистана,Известна система прямополочныхкалибров для прокатки рельсов сузкой подошвой, в которой калибры 2 зобразованы закрытыми ручьями, агребни со стороны каждого валкасимметричны относительно горизонтальной оси калибра и асимметричны относительно его вертикальной оси, собразующими гребней, выполненнымипо прямой. При этом нейтральнаялиния калибра совпадает с горизонтальной осью, а сами калибры " обжимные, черновые, предчистовой ичистовой - имеют балочную формуи выполнены с возрастанием шириныгребня к предчистовому калибру3 .Недостатком данной системы калибров является невозможность ее использования при прокатке железнодорожных рельсов, имеющих высокие итонкие фланцы подошвы вследствие ихутяжки. Это исключает возможностьизготовления профиля современныхжелезнородиых рельсов, имеющих широкую подошву в рассмотренной системе калибров. Эта система может бытьиспользована при прокатке остряковыхрельсов, у которых при большой толщине подошвы ее ширина равна ширинеголовки. Для достижения поставленной цели в системе прямополоцных калибров для прокатки рельсов, содержащей обжимные калибры, гребни которых симметричны относительно горизонтали, черновые калибры, в которых образущие гребней обоих валков выполнены по участкам прямых и с шириной гребней, возрастающей к предчистовому калибру, причем, черновые, предчистовой и чистовой калибры образованы закрытыми ручьями, гребни обжимных калибров выполнены симметричными вертикальным осям калибров, в черновых калибрах максимальная глубина врезов нижнего валка, расположенных по обе стороны от гребня, ограничена одной горизонталью, при этом участки, формующие шейку профиля, выполнены с наклоном к указанным врезам, формующим головку и подошву профиля, а в предчистовом калибре образующие гребней обоих валков очерчены по дугам концентрицных окружностей.В первом черновом калибре его участки, расположенные по обе стороны гребней, могут быть выполнены равновеликими.Выполнение гребней обжимных калибров симметричными обоим их осям благоприятствует последующему выравниванию температурно-деформационных условий обработки по элементам рельса и снижению тем самым остаточных деформационных и температурных напряжений. Это способствует также равномерному износу калибра по его участкам и повышения устойчивости Наиболее близкой по технической сущности к описываемой является система прямополочных калибров для про- зф катки рельсов, содержащая обжимные калибры, гребни которых симметричны относительно горизонтали, черновые 4калибры, в которых образующие гребней обоих валков выполнены по участкам прямых и с шириной гребней, возрастающей к предчистовому калибру, причем, черновые, предцистовой и чистовой калибры Образованы закрытыми ручьями 1 ч .Наряду с рассмотренными выше недостатками, известнум систему калибров отличает низкая стабильность процесса, которая не обеспечивает выполнение заданных геометрических размеров рельса. Указанные недостатки послужили причиной того, цто эта система прямополочных калибров в настоящее время не применяется.Цель изобретения - улучшение качества проката и повышение эффективности процесса.5 8698696раската при деформировании и транс-,и чистовой 10 калибры. В обжимныхпортировкеКроме того, это открывает пути унификации обжимной группыкалибров в случае изготовления настане балок, профилей подкладок иТеДаКонструктивное исполнение обжимных калибров во взаимосвязи с черновыми, в которых максимальная глубина врезов, расположенных по обе 1 Остороны гребней, ограничена однойгоризонталью, позволяет увеличитьдеформацию головки рельса и, какследствие, получить мелкозернистуюоднородную структуру металла и по эвысить эксплуатационные характеристики рельсов. Это также исключаетвозникновение осевых смещений валков, упрощает и конструктивное исполнение самих калибров и их расположение в монтажнЬЙ схеме повышает стабильность процесса. При этомвыполнение участков, формующих шей"ку, с наклоном к врезам, деформирующим головку рельсов, упрощает:и вал зкоеую арматуру. Благоприятные условия стабильности процесса, выполнениягеометрических размеров фланцев подошвы рельса обеспечиваются эа счетконструкции первого чернового калибра, у которого площади участков,расположенные по обе стороны гребня,равны. Конструкция этого калибра всистеме предопределяет последующийхарактер течения металла во фланцахподошвы рельса с учетом его утяжкии требуемых размеров подошвы рельсав чистовом калибре.,Переход к форме готового рельса обеспечивается за счет конструкции предчистового калибра, у которого образующие гребней обоих валков ,выполнены по дугам концентрических кружностей, а центр масс площадей участков калибра, расположенных по обе стороны гребня, лежит на одной горизонтали. Конструкция этого калибра также исключает, по сравнению с известным диагональным расположени" ем калибров, осевое смещение валков, повышая устойчивость процесса.На фиг. 1-9 изображена система прямополочных калибров для прокатки рельсов и сечение раската в калибрах.ИСистема прямополочных калибров предназначена для получения из эаго" товки 1 рельсов и содержит обжимные 2-4, черновые 5-8, предчистовой 9 калибрах 2-4 гребни 11 выполнены симметричными осям калибров, а самиобжимные калибры образованы либотрадиционно открытыми ручьями 12,либо могут быть образованы закрытымиручьями в зависимости от технологических особенностей процесса и оборудования. Черновые 5-8, предчистовой9 и чистовой 1 О калибры образованызакрытыми ручьями 13 с диагональнымрасположением разъемов 14 валков,которые чередуются в соседних калибрах, что предпочтительнее. Приэтом разъемы 14 могут также бытьрасположены со стороны одного валка.В черновых калибрах 5-8 максимальнаяглубина врезов 15 и 16, расположенных по обе стороны от гребня 11, ограничена одной горизонталью. Образуюаещие 17 гребней 11 черновых калибров5"8 выполнены по прямым и с ширинойгребней 11, возрастающей к предчисто"вому калибру, а также с наклоном кврезам 15, формующим головку рельса.В первом черновом калибре 5 площадиучастков, расположенные по обе стороны гребней 11, равновелики. В предчистовом калибре 9 образующие 17гребней 11 обоих валков выполнены подугам концентрических. окружностей, ацентры масс площадей участков головки и подошвы, расположенных по обестороны гребней 11, лежат на однойгоризонтали (т.е. площади эти равны). Прокатка в системе калибров осуще- ствляется задачей нагретой заготовки 1 в обжимной калибр 2, гребень ко" торого выполнен симметричным осям калибра. В калибре 2 происходит начальный этап разрезки заготовки, который продолжается в калибре 3 и завершается в обжимном калибре 4. В черновом калибре 5 за счет равенства площадей участков формовки головки и подошвы достигается форми" рование необходимой величины флан" цев подошвы рельса. При этом .вследствие расположения максимальной глубины врезов участков 15 и 16 на одной горизонтали раскат приобрета" ет устойчивое положение, а также исключается возможность его скручивания вокруг продольной оси. Учитывая, что эти конструктивные особенности присущи и черновым калибрам 6-8 процесс прокатки протекавт устойчиво. Сочетание конструктивного исполнения9869 формула изобретения 7 86 обжимных калибров 2-ч и черновых калибров 5-8 обеспечивает повышение суммарной степени деформации головки рельса. 8 предчистовом калибре 9 образующими 17 гребней, выполненными по дугам концентричных окружностей, достигается изгиб шейки рельса с одновременным ее обжатием, а также деформирование головки и подошвы рельса. В чистовом калибре 10 шейка рельса приобретает плоскую форму, а головка и шейка заданные требованиями геометрические размерыКак показали данные проверки путем расчета режима формоизменения при прокатке рельса Р 75 иэ заготовки 220 х 220 мм, применительно к стану 800 завода "Азовсталь", система калибров должна включать: три обжимных калибра, четыре черновых калиб" ра, а также предчистовой и чистовой калибры. Сравнение с действующей на стане системой калибров показывает, что описываемая система и известная имеют одинаковое количество калибров. При этом описываемая система прямоугольных калибров для прокатки рельсов, по сравнению с их прокаткой аналогичного профиля с использованием известных систем калибровки, позволяет повысить обрабатываемость головки рельса и стабильность процесса, т,е. его эффективность. Кроме того, конструктивное исполнение обжимной группы калибров открывает дальнейшие пути повышения эффективности процесса прокатки не только при прокатке рельсов, но и в целом на стане. 1. Система прямополочных калибровдля прокатки рельсов, содержащая обжимные калибры, гребни которыхсимметричны относительно горизонтали,черновые калибры, в которых образующие гребней обоих валков выполненыпо участкам, прямых и с шириной гребней, возрастающей к предчистовомукалибру, причем, черновые, предчистовой и чистовой калибры образованызакрытыми ручьями, о т л и ч а ю щ а я с я тем, что, с целью улучшения качества проката и повышенияэффективности процесса, гребни обжимных калибров выполнены симметричными вертикальным осям калибров, в 15 черновых калибрах максимальная глубина вреэов нижнего валка, расположенных по обе стороны от гребня, ограничена одной горизонталью, при этомучастки, Формующие шейку профиля, щ выполнены с наклоном к указанным врезам, формующим головку и подошвупрофиля, а в предчистовом калибреобразуоцие гребней обоих валков очерчерны по дугам концентрических окруж ностей.2, Система калибров по п,1, о тличающаяся тем., что впервом черновом калибре его участки,расположенные по обе стороны гребней, щ выполнены равновеликими. Источники информации,принятые во внимание при экспертизеСкороходов Н.Е. и др. Калибровка сложных профилей. М "Металлур"гия", 1979, с. 172, рис. 1 Х.2.2. Там же, с. 173, рис. 1 Х.Ц.3. Росс Е. Бейнон, Калибровкавалков и расположение оборудованияпрокатных станов. М., Металлургиздат, 1960, с. 136, рис. 207.Бахтинов Б.П. и Штернов М,М.Калибровка прокатных валков. М869069 Составитель 6, ЗаранРедактор С,. Титова Техред Д,Бабинец ректор й. Стец дписное роектная ПП "Патент", г. Ужгород,ли каз 663 ВНИИПИ Г по де 113035, М
СмотретьЗаявка
2849411, 10.12.1979
УКРАИНСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ НАУЧНО ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОВ
ПРИХОДЬКО ВАЛЕРИЙ ПАВЛОВИЧ, ИЗОТОВ ЕВГЕНИЙ НИКОЛАЕВИЧ, КУЛАК ЮРИЙ ЕФИМОВИЧ, ГРИЦУК НИКОЛАЙ ФЕДОРОВИЧ, ЛЕВЧЕНКО НИКОЛАЙ ФИЛИППОВИЧ
МПК / Метки
МПК: B21B 1/08
Метки: калибров, прокатки, прямополочных, рельсов
Опубликовано: 07.10.1981
Код ссылки
<a href="https://patents.su/5-869869-sistema-pryamopolochnykh-kalibrov-dlya-prokatki-relsov.html" target="_blank" rel="follow" title="База патентов СССР">Система прямополочных калибров для прокатки рельсов</a>
Способ определения давления металла на оправку при продольной прокатке труб в калибре месдозами

Номер патента: 192150
Опубликовано: 01.01.1967
Авторы: Данченко, Сокуренко, Украинский, Чекмарев
МПК: B21B 17/00, B21B 25/00
Метки: давления, калибре, месдозами, металла, оправку, продольной, прокатке, труб
...МЕСДОЗАМИ Предмет изобретения Известен способ определения давления металла на оправку при продольной прокатке труб в калибре месдозами, установленными на стержне с оправкой.Особенностью предложенного способа является то, что месдозы размещают внутри оправки, составленной из двух половин, и производят замер в момент совпадения плоскостей разъема оправки и калибра. Это обеспечивает замер полного вертикального давлеия на оправку.Между верхней и нижней частями составной оправки имеется небольшой зазор, который при прокатке находится в зоне, соответствующей разъему калибра.Количество месдоз зависит от необходимой длины оправки и условий прочности месдоз и оправки,Определение давления металла на оправку позволяет точно установить...
Система калибров валков для многоручьевой прокатки из плоской заготовки

Номер патента: 558723
Опубликовано: 25.05.1977
Авторы: Амосов, Выдрин, Дубинский, Кузнецов, Лысков
МПК: B21B 1/02
Метки: валков, заготовки, калибров, многоручьевой, плоской, прокатки
...между высотой готового проката и о 0 толщиной соединительной перемычки, Причем приращение высоты разрезного гребняосуществляется так, чтобы в каждом проходе осуществлялся контакт с валками пэ всему периметру калибра, В последующих лроходах высэта разрезного гребня остается со етственно,могут сох окатке, предлагаем рнэвых кап ручье фекто образование раниться лр которые шей пр посл Д либрэтого в ручьи ч эи системе кабрэв выполнены ин, П. Н, Амосов, ф, С, Дубинский О. Е. Лысков и Ю, М, Кузнецоввеизменнои а угол при вершине гребняувеличивается да. угла, определяемого фомай сечения гатовага проката.Острый гребень при вершине разрезного гребня,в первых калибрах облегчает падре- зание исходной заготовки (сляба) на необходимую глубину. Кроме...
Система калибров валков для многоручьевой прокатки заготовок

Номер патента: 685367
Опубликовано: 15.09.1979
Авторы: Губайдулин, Долгокер, Левичев, Ляшенко, Моисеенков, Паско, Пеленов, Солод, Татаринов, Толпа, Чуманов, Шульгин
МПК: B21B 1/02
Метки: валков, заготовок, калибров, многоручьевой, прокатки
...равно В, т. е. 0,75 - 0,98 диагонали ручья (см. фиг. 2)Чистовой калибр, служаший для продольного разделения заготовок (см. фиг. 3) име685367 Формула изобретения Уиа.1 ет крайние ручьи 5 и 6, которые смещены относительно среднего ручья 7 вдоль совпадающих сторон на величину С, равную 0,04- 1,0 диагонали ручья чистового калибра. Заготовки 8, 9 и 1 О получены после прокатки в описываемой системе калибров на стане трио (см. фиг. 4) .Пример. В лаборатории кафедры Обработка металлов давлением Донецкого политехнического института на стане 250 трио по предлагаемой системе калибров валков моделируют процесс прокатки квадратной заготовки ф 23, 5 мм из образца сечением 57 Х 86,5 мм, что соответствует прокатке ф 80 мм из блюма сечением 195 Х 294...
Система калибров для прокатки полосовых профилей с гребнями

Номер патента: 997861
Опубликовано: 23.02.1983
Авторы: Вергелес, Грицук, Капустин, Катрич, Кулак, Лекарь, Масонов, Могилевский, Приходько
МПК: B21B 1/08
Метки: гребнями, калибров, полосовых, прокатки, профилей
...проработкусоответствующих участков профиля.Благодаря предложенной системекалибров при прокатке профилей не д наблюдается незаполнение элементовкалибров и образование поперечныхтрещин на раскатах.На фиг, 1 изображена система калибров для прокатки полссовых профилей с гребнями; на фиг. 2 и 3черновые калибры предыдущий и последующий, выполненные с воэростаниемглубины врезов, на фиг. 4 и 5 - предыдущий и последующий черчовые калибры, выполненные с уменьшениемглубины врезов,Предлагаемая система калибров содержит черновые 1-4, предчистовой 5 и чистовой б калибры, Во всех черновых калибрах ручьи нижних валков имеют 40 кольцевые врезы, Ручьи верхних валков черновых калибров снабжены кольцевыми гребнями, расположенными против врезов нижних...
Кассета с рабочим валком для прокатной клети с многовалковым калибром

Номер патента: 280411
Опубликовано: 01.01.1970
Авторы: Выдрин, Кремсов, Пдтентно
МПК: B21B 13/14
Метки: валком, калибром, кассета, клети, многовалковым, прокатной, рабочим
...в наклонных пазах корпуса кассеты находятся ползуны б, имеющие Т-образное сечение с выступами, вы полиси;ымп под углом к продольной оси ивходяими в наклонные пазы корпуса. Ползунь б соединены попарно между собой эксцентриковыми валами 7, расположенными боковых пазах корпуса параллельно плоско стп вращения рабочего валка. Головки эксцептрпковх Валов, разосценные В растоках ползунов, пмеОт отверстия под ключ для вращения их прп регулировке. Для стопоренпя ползу нов осевой регулировки рабочего валка ЗО нмшотся болты 8, проходящпс через косые5 10 15 20 25 30 прорези ползунов и ввернутые в корпус кассеты, Устраняет осевой люфт рабочего валка, являющийся следствием зазоров между ползу- нами и поверхностями пазов, двс пары ползунов,...
Предыдущий патент: Пылезащитное устройство
Следующий патент: Способ прокатки швеллерной стали
Случайный патент: Способ диагностики послеродового эндометрита