Автомат для контроля линейных параметров дисков фрикционов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 766670
Авторы: Грановский, Наринян, Рагозин
Текст
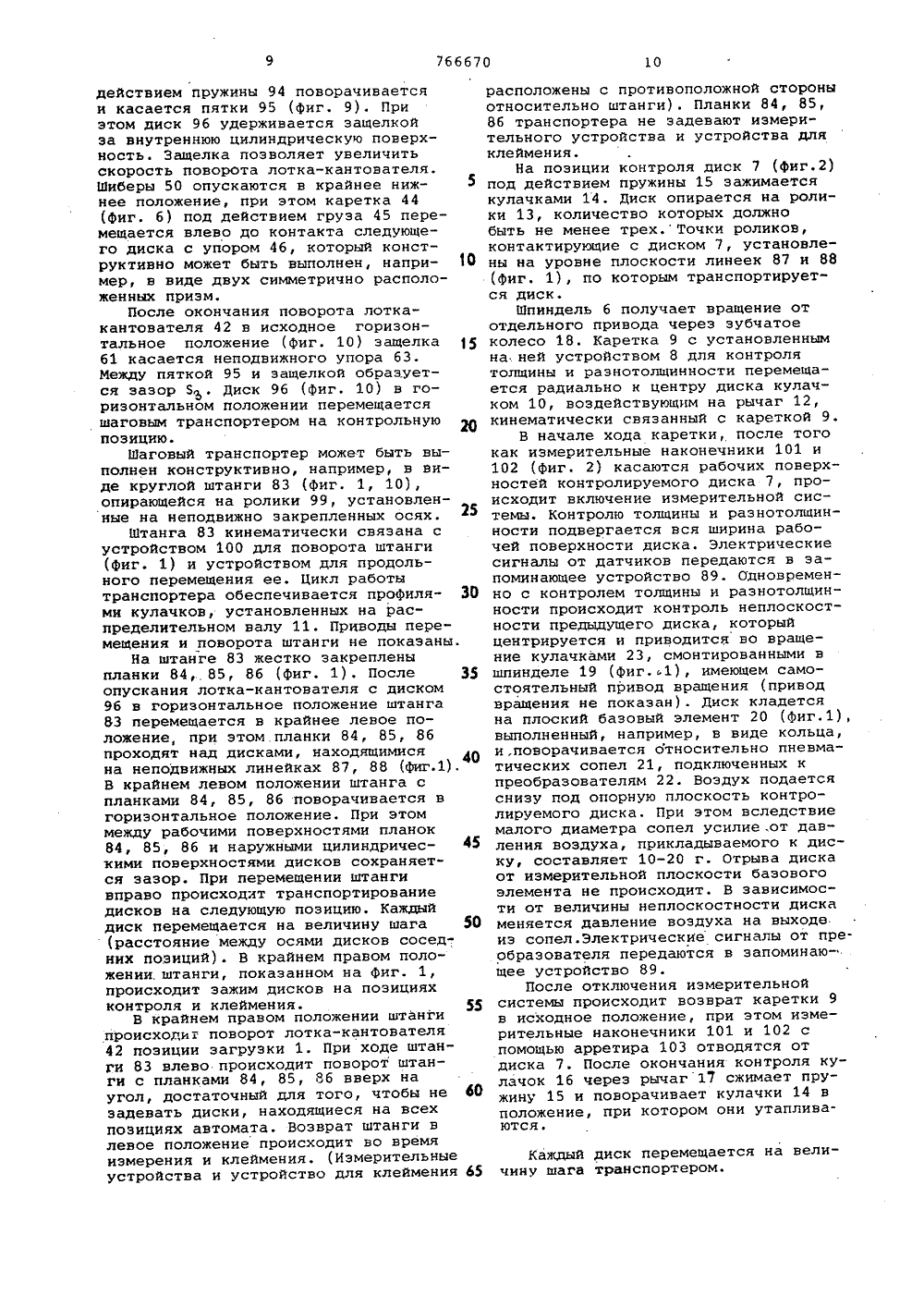
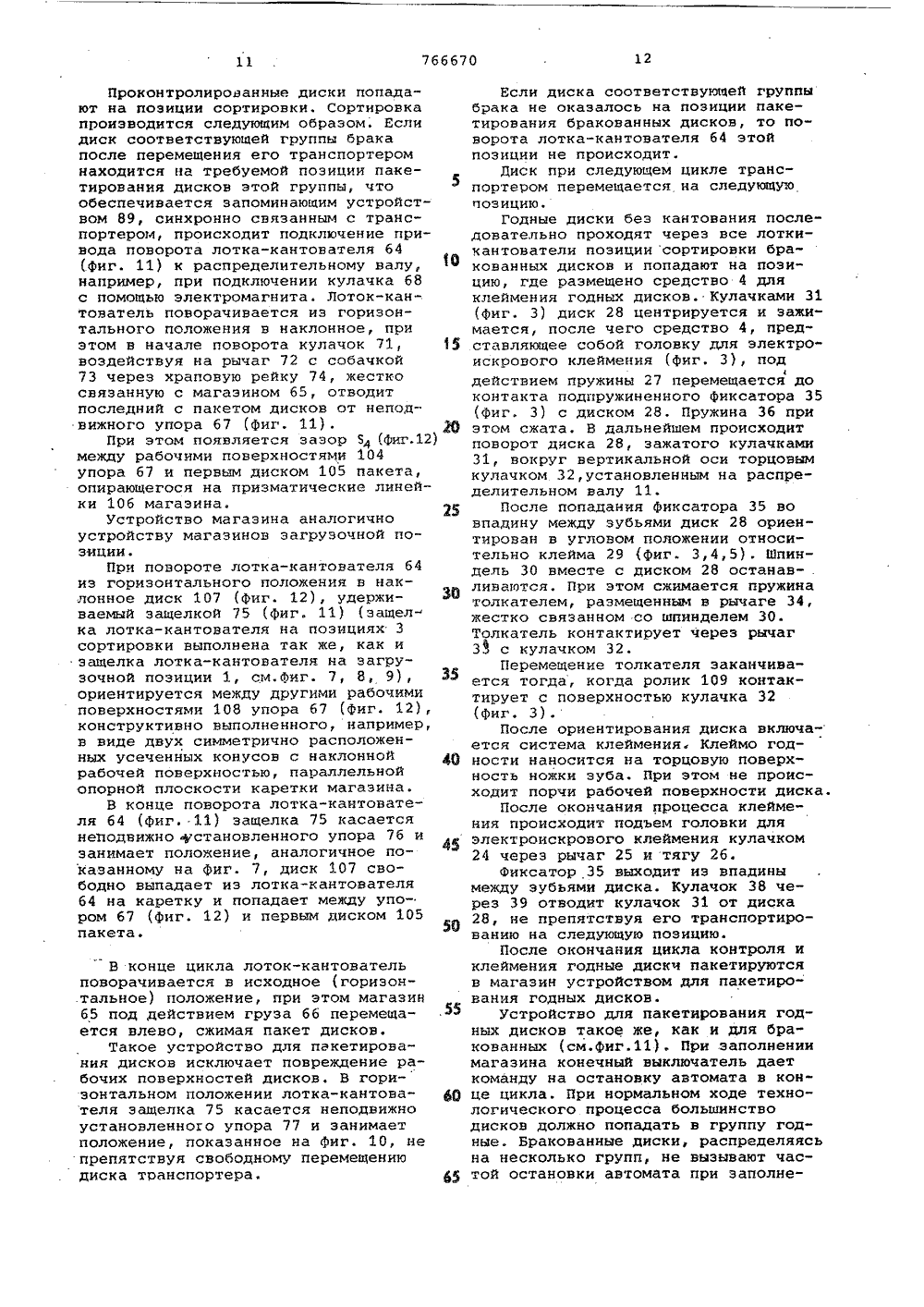
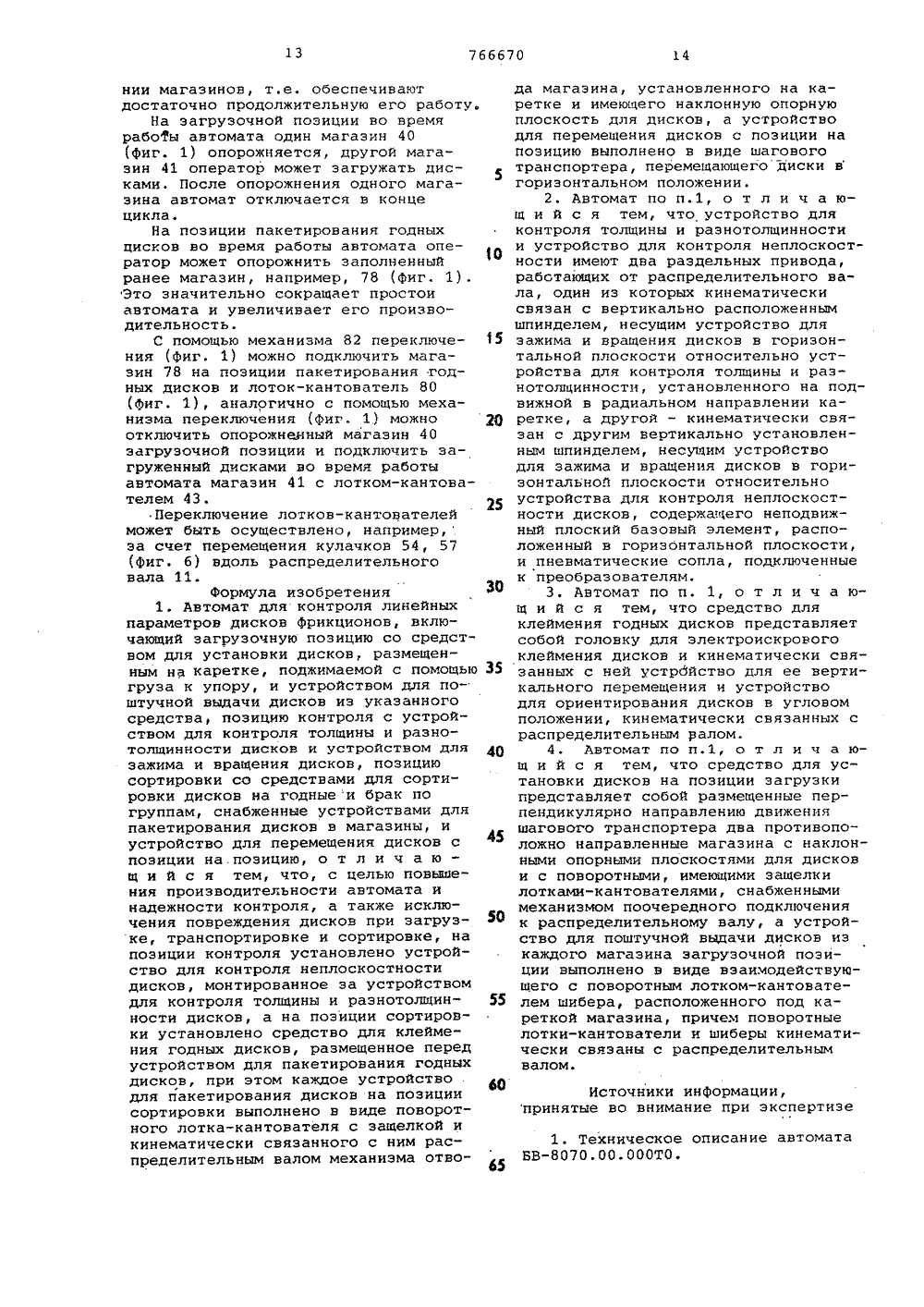
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических Республик(51)М. Кл.з В 07 С 5/06 Госуаарстаенный комитет СССР по делам изобретений и открытий(54) АВТОМАТ ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ ПАРАМЕТРОВ ДИСКОВ ФРИКЦИОНОВИзобретение относится к средствам контроля размеров деталей в машиностроении, в частности может быть использовано для автоматического контроля толщины, разнотолщинности и не- плоскостности дисков фрикционов, имеющих зубья на внутренних или наружных цилиндрических поверхностях.Известен автомат для контроля 10 дисков фрикционов трактороз Ки КА 11 .Атомат содержит загрузочную позицию с магазином для дисков,. размещенным на каретке, поджимаемой с помощью груза к упору, и устройство для поштучной выдачи дисков из магазина,.позицию контроля с устройством для контроля толщины и разнотолщинности дисков и устройство для зажима и вращения дисков на позиции контроля, позиции сортировки дисков на годные и брак по группам, снабженные устройствами для пакетирования дисков, и устройство для перемещения дисков с позиции на позицию. Пакет дисков, подлежащих контролю в известном устройстве, устанавливается в каретке магазина вертикальноВыдача дисков иэ магазина осуществляется качающимся рычагом, установленным перед магазином.Перемещение дисков между позициями автомата осуществляется за счет свободного качения дисков по наклонным латкам, соединяющим позиции автомата, причем на позиции контроля толщины и разнотолщинности диски принудительно задерживаются рычагом и зажимаются устройством для зажима и вращения диска.Измерение толщины и разнотолщинности производится электроконтактными датчиками, закрепленными в измерительной скобе, подвешенной на плоских пружинах.После измерения диск освобождается от зажима и катится до соответствующего сортировочного магазина, в который складывается пакет дисков определенной группы: годные, брак по толщине в , брак по толщине +, брак по разнотолщинности.Диски останавливают на соответствующих позициях сортировки рычагами, кинематически связанными с электромагнитами по команде от датчиков измерительного устройства, а пакетирование дисков происходит эа счет происное город, од ул. Проектная,Филиал ППП "Патент Тираж 67747/5нного комиВН ИИПИ Государственноделам изобрете ний и отпоЖ"35, Раушска113035, Москва, Ж"35,Подлта СССРытийнаб., д.60 талкивания диска в магазин через собачки в направлении, перпендикулярном движению диска при транспортировании.Все магазины расположены по однусторону относительно линии транспортирования дисков. При полном заполнении магазина происходит отключениеавтомата.Известный автомат хотя и прост по,конструкции, но имеет следующие недостатки.Узкие технологические возможности,так как по существующей технологиикроме автоматического контроля толщины и раэнотолщинности дисков требуется контроль неплоскостности дискбв 15и клеймение годных дисков, что прииспользовании указанного автоматаувеличивает трудоемкость контроля,вызывает дополнительную транспортировку и перекладку дисков. 20Для контроля неплоскостности дисков требуется горизонтальное расположение диска на контрольной позиции,что исключено схемой транспортирования диска в укаэанном автомате. 25Недостаточная надежность в работеавтомата из-за возможности заклинивания диска в лотках при качении, атакже вредного влияния ударов и вибрации, вызываемой перекатываниемдисков, на работу контрольного устройства.Недостаточное качество контроля.толщины и разнотолщинности, так какконтролируется ограниченный участокповерхности диска.Возможность повреждения рабочихповерхностей дисков при перекатывании по лоткам.Длительные простои автомата, связанные с загрузкой дисков и удалением 40проконтролированных дисков,Целью изобретения является повышение производительности автомата и надежности контроля, а также исключениеповрежденияедисков при загрузке, Ятранспортировке и сортировке.Для этого в автомате на позицииконтроля установлено устройство дляконтроля неплоскостности дисков, моитированное эа устройством для контроля толщины и раэнотолщинности дисков, а на позиции сортировки установлено средство для клеймения годныхдисков, размещенное перед устройствомдля пакетирования годных дисков приэтом каждое устройство для пакетирования дисков в магазины на позициисортировки выполнено в виде поворотного лотка-кантователя с защелкой икинематически связанного с ним ираспределительным валом механизмаотвода магазина, установленного накаретке, имеющего наклонную опорнуюплоскость для дисков, а устройстводля перемещения дисков с позиции напозицию выполнено в виде шагового транспортера, перемещающего диски вгоризонтальном положении.Кроме того, целесообразно, чтобыустройство для контроля толщины ираэнотолщинности и устройство дляконтроля неплоскостности имели двараздельных привода, работающих отраспределительного вала, один нэ которых кинематически связан с вертикально расположенным шпинделем, несущим устройство для зажима и вращения дисков в горизонтальной плоскости относительно устройства для контроля толщины и разнотолщинности, установленного на подвижной в радиальном направлении каретке, а другойкинематически связан с другим вертикально установленным шпинделем, несущим устройство для зажима и вращения дисков в горизонтальной плоскости относительно устройства дляконтроля неплоскостности дисков, содержащего неподвижный плоский базовый элемент, расположенный в горизонтальной плоскости, и пневматические сопла, подключенные к преобразователям,Средство для клеймения годныхдисков может быть выполнено в видеголовки для электроискрового клеймения дисков и кинематически связанныхс ней устройства для ее вертикальногоперемещения и устройства для ориентирования дисков в угловом положении,кинематически связанных с распределйтельным валом.Средство для установки дисков напозиции загрузки целесообразно выполнить в виде размещенных перпендикулярно направлению движения шагово-.го транспортера двух противоположнонаправленных магазинов с наклоннымиопорными плоскостями для дисков и споворотными, имеющими защелки лотками-кантователями, снабженными механизмом поочередного подключения краспределительному валу, а устройстводля поштучной выдачи дисков из каждого магазина загрузочной позиции целесообразно выполнить в виде взаимодействующего с поворотным лотком-кантователем шибера, расположенного подкареткой магазина, причем поворотныелотки-кантователи и шиберы кинематически связаны с распределительнымвалом.На фиг. 1 изображен автомат в плане; на фиг. 2 - кинематическая схемаустройства для контроля толщины иразнотолщинности диска и устройствадля зажима и вращения диска на позиции контроля; на фиг. 3 - головка дляэлектроискрового клеймения дисков сустройством для вертикального перемещения ее и устройством для ориентирования диска в угловом положении; нафиг. 4 - положение клейма относительно фиксатора для диска с наружнымзубом; на фиг. 5 - положение клеймаЗО 60 относительно фиксатора для диска свнутренним зубом; на фиг. 6 - кинематическая схема магазинов с лотками-кантователями и устройством дляпоштучной выдачи дисков на загрузочной позиции; на фиг. 7 - пример конструктивного оформления лотка-кантователя с защелкой на позиции загрузки; на фиг. 8 - вид по стрелке А наФиг. 7; на фиг. 9 - положение дискаи защелки при повороте лотка-кантователя на позиции загрузки; на Фиг.10 пример конструктивного оформлениятранспортной системы автомата (положение лотка-кантователя и транспортера при транспортировке диска); наФиг. 11 - кинематическая схема устройства для пакетирования дисков; наФиг. 12 - пример конструктивного.оформления устройства для пакетирования дисков (положение лотка-кантователя и дисков в начальный моментпакетирования),Автомат содержит загрузочную позицию 1 (Фиг. 1), позицию 2 контролядисков (фиг. 1), позиции 3 сортировки дисков с устройствами для пакетирования (фиг1), средство 4 дляклеймения годных дисков (фиг. 1,3),устройство 5 для пакетирования годных дисков (Фиг. 1). На позиции 2контроля имеется устройство для контроля толщины и разнотолщинностидисков и монтированное эа указаннымустройством устройство для контролянеплоскостности дисков. Указанныеустройства снабжены двумя раздельными приводами, работающими от распределительного вала, один иэ котбрыхкинематически связан с вертикальнорасположенным шпинделем 6 (фиг. 1,2),несущим устройство для зажима и вращения контролируемых дисков 7 в горизонтальной плоскости (фиг. 2) относительно устройства 8 для контроля толщины и раэнотолщинности (фиг. 1,2),установленного на каретке 9 (фиг. 2),перемещаемой в радиальном направлениикулачком 10, установленным на распределительном валу 11 через рычаг 12(фиг. 2).Диск 7 опирается на ролики 13(фиг. 1, 2), устройство для зажима ивращения диска 7 в горизонтальнойплоскости на позиции 2 контроля представляет собой установленные на шпинделе 6 кулачки 14, действующие отпружины 15. Разжим диска осуществляется кулачком 16 через рычаг 17Вращение шпинделя 6 передается от привода через зубчатое колесо 18 (Фиг. 2).Привод не показан,Другой привод позиции 2 контроля(фиг. 1) кинематически связан с вертикально расположенным шпинделем 19(Фиг. 1), вращающим диск в горизонтальной плоскости относительно устройства для контроля неплоскостности,содержащего неподвижный плоский баэоО 15 35 40 45 50 55 65 вый элемент 20 (фиг. 1), выполненный,например, в виде кольца, и пневматические сопла 21 (фиг. 1), подключенные к преобразователям 22 (фиг. 1).Вращение диску передается кулачками 23 (фиг. 1), смонтированными вшпинделе 19, который выполнен аналогично шпинделю 6.Перед устройством 5 для пакетирования годных дисков (Фиг. 1) установлено средство 4 для клеймениягодных дисков, представляющее собойголовку для электроискровогр клеймения (фиг. 1, 3), кинематически связанную с устройством для ее вертикального перемещения, содержащим кулачок24 (фиг. 3), установленный на распределительном валу 11, рычаг 25,тягу 26 и пружину 27,Головка для электроискровогоклеймения (Фиг. 1, 3) также кинематически связана с устройством 28 дляориентирования дисков (фиг. 3) в угловом положении относительно клейма29 (фиг. 3, 4, 5), установленного вголовке для электроискрового клеймения. Устройство для ориентированиядисков в угловом положении можетбыть выполнено, например, в видевертикально установленного шпинделя30 (фиг, 3) с зажимными кулачками 31,кинематически связанного с распределительным валом 11 через кулачок 32и рычаги 33, 34, Требуемое угловоеположение диска обеспечивается фиксатором 35 (фиг. 3, 4, 5), установленным с возможностью вертикальногоперемещения относительно головки поддействием пружины 36 (фиг. 3), Зажимдиска осуществляется пружиной 37,разжим - кулачком 38 через рычаг 39.Загрузочная позиция 1 (фиг. 1)содержит установленные перпендикулярно направлению движения шаговоготранспортера два противоположно расположенных магазина 40 и 41 (фиг,1)с устройствами для поштучной выдачидисков из каждого магазина с лоткамикантователями 42, 43 (Фиг 1, 6).Каждый магазин размещен на каретке 44 (фиг. 6), поджимаемой с помощьюгруза 45 (Фиг. 6) к упору 46 (Фиг.6,7, 8) .Крайнее положение каретки 44 контролируется конечным выключателем 47,Опорная плоскость 48 магазинов 40 и41, контактирующая с опорной поверхностью последнего диска пакета 49(фиг, 6), выполнена наклонной. Уголнаклона о( = 5-10 достаточен для устранения воэможности опрокидываниядисков, Устройство для поштучной выдачи дисков из каждого магазина содержит взаимодействующие с лоткамикантователями шиберы 50 (фиг. 6,7,8),кинематически связанные с распределительным валом 11 через кулачок 51 ирычаги 52, 53 (фиг. 6). Лоток-кантователь 42 (фиг. 6, 7, 8, 9) кинемати.(фиг. 1) механизма переключения кулачков 54 и 57 (фиг. 6). Каждый ло-.ток-кантователь 42 и 43 снабжен защелкой 61 (Фиг. б, 7, 8, 9, 10),взаимодействующей с неподвижно установленными упорами 62 (Фиг. б, 7),63 (фиг. б, 10) в крайних положениях 15лоткон-кантователей,Позиции 3 (Фиг. 1) сортировкидисков снабжены устройствами для пакетирования дисков, каждое иэ которых содержит лоток-кантователь 64 20(фиг. 11, 12), взаимодействующий смеханизмом отнода каретки 65 (фиг.11)магазина с пакетом дисков. Каретка65 под действием груза 66 поджимается к упору 67 (фиг. 1, 11, 12). Лоток-кантователь 64 (фиг. 11, 12) кинематически связан с распределительным валом 11 через кулачок 68 и зубчатые секторы 69, 70 (Фиг. 11). Механизм отвода магазина может бытьвыполнен, например, в виде кулачка ЗО71, жестко связанного с лотком-кантователем 64, взаимодействующим срычагом 72. Рычаг 72 содержит собачку 73, которая находится в зацеплении с храповой рейкой 74, жестко 35связанной с кареткой 65 (Фиг, 11).Лоток-кантователь 64 снабжен защелкой 75 (фиг. 11), взаимодействующей с неподвижно установленными упорами 76 и 77, 40Устройство 5 для пакетирования(Фиг, 1) годных дисков содержит двапротивоположно расположенных магазина 78, 79 с лотками-кантователями 80,81 (фиг, 1)ф, кинематически связанными с распределительным валом 11 черезмеханизм 82 (Фиг. 1) поочередного подключения лотков-кантователей к приводу. Указанные устройстна для пакетирования дисков аналогичны изображенным на Фиг. 11,Все позиции автомата связаны. однимшаговым транспортером, например, споворотной штангой 83 (фиг. 1, 10),на которой закреплены планки 84, 85,.86, перемещающие диски в горизонтальном положении по линейкам 87, 88(фиг. 1). Штанга 83 трансгортера кинематически связана с запоминающимустройством 89 (Фиг. 1).Автомат работает следующим обра- щзом.Пакет 49 дисков (Фиг. 6), подлежащих контролю, устанавливают в магазин 40 и 41 загрузочной позиции 1(Фиг. 1). 45 Конструктивно каретка 44 на позиции 1 загрузки может бить, например, выполнена в виде рамки с закрепленными на ее осях подшипниками качения 90. Пакет 49 дисков располагается между двумя симметрично расположенными призматическими линейками91 (фиг., 8), закрепленными на каретке 44 (фиг. б, 8).Торцовая понерхность последнегодиска пакета контактирует с .опорнойплоскостью 48 (фиг. 6) магазина. Наружной цилиндрической поверхностьюдиски опираются на призматическиелинейки 91. Каретка 44 под действиемгруза 45 (фиг. 6), связанного с ней,например посредством тросика 92(фиг. 6), поджимается к неподнижноустановленному упору 46 (Фиг. 6,7,8),конструктивно выполненному, например,в виде двух симметрично установленных призм. Груз обеспечивает надежное сжатие пакета после извлеченияодного диска устройством для поштучной выдачи дисков.Перемещение всех механизмов в заявленном автомате осуществляется откулачков, установленных на распределительном валу 11.В начале цикла лоток-кантователь42 (Фиг. б, 7, 8, 9, 10) под действием кулачка 54 (фиг. 6) через зубчатые секторы 55 и 56 поворачиваетсяв наклонное положение и упирается впервый диск пакета 49, установленногЬ и каретке 44(фиг. 6). При этомзащелка 61 (фиг, 7), касаясь неподвижно установленного упора 62, поворачивается на оси 93, растягиваяпружину 94, между защелкой и пяткой95 (фиг.7) образуется зазор 5.Защелка 61 не препятствует попаданию первого диска 96 в лоток-кантователь 42.В крайнем нижнем положении шиберов 50 (фиг, 8) между рабочими поверхностями 97 (фиг. 8) и наружнойцилиндрической поверхностью первогодиска 96 (положение которых показанотонкими линиями) сохраняется зазор 52(фиг. 8). На Фиг. 8 упор 62 не показан,Под действием кулачка 51 (Фиг. 6)через рычаги 53 шиберы 50 совершаютпоступательное движение параллельноопорной плоскости 48 магазина (Фиг.б).Первый диск 96 (Фиг. 7, 8) при перемещении шиберов 50 вверх попадает вщель, образованную бпорной плоскостьюлотка-кантователя 42 и ограничительной планкой 98. На Фиг. 8 верхнее положение диска 96 и шиберов 50 показаны пунктирными линиями.В дальнейшем происходит поворотлотка-кантователя в исходное положение под действием кулачка 54 (Фиг. 6).В начале поворота диск 96 удерживает:я шиберами 50 в нерхнем положении.Защелка 61 отходит от упора 62 и поддействием пружины 94 поворачивается и касается пятки 95 (фиг. 9). При этом диск 96 удерживается защелкой эа внутреннюю цилиндрическую поверхность. Защелка позволяет увеличить скорость поворота лотка-кантователя, Шиберы 50 опускаются в крайнее ниж нее положение, при этом каретка 44 (фиг. 6) под действием груза 45 перемещается влево до контакта следующего диска с упором 46, который конструктивно может быть выполнен, напри мер, в виде двух симметрично расположенных призм.После окончания поворота лоткакантователя 42 в исходное горизонтальное положение (фиг. 10) защелка 15 61 касается неподвижного упора 63. Между пяткой 95 и защелкой образуется зазор 5 . Диск 96 (фиг. 10) в горизонтальном положении перемещается шаговым транспортером на контрольную позициюШаговый транспортер может быть выполнен конструктивно, например, в виде круглой штанги 83 (фиг, 1, 10), опирающейся на ролики 99, установленные на неподвижно закрепленных осях.Штанга 83 кинематически связана с устройством 100 для поворота штанги (фиг. 1) и устройством для продольного перемещения ее. Цикл работы транспортера обеспечивается профиля- ЗО ми кулачков, установленных на распределительном валу 11. Приводы перемещения и поворота штанги не показаны.На штанге 83 жестко закреплены планки 84, 85, 86 (фиг. 1). После 35 опускания лотка-кантователя с диском 96 в горизонтальное положение штанга 83 перемещается в крайнее левое положение, при этом. планки 84, 85, 86 проходят над дисками находящимися 40 на неподвижных линейках 87, 88 (фиг.1). В крайнем левом положении штанга с планками 84, 85, 86 поворачивается в горизонтальное положение. При этом между рабочими поверхностями планок 84, 85, 86 и наружными цилиндричес кими поверхностями дисков сохраняется зазор. При перемещении штанги вправо происходит транспортирование дисков на следующую позицию. Каждый диск перемещается на величину шага 50 (расстояние между осями дисков соседних позиций). В крайнем правом положении.штанги, показанном на фиг. 1, происходит зажим дисков на позициях контроля и клеймения. 55В крайнем правом положении штанги происходит поворот лотка-кантователя 42 позиции загрузки 1. При ходе штанги 83 влево происходит поворот штанги с планками 84, 85, 86 вверх на угол, достаточный для того, чтобы не 60 задевать диски, находящиеся на всех позициях автомата. Возврат штанги в левое положение происходит во время измерения и клеймения. (Измерительные устройства и устройство для клеймения 65 расположены с противоположной стороны относительно штанги). Планки 84, 85, 86 транспортера не задевают измерительного устройства и устройства для клеймения.На позиции контроля диск 7 (фиг.2) под действием пружины 15 зажимается кулачками 14. Диск опирается на ролики 13, количество которых должно быть не менее трех. Точки роликов, контактирующие с диском 7, установле" ны на уровне плоскости линеек 87 и 88 (фиг. 1), по которым транспортируется диск.Шпиндель б получает вращение от отдельного привода через зубчатое колесо 18. Каретка 9 с установленным на. ней устройством 8 для контроля толщины и раэнотолщннности перемещается радиально к центру диска кулачком 10, воздействующим на рычаг 12, кинематически связанный с кареткой 9.В начале хода каретки, после того как измерительные наконечники 101 и 102 (фиг, 2) касаются рабочих поверхностей контролируемого диска 7, происходит включение измерительной системы. Контролю толщины и разнотолщинности подвергается вся ширина рабочей поверхности диска. Электрические сигналы от датчиков передаются в запоминающее устройство 89. Одновременно с контролем толщины и разнотолщинности происходит контроль неплоскостности предыдущего диска, который центрируется и приводится во вращение кулачками 23, смонтированными в шпинделе 19 (фиг 1), имеющем самостоятельный привод вращения (привод вращения не показан). Диск кладется на плоский базовый элемент 20 (фиг.1), выполненный, например, в виде кольца, и,поворачивается относительно пневматических сопел 21, подключенных к преобразователям 22. Воздух подается снизу под опорную плоскость контролируемого диска. При этом вследствие малого диаметра сопел усилие,от давления воздуха, прикладываемого к диску, составляет 10-20 г. Отрыва диска от измерительной плоскости базового элемента не происходит. В зависимости от величины неплоскостности диска меняется давление воздуха на выходе. иэ сопел. Электрические сигналы от преобразователя передаются в запоминающее устройство 89.После отключения измерительной системы происходит возврат каретки 9 в исходное положение, при этом измерительные наконечники 101 и 102 с помощью арретира 103 отводятся от диска 7. После окончания контроля кулачок 16 через рычаг 17 сжимает пружину 15 и поворачивает кулачки 14 в положение, при котором они утапливаются. Каждый диск перемещается на величину шага транспортером.Проконтролироаанные диски попадают на позиции сортировки, Сортировка производится следующим образом, Если диск соответствующей группы брака после перемещения его транспортером находится на требуемой позиции пакетирОвания дисков зтОЙ группыр чтО обеспечивается запоминающим устройством 89, синхронно связанным с транспортером, происходит подключение привода поворота лотка-кантователя 64 (фиг. 11) к распределительному валу, например, при подключении кулачка 68 с помощью электромагнита. Лоток-кантователь поворачивается из горизонтального положения в наклонное, при этом в начале поворота кулачок 71, 35 воздействуя на рычаг 72 с собачкой 73 через храповую рейку 74, жестко связанную с магазином 65, отводит последний с пакетом дисков от неподвижного упора 67 (Фиг. 11). 20При этом появляется зазор 54 (Фиг,12) между рабочими поверхностями 104 упора 67 и первым диском 105 пакета, опирающегося на призматические линейки 106 магазина.25Устройство магазина аналогично устройству магазинов загрузочной позиции.При повороте лотка-кантователя 64 из горизонтального положения в наклонное диск 107 (Фиг. 12), удержи- ЗО ваемый защелкой 75 (фиг. 11) (зашел" ка лотка-кантователя на позициях 3 сортировки выполнена так же, как и защелка лотка-кантователя на загрузочной позиции 1, см.фиг. 7, 8, 9), 35 ориентируется между другими рабочими поверхностями 108 упора 67 (Фиг. 12), конструктивно выполненного, например, в виде двух симметрично расположенных усеченных конусов с наклонной О рабочей поверхностью, параллельной опорной плоскости каретки магазина.В конце поворота лотка-кантователя 64 (Фиг, 11) защелка 75 касается неПодвижно Установленного упора 76 и занимает положение, аналогичное показанному на Фиг. 7, диск 107 свободно выпадает из лотка-кантователя 64 на каретку и попадает между упором 67 (фиг. 12) и первым диском 105 пакета. В конце цикла лоток-кантователь поворачивается в исходное (горизонтальное) положение, при этом магазин 65 под действием груза 66 перемещается влево, сжимая пакет дисков.Такое устройство для пакетирования дисков исключает повреждение рабочих поверхностей дисков. В горизонтальном положении лотка-кантова- щ теля защелка 75 касается неподвижно установленного упора 77 и занимает положение, показанное на Фиг, 10, не препятствуя свободному перемещению диска транспортера. 65 Если диска соответствующей гРУппыбрака не оказалось на позиции пакетирования бракованных дисков, то поворота лотка-кантователя 64 этойпозиции не происходит.Диск при следующем цикле транспортером перемещается на следующуюпозицию,Годные диски без кантования последовательно проходят через все лоткикантователи позиции сортировки бракованных дисков и попадают на позицию, где размещено средство 4 дляклеймения годных дисков. Кулачками 31(Фиг. 3) диск 28 центрируется и зажимается, после чего средство 4, представляющее собой головку для электроискрового клеймения (Фиг. 3), поддействием пружины 27 перемещается доконтакта подпружиненного Фиксатора 35(Фиг. 3) с диском 28. Пружина 36 приэтом сжата. В дальнейшем происходитповорот диска 28, зажатого кулачками31, вокруг вертикальной оси торцовымкулачком. 32,установленным на распределительном валу 11.После попадания Фиксатора 35 вовпадину между зубьями диск 28 ориентирован в угловом положении относительно клейма 29 (Фиг. 3,4,5). Шпиндель 30 вместе с диском 28 останав- .ливаются. При этом сжимается пружинатолкателем, размещенным в рычаге 34,жестко связанном со шпинделем 30.Толкатель контактирует через рычаг3 с кулачком 32.Перемещение толкателя заканчивается тогда, когда ролик 109 контактирует с поверхностью кулачка 32(фиге 3)После ориентирования диска включа-ется система клеймения. Клеймо годности наносится на торцовую поверхность ножки зуба. При этом не происходит порчи рабочей поверхности диска.После окончания процесса клеймения происходит подъем головки дляэлектроискрового клеймения кулачком24 через рычаг 25 и тягу 26.Фиксатор 35 выходит иэ впадинымежду зубьями диска. Кулачок 38 через 39 отводит кулачок 31 от диска28, не препятствуя его транспортированию на следующую позицию.После окончания цикла контроля иклеймения годные дискч пакетируютсяв магазин устройством для пакетирования годных дисков.Устройство для пакетирований годных дисков такое же, как и для бракованных (см.фиг.11). При .заполнениимагазина конечный выключатель даеткоманду на остановку автомата в конце цикла. При нормальном ходе технологического процесса большинстводисков должно попадать в группу годные. Бракованное диски, распределяясьна несколько групп, не вызывают частой остановки автомата при эаполне 13 766670нии магазинов, т.е. обеспечивают достаточно продолжительную его работу.На загрузочной позиции во время работы автомата один магазин 40 (фиг. 1) опорожняется, другой магазин 41 оператор может загружать дисками. После опорожнения одного магазина автомат отключается в конце цикла.На позиции пакетирования годных цисков во время работы автомата оператор может опорожнить заполненный ранее магазин, например, 78 (фиг, 1). Это значительно сокращает простои автомата и увеличивает его производительность.С помощью механизма 82 переключе ния (фиг. 1) можно подключить магазин 78 на позиции пакетирования годных дисков и лоток-кантователь 80 (фиг. 1), аналогично с помощью механизма переключения (фиг. 1) можно Щ отключить опорожненный магазин 40 загрузочной позиции и подключить загруженный дисками во время работы автомата магазин 41 с лотком-кантователем 43.25Переключение лотков-кантователей может быть осуществлено, например, эа счет перемещения кулачков 54, 57 (фиг, 6) вдоль распределительного вала 11.Формула изобретения 301. Автомат для контроля линейных параметров дисков фрикционов, включающий загрузочную позицию со средством для установки дисков, размещенным на каретке, поджимаемой с помощью 35 груза к упору, и устройством для поштучной выдачи дисков из указанного средства, позицию контроля с устройством для контроля толщины и разнотолщинности дисков и устройством для зажима и вращения дисков, позицию сортировки со средствами для сортировки дисков на годные и брак по группам, снабженные устройствами для пакетирования дисков в магазины, и устройство для перемещения дисков с позиции на.позицию, о т л и ч а ю - щ и й с я тем, что, с целью повышения производительности автомата и надежности контроля, а также исключения повреждения дисков при загруз ке, транспортировке и сортировке, на позиции контроля установлено устройство для контроля неплоскостности дисков, монтированное эа устройством для контроля толщины и разнотолщин ности дисков, а на позиции сортировки установлено средство для клеймения годных дисков, размещенное перед устройством для пакетирования годных дисков, при этом каждое устройство . для пакетирования дисков на позиции сортировки выполнено в виде поворотного лотка-кантователя с защелкой и кинематически связанного с ним распределительным валом механизма отвода магазина, установленного на каретке и имеющего наклонную опорнуюплоскость для дисков, а устройстводля перемещения дисков с позиции напозицию выполнено в виде шаговоготранспортера, перемещающего диски вгоризонтальном положении,2. Автомат по п.1, о т л и ч а ющ и й с я тем, что устройство дляконтроля толщины и раэнотолщинностии устройство для контроля неплоскостности имеют два раздельных привода,работающих от распределительного вала, один иэ которых кинематическисвязан с вертикально расположеннымшпинделем, несущим устройство длязажима и вращения дисков в горизонтальной плоскости относительно устройства для контроля толщины и раэнотолщинности, установленного на подвижной в радиальном направлении каретке, а другой - кинематически связан с другим вертикально установленным шпинделем, несущим устройстводля зажима и вращения дисков в горизонтальной плоскости относительноустройства для контроля неплоскостности дисков, содержащего неподвижный плоский базовый элемент, расположенный в горизонтальной плоскости,и пневматические сопла, подключенныек преобразователям.3. Автомат по и. 1, о т л и ч а ющ и й с я тем, что средство дляклеймения годных дисков представляетсобой головку для злектроискровогоклеймения дисков и кинематически связанных с ней устройство для ее вертикального перемещения и устройстводля ориентирования дисков в угловомположении, кинематически связанных сраспределительным валом.4. Автомат по п.1, о т л и ч а ющ и й с я тем, что средство для установки дисков на позиции загрузкипредставляет собой размещенные перпендикулярно направлению движенияшагового транспортера два противоположно направленные магазина с наклонными опорными плоскостями для дискови с поворотными, имеющими защелкилотками-кантователями, снабженнымимеханизмом поочередного подключенияк распределительному валу, а устройство для поштучной выдачи дисков иэкаждого магазина загрузочной позиции выполнено в виде взаимодействующего с поворотным лотком-кантователем шибера, расположенного под кареткой магазина, причем поворотныелотки-кантователи и шиберы кинематически связаны с распределительнымвалом.Источники информации,принятые во внимание при экспертизе 1.Техническое описание автоматаБВ.00.000 ТО.
СмотретьЗаявка
2171385, 01.08.1975
ПРЕДПРИЯТИЕ ПЯ А-1575
НАРИНЯН ЭДУАРД СЕРГЕЕВИЧ, РАГОЗИН ЛЕОНИД СТЕПАНОВИЧ, ГРАНОВСКИЙ ВЛАДИМИР ИЗРАИЛЕВИЧ
МПК / Метки
МПК: B07C 5/06
Метки: автомат, дисков, линейных, параметров, фрикционов
Опубликовано: 30.09.1980
Код ссылки
<a href="https://patents.su/12-766670-avtomat-dlya-kontrolya-linejjnykh-parametrov-diskov-frikcionov.html" target="_blank" rel="follow" title="База патентов СССР">Автомат для контроля линейных параметров дисков фрикционов</a>
Автоматическая линия преимущественно для сборки и клепки дисков сцепления

Номер патента: 977135
Опубликовано: 30.11.1982
Авторы: Давыгора, Жмурко, Задерей, Кукарин, Шестаков
МПК: B23P 19/02, B23Q 41/02
Метки: автоматическая, дисков, клепки, линия, преимущественно, сборки, сцепления
...расположенных по окружности. Гребенка 39 имеет четырезуба, расположенные по два противоположно друг Другу. В промежуткахмежду ними имеются два паза, необходимые для прохождения фиксатора 38.Зубья гребенок 39 и 40 смещены относительно друг друга на пбловинушага. На рычагах 37, установленныхна осях 41 траверсы 32, закрепленыпризматические захваты 42 с приводом43 прерывистого вращения, выполненного в виде храпового механизма, взаимодействующего своим толкателем 44с основанием 28.Автоматическая линия работаетследующим образом.Накладки 8 сцепления загружаютсяналадчиком в магазины 7, а базовыедиски 11 - в магазин 10, откуда поодному подаются на поддерживающиеэлементы 27. Приспособления-спутники 3 перемещаются от непрерывнодвижущейся цепи...
Устройство для определения положения магнитных головок относительно магнитного диска
Номер патента: 769616
Опубликовано: 07.10.1980
Авторы: Иванов, Кучеренко, Милова, Муравьев, Савчук
МПК: G11B 21/04
Метки: головок, диска, магнитного, магнитных, относительно, положения
...обоймы, Головка сигнала положения установлена против ленточного носителя магнитной записи 3, укрепленного на боковой плоской поверхно 76961610 15 20 25 30 35 сти каретки 4. Каретка 4 размещена на ходовом винте 5, соединенном с электродвигателем 6, с возможностью перемещений по направляющей рейке 7. На каретке 4 посредством рычагов 8 укреплены магнитные головки 9, имеющие возможность радиального перемещения относительно магнитного диска 10. Магнитный диск 10 соединен с электродвигателем 11 с возможностью вращения относительно корпуса 12.В предложенном устройстве держатель 2 снабжен регулируемым эксцентриком 13, на котором установлен ролик 14, сопряженный с боковой плоской поверхностью каретки 4, Держатель 1 установлен на...
Способ установки балансируемого ротора в положение корректировки масс и устройство для его осуществления
Номер патента: 1757311
Опубликовано: 15.08.1994
Авторы: Ермаков, Курбатов, Торубаров
МПК: G01M 1/22
Метки: балансируемого, корректировки, масс, положение, ротора, установки
1. Способ установки балансируемого ротора в положение корректировки масс, заключающийся в том, что на балансируемый ротор наносят отметку угла, приводят ротор во вращение на рабочей частоте и определяют в каждой плоскости коррекции углы дисбаланса, отличающийся тем, что, с целью повышения точности и производительности, после определения углов дисбаланса снижают скорость вращения ротора, за один оборот формируют две последовательности импульсов, сдвинутых на 90o относительно друг друга, определяют число импульсов в полном обороте и углах дисбаланса, определяют направление вращения по текущим импульсам и подводят ротор в положение корректировки масс, определяя момент торможения по текущему числу импульсов.2. Устройство для...
Устройство для осушивания баллончиков к автосифонам и им подобных сосудов

Номер патента: 251166
Опубликовано: 01.01.1969
Автор: Нестеров
МПК: A47L 19/00, B04B 11/04, F26B 11/08
Метки: автосифонам, баллончиков, осушивания, подобных, сосудов
...ц/2 смещает соответственно их гнезда и окна относительно друг друга. Перемычки между окнами дна становятся против гнезд диска-,питателя и этим удерживают баллончики на диске. Скользящее дно 3 несет в вилке ролик 12, который в,соприкосновенин с неподвижным подпружиненным копиром 22 приторм аживает днои тем самым совмещает на угол а 2 окна дна 3 с гнездами диска-питателя 2, загруженными баллончиками.В это .время тормозные колодки 17 не держат дно-ступицу 13 диска-центрифуги 14;,палец 8 механизма стыковки 7 роликом 1 О от копира 19 был,ранее введен,в одно из,поводковых отверстии 15 диска-центрифуги 14 и тем самым совместил гнезда диска-питателя несущих баллончиков со свободными гнездами диска-центрифуги 14. При этом одновременно загружаются...
‘-бщлио’гекд

Номер патента: 388895
Опубликовано: 01.01.1973
Автор: Вител
МПК: B29B 11/12, B29B 11/16, B29B 13/02, B29B 13/10
Метки: бщлио'гекд
...Привод ротора 39 осуществляется при помощи храповика 43 от гидроцилиндра 44,Управленис гидроаппаратурой при работе в автоматическом цикле осуществляется при помоци концевых выключателей 45, 4 б, 47, 48, 49, 50 и 51.Предлагаемый автомат работает следующим образом,Кипу пресс-материала загружают в бункер 1 устройства для распушки и включают электродвигатель б. При вращении барабана, 2 зубья 3 отрывают от кипы куски прессматериала, которые спицами 5 вращающегося вала 4 сбрасываются в нижнюю горловину 8 устройства для распушки. Из нижней горловины 8 распушенный пресс-материал зубчатыми барабанами 10 загрузочного устройства 9 подается в камеру нагрева 20, После заполнения казимеры нагрева срабатывает предохранительная муфта 16, При этом...
Предыдущий патент: Способ сепарирования зерновых смесей
Следующий патент: Устройство для контроля размеров деталей
Случайный патент: Устройство для вибрационной обработки