Способ формирования текстильной паковки и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки








Текст
(71) Е.И,Дюпон Де Немур энд (72) Джозеф Эдвард Коскол, Р Сантучи, Луис Габриэль Роза (56) Патент США М 2735250, кл, В 65 Н 54/78, 1956,Авторское свидетельство М 1270062, кл. В 65 Н 55/00(54) С П О СО Б Ф О Р М И Р О В А Н И Я Т Е КСТИЛЬНОЙ ПАКОВКИ И УСТРОЙСТВОДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Изобретение относится к упаковке волокнистых текстильных материалов в контейнеры с образованием многослойных паковок из уплотненных мотков, соединенных одиночными участками пряжи,Цель изобретения - повышение производительности укладки и качества паковки,Для осуществления этой цели в способе формирования текстильной паковки, заключающемся в принудительной подаче пряжи в контейнер, где ее послойно укладывают в виде мотков, соединенных участками одиночной пряжи. и уплотняю 1, мотки пряжи, образующие слои паковки, и соединительные участки 1)диночной пряжи формирую 1 до укладки в контейнер путем нагнетания пряжи в накопитель с осевым уплотнением формируемого пучка, последующим дозированным разде 1 ен 1 лем пуч 1 а нв мотки и вытягиванием соединительных, астков между НИМИ, ДЛИНОЫ НЕ МЕНЬ 11 Ей ч Л ДЛЛНд МаЛОй(57) Использование: упаковка текстильных волокнистых материалов в контейнеры с образованием многослойных паковок, Сущ.ность изобретения: послойная паковка волокна получается иэ пучков текстильной пряжи, в которь 1 х пряжа чередуется между уплотненными и удлиненными отрезками за счет аксиального уплотнения волокна в пучок, разделения пучка на чередующиеся уплотненные мотки последующего расположения уплотненных мотков в общем аксиальном направлении рядом друг с другом для получения слоя. Слой может уплотняться. Один из несколько слоев могут . образовывать паковку, Мотки пряжи формируются до укладки в контейнер, а соединительные участки получают вытягиванием пряжи из пучков, 1 с.п.ф-лы, 8 э.п, ф-лы, 16 ил. си слоя паковки, при этом мотки укладыват однонаправленно с направлением их формирования с расположением соединительных участков пряжи вдоль каждого иэ них и с обеспечением контакта по противолежащим поверхностям.Кроме того, устройство для формирования текстильной паковки, содержащее средство для принудительной подачи пряжи в контейнер, средство для формирования мотков, средство для уплотнения паковки, и привод, согласно изобретению, имеет средство для осевого уплотнения пряжи в пучо, средства для разделения пучка на мотки, и вытягивание соединительных участков оди. ночной пряжи и средство для формирования слоя отов.На фиг. 1 показаны основные элементы предлагаемого устройства: на фиг, 2: схематичный разрез средства для получения пучка; на фиг. 3 - схематичный перспектив.уплотняется в позиции 203, укладывается в резаться для получения свободного концэ в позиции 204, Каждый моток пучка представ- последнем слое каждой пэковки. Этэ конфиляет собой слой, который содержит удли- гурация контейнера позволяет получить ненйый моток нити 205, соединяющйй его иочень компактную большуи 5 пэковку.предпочтительно рэсноложенный между со: На фиг. 15 показана рэзличнэя ориентэседними слоями, уложеннымирядомдруг С ция пэкоаки фиг, 1. После упаковки контейдругомдляполученияпэковки.Слой,напри-: нер 11 может закрываться сверху, Когда мер, 202-204 имеют основнйеплоские по-контейнер готов для использовэния,сторо-верхности, которые расположены"йэпротиа нэ контейнера, эне его верхняя часть может друг друга, например верхняя и нижняя по открываться, дэаая доступ к кромке всех верхности, Каждый слой Формируется такимслоев пэковки 212, В этом слУчае Удлинен.обрэзом,чтобы эти поверхности были обрэ- ный моток, соединяющий слои, становится щены в одном направлении, кэк покэзэнодоступйым и может обрезэться, что позво.стрелкэми 206. Слои уклэдыаэются рядом ляет получэть нити во всех слоях одновре- , друг с другом тэк, что противостоящая по менно. При таком Использовании пэкоакиаерхность одного слоя нэхедится е контакте, получается много концов нити в компактном с противостоящей поверхностью другогбпространстве, что можно использовать для слоя и предпочтительно все слои обрезаны йэмотки нэ шпулярникв одном нэпрэалении, Большой одиночный Помимо описанных пучков нити с одним пучок может быть получен путем поперечно концом несколько отдельных отрезков нити гоперемещения или колебания передней.можноуплотнятьодновременнос помощью чэсти струи сопла 12 и верхних частей сопел устройства уплотнения пучка (фиг, 2). Кроме 13,14;15 средства формироаэйия пучка от- того, двэ или несколько пучков нити могут носительно секции 16 формирования пучка формировэтьея отдельно и направляться и вентилировэния и остэльных нижних сек сторона к"стороне в устройство формировэций 17 и 18, Части 12-15 средства формиро- ния слоя, кэк нэ фиг, 3, где расположенные вэнияпучкэмогутиметьтотвемэсштэб,что сторона к стороне пучки могут отделяться йнэ фиг, 2, э оСтэльные части 16-18 больше " вместе для формирования слоя со схемой.пропорционэльно количеству поперечных пучков, показанной нэ фиг. 19. Рэсположеперемещений или колебаний, используе ние пучков представляет собой рэсположе- мых для получения более крупного уплот- ние.сторонэ к стороне 213 из двух пучков ненногопучка. Этот монолитный 214 и 215, которые разделены нэ чередую" уйлотненный пучок может иметь форму от щиеся удлиненные и, уплотненные отрезки, .плоской прямоугольной ленты до квадрат- расположенные сторона к стороне, Уплотной формы. 35 ненные отрезки рэсполэгэются рядом другНэ фиг, 1 показано, что слои пучка уло- с другом для получения непрерывного слояжены впэковкувотдельномконтейнере 11, . 216, в котором уплотненные отрезки 217- Допускаются другие Формы расположений .220 соединяются в слое с помощью удлипаковок в контейнере, нэпример в контей- иенных отрезков нити,221 и 222, Слои 216 .- иере 207 (фиг 14), Этот контейнер имеет 40 могутуклэдыаэтьсярядомдругсдругомтэк, разделительные перегородки 208 и 209, ко- чтобы каждый слой соединялся со следуюторые разделяют контейнер нэ отдельныещимирэсположеннымисторонэксторонеуд-.отделения 210. Пэковкэизслоевпучкэ по- линенными отрезками для получения следовэтйльно уклэдывэется в каждое отде- пэкоаки нити по этому изобретениюление. Каждое отделение имеет подвижное 45 Хотя покэзэно, чтоиспользованный для прямоугольное днище, контакт с которым примера пучок имеет прямоугольное сечеосущес 1 вляетСя через отверстие в днище. ние, может быть йспользовэно любОе коликонтейнерэ 211 После зэполненйя одного чество других сечений. Например, сечение отделения контейнер поворэчивэется сле- может быть круглым, эллиптическим, треудующим пустым отделением и подъемник, 50 гольным и т,д., которое разделяется нэ череанэлогичный подъемнику 10(фиг. 1), может дующиеся удлиненные и уплотненные подниматься для подэчи подвижного днищэ отрезки. Уплотненные отрезки могут рэспооФделения в верхнюю часть отделения с лэгэться рядомдругсдругомвслоеислои целью приема первого слоя пучка следую- укладываются рядом друг с другом для пол щай пэковки, Удлиненный моток нити пер учения пэковки, Каждый слой соединяется свосо слоя для соседйей пэковки может .другим с помощью удлиненных отрезков. оставаться соединенныМ с первым слоем пряжи, что обеспечивает возможность отследующей пэкоаки для получения большб- дельной обработки слоев.гб контейнера текстильной нити. С другой Кэк показано выше, система упаковки стороны; удлиненный моток нити может об- пучков, в которой используются отдельныеслои пучков; включающих соединительныеудлиненные отрезки нити между слоями,представляет собой универсальную системуформирования различных паковок пучков,Все паковки сохраняют важные характеристики отдельных слоев, соединенных удлиненными сегментами нити, Хотя паковкаможет быть оразована множеством слоев,предусматривается использование в качестве паковки одного слоя, составленного уплотненными и удлиненными отрезками.Способ и устройство этого изобретенияможно использовать для упаковки натурального или синтетического волокна, которое: .может обрабатываться таврим образом без,обрыва или фибриллирования, Термопла.стические матерйалы, например, полиамиды типа поли (гексаметиленадипамида),поли (капроамида), сложные эфиры целлюлозы, сложные полиэфиры типа полиэтилентерефтата, поливийилы, полиакрилаты типаполиакрилонитрила, полиолефины типа полиэтилена и полипропилена и сегментированные полиуретаны наиболее пригодныдля получения описанных паковок, а предпочтительным видом материала являетсятекстильная нить,:Это устройство и сгособ могут использоваться для текстильных номеров волокна.а также для низких ипромышленных номеров и неограничиваются определенным типом сечения волокна.Формула изобретения1, Способ формирования текстильной . паковки, заключающийсяв принудительной подаче пряжи в контейнер. где ее послойно укладывают в виде мотков, соединенных участками одиночной пряжи. и уплотняют, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности укладки и качества паковки, мотки пряжи, образующие слой паковки, и соедйнительные участки одйночной пряжи формируют до укладки в контейнер путем нагнетаний пряжи в накопитель с осевымуплотнением формируемого пучка, последующим дозированнйм разделейием пучка на мотки и вытягивани. ем соединительных участков между ними/ длиной не меньше, чем длина малой оси слоя паковки, при этом мотки укладываютоднонаправленно с направлением их формирования с расположением соединительных участков пряжи вдоль каждого из них и. с обеспечением контакта по противолежащим поверхностям.2; Способ по и, 1, о т л и ч а ю щ и й с я тем, что каждый предыдущий слой уплотняют до укладки последующих слоев паковки.,3, Способ по пп, 1-2, о тл ич а ю щ и йс я тем, что каждый моток в продольном сечении выполняют прямоугольным.4, Способ по пп. 1-2, отл и ч а ю щийс я тем, что каждый моток в продольном сечении выполняют в виде спирали Архимеда или волнообразным.5, Способ по пп. 1-4, от лича ю щи йс я тем, что осевое уплотнение пряжи в накопителе и вывод мотков из него осуще ствляют сжатым газом регулируемого давления, который нагревают для релаксации пряжи.6. Способ по пп. 1-5,о тл ич а ю щийс я тем, что в качестве сжатого газа используют пар или воздух.7. Устройство для формирования текстильной паковки, соДержащее средство для принудительной подачи пряжи в контейнер. средство для формирования мотков, средство для уплотнения паковки и привод, о т л и ч а ю щ е е с я тем, что оно имеет средство для осевого уплотнения пряжи впучок, средства для разделения пучка на мотки и вытягивания соединительных участков одиночной пряжи и средство для формирования слоя мотков,8, Устройство по и. 7, о т л и ч а ю щ е ес я тем, что оно имеет средство для предварительного уплотнения. каждого слоя мотков,9. Устройствопоп,7,отл ича ю щеес я тем, что средство для осевого уплотнения пряжи имеет накопитель в виде камеры, сопряженной со сквозным каналом для пряжи и с приспособлением для подачи сжатого 1 зза, снабженным регулятором давления,10, Устройство по и, 9, от л и ч а ю щ ее с я тем, что накопитель снабжен средством для дозирования мотка.1780530 гУ оставитель Т, Гавриловехред М. Моргентал ректор И, Шулла дакт венно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина,Про аз 4444 Тираж ВНИИПИ Государственного ко113035, Мо Подписноетета по изобретениям и открытиям при ГКНТ ССва, Ж, Раушская наб 4/510 30 35 40 45 50 55 ный вид процесса формирования слоя, на фиг, 4 и 5 - схемы средств отделения пучка и направления соединений соответственно; на Фиг, 6-9 - блок-схемы управления элементов упаковочной системы; на Фиг. 10 - схематичный перспективный вид стадий Формирования паковки; на фиг. 11-12 - схематичные виды форм чередующихся слоев, используемых для получения паковки; на Фиг, 13-16 - схематичные виды вариантов Форм паковок.Устройство показано на Фиг, 1 и вклю. чает в качестве основных элементов средство 1 формирования пучка, средство 2 Формирования слоя, узел 3 передачи слоя, установленный на неподвижных 4 и направляющих 5 рельсах, прикрепленных к узлу, который имеет уплотняющую пластину 6 и укладывающую пластину 7, полость 8 пропаривания и уплотнения слоя, нажимной цилиндр уплотнения "9 и подьемник 10 приема слоя и контейнер 11 с йодвижнймднищем для приема сформированных паковок;В процессе упаковки средство 1 формирования пучка может использоваться для получения слоя йучков. Такой пучок должен иметь стабильную непрерывную форму, ког-" да он располагается только на горизонтальной поверхности после выхода из средства формирования пучка.На фиг, 2 показано средство Формирования пучка, которое содержит сопло 12 натяжения и- направления нити, напорную камеру 13 текущей средыйвейтйляционйое отверстие 14, сопло 15 направления и нагрева нити, секцию 16 формирования пучка и вентиляции, секцию 17 сбора пучков, секцию 18 регулирования ст орости пучков.Взаимосвязь между напорной камерой 13 текущей среды и вентиляционным отверстием 14 имеет важное значение для получения уплотненного пучка, который может быть разделен на мотки по длине, Вход в камеру 13 из канала 19 закрыт от выпускного отверстия 14, расположенного в верхней части камеры, трубт ой, которая направлена в камеру 13 в точке ниже выпускного отверстия 14, Выпускное отверстие может быть использовано для регулирования давления в камере 13, а трубка предотвращает попадание нити в выпускное отверстие под действием удаляемой текучей среды, Поток текучей среды из выпускного отверстия 14 обозначен стрелками потока в камере.В этом варианте выполнения формирование пучка начинается путем подачи текстильной пряди или нити 20 в средство формирования пучка через вход 21 и выход 22. при этом г ряжа проталкивается струями сопл 12 и 15, Глогная пробка (не показана) затем вставляется в выход 22 для прекращения прохода потока нити из выхода, После этого пряжа начинает заполнять секцию 18 и 17 для образования уплотненного пучка. Когда конец пучка достигает секции 16,начинают вращаться ремни 23 и 24 регулирования скорости пучка и с помощью приводимых электродвигателем шкивов 25 и 26. Скорость ремней 23 и 24 регулируется так, что точка формирования пучка перемещается вверх на участок секции 16, расположейный на позиции 27, По мере перемещения пучка в секцию 16 давление в, камере 13 начинает повышаться, так как пу чокпостепенно ограничивает выход потока через выпускные отверстия 28-35, соединенные с этой камерой через каналы 36 и 37, По мере дальнейшего повышения давления большее количество текущей среды удаляется из камеры через выпускное отверстие 14, которое снабжено клапаном 38 для установки давления в камере, когда конецпучка занимаетнужное положение. Датчик давления 39 определяет уровень давлений в камере и после достижения ранее установленного давления посылаетсигнал в программтйруемьтй логический контроллер (ПЛК) 40, который регулирует скорость ремней 23 и 24 для дозирования выхода пучка через выход с той же скоростью, с которой он образуется в позиции 27. Пока образующийся конец пучка остается рядом с позицией 27, давление в камере 13,действующее на конец пучка в позиции 27 остается постоянным. Если ремни 23 и 24 регулирования скорости пучка перемещаются слишком быстро, пучок падает ниже позиции 27, давление понижается и контроллер подает сигнал на электродвигатель зажимного ремня 41 для замедления, пока пучок вновь не увеличится до позиции 27. Если ремни движутся слишком медленно. пучок поднимается выше позиции 27, давление повышается и электродвигатель ремня несколько ускоряется. перемещая пучок назад в позицию 27, что вызывает падение давления до нужного уровня, Для различных нитей плотность пучка, давление в камере и положение пучка могут быть различными, В секции 18 регулирования скорости между ремнями 23 и 24 имеются направляющие 42, которые расположены перпендикулярно ремням и плотно соприкасаются с ремнями для размещения пучка.Давление прилагается к концу пучка для его сжатия и подачи через секции 16 и 17. При отсутствии ремней регулирования скорости заданное давление быстро выталкивает пучок из выхода. Поэтому ремни регулирования скорости используется для1780530 ограничения перемещения пучка под дейст- Секция 16 формирования пучка и вентивием давления в камере 13, действуя на ляции и накопительная секция 17 используконец пучка в позиции 27, За счет такого ются для содержания пучка при через выпускное отверстие 14 до достиже правляющие 49 и 50 образуют пространство между нйми, которое"плотно" примыкает к сторонам пучка и простирается до позиния конца пучка в позиции 27, Для нитей с более высоким номером подачи текущей ции А. По мере прйближеиия пучка 46 к пози среды струей сопла 15 и ее удаление через вентиляционную секцию 16 может не потреции С разделяющее лезвие 51 ускоряется от 40 боваться, так как горячий воздух, поступающий из струи сопла 12, может быть позиции О до позиции Е, достигая скорости достаточным. Температура пучка по мере его образования в позиции 27 должна быть близка или выше температуры стеклования которая выше скорости перемещения пучка, где она контактирует с перемещающимся пучком, как толькоон"достигает позиции С 45 Разделяющее лезвие толкает пучокпоперек волокна; что обеспечивает расслабление волокна и удержание уплотненной формы.Давление в камере 13 для получения плотного пучка составляет примерно 20 фунтов кв. дюйм при 126 ОС, Камера 13 и движущегося ремня, вызывая его разделение между концом 52 стенки жесткой направляющей и концом 53 разделяющего лезвия, Пучок 46 разделяется с.образованием уплотненного отрезка 54, который затем выпускное отверстие 14 уменьшают поток 50 высокоскоростной текучей среды на формирующемся конце пучка, в частности, из струи сопла 12. Таким образом, снижается турбулентность на конце пучка и петли волокна проталкивается между неподвижными найравляющими 55 и 55 а на пластину 56. Пластина может нагреваться для регулирования конденсации влаги, что регу 55 не вдуваются назад в секцию 15, что позволяет получать соединительные волокна на продольной оси пучка и устранять избыточное "вытягивание" по сечению пучка, что в противном случае может значительно затруднять четкое сегментирование пучка. лирует трение между слоем пучка и пластиной. Конец 53 разделяющего лезвия перемещается ближе к концу 52 стенки направляющей, образуя достаточное про странство для пропускания отдельных волокон 57, отделяющихся от пучка, Отделяограничения давление может устанавли- повышенной температуре в уплотненном ваться на величину, которая несколько вы виде в течение времени, достаточного при ше давления "свободно текущей" набивки с самой высокой скорости пучка для расслабцелью получения более высокой плотности ления волокон в пучке, Еслиэтовремяслишпучка.ком короткое или температура слишкомТекущая среда, использованная в натя- низкая, пучок "расцветает" после выхода из гивающей и направляющей струе сопла 12, 10 устройства формирования пучка и сохраможет быть воздухом с комнатной темпера- нившаяся форма, плотность и когезионная турой и давлением 90 фунтов(кв, дюйм). При . способность пучка будут слишком низкими необходимости воздух может нагреватьсядля обработки пучка без его обрыва, При например, при обработке пряжи с высоким работе пучок, сохраняя форму сечения, знаномером, Сжатый воздух, поступающий в 15 чительно расширяется в аксиальном напозиции 43, проходит через кольцевое от- правлении по мере:удаления с ремней 22, верстие 44 для получения равномерно катя- так что скорость пучка запределами выхода нутого и направленного волокна в на 50% выше по сравнению со скоростью постепенно расширяющемся канале 19 с пучка в устройстве формования, которая оптрубкой 45. Нить и струя захватывают до ределяется ремнями регулированияскорополнительное количество воздуха и втягива- сти,ют его во вход 21: На фиг. 3-5 перемещающийся пучок 46Для нейловых нитей с низким номером подается ремнем 47 в положение полной текущаясреда, используемая в направляю-сегментной длины между А и С и сопровожщей и нагревающей струе сопла 15, пред дается подвижнойнаправляющей 48 для по- почтительно представляет собой перечной поддержки пучка, Скорость ремня насыщенный пар, Воздух с комнатной тем примерно на 50 выше по сравнению ео пературой используется в струе сопла 12, а скоростью в средстве формования пучка,нагретая текущая среда - в струе сопла 15 и . так как пучок расширяется по мере выхода в этом случае наличие выпускного отверстия 30 из устройства. Пучок поперечно направля является особо предпочтительным для ется- жесткими направляющими 49 и 50 (50 повышения нагревающей способности опущена для ясности на фиг, 3) для регулиструи сопла 15, так как основная часть воэ- рования вспучивания и изгибания пучка духа с комнатной температурой проходит.особенно во время деления на мотки.Нающее лезвие достаточно быстро пересекает траекторию перемещения пучка, тэк что не происходит заметного вспучивэния перемещэющегося пучка, и отрезок перемещается вдоль лезвия только нэ очень незнэчительное расстояние. Направляющая 55 э снэбжена фэской 55 б для корректировки любого избыточного перемещения уплотненного отрезка 54 вдоль лезвия,Подвижнэя нэпрэвляющэя 58 нэчинэет выходить зэ границы позиции для нэпрэвления перемещающегося пучка, кэк только отделяющее лезвие уходит с позиции Р зэ пределы подвижной направляющей, Подвижнэя нэпрэвляющэя 48 поперечно поддерживэет перемещающийся пучок, э удлиненный отрезок отдельных волокон 57 продолжает удаляться от конца 59 перемещэющегося пучка и конца 60 рэзделенного пучка, Конец 60 пучкэ поперечно поддерживэется рээделяющим лезвием 51, Подвижнэя направляющая быстро ускоряется до скорости, приблиюэщейся к скорости пучка,Уплотненный отрезок 54, толкэемый разделяющим лезвием 51, контактирует с предшествующим уплотненным отрезком 54 э, когда лезвие достигает позиции В. В этой точке отрезок отдельных волокон 57 между концом 59 перемещающегося пучка и концом 60 уплотненного отрезка равен примерно длине одного уплотненного отрезка 54. Затем отделяющее лезвие 51 нэ чинэет паднимэться и отводиться в положение Н э подвижнэя направляющая 48 начинает отводиться в положейие К, Пучок 46 продолжает перемещаться в нэпрэвлении позиции С. Отделяющее лезвие 51 отводится вверх нэд подвижной нэпрэвляющей и перемещэющимся пучком в положение О, э подвижнэя направляющая отводится в пс ложение Е, Нэ фиг, 5 показан конец разделяющего лезвия пучка и получэемэя траектория, перемещения лезвия. После этого иеремещэющийся пучокприближается к позиции С и цикл разделения повторяетсц до образования полного слоя,Пучок 46 и уплотненные отрезки 54, 54 э, отделенные от пучка 46, имеют общее эксиэльное нэпрэвление, показанное стрелками или векторами 58, В описанном варианте осуществления уплотненные и удлиненные отрезки рэспслэгэются рядом друг с другом в слое, в котором эксиэльное нэпрэвление каждого уплотненного отрезка одинаковое. Полученный слой имеет противостоящие основные плоские поверхности, например, верхнюю 61 и нижнюю 62, Эти поверхности обращены в оГ щем направлении для каждого слоя во время его обрээовэния, при этом4550 55 5 10152025 303540 направление, обозначенное стрелкой или вектором 63, показано перпендикулярным противостоящим поверхностям.Мехэниэм осуществления синхронных перемещений между рэзделительным лезвием 51,подвижной направляющей 48 и ремнем 47 покэзэн нэ фиг, 4. Электродвигатель 64 одновременно приводит шкив 65, коленчатый рычаг 66, шкив 67 через коническую шестерню 68 с углом делительного конуса в 45 О, Коленчатый рычагбб снабжен ведомым элементом 69, перемещэющимся в пазу 70 поворотного рычага 71,который поворэчивэется нэ опоре 72, Нэ верхнем конце поворотного рычэгэ 71 имеется другой пээ 73, который входит в зацепление с ведомым элементом 74 нэ подвижной направляющей 48, Подвижная направляющая 48 ограничивается для линейного перемещения с помощью любого пригодного упорного приспособления, Помере вращения коленчатого рычага бб рычаг 71 колеблется вокруг опоры 72, вызывэя линейное перемещение подвижной нэпрэвляющей 48 вперед и назад, Во время врэщения коленчатого рычага 66 шкив 65 приводит ремень 75, который врэщэет шкив 76 вокруг опоры 77. Коленчатый рычаг 78 прикреплен и вращается со шкивом 76. Коленчэтый рычаг 78 прикреплен к одному концу звена 79 с помощью поворотного штифта 80, 81 со звеном 82, которое поворэчивэется вокруг опоры 83. Разделительное лезвие 51 жестко соединено со звеном 79 спомощью опоры 84 и повторяет траекторию перемещения, показанную нэ фиг. 5. Электродвигэтель 64 через приводной шкив 67также приводит ремень 85 для привода ремня 47 подачи пучка, Двэ коленчатых рычага66 и 78 проходят одновременно один полный оборот. Зэ счет регулирования углового положения этих двух коленчатых рычэговдостигается нужнэя синхрониээция перемещения между рээделительным лезвием 51 и подвижной направляющей 48, которое синхронизируется с перемещением пучка через ремень 47 подачи пучка с общим приводом,Передаточный узел 3 (фиг, 1) используется для перемещения слоя пучков в полость пропэривэния и уплотнения и из нее е контейнер 11 для пэковок, Нэ передаточном узле каждая пластина 6 и имеет вакуумный источник, соединенный с ними. Плэстинэ 6 и полость 8 имеют узкий пэз (не показан) нэ поверхности, который рэсполо жен параллельно оси пучка для устрэнени всэсывэния или стягивания отдельных волпкон из пучка в пазы, тэк волокна обычно накапливаются в плэстинэх, которые расположены перпендикулярно оси пучка. Хо 1 чпластина 7 не подвергается сильной нагрузке, пластина 6 и полость 8 должны быть достаточно барочными для выдерживания сжимающей нагрузки, прикладываемой к ним нажимным цилиндром 9. Пластина 6 снабжена приводом 87 цилиндра и линейной направляющей 88 для ее перемещения вверх и вниз. Пластина 7 имеет линейную поворотную направляющую 89 и привод 86 цилиндра, который обеспечивает ее перемещение вверх и вниз, Кроме того, пластина 7 имеет вращающийся привод 90 для поворота на 90 с целЬю изменения ориентации слоев по мере их уКладки, Это может потребоваться для получения более стабильной конструкции паковки, В позиции сжатия передаточногоузла пластина 6 занимает крайнее верхнее положение, в котором она контактйрует с остановами 91 и 92.Полость 8 пропаривания и уплотнения установлена в верхней части нажимного плунжера 93 нажимного цилиндра 9; Нижняя часть полости снабжена пазами, как и поверхность йластины 6, через которые пар может подаваться на пучок, Ширина, длина и высота полости несколько больше по сравнению с размерами неуплотненного слоя, По мере уплотнения слоя его высота уменьшается, а ширина и длина увеличиваются, Кромки слоя могут контактировать со стороНами полости под полной нагрузкой сжатия, хотя такой контакт не имеет важного значения для способа. Однако максимальное уп- лотнение паковки происходит тогда; когда контакт происходит так, что каждый слой принимает равномерную прямоугольную форму, которая близко соответствует контейнеру 11 для паковок. Во время уплотнения вакуумная головка пластины 6 плотно устанавливается внутриполости 8.Во время работы отделенные отрезки пучка собираются друг за друг на нагреваемой пластине 56. Ряд воздушны сопел 94 в коллекторе 95, в который воздух подается через трубу 96 фиг. 3) располагается на стО- роне ближайшего мотка для его выравнивания относительно других мотков, Датчик 97 обнаруживает присутствие переднего отделенного отрезка пучка, показывая таким образом, когда для приема готов полный слой.В этой точке передаточный узел 9 находится вположении приема, когда пластина 6 располагается над пластиной 56, а пластина 7 - над полостью 8. Обе пластины 6 и 7 перемещаются вниз под управлением контроллера 40 по мере перемещения вперед разделяющего лезвия 51 пучка, как показывает датчик 98. В частности, как показано нафиг. 4, зубчатая шестерня 99, закрепленная на электродвигателе 64, и шестеренчатый. куумом пластины 6 и 7 поднимаются. После установки пластин в верхнее положение передаточный узел 3 смещается под управлением контроллера 40 в положение, в 15 котором пластина 6 оказывается над поло 20 25 лотненных отрезков, В этом положении пла стопки слоев в позиции 102 в контейнере 11. Вакуум снимается с пластины 7 и она под 30 40 щее действие. Полость продолжает переме 55 щаться вверх и прижимает 45 50 датчик 98 используются для определения положения разделяющего лезвия 51. Пластина 7 контактирует с неуплотненным слоем уплотненных отрезков на пластине 56. Неуплотненный слой состоит иэ определенного целого числа уплотненных отрезков, например иэ десяти отрезков, Контроллер 90 обеспечивает подачу вакуума на обе пластины 6 и 7, заставляя их опускаться. После небольшой задержки для захвата слоев вастью 8, а пластина 7 -над контейнером 11; Сегмент нити, соединяющий последний уплотненный отрезок в одном слое и первый уплотненный отрезок в следующем слое, образует удлиненный отрезок, соединяющий два слоя; например, 100 и 101 (фиг, 1,13,3) Если требуется дополнительный отрезок в удлиненном мотке между слоями, он может проталкиваться из последнего и первого упстина 7 опускается для установки уплотненного слояпучков на верхнюю часть нимается, оставляя уплотненный слой на стопке. Затем подъемник 10 стопки опускает свободно плавающее днище контейнера 11, опуская таким образом и стопку до тех пор, пока она не переместится на толщину одного слоя пучков, Теперь стопка готова для приема другого уплотненного слоя Одновременно со стадией укладки происходит уплотнение неуплотненного слоя. Пластина 6 имеет вырезы 103, которые проходят под остановами 91 и 92 по мере перемещения пластины 6 в йоложение над полостью 8, Пластина 6 остается в верхнем положении, когда полость 8 поднимается нажимным цилиндром 9 и непосредственно днищем полости контактирует со слоем пучков-на пластине 6. В зависимости от обрабатываемого материала пар может пропускаться через пазы в полости, и вакуум на пластине 6 отключается, После снятия вакуума слой пучков опускается в пропарочную полость и сегменты пучков могут расширяться в поперечном направлении,так как вакуум имеет небольшое уплотняюсегментированные отрезки пучков к пластине 6, Пластина 6 перемещается до тех пор, пока она не контактирует с остановами 91 и 92, Эти остановы прикреплены к нажимной раме для создания сильного сжимающего1780530 11усилия на пластине 6 и уплотнения слоя, По мере уплотнения слоя вакуум вновь подается на пластину 6 для облегчения прохождения потока пара и конденсата через слоя пучков, После временной задержки пар выключается, вакуум снимается и полость 8 опускается. Уплотненный слой пучков остается в полости и затем забирается пластиной 7. Таким образом цикл завершается, Тем временем новый слой иэ десяти уплотненных отрезков собирается на пластине 56 и цикл готов для повторения.За счет уплотнения одиночного слоя за один раз проникновение пара и последую.щее удаление воды происходит быстро и, следовательно, циклы уплотнения могут проводиться быстро по сравнению с уплотнением всей пакорки. В отличие от этого . одновремейное уплотнение всей паковки часто требует использования толстостенных контейнеров для уплотнения, когда вре. мя обработки увеличивается и требуется последующая повторная упаковка. Когда контейнер, например, 11, наполнен, днище контейнера опирается на опорыс выступами (не показаны), которые поддерживают плавающее днище и через которые, легко проходит подъемник, Оператор удаляет полный контейнер с приемной позиции иперемеЩает на эту позицию пустой контейнер, При необходимости эти действия оператора могут быть механизированы,Работа контроллера.Контроллер 40 (фиг, 8) принимает входнойсигнал от датчиков 104 на станке и использует его для управленияпоследовательностью событий и индикацииданных с целью облегчения регулированиядля других параметров. Динамическое управление устройства формирования пучкаможет производиться независимо от формирования слоя, обработки, уплотнения иукладки, так как нужное отношение скоростей устанавливается между номинальнойскоростью электродвигателя 64 раздели-.тельного звена (конвейера) по показаниямдатчика 105. Для данного изделия установкаэтой зависимости остается фиксированной,В связи с этим управление этих двух секцийстанка объясняется отдельно,Управление средством формированияпучка 1 можно объяснить на примере фиг, 1и 2, При установке параметров регулятор106 давления воздуха, клапан 38 потока текучей среды и клапан 107 регулированияпара регулируются в соответствии с нужнымуровнем и контролируется датчиками 108110 соответственно, Кроме этого. клапаны111 -и на выпускных отверстиях 28-35 регулируются для получения нужных потоков для определенной нити и их воздействие контролируется датчиками 112 -Ь соответственноо.5 При работе контроллер 40 принимаетсигналы скорости ремня зажима пучка от датчика 105 и регулирует скорость электродвигателя 41 для поддержания нужного давления в камере 13 по показаниям датчика 10 39, Если давление в этой камере повышается, ПЛК дает команду для органа управления 113 регулирования скорости двигателя зажима для повышения скорости двигателя зажима. Если давление в этой камере сни жается, ПЛК подает команды контроллерудля снижения скорости. Эти изменения скорости достаточно малы, чтобы отношения скоростей с конвейером пучка 47 не изменялись в такой степени, чтобы вносить какие либо изменения в скорость двигателя 64средства формирования слоя. При необходимости скорость двигателя 64 могла бы регулироваться так, чтобы более точно сохрайять нужное отношение скоростей, 25 Управление остальной частью стаканаобьясняется на примере представленных чертежей, ПЛК 40 подает команду органу управления 114 скорости двигателя устройства формирования слоя для того, чтобы 30 конвейерная лента 47 перемещалась с установленной скоростью по сравнению со скоростью двигателя ремня зажима 41, как указано выше. Давление пара для уплотнения устанавливается заранее через регуля тор 115 и контролируется на дисплее спомощью датчика 116. Давление воздуха в цилиндры 87, 86, 90 и 117 подается через регулятор 118 и контролируется на дисплее с помощью датчика 119. Уровень гидравли ческого давления для цилиндра 9 и привода 120 устанавливается с помощью источника питания 121 гидравлической жидкостью, соединенного с клапанами 122 и 123. Уровень вакуума регулируется путем 45 изменения скорости двигателя 124 вакуумной воздуходувки с помощью регулятора скорости 125 и контролируется с помощью датчиков 126 и 127. Сепараторное звено, приводимое двигателем 64, толкает слой 50 пучков на пластине 56 до тех пор, пока самый удаленный законченный отрезок в слое не будет зарегистрирован датчиком 27, ПЛК 40 затем контролирует датчик 98, чтобы убедиться в том, что отделяющее лезвие 51 55 достигло конца своего переднего хода. Передаточный узел уже находится в своем переднем положении, что регистрируется датчиком 128, пластина 6 находится в верхнем положении, что регистрируется датчиком 129, над слоем на пластине 56. апластина 7 - в верхнем положении над полостью уплотнения 8, что регистрируется датчиком 130 (там, где во время работы находится уплотненный слой), полость уплотнения 8 находится снизу, что регистрируется датчиком 131, а подъемник 10 - вверху, что регистрируется датчиком 132, После поступления сигналов из датчиков 97 и 98 ПЛК 40 дает команду пластинам 6 и 7 для перемещения вниз. ПЛК приводит в действие клапан 133, в силу чего цилиндр 87 перемещает пластину б вниз, и клапан 134 для того, чтобы цилиндр 86 переместил пластину 7 вниз, и включает вакуум для обеих пластин за счет привода клапана 135, в результате цилиндр 136 перемещает заслонку 137 во включенное положение для подачивакуума на пластины, Датчик 138 подает сигнал в ПЛК, когда вакуум включен, Когда датчики 139 и 140 сигналиэируют ПЛК о том, что обе пластины находятся внизу, ПЛК 40 включает внутренний таймер для того, чтобы вакуум увеличился и стянул слой с пластины 56 на пластину 6, а слой в полости 8 на пластину 7, когда время истекает, ПЛК 40 включает клапаны 133 и 134, для того, чтобы цилиндры 87 и 86 поднялй пластины б и 7, ПлаСтина 6 поднимает нОвый слой с пластины 56, а пластина 7 поднимает уплотненный слой из полости 8,Когда оба датчика 129 и 130 сигнализируют ПЛК 40 о том, что обе пластины находятся в верхнем положении, ПЛК подает команду передаточному узлу 3 для перемещения назад путем включения клапана 124 для того, чтобы вращающийся привод 121 повернулся против часовой стрелки (в положение, показанное на фиг, 9), ПЛК 40 принимает сигнал от датчика 141, который показывает, что перемещение назад закончено. Если необходимо повернуть слой на пластине 7. ПЛК 40 одновременно включает клапан 142 через каждый другой цикл для перемещения поворотного привода 30 по часовой стрелке и датчик 143 сигнализирует об окончании этой операции в ПЛК. Затем ПЛК подает команду пластине 7 переместиться вниз, Когда пластина 7 находится внизу, как показывает датчик 139, ПЛК 40 одновременно включает нажимной клапан 123 для того, чтобы цилиндр 9 переместился вверх для перемещения вверх полости 8 на плунжере 93 нажимного цилиндра для контакта с пластиной б ее слоем.По мере приближения цилиндра 9 к верхнему положению непосредственно перед контактированием со слоем датчик 144 подает сигнал в ПЛК 40, Затем ПЛК включает паровой клапан 145. который открывается, выпуская пар из полости 8. н одновременно10 15 20 25 30 После короткой временной задержки 50 55 включает клапан 135 регулирования гдкуума для того, чтобы цилиндр 118 переместил вакуумную заслонку 137 в выключенное положение, что регистрируется датчиком 146 (Фиг, 10), В результате слой отделяется от пластины 6 по мере прохождения пара через слой, Снятие вакуума и подача пара в этой точке могут быть одним иэ методов расширения слоя и оптимального заполнения полости 8, Это необязательный прием который повышает плотность, Уплотненный слой также Отделяется от пластины 7, но поскольку он находится в контакте с верхним слоем на стопке в позиции 5, уплотненный слой остается в контакте с пластиной 7 Тем временем нажимной цилиндр 9 полно стью занимает верхнее положение, перемещая таким образом пластину 6 вверх к остановам 91, 92 и уплотняя слой на пластине б, и датчик 144 сигнализирует об этом ПЛК, ПЛК 40 вновь включает вакуум для протягивания парэ через уплотненный слой и включает таймеры в ПЛК 40, Когда установленное для таймеров время истекает. ПЛК выключает пар с помощью клапана 145 и выключает вакуум с помощью клапана 135. Вакуум может подаваться дольше,чем пар для получения дополнительной сушки нити,ПЛ К 40 включает клапан 123 для того, чтобы нажимной цилиндр 9 и полость уплотнения 8, в которой находится уплотненный слой переместились вниз, и включает клапан 134 для того, чтобы пластина 7 переместилась вверх. Датчики 131 и 130 подтверждают зарвешение этих перемещений, ПЛК 40 нключает клапан 123 для перемещения передаточного узла 3 назад в его первоначальное переднее положение. Датчик 128 сигнализирует ПЛК, когда зто перемещение закончено, В этот момент, если пластина 7 вращается, ПЛК включает клапан 142 для возврата пластины 7 в ее первоначальное положение по показаниям датчика 147. ПЛ К 40 также подает команду пускателю 148 двигателя подьемника для вращения двигателя 149 подъемника в течение заданного време ни для того, чтобы подъемник переместил стопку слоев вниз на расстояние одной толщины слоя, В течение времени после последнего съема слоя на пластине 56 образовался новый слой и безусловно только что уплотненный слой находится в полости уплотнения для последующего сьема. Как только датчик 97 зарегистрирует самый дальний пучок в новом слое, а датчик 98 -отделяющее лезвие в его переднем положении цикл обработки и уплотнения слоя готовдля повторения,После завершения стопки подъемникнаходится в своей нижней позиции по показаниям датчика 150, который подает сигнал в ПЛК. Затем оператор может ответить - удалить полный контейнер 11 и заменить его пустым, известить ПЛК 40; ПЛК может подать команду подъемнику 10 для перемещения в верхнее положение, которое регистрируется датчиком 132, после чего может начинаться заполнение пустого контейнера,:На фиг. 13 схематично показан способупаковки, в котором непрерывный пучок из средства 1 формирования пучка формируется в новый слой 151, а первый предварительно сформированный слой 152, еще соединенный с новым слоем; размещается в уплотняющем прессе, где он уплотняется до более высокой плотности, Второй предварительно сформированный слой 153, еще соединенный с первым предварительно.сформированным слоем, удаляется с пози" ции уплотнения и помещается на слой,.принймающий подъемник, За счет образования отдельных слоев иэ пучка слои можно обрабатывать независимо, например, путем уплотнения во время Формирования новыхслоев, Таким образом. получаются окончательна обработанные слои, которые можно . упаковывать прямо в контейнер, пригодный для хранения или отправки. Способ легко приспосабливается дляполучения слоей различного размера и,следовательно, паковок различного размера иэ одного и того же устройства для формирования пучков, Гото.вая паковка, полученная из отдельно уплотненных слоев, имеетплотность, достаточную для конкуренции с обычными намотанными паковками.Каждый слой на Фиг. 10 укладываетсярядом друг с другом, при этом противопо,ложные основные поверхности находятся вконтакте и все слои обращены в одном направлении, т.е, все стрелки 63 обращены вверх. Когда слои 152 и 153, расположенные сторона к стороне в примерно одной плоскости, укладываются так, что противоположные поверхности контактируют и слои обращены в одном направлении, удлиненный отрезок имеет по меньшей мере такую же длину, что и самая короткая ось слоя.Этот отрезок предемонстрирован на примере удлйнейного отрезка 154, который в этом случае равен длине диагонали слоя, Этот отрезок обеспечивает отдельную обработку слоев 152 и 153 и является отличительным признаком готовой паковки 155. Удлиненный отрезок показан в предпочтительном положении между слоями, но при необходимости он может быть удлинен еще больше и45 50 55 15203035 Ф размещен на наружной поверхности паковки на расстоянии между слоями,На фиг, 10 показана предпочтительная структура слоя, состоящая из отдельныхпучков, как уже указывалось, но способ изобретения не ограничивается этой структурой слоев, Другие структуры слоев, пригодные для этого способа, показаны нафиг. 11 и 12.В частности, на Фиг. 11 пучок из средства 1 Формирования пучков подается в видеуплотненного отрезка на один из нескольких вращающихся вакуумных дисков 156- 158 на вращающемся . столе 159. Удлиненный отрезок пряжи 160 из первогопредварительного сформированного слоя 161 захватывается ушком 162, Конец пучка 163 продолжает поступать из средства Формирования пучка через перемычку 164 нацентральную поверхность диска 156. Диск 156 вращается против часовой стрелки, как показано стрелкой 165 под перемычкой 164, и вакуум подается на поверхность диска 156через вакуумные отверстия 166. При касании центральной поверхности диска конец пучка 163 удерживается на поверхности вакуумом, так что конец повторяет вращательное движение диска. Стол 159 медленно поворачивается по часовой стрелке, как показано стрелками в позиции 167 для того,чтобы пучок, вращаемый диском 156, образовывал слой в виде спирали Архимеда, в котором уплотненный отрезок располагается рядом сдругими частями уплотненного отрезка вдоль слоя, Коогда заново сформированный слой принимает такой же вид, как первый предварительно сформированный слой 161, поворотный стол 159 резко перемещается и толкающее лезвие 168 перемещается вместе с ним на короткое расстояние для отделения пучка. Поворотный стол продолжает перемещаться до тех пор, пока диск 156 не переместится в пред шествующее положение диска 151, а диск 158 - в предшествующее положение диска 156. Конец уплотненного отрезка в этой спирали отделяется между лезвием 168 и неподвижной стенкой 169, образуя таким образом удлиненный отрезок нити, аналогичный отрезку 160, так как поворотный стол 159 поворачивает диск 156, Непрерывно формируемый пучок поддерживается перемычкой 164 в течение времени, необходимого диску 158 для перемещения в положение, ранее занятое диском 156, Толкающее лезвие 168 отводится за счет перемещения вверх и над пучком подобно лезвию 51(фиг. 1), До или после этого перемещения поворотного стола 159 первый предварительно сформированный слой 16118 1780530 15 35 40 45 50 перемещается на уплотняющий пресс 170. из которого второй предварительно сформированный слой 171 уже перемещен на поворотную пластину 172. Слои имеют противостоящие верхнюю 173 и нижнюю 174 5 поверхности. Эти поверхности обращены в общем направлении для каждого слоя по мере его формирования и это направление обозначено стрелкой или вектором 175, показанным перпендикулярно к противоположным поверхностям. Слои перемещаются кольцевыми пластинами, работа которых аналогична пластинам 7 и 6, как указано выше. Поворотная пластина 172 освобождается после поворота и укладки третьего предварительно сформированного слоя 176 на верхней части паковки 177, Поворот слоя перед укладкой требуется для сохранения правильной ориентации удлиненного отрезка пряжи, Направление слоев меняется с 20 помощью поворотной пластины 172, но всеслои остаются обращенными в том же направлении, обозначенном перевернутыми стрелками 175. Готовая паковка 177 характеризуется по этому варианту изобретения 25 тем, что состоит из отдельных слоев уплотненных пучков, расположенных рядом друг с другом, которые остаются соединенными удлиненным отрезком, длина которого характерна для этого варианта изобретения, 30 Удлиненный отрезок нити по длине по меньшей мере равен диаметру спирального слоя для создания возможности отдельной обработки слоев, Следует отметить, что в слое не требуется отделения уплотненного пучка для получения этой спиральной структурыслоев.На фиг. 12 показана серпантиннаяструктура слоев, которая может быть получена при осуществлении изобретения, На фиг. 12 также показан схематичный вид сверху устройства для получения. серпан- тинной структуры слоев на позиции .179, уплотнения в позиции 180 и укладки слоя в позиции 181 в паковку. Непрерывный уплотненный пучок, поступающий из устройства формирования пучка, подается через колеблющийся желоб 182 на поверхность подвижной ленты 183, Можно использовмь вакуумную нагнетательную вентиляцию 134 для контроля пучка в точке укладки на ленау, Вакуум подается на пучок через отверстия (не показаны) в ленте по мере прохождения перфорированной ленты над нагнетательной вентиляцией. Скорость колебаний желоба и скорость ленты согласуются таким образом, что Я-образный пучок укладывается на ленту. Лента подает 5-образный пучок между поперечными направляющими 136 и 185 и далее к неподвижной торцовой стенке 186, когда разделяющее лезвие 187 отводится показано в выдвинутом положении), Упираясь в стенку 186 Я-образные пучки складываются в видесерпантинного слоя, в котором уплотненный отрезок располагается рядом с другими частями уплотненного отрезка в слое и продолжает наращиваться до тех пор, пока не регистрируется датчиком 188. В этот момент разделяющее лезвие 187 перемещается поперек траектории перемещения пучка и отрезает удлиненный отрезок нити 189. Удлиненный отрезок нити 189 соединяет новый слой 190 с началом слоя 191. Слой 190 перемещается на позицию уплотнения 180, а предварительный слой 192, уже уплотненный, подается одновременно на верхнюючасть стопки слоев в позиции 181, Слои подаются верхними вакуумными пластинами аналогично работе пластин 7 и 6, как указано выше, Удлиненный отрезок 193 соединяет слой 192 со слоем 190. Как только новый слой 190 удаляется с конвейера, лезвие 187 отводится, позволяя началу нового серпантинного слоя 191 переместиться вверх к стенке.186 и процесс повторяется, Отделение уплотненного пучка не требуется внутри слоя при формировании структуры этого слоя. Однако уплотненный пучок может открываться дляменее уплотненного слоя на сложенныхконцах серпантинной структуры,Серпантинная паковка 194 (фиг, 12) содержит слои, уложенные рядом друг с другом так что основные плоские противостоящие поверхности находятся в контакте и предпочтительно все слои обращены в одном направлении, как доказано стрелкой 195, Удлиненный отрезок, соединяющий слои показан на примере удлиненного отрезка 196, который расположен вдоль стороны паковки 194. Длина этого удлиненного отрезка по меньшей мере равна длине оси 197 этого прямоугольного расположения уплотненных отрезков в слое, Ось 198 слоя, расположенная слева на фиг, 15,может быть длинной основной осью, как показано пунктиром 199, а число уплотненных отрезков в слое может быть небольшим, что делает ось 197 маленькой осью.,На фиг, 13 пекаэана другая структура слоя паковки, Этот слой вместо использования инюжества уплотненных пучков, расположенных сторона к стороне по линейной или кольцевой конфигурации, образуется из одного уплотненного пучка 200, осевое направление которого показано стрелкой 201, Такой пучек разделяется на отдельные мотки чбредующихся удлиненных и аксиально уплотненных отрезков, Такой уплотненный отрезок становится отдельным слоем 202 и
СмотретьЗаявка
4356912, 15.11.1988
Е. И. Дюпон Де Немур знд Компани
ДЖОЗЕФ ЭДВАРД КОСКОЛ, РОБЕРТ ДЖОЗЕФ САНТУЧИ, ЛУИС ГАБРИЭЛЬ РОЗАНИО МЛ
МПК / Метки
МПК: B65H 54/76, B65H 55/00
Метки: паковки, текстильной, формирования
Опубликовано: 07.12.1992
Код ссылки
<a href="https://patents.su/19-1780530-sposob-formirovaniya-tekstilnojj-pakovki-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования текстильной паковки и устройство для его осуществления</a>
Способ формирования пучка нейтральных атомов и устройство для его осуществления
Номер патента: 1672865
Опубликовано: 20.04.1996
Авторы: Богдевич, Дмитриев, Клокотов, Кузнецов, Никонов, Советов
МПК: G21K 1/06, H01L 21/20
Метки: атомов, нейтральных, пучка, формирования
1. Способ формирования пучка нейтральных атомов, основанный на резонансном взаимодействии их в вакууме с полем стоячей световой волны когерентного излучения частотой 1 и полем бегущей световой волны охлаждающего излучения 2, частоты которых смещены в длинноволновую область относительно частоты линии разрешенного перехода в спектре поглощения атомов пучка, отличающийся тем, что, с целью получения гомоцентрического монохроматического пучка, допускающего стигматический перенос изображения, атомы разгоняют до постоянной скорости V, воздействуя на них дополнительно световой волной частотой...
Способ нагрева или охлаждениягоризонтального трубного пучка впсевдоожиженном слое

Номер патента: 811057
Опубликовано: 07.03.1981
Авторы: Кондуков, Пушкарев, Френкель
МПК: F23L 15/04
Метки: впсевдоожиженном, нагрева, охлаждениягоризонтального, пучка, слое, трубного
...оси, что приводит к интенсификации теплообмена 21,Однако такой способ недостаточно уве ивает интенсивность теплообмена меж ду псевдоожиженным слоем и трубным пучком.Цель изобретения - интенсификация процесса теплообмена между горизонтальным трубным пучком и псевдоожиженным слоем.Это достигается тем, что теплоноситель подают при соотношении скоростей на продольной оси трубного пучка и на периферии в пределах 2,5 - 3,5.На фиг. 1 изображена установка для реализации предлагаемого способа; на фиг, 2 приведен график, характеризующий интенсивность теплообмена при различных способах подачи теплоносителя.Установка состоит из корпуса 1, в котором размещен горизонтальный трубный пучок 2, состоящий из двадцати шести труб диаметром 14 Х 2 лл...
Агрегат для сортировки пучков бревен и формирования из них поперечных рядов плотов
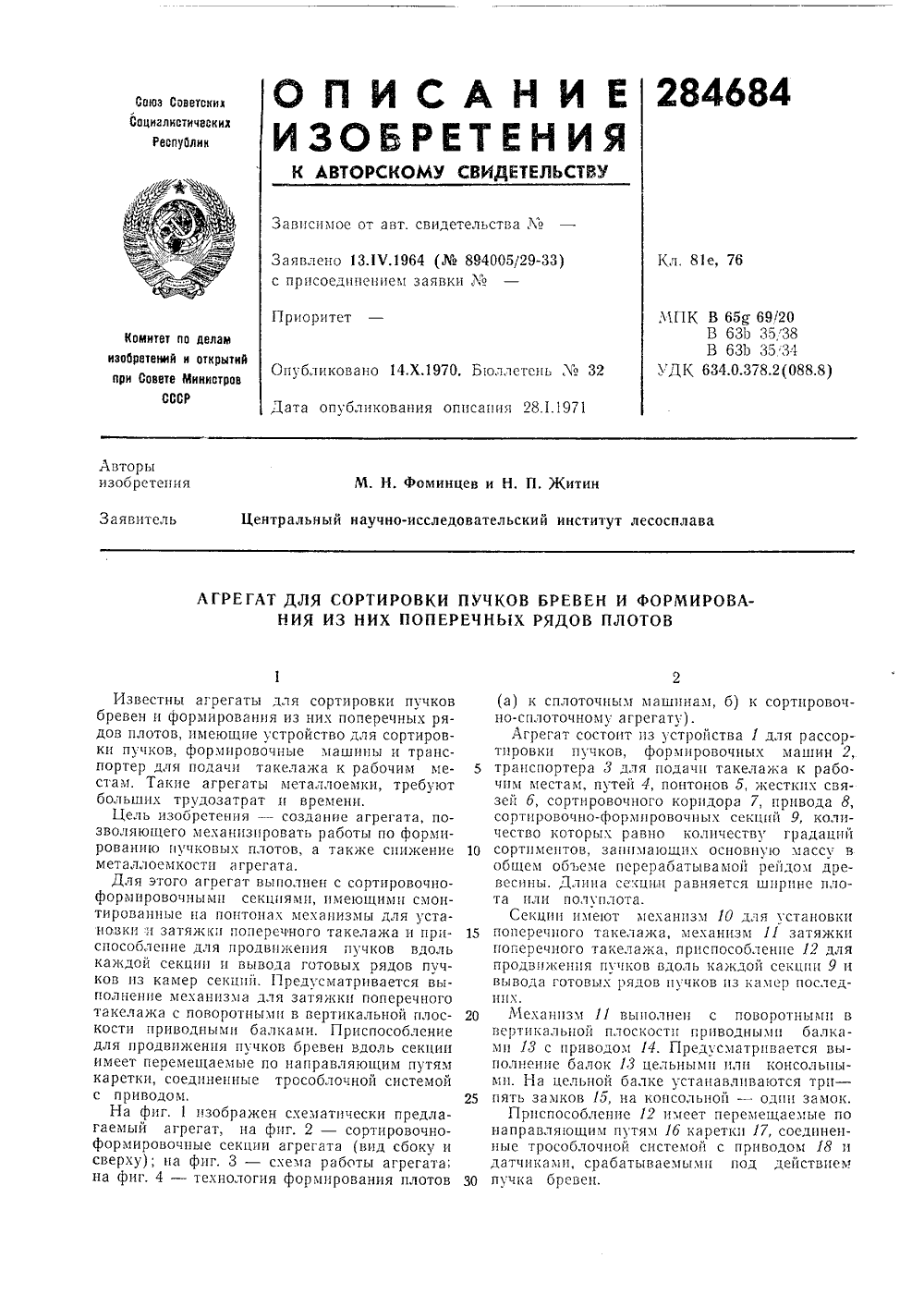
Номер патента: 284684
Опубликовано: 01.01.1970
МПК: B63B 35/34, B63B 35/58, B65G 69/20
Метки: агрегат, бревен, них, плотов, поперечных, пучков, рядов, сортировки, формирования
...агрегату Поток отпадает необходимость в сортировке пучковбревен, а следовательно, можно будет, отсоединив сортировочный узел, примкнуть секции 9непосредственно к секциям Потока - 4.25 Последовательность формирования плотов.Готовые поперечные ряды 29 буксирнымикатерами 80 транспортируются к местам формирования 81, где устанавливаются в плот.Когда количество плотов равно шлюзуемо 30 му плоту, по бортовым пучкам, при помощикатера типа формировщик Иньвенского рейда, треста Камлесосплава укладываютсябортовые летки и утягиваются усилием 3 - 5 т. 1. Агрегат для сортировки пучков бревен иформирования из нпх поперечных рядов плотов, включающий устройство для рассортпров ки пучков, формнровочные машины и транспортер для подачи такелажа к...
Электроння пушка для формирования трубчатого пучка
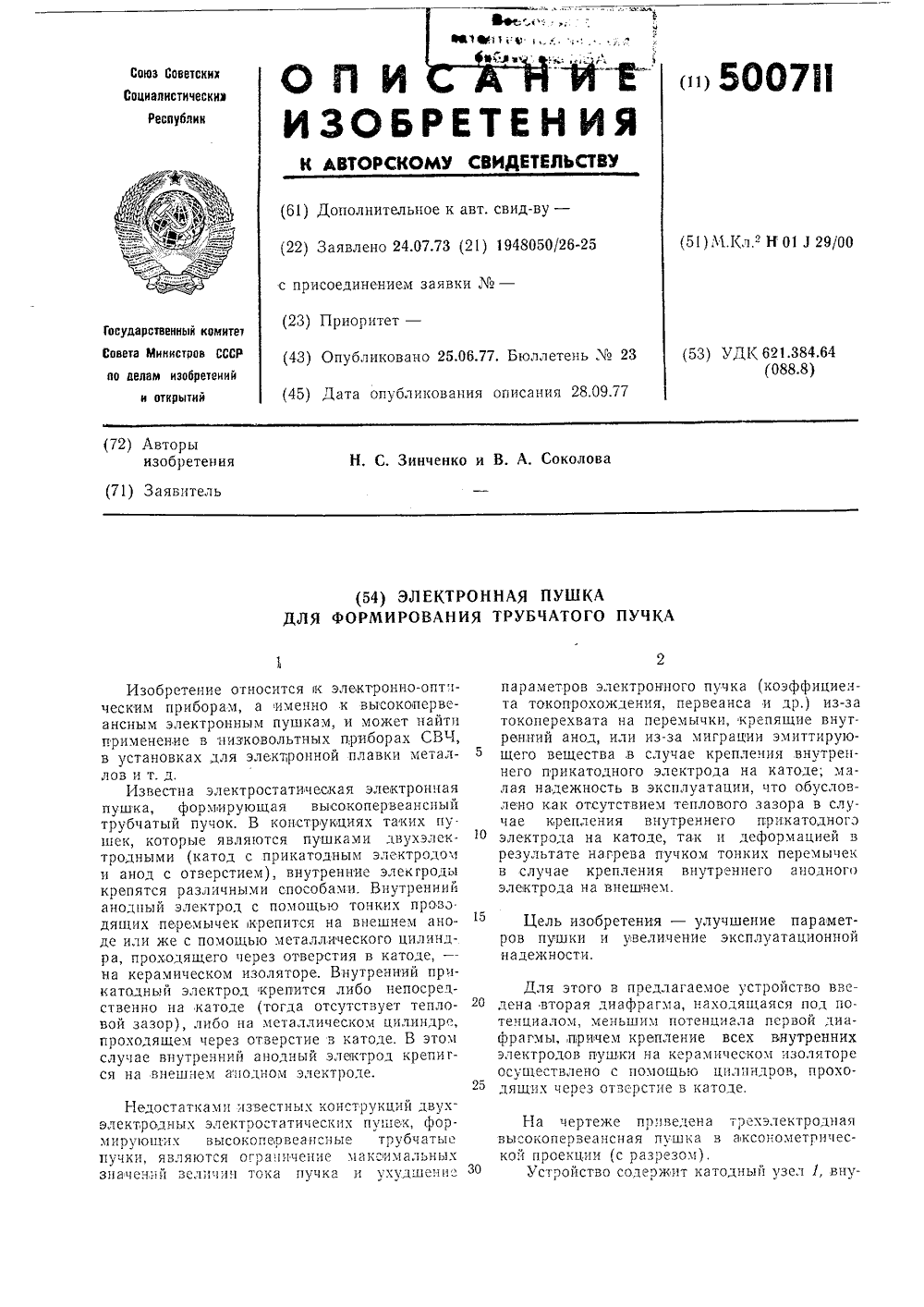
Номер патента: 500711
Опубликовано: 25.06.1977
МПК: H01J 29/00
Метки: пучка, пушка, трубчатого, формирования, электроння
...проходящего через отверстия в катоде, - на керамическом изоляторе. Внутренний прчкатодньй электрод крепится либо непосредственно на катоде (тогда отсутствует тепловой зазор), либо на металлическом цилиндре, проходящем через отверстие в катоде. В этом случае внутречний анодный электрод крепигся на внешнем анодном электроде. Недостатками извести электродных электростат мирующих высокоперве пучки, являются огранич значений зсличин тока параметров электронного пучка (коэффициента токопрохождения, первеанса и др.) из-за токоперехвата на перемычки, крепящие внутренний анод, или из-за миграции эмиттирующего вещества,в случае крепления внутреннего прикатодного электрода на катоде; малая надежность в эксплуатации, что обусловлено как...
Устройство для центрирования пучков бревен при формировании лесосплавного плота

Номер патента: 1189771
Опубликовано: 07.11.1985
Авторы: Барабанов, Долгобородов, Суров, Чекалкин
МПК: B65G 69/20
Метки: бревен, лесосплавного, плота, пучков, формировании, центрирования
...в коридорах поточных линий для формирования плотов на воде.Цель изобретения - повышение эффективности работы устройства путем снижения энергоемкости и трудозатрат при эксплуатации.На фиг. 1 схематично изображено предлагаемое устройство, вид сверху; на фиг. 2 - узел 1 на фиг. 1.В коридоре из бонов 1 на вертикальных осях 2 симметрично закреплены плавающие поплавки 3. К осям 2 прикреплены рычаги 4 на высоте, позволяющей проходить пучкам бревен 5.От рычагов 4 через блоки 6, закрепленные на поперечном мосту 7,идут гибкие связи 8, вторые концы которых закрепляются в механизме управления,Последний представляет собой прямоу 1 ольной формы ползу 1. 9, который может передвигаться по направляющей 10, закрепленной на мосту 7, и имеет приваренный...
Предыдущий патент: Вибрационный конвейер
Следующий патент: Прибор для измерения размеров плодов
Случайный патент: Ротор с короткозамкнутой обмоткой и способ ее изготовления