Патенты с меткой «cbapke»
Способ испытания образца на сопро-тивляемость образованию горячихтрещин при cbapke

Номер патента: 796707
Опубликовано: 15.01.1981
Автор: Прохоров
МПК: G01N 3/00
Метки: cbapke, горячихтрещин, испытания, образованию, образца, сопро-тивляемость
...зоне, отстоящей от кромки на заданную длину,2На чертеже изображены образец исхема его нагружения.Способ осуществляют. следующим образом,В пластине 1 с отверстиями 2, 3,4 и 5 выполняют надрез 6. Сварной шов7, в котором должна быть получена горячая трещина, наносят от вершины надреза с полным проплавлением материалатоттластины. Одновременно сварной шов на-:гружают растяжением в поперечном направлении у его начала (через отверстия 2 и 3) и сжатием в поперечномнаправлении в зоне, отстоящей от кром 35ки на заданную длину 6 (через отверстия4 и 5). При этом в образце образуетсягорячая трещина 10 заданной длины.Расстояние 6 р между отверстиями 2 и3, отверстиями 4 и 5 должно быть минимальными, в то же время указанныеотверстия не должны...
Датчик контроля величины перемещениясвариваемых деталей при контактнойстыковой cbapke

Номер патента: 801997
Опубликовано: 07.02.1981
Авторы: Дмитриев, Суханов, Танич
МПК: B23K 11/24
Метки: cbapke, величины, датчик, контактнойстыковой, перемещениясвариваемых
...г 13 ю гибкимивывода,чи 14 и с разъемом 15, Дат-.чик содержит две крышки 16, 17, коробку выводов 18, которая крепитсяшпильками к корпусу датчика и представляет собой полый цилиндр с закрепленным на боковой поверхностиразъемом,.Датчик работает следующим обраЗОМ,При.обтекании переменным током двух встречно-последовательно включенных катушек обмотки возбуждения 3, 4 возникает магнитодвижущая сила Рд, которая нелинейна на краях датчика вследствие влияния полей выпучивания и краевого эффекта. Компенсационная обмотка 5 одним концом подключается к встречно-последовательно соединенным катушкам обмотки возбуждения, а другим - к источнику переменного тока; наматывается на каркас вдоль магнитопровода 1 по Определенному закону таким Образом, что...
Способ автоматического слежения за стыкомпри электроннолучевой cbapke

Номер патента: 804291
Опубликовано: 15.02.1981
Авторы: Гольдфарб, Клюев, Кулешов, Куцаев, Маслак, Пширков, Серов, Соколов, Строганов, Христоев
МПК: B23K 15/00
Метки: cbapke, слежения, стыкомпри, электроннолучевой
...току сварки, Осуществив поиск стыка, систему переводятв режим сварки, для чего скачком30 повышают ток сварки, обеспечивая мощность электронного луча, необходимую для сварки. При этом длительность импульса тока сварки выбирают на 1-2 порядка больше длительности паузы, что исключает влияние пауз в сварке иа металлургическую структуру шва.Повышение точности, слежения эа стыком при электроннолучевой сварке позволяет осуществлять процесс ведения электронного луча по стыку с высокой точностью. Это достигается благодаря тому, что слежение осуществляют пб еще несплавившимся кромкам стыка. Способ опробирован при сварке сплава ВНС толщиной 60 мм. Сварку производили при следующем режиме: ток сварки 500 мА; ток паузы 10 мА;...
Устройство для центровки торцевыхчастей труб при cbapke стыка

Номер патента: 804322
Опубликовано: 15.02.1981
Авторы: Вакуленко, Иванов, Минков, Сытник
МПК: B23K 37/04
Метки: cbapke, стыка, торцевыхчастей, труб, центровки
...отверстиях установле.ны рихтовочные винты-фиксаторы.На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же,. вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг, 1.Устройство представляет собой шарнирно-звенную пластинчатую цепь, собранную из пластин 1, внутренний радиус которых несколько больше радиуса (наименьшего) центрируемых труб. Пластины закреплены на свободно вращающихся нажимных роликах 2, в которых выполнены отверстия 3 и 4. При этом в отверстиях 3 выполнена резьба, Отверстия 3 и 4 совмещены друг с другом попарно и одна пара от 0 носительно другой повернута на 180 В резьбовые отверстия 3 по необходимости ввинчиваются рихтовочные винты- фиксаторы 5. Крайнее левое звено цепи выполнено в виде двух...
Устройство для сдавливания деталейпри диффузионной cbapke

Номер патента: 814622
Опубликовано: 23.03.1981
Авторы: Богомольный, Каракозов, Скрижалин, Ушицкий, Ширяев
МПК: B23K 20/00
Метки: cbapke, деталейпри, диффузионной, сдавливания
...сферической оболочки.На фиг. 1 показано устройстводля сдавливания деталей, общий вид;на Фиг. 2 - график распределенияконтактных напряжений в стыке свариваемых деталей,Устройство состоит иэ плит 1,соединенных стяжками 2. Между верхней и средней плитами 1 установлентолкатель 3, изготовленный из металла с коэффициентом термическогорасширения большим, чем у металластяжек 2. Сменная опора 4 выполненав виде многослойной сферичесКой оболочки. Сварка, с использованиемустройства, осуществляется следующимобразом. Свариваемые детали 5 разме 814622щаются в устройстве между среднейего плитой 1 и сменной опорой 4 истягиваются стяжками. Собранный узелразмещают в вакуумной печи и нагревают до температуры сварки. Деталипри,этом испытывают сжатие...
Устройство для сжатия деталей приконтактной точечной cbapke

Номер патента: 823030
Опубликовано: 23.04.1981
МПК: B23K 11/10
Метки: cbapke, приконтактной, сжатия, точечной
...при контактной точечной сварке состоит из корпуса 1, в котором помещены плунжеры 2 и 3.В результате этого образованы параллельные противоположно расположенные сило 1 О вые цилиндры одностороннего действия:цилиндр сжатия с плунжером 2 и цилиндрвозврата с плунжером 3.В одной плоскости с осями цилиндровв корпусе 1 выполнена сквозная полость,в которой вмонтирован шток 4, жестко соМ единенный с плунжерами цилиндров планками 5 и 6. На гланке 5 закреплен элект.род 7.МУстройство работает следующим образом,Рабочая среда через отверстие 8 поддавлением поступает в полость цилиндрасжатия и перемещает плунжер 2, Такимобразом производится подвод электродов 7и последующее сжатие стержней 9 и 10с заданным усилием. При этом плуижер 3823030 Формула...
Устройство для производства смесигазов при газопламенной пайке и cbapke

Номер патента: 829362
Опубликовано: 15.05.1981
Авторы: Балакин, Виноградов, Лебедев, Миронов, Полежаева, Россошинский, Файрушин, Челноков
МПК: B23K 5/00
Метки: cbapke, газопламенной, пайке, производства, смесигазов
...цель достигается тем, что в устройстве для производства смеси газов при газопламенной пайке и сварке, содержащем электролизно-водный генератор, выпрямитель, своим выходом подключенный к электродам генератора, узел регулирования производства газовой смеси, узел 40 регулирования выполнен в виде конденсаторной батареи, включенной последовательно во входную цепь выпрямителя.45На фиг. 1 представлена блок-схема предлагаемого устройства для производства смеси газов, на фиг. 2 вольтамперная характеристика электролизно-водного генератора. 50Устройство для производства смеси газов содержит генератор 1, обладающий нелинейным электрическим сопротивлением, определяемым вольтамперной характеристикой генератора и связанным со спецификой...
Способ контроля качества сварногосоединения при диффузионной cbapke

Номер патента: 837677
Опубликовано: 15.06.1981
Авторы: Каракозов, Потапов, Тарлавский, Терновский
МПК: B23K 20/00
Метки: cbapke, диффузионной, качества, сварногосоединения
...1 Ч) и продолжить сварку (стадия Ч). Если получено качественное соединение, то после разгрузки (стадия Ч 1) при последующем растяжении (стадия Ч 11) кри. вая зависимости Р - т в упругой области до. статочно близко совпадает с эталонной. Сия ткем нагрузки на стадии Ч 111 процесс свар. ки завершают.Способ обеспечивает контроль. качества свар ного соединения уже в процессе сварки по пе. риодическому измерению растягивающкх напряжений в упругой области, Эталонную кривую лепсо получить предварительным растяжением целого образца при аналогичных температурно-скоростных условиях деформирования,Составитель В, Мельниковедактор М. Циткнна Техред Ж. Кастелевич Корректор В, Сини Тираж 1148 Подписное ВНИИПИ Государственного комитета СССР по делам...
Способ оценки склонности металловк образованию и распространениютрещин при cbapke

Номер патента: 838510
Опубликовано: 15.06.1981
МПК: G01N 3/00
Метки: cbapke, металловк, образованию, оценки, распространениютрещин, склонности
...следующим образом.На металлический образец в виде прямойугольной пластины 1 наплавляют два боковых сварных шва 2 и 3 параллельно друг другу и двум кромкам пластины. Боковые сварные швы располагают на расстоянии, равном 0,05 - ;0,1 ширины В пластины. При этом между швами в пластине имеют место остаточные напряжения. В середине кромки пластины меж. ду боковыми сварными швами выполняют надрез 4. Затем на пластину наносят сварной шов 5 от надреза параллельно боковым свар. ным швам,20 Составитель А. К Техред А. Ач дактор Н. Волови тор М. Кост Тираж 907ИПИ Государственного комитетапо делам изобретений и открытий3035, Москва, Ж, Раушская на ПодпиСР,4 ливл ППП "Патент", г. Ужгород, ул. Проектная 3При проплавлении пластины сварным...
Устройство для управления роботомпри дуговой cbapke

Номер патента: 841840
Опубликовано: 30.06.1981
Автор: Загребельный
МПК: B23K 9/10
Метки: cbapke, дуговой, роботомпри
...тахогенератор 11, .соединенные последовательнои замкнутые обратной связью с тахоге,нератора 11 на блок 8 сравнения. Корректировка основной программы осуще-.,,ствляется с помощьюдвух вычислительных блоков 12 токовой корректировки положения электрода и режима процесса сварки, входы ко Оторых соединены с тахогенератором 11, определяющим заданное значение тока, с источником 13 сварочноготока; осуществляющим корректировку за"данного значения тока при изменениинапряжения источника, и с перекидным ключом 14, связанным с механизмомпоперечных колебаний горелки 1, ификсирующим Фактическое значениетока в крайних положениях колебания.Выход блока 12 соединен со вторым Овходом элемента 7 суммирования, гдесуммируются сигналы основной и корректйрующих...
Устройство для подачи присадочной прово-локи при автоматической cbapke плавлением

Номер патента: 841848
Опубликовано: 30.06.1981
МПК: B23K 9/12
Метки: cbapke, автоматической, плавлением, подачи, присадочной, прово-локи
...,Я возможности изменения свободного вылета присадочной проволоки в процессе сваркй без перемещения в его уст".ройства.55Указанная цель достигается тем, что устройство для подачи присадочной проволоки при автоматической сварке плавлением, содержащее меха" ниэм подачи присадочной проволоки с корпусом, на котором жестко закреплена направляющая втулка с установгенным в ней с цозможностью осевого перемещения полым стержнем, связанным ."через шаровой шарнир с токоподводяням наконечником, снабжено механизмом перемещения токоподводящего наконечники относительно присадочнойпроволоки, выполненным в виде редуктора с самостоятельным приводоми реечной зубчатой передачей, рейкакоторой смонтирована на направляющей,подвижно установленной в...
Электрододержатель с отсосом газовпри ручной дуговой cbapke

Номер патента: 841853
Опубликовано: 30.06.1981
Авторы: Дворкин, Лорберг, Павлов
МПК: B23K 9/28
Метки: cbapke, газовпри, дуговой, отсосом, ручной, электрододержатель
...1 изображен предлагаемыйэлектрододержатель; на фиг.-2 - сечение А-А на Фиг.1,Электрододержательсодержит корпус 1 с рукояткой и узлом 2 Фиксации электрода и отсасывающийпатрубок 3 с мундштуком 4 и опорой5, установленной в корпусе 1, в котором размещен прижимной башмак 6,пружина 7, регулировочный винт 8,а также направляющая втулка 9 ишланг 10.Работает предлагаемое устройствоследующим образом.При контакте электрода с обрабатываемой поверхностью возникаетэлектродуга, и сварщик перемещаетэлектродвигатель с отсасывающимпатрубком 3 и мундштуком 4 вдольсварочного шва, опираясь роликовойопорой 5 на поверхность изделия.При включении отсоса происходитудаление газов от места сваркичерез мундштук 4, патрубок 3 и шланг10. По мере сгорания электрода...
Устройство для создания давленияпри диффузионной cbapke
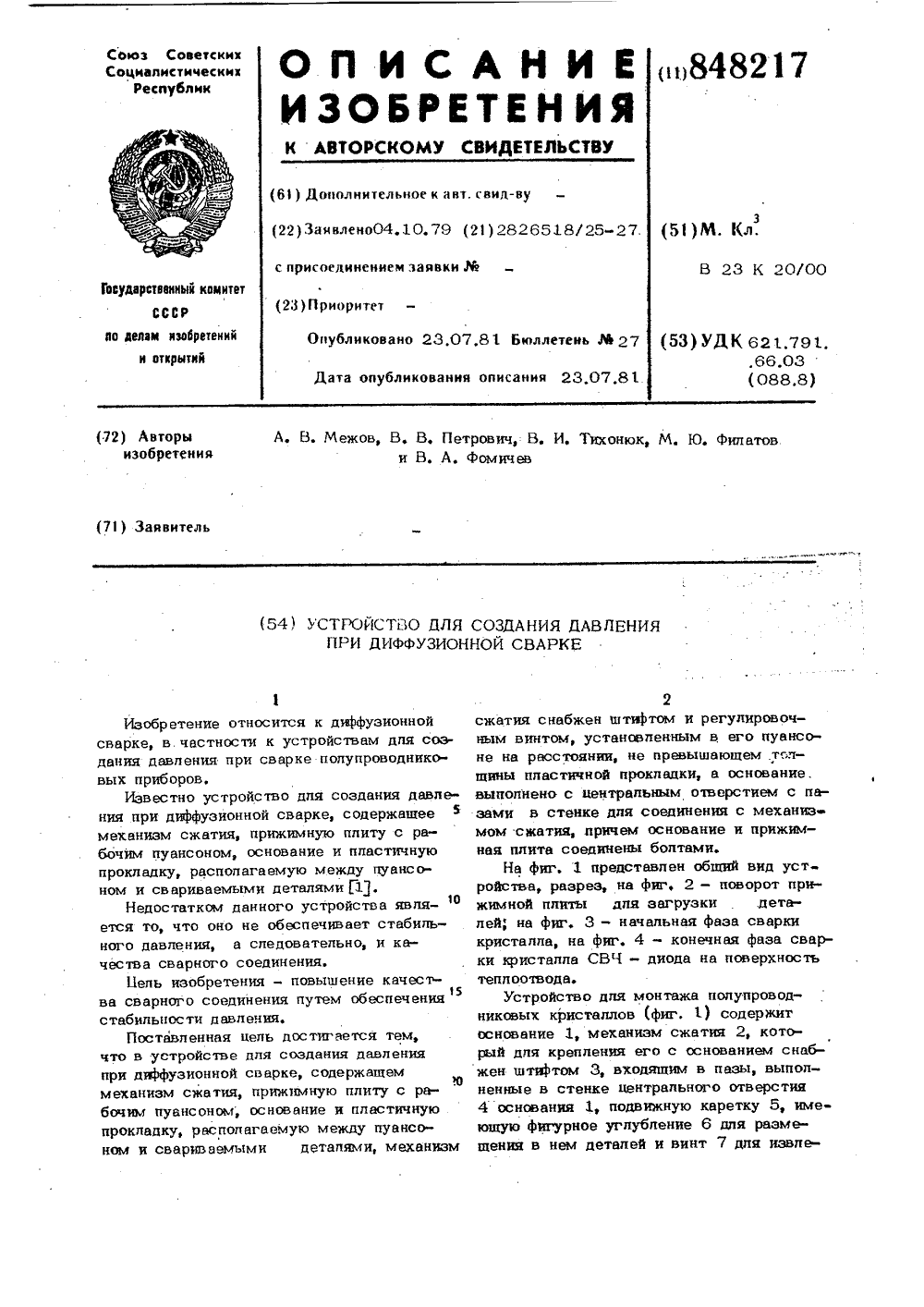
Номер патента: 848217
Опубликовано: 23.07.1981
Авторы: Межов, Петрович, Тихонюк, Филатов, Фомичев
МПК: B23K 20/00
Метки: cbapke, давленияпри, диффузионной, создания
...24, а на нее устанавливают рабочийпуансон 8 . Установку пуансона производят 40так, что после обратного поворота прижимной плиты 9 верхняя часть пуансонавходит в углубление, расположенное наее нижней плоскости. После этого на резьбовые концы фиксирующих болтов 10 ца 45винчивают гайки 11 до плотного прижатияИх к прИжИмной плите 9. В этом состоянии осуществляют жесткую фиксацию исходного положения теплоотвода, 20, кристалла 21, защитной шайбы 23, пластичной 50прокладки 24 и пуансона 8 относительнодруг друга.Затем приспособление на 5-10 мин помещают в печь для предварительного его прогрева и размягчения пластичной прокладки, после чего к приспособлению через пазы центрального отверстия 4 пристыковывают посредством штифта 3 механизм 7...
Устройство для удаления внутреннегограта при cbapke труб трением

Номер патента: 852478
Опубликовано: 07.08.1981
МПК: B23K 20/12
Метки: cbapke, внутреннегограта, трением, труб, удаления
...с м 2- ховой .ассж., прц это: ; ", Осесто пеосСИсння псзня взго,нсн в В.,сстанозлснныха осн торцовых кулачков, аь с рс;хущнм ннстз 5 гмс;том с 10:тнОВ(1852478 Формула изобретения 7 8 5 5 Составитель В. ВлодавскаяТекред А. Камышникова Корректор И. Осиповская Редактор Н. Потапова Заказ 1052/886 Изд. Мо 484 Тираж 1148 Подписное. НПО Поиск Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Тнп, Харьк. фил. пред, Патент на с возможностью вращения,во время остановки шпинделя.На чертеже изображено предлагаемое устройство, в разрезе.Устройство для удаления, внутреннего грата при сварке трением труб содержит шпиндель 1 сварочной машины с закрепленной на нем обгонной муфтой 2, втулкой 3 с...