Автоматическая линия изготовления прутковых длинномерных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 920343
Авторы: Августинович, Анисимов, Губанов, Косырев, Любашевский, Херсонский










Текст
ОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветсимкСоциалистичесннкРеспубликФ(5)М. Кл,(22) Заявлено ОМ 480 (21) 2905494/22-02с присоединением заявки М Р 27 В 19/02С 21 О 9/02С 21 0 9/56 9 вуаврвтвиивй квмвтет СССР ве делам изобретений и вткрытвй(53) УДК 621 783.2 (088. 8) Опубликовано .10482, Бюллетень %14 Дата опубликования описания 1 Я 4 Я 2 г, 1.О.К.Косырев, М.С.Любашевский, П.И,Губанов,А.К,Херсонский,В П.Анисимов и В.Г.Августинови 4";.-". ". "Ф.К:1;. ф 1ФНаучно-производственное объединение по механиэацйй " -и автоматизации производства машин для хлопководства(54). АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЯ Изобретение относится к машино/строению и может быть использовано при изготовлении из прутковых материалов сложных пружин и пружинных элементов.Известна установка для правки, удаления окалины с поверхности и гидравлического испытания трубчатого элемента. Установка содержит удли- ненный стол, на котором продольно удерживается удлиненная трубчатая за готовка. В установке имеются несколько выполняющих различные функции устройств. Первое устройство удерживает заготовку на столе в продоль- ном положении. Для вращения трубчатой заготовки с передним ее концом соединяется специальный приводной узел. Вдоль стола перемещается приводная каретка, На каретке смонти" ровано второе приводное устройство, которое при вращении заготовки плот-; но контактирует с последовательными участками наружной поверхности эаготовки, в результате чего осуществляется ее правка и удаление продуктов коррозии 03.Недостатки известного устройстваследующие: фиксация заготовок впроцессе выполнения не всех техноло"гических операций, например, правкитолько в одной плоскости " продольно, принципиально сложная схема об"работки, заключающаяся в воздействии 10устройств различного назначения,на стационарно закрепленное изделиевместо передачи иэделия с операциина операцию и связанная с этим низкая производительность установки, 1Наиболее близкой к предлагаемойпо технической сущности и достигае"мому результату является известнаяавтоматическая линия, которая включает в себя следующие агрегаты: бункер-питатель, который периодическивыдает по одной заготовке на транспортер,:устаноку для зачистки концов заготовок от окалины, двухпозицион.920313ВНИИПИ Заказ 2310/37Тираж бч 2 Подписное Филиал ППП "Патент",гУжгород, ул. Проектна%0И20 3 9ную электроконтактную нагревательнуюустановку, состоящую из двух пар контактных головок, каждая из которыхпитается от своего силового трансформатора. Зажим заготовки в контактах осуществляется гидравлическимицилиндрами, расположенными в головках. Удлинение заготовки при нагреве на 13 15 мм компенсируется отводом одной из головок в каждой па;ре в осевом направлении при помощипружины, а возврат ее в исходноеположение - при помощи гидроцилиндра, преодолевающего усилие растягивающей пружины, специальный станок, выполняющий операции завивки кольца зуба, гибки пальца с чеканкой радиу" са, плющение и обрезку косого среза пера, специальный станок, выполняющий операцию гибки зуба по большой дуге, четырехпозиционный закалочный агрегат, имеющий масляный бак, внутри которого расположен крестообразный поворотный механизм, несущий четыре стола с захватами для закаливаемых зубьев, камеру обезжиривания, в которой посредством струй воды под давлением сбивается масляная пленка с поверхности зуба и происходит охлаждение детали до комнатной температуры, электроконтактную установку для нагрева заготовок под отпуск, снабженную двумя контактными головками, питающимися от силового трансформатора. Зажим детали осуществляется за концевые части заготовки, камеру охлаждения, аналогичную камере обезжиривания, отличаю" щуюся тем, что струи воды имеют низкое давление,.дающее облив деталей, устройство для сбора готовых деталей в пачки, Заготовки перемещаются от бункера до гибочных станков при помощи шагающего транспортера, внутри закалочного бака - с помощью поворота крестовины и .от закалочного бака до установки для сбора зубьев в пачки - по второму шагающему транспортеру. Основной задачей известной .конструкции является обеспечение формирования детали и ее закалки за .один нагрев. Сохранение полученной геометрии грабельного зуба обеспечивается закалкой деталей в фиксированном состоянии с помощью захвата, фиксирующего деталь в десяти точках по периметру ее без плотного зажима, оставляя небольшой зазор (около 0,5 мм) для усадочных перемещений детали вдоль ее оси по контуру. При отпуске сохранение полученной геометрии не фиксируетсяКонцевые области заготовки, зажатые в головках, не нагреваются, но их разогрев происходит за счет теплопередачи на промежуточных транспортных операциях, Контроль температурных режимов производится косвенным способом с помощью электросчетчика, дозирующего количество электроэнергии 23Недостатки этой конструкции следующие: отсутствие стабильной геомет-. рии изготавливаемых деталей (допуск по линейным размерам достигает +5,0 мм), связанное с недостаточной жесткостью фиксации детали при закалке и отсутствием термофиксации при отпуске. Детали, вышедшие из допуска, должны подвергаться дополнительной"операции - правке или рихтовке, проведение термической обработки деталей из пружинных сталей в мартенситной области превращений, связанноес двумя операциями - закалкой и отпуском и характеризующееся повышенной степенью коробления и внутреннихнапряжений, отсутствие качественного контроля температурного режиманагрева и охлаждения изделий. Всеэто значительно влияет на качествои точность длинномерных прутковыхизделий.Целью изобретения является повышение качества изделий,Поставленная цель достигаетсятем, что автоматическая линия изготовления прутковых длинномерныхизделий, содержащая технологическисвязанные между собой транспортирующими устройствами загрузчик,нагревательную установку, механизмформообразования, установки закалкив термофиксированном состоянии иотпуска заготовок и камеру охлаждения, снабжена последовательно расположенными перед механизмом формообразования толкателем и многопозиционными термостатом-индуктором спеременным шагом витков, а установкизакалки и отпуска совмещены в единый. агрегат и выполнены в виде изотеРмической ванны, имеющей приводной шаговый конвейер в виде подвесокзаневоливания,Каждая подвеска заневоливания выгз 3035 ао 4 50 5 полнена в виде корпуса, имеющего:92 призматический паз для ориентирован-.ной укладки заготовок и одновремен"ного ее заклинивания в нем конусным штоком, устрновл 6 нным в корпусес воэможностью возвратно-поступательного перемещения и вращения,при этом угол конуса штока равен уг"лу трения,Транспортирующее устройство нагревательной установки выполнено, ввиде приводных пар роликов, окруж-ная скорость каждой последующейпары которых больше предыдущей, арасстояние между парами роликовне более половины длины изделия.На Фиг, 1 показана схема расположения узлов и агрегатов автоматической линии изготовления прутковых длинномерных изделий, нафиг. 2 - нагревательная установкас термостатом, общий вид, нафиг, 3 - вид А на фиг. 2 (нагревательная установка с копирным толкателем, на фиг. 4 - разрез Б-Б нафиг, 2, на фиг. 5 - ванна изотерми"ческой выдержки с подвесным кон 1 вейером, на фиг. 6 - то же, видсверху, на Фиг. 7 - подвеска заневоливания заготовок в закрытом положении, на Фиг. 8 - то же, в раскры"том положенииАвтоматическая линия состоит иэавтоматического загрузчика 1, индукционного нагревателя 2, копирноготолкателя 3, предназначенного алячскоренного пеоемешения заготовок втермостат 4 механизма формообраэо"вания и гибки 5, автооператора 6,ванны изотермической выдержки 7,ванн горячей 8 и холодной 9 промывкипрутков и стола 10 для сбора готовыхдеталей. Индукционный нагреватель 2 включает в себя станину 11, внутри кото" рой размещен конденсаторный блок 12 и привод 13 подающих роликов 14.Между каждыми двумя парами роликов установлен кольцевой индуктор 15, Скорость каждой последующей пары роликов превышает. предыдущую на 2 153 что обеспечивает уже в процессе нагрева прутка растяжение его в осевом направлении с целью компенсации увеличения линейных размеров заготовки (прутка) при нагреве. С этой целью для предотвращения прогиба прутка при нагреве расстояние между роликами выбрано равным 0,250,3 0343 6длины заготовки, оптимальность этого интервала определена аналитически. Копирный толкатель 3 включает раму 16, на которой установлен при-вод 17 подающих роликов 18 и гидропривод толкателя 19. Назначение толкателя состоит в принудительном со" провождении нагретых заготовок в термостат 4. Скорость вращения роли О ков 18 и расстояние между парамисвязаны теми же зависимостями, что и ролики индукционного нагревателя.Таким образом ролики индукционного нагревателя и ролики копирного толка" И теля представляют собой единое подающее транспортирующее устройство.Толкатель 3 имеет упор 20, который вводится и выводится в технологическую цепочку осевого движения деталей 26 по копиру, при этом скорость еговозвратного движения выбрана такой,чтобы он успевал сопровождать каждую заготовку при ее поступательном движении.2Термостат 4 содержит станину 21,, внутри которой размещен конденсаторныйй блок 22, а в верхней части подвижно, с возможностью маятникового 30движения, установлен многопозиционный индуктор 23. Гидравлический привод 24 обеспечивает позициям термостата поочередно то загрузочное, торабочее положение, Иаятниковое движение осуществляется цапфами 25 эакрепленными на станине. В термостате происходит выравнивание температуры по длине прутка и по его сеченйю,в процессе выдержки в термостате про.изводится точный контроль температуры прутка. Так как перед закалкойзаготовка проходит гибку,и формообразование концов, естественно, чтов процессе контакта рабочего инструмента с нагретой заготовкой произой" 4дет местный отбор тепла и температура прутка по длине вновь станет неравномерной. Для исключения этогоявления и получения перед закалкойпо всей поверхности заготовки одинаковой закалочной температуры индуктор 23 термостата 4 выполнен с переменным шагом витков, при этомплотность его витков. выше в тех областях термостата, где располагаются участки заготовки, подвергаемые гибке и формообразованию. Контроль температуры в термостате 4 производится индивидуально на каждом из его9203 10 Подвески заневоливания 30 приводятся в рабочее положение с помощьюкулачков 35, размещенных на валу привода конвейера. Разжим подвесокзаневоливания и извлечение иэ нихтермообработанной заготовки производится с помощью выталкивателя 36,связанного с приводным валом конвейера 29, и транспортера 37, передающего заготовки в ванну горячей 8 и хо- влодной 9 промывки.,Подвеска заневоливания выполненав виде корпуса 38 с призматическимпазом 39 для ориентированной укладки заготовок и размещенным в корпусе с возможностью осевого перемещения и вращения конусным штоком 40,Крнусность штока выполнена под угпом,7участков (повышенной и пониженнойплотности витков).Иеханиэм формообразования и гибки 5 предназначен для выполнениягеометрии детали и изготовлен иэ 5известных узлов, направляющих роликов, механизма гибки переднего конца заго 1 овки, направляющих планоки мехайизма гибки заднего конца заготовки,Автооператор 6 предназначен дляпередачи заготовки из"механизмаформообразования и гибки 5 в ваннуизотермической выдержки 7 с поворотом детали на 90 . Он выполнен в 1%овиде механических рук с зажимамии поворотным устройством, позволяющим зажимам с заготовкой, заниматьстрого фиксированное положение вприемном окне ванны изотериической 2 рвыдержки.Ванна изотермической выдержки7 вшполнена в виде замкнутой полости 26 с крышкой 27, обогреваемойнагревателями 28 (см.фиг. 1), и 25снабжена шаговым конвейером 29, образованным равномерно расположенными по его длине с постоянным шагомподвесками заневоливания 30. Ваннатакже снабжена устройством 31 для звпринудительного перемешивания рас,плава, устройством 32 аварийногослива ванны, транспортным устройством 33 для выгрузки окалины со днаванны с промывкой донной сети в баке 34, устройствами контроля температуры, герметичности ванны, уровнярасплава, ввода воды, автоматического загрузчика селитры (последниене показаны).,8м, равным углу трения, эа счет этого в рабочем положении штока заготовка 41 заклинена в призматическомпазу.до положения принудительноговыталкивания ее на выходе иэ расплава ванны. За счет заклинивания штокаобеспечивается жесткая фиксация заготовки в плоскости, перпендикулярной ее оси. Возможность повороташтока вокруг своей оси обеспечиваетфиксацию заготовки по ее длине, компенсируя эа счет вращения линейныеусадки (расширения) заготовки в процессе иэотермической закалки. На выходе изотермической ванны под воздействием выталкивателя 36 шток 40приобретает возможность возврата висходное положение.Ванны горячей 8 и холодной 9 промывки выполнены в виде емкостей,снабженных механизмами передачи заготовок, контролем уровня жидкостейв них, контролем температурного режима.Стол 10 для сбора готовых деталейвыполнен в виде рифленой поверхностис перемещающимся упором для комплек-.тования изделий определенного диамет-ра в пачки,Все узлы и агрегаты линии имеютэлектроблокировки, обеспечивающиеавтоматическую работу приводов,Автоматическая линия работаетследующим образом.Заготовка 41 автоматически загрузчиком 1 подается на приводные ролики 14 индукционного нагревателя 2, где нагревается до температуры 930+ 20 С, при этом за счет разности скорости вращения этих роликов создает-. ся осевое усилие, компенсирующееудлинение Заготовки при нагреве. Пройдя индукционный нагреватель 2, нагретая заготовка с помощью приводимых роликов 18 копирного толкателя 3 и упора 20, сопровождающего загоготовку, перемещается в одну из позиций термостата-накопителя 4, где ее температура выравнивается по длине и одновременно обеспечиваются более нагретые участки в концевых областях заготовки за счет переменного шага витков индуктора-нагревателя 23. Температура нагрева концевых областей заготовки, подвергающихся интенсивному отбору тепла в процессе гибки, составляет 960+20 С. Контроль температуры заготовки вформула изобретения1. Автоматическая линия изготовления прутковых длинномерных изделий,содержащая технологически связанныемежду собой транспортирующими устройствами загрузчик, нагревательнуюустановку, механизм формообразования,установки закалки и отпуска и камеруохлаждения, о т л и ц а ю щ а я с ятем, что, с целью повышения качества изделий, она снабжена последовательно расположенными перед механизмом формообразования толкателем имногопозиционным термостатом-индуктором с переменным шагом витков, аустановки закалки и отпуска выполнены в виде иэотермической ванны,имеющей шаговый.конвейер в виде подвесок заневоливания,2. Автоматическая линия по и,1,о т л и ч а ю щ а я с я тем, что каждая подвеска заневоливания выполненав виде корпуса с пазом и конусногоштока, установленного в корпусе свозможностью возвратно-поступательного перемещения и вращения, причемугол конусаштока равен углу трения. 3. Автоматическая линия по и. 1, о т л и ч а ю щ а я с я тем, цто, с целью обеспечения регулирования ско,рости транспортирования, транспорти/,9 92034термостате Ч производится тремя термопарами, расположенными в среднейи краевых частях термостата. Затемтермостат-накопитель перемещаетсятаким образом, что следующая его позиция становится рабочейи в нееаналогичным образом вводится следующая нагретая заготовка. После заполнения всех позиций термостата перваяего позиция возвращается в эагрузоч еное положение, и идущая в потокенагретая заготовка выталкивает заготовку из термостата на приводные ролики механизма формования и гибки 5,сама занимая место в термостате, пос 1 зле чего термостат.вновь перемещает"ся таким образом, что вторая егопозиция становится рабочей и т.д.После гибки в механизме 5 заготовкаснимается механическими руками авто- щоператора 6 и укладывается в призматический паз 39 подвески заневоливания 30, При движении конвейера 29шток 40 перемещается по контуру кулачка 35 и эаклинивает заготовку 41, афиксируя ее одновременно в двухплоскостях по длине и в плоскости,1 перпендикулярной оси. После фиксациизаготовки подвеска 30 погружаетсяв расплав ванны 7, где и происходит щ;изотермическая (в байнитной области)закалка заготовок в заневоленном (эафиксированном) состоянии. После:.оконцания изотермической выдержкиподвеска 30 поднимается из расплава - время нахождения подвесок врасплаве регулируется скоростью движения конвейера, шток 40 взаимодействует с выталкивателем 36 и освобож"дает заготовку, которая падает натранспортер 37. и передается после-довательно в ванну горячей 8 и хо"подной 9 промывки, после чего детали собираются на стоп 10, где онинакапливаются и увязываются в пачкиопределенного диаметра.Система управления предлагаемойавтоматической линией упрощена,сокращено число агрегатов и узлов,участвующих в изготовлении деталей. ф 0Контроль температурного режима1 и возможность учета потерь теплапри взаимодействии с гибоцным инст"рументом, а также обеспечение термофиксации обрабатываемых заготовок Ив двух плоскостях позволяют значи- .тельно ужесточить допуск при изготовлении дпинномерных упругих элемен 3 10тов иэ пружинных марок сталей. Величина допуска на коробление прутко вых звеньев транспортера на предложенной линии не превышает +0,4 мм.Повышению качества и прочностных характеристик прутковых звеньев способствует также замена термообработки в мартенситной области (закалка с отпуском) на изотермическую, закалку, повышающую прочностные характеристики пружинных сталей на 15253 и значительно снижающую уровень остаточных напряжений и коробление деталей.Таким образом, автоматическая линия позволяет значительно повысить качество обрабатываемых деталей.Внедрение автоматической линии для изготовления прутковых звеньев элеваторного транспортера на Терно" польском комбайновом заводе в .1981 г, позволяет получить экономический эффект в сфере производства, в сумме 1,727 р.11рующее устройство выполнено в виде . пар роликов с индивидуальными при- водамие Источники информации,принятые во внимание при экспертизе920343 121, Патент США М 4131005,кл, 31-40, 1978.2. Фирсов Б.Н, Автоматическаякузнечно-термическая линия изготовб ленив деталей, ИТЭИ АН СССР, сер.Периодическая информация, И. 1955.
СмотретьЗаявка
2905494, 04.04.1980
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА МАШИН ДЛЯ ХЛОПКОВОДСТВА
КОСЫРЕВ ОЛЕГ КОНСТАНТИНОВИЧ, ЛЮБАШЕВСКИЙ МИХАИЛ СЕМЕНОВИЧ, ГУБАНОВ ПЕТР ИВАНОВИЧ, ХЕРСОНСКИЙ АНАТОЛИЙ КЕЛЬМАНОВИЧ, АНИСИМОВ ВЛАДИМИР ПЕТРОВИЧ, АВГУСТИНОВИЧ ВЛАДИМИР ГЕОРГИЕВИЧ
МПК / Метки
МПК: F27B 19/02
Метки: автоматическая, длинномерных, линия, прутковых
Опубликовано: 15.04.1982
Код ссылки
<a href="https://patents.su/10-920343-avtomaticheskaya-liniya-izgotovleniya-prutkovykh-dlinnomernykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Автоматическая линия изготовления прутковых длинномерных изделий</a>
Штамп для гибки детали с двумяизогнутыми участками

Номер патента: 845973
Опубликовано: 15.07.1981
Автор: Вайнтрауб
МПК: B21D 22/02
Метки: гибки, двумяизогнутыми, детали, участками, штамп
...К верхней плите 5 прикрепленыцве накладки 10 с овальными отверстиями11, в которые вхоцят штифты 12, сидяшие 2в торцах секций 2 пуансона, В хвостовике13 помещена пружина 14, воздействующаяна стержень 15. На наклацке 10 выполнены упоры 16, взаимодействующие с высцтупами, 17 секции 2. Позицией 18 обозначена заготовка.Штамп работает следующим образом.Ъготовку 18 (фиг. 1) укладывают наматрицуи фиксируют на ней, например,трафаретами (не показаны) . При рабочемхоце пресса толкатель 3 опускается наматрицу 1 и останавливается, а остальныедетали верхней части штампа продолжаютавижение вниз. При этом нижние плоскости упоров 16 накладок 10 нажимают наторцовые выступы секций 2 пуансона и заставляют их поворачиваться и производитьгибку двух...
Установка для изотермической выдержки заготовок в линии для горячей штамповки

Номер патента: 1837146
Опубликовано: 30.08.1993
Авторы: Базыма, Вираховский, Казаков, Мотин, Рыклин
МПК: F27B 19/02, F27D 1/10
Метки: выдержки, горячей, заготовок, изотермической, линии, штамповки
...с горячими заготовками, и систему 14 принуди 10 тельной циркуляции воздуха. Тележка 8 скоробом 9 может совершать возвратно-поступательные перемещения относительнотермостата 1 и транспортера 21 отгрузкиотштамповэнных заготовок на расстояние,равное половине ее длины,Система принудительной циркуляциивоздуха представляет собой совокупностьвоздушных каналов 16, клапанов 17, соединительных элементов 19, поворотных колпа 20 ков 18, центробежного вентилятора 15,. образующих двэ одинаковых симметричныхконтура. Эта система обеспечивает поочередное выравнивание температуры в объеме контейнера 10 после его заполнения25 только что отштампованными горячими заготовкамии,Контейнеры 10 представляют собойстальные емкости прямоугольной формы сднищем в...
Установка для изотермической выдержки заготовок в линии горячей штамповки

Номер патента: 1837147
Опубликовано: 30.08.1993
Авторы: Базыма, Гольцман, Рыклин, Титишев
МПК: F27B 1/10, F27B 19/02
Метки: выдержки, горячей, заготовок, изотермической, линии, штамповки
...собой узел, предназначенный как для накопления заготовок, поступающих с транспортера 30 автоматизированной горячештамповочной линии, так и последующего выравнивания температуры в обьеме накопленного горячими заготовками контейнера 13 непосредственно перед выполнением отжига в термостате 1, Выравнивание температуры в обьеме контейнера 13, находящегося в накопительном механизме 7 осуществляется посредством системы 17 принудительной циркуляции воздуха. С целью уменьшения окисления при выравнивании температуры металла в контейнере, принудительная циркуляция может осуществляться в атмосфере нейтрального газа. Для этого предусмотрена возможность подачи нейтрального газа по трубопроводу 31,Контейнеры 13 представляют собой стальные емкости...
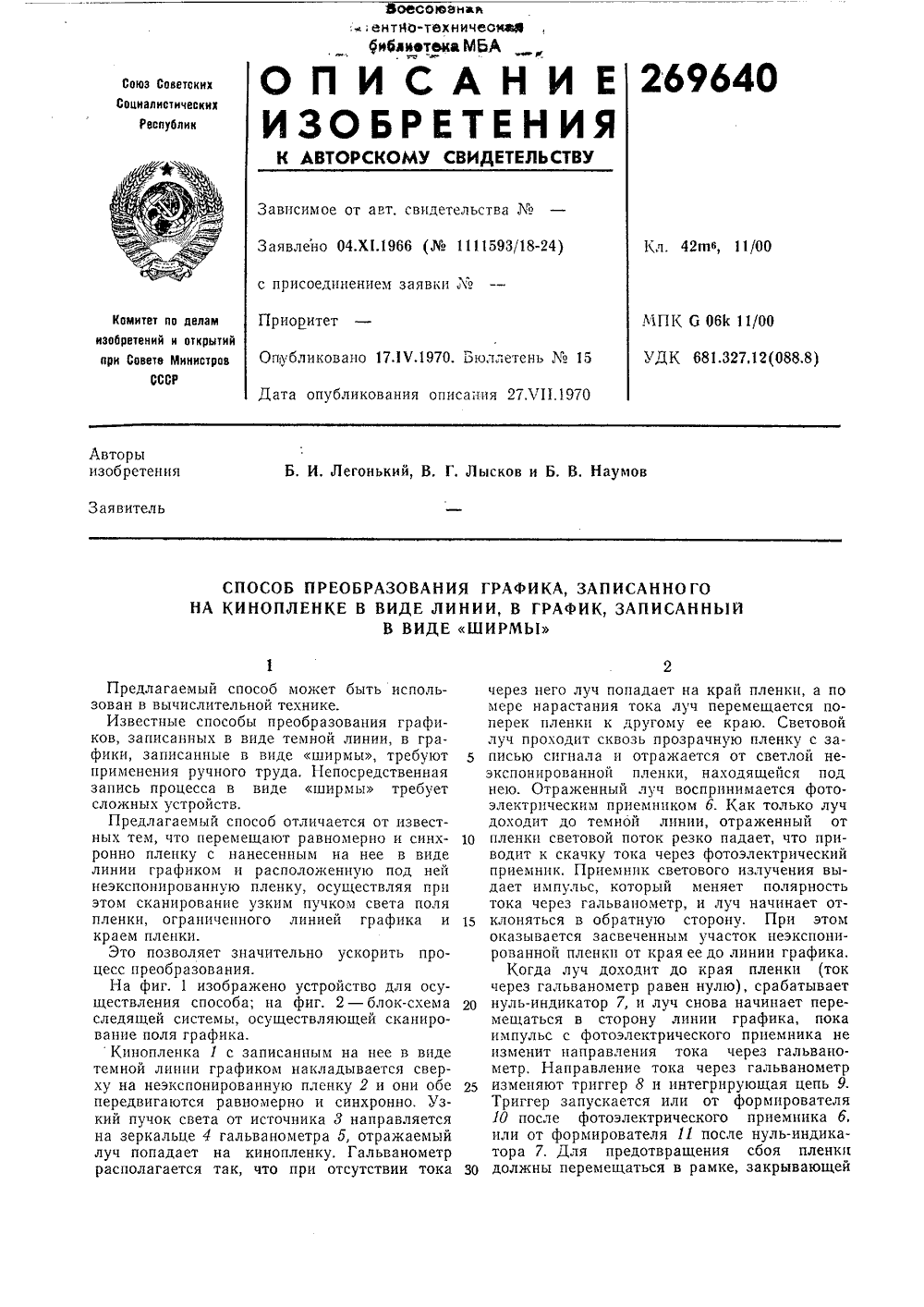
Способ преобразования графика, записанного на кинопленке в виде линии, в график, записанныйв виде «ширмы»
Номер патента: 269640
Опубликовано: 01.01.1970
Авторы: Легонький, Лысков, Наумов
МПК: G06K 11/02
Метки: «ширмы», виде, график, графика, записанного, записанныйв, кинопленке, линии, преобразования
...синхронно. Узкий пучок света от источника д направляется на зеркальце 4 гальванометра 5, отражаемый луч попадает на кинопленку. Гальванометр располагается так, что при отсутствии тока через него луч попадает на край пленки, а по мере нарастания тока луч перемещается поперек пленки к другому ее краю. Световой луч проходит сквозь прозрачную пленку с записью сигнала и отражается от светлой неэкспонированной пленки, находящецся под нею. Отраженный луч воспринимается фотоэлектрическим приемником б. Как только луч доходит до темной линии, отраженный от О пленки световой поток резко падает, что приводит к скачку тока через фотоэлектрический приемник. Приемник светового излучения выдает импульс, который меняет полярность тока через...
Штамп автомат для двухпереходной гибки штучных заготовок

Номер патента: 1038006
Опубликовано: 30.08.1983
Авторы: Емельянов, Ковалев, Кузнецов, Орлов
МПК: B21D 22/02
Метки: автомат, гибки, двухпереходной, заготовок, штамп, штучных
...перпендикулярно к оси штампа пуансона, подпружиненного относительно крошцтейца в направлении своей оси, и силового цилиндра, закрепленного на плите с возможностью периодическо о взаимодействия с нерабочим торцом указанного пуансона, а пуансон второго перехода выполнен с рабочим пазом, имеющим заходцые и сопряженные с ними цилиндрические участки, и с выступом по оси симметрии, длина которого цс менее ширины пуансона узла подгибки.На фиг.представлен предлагаемый штамп, общий вид; ца фиг. 2вид А на фиг.перед началом второго перехода; на фиг. 3то же, после окончания второго перехода гибки; на фиг. 4 сечение Б-Б на фиг. 1; ца фиг. 5исходная заготовка; на фиг. 6изделие.Штамп-автомат содержит плиту 1, ца которой установлены матрица 2 первого...
Предыдущий патент: Загрузочное устройство
Следующий патент: Уплотнение для печей
Случайный патент: Косовалковая правильная машина