Устройство для создания давленияпри диффузионной cbapke
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
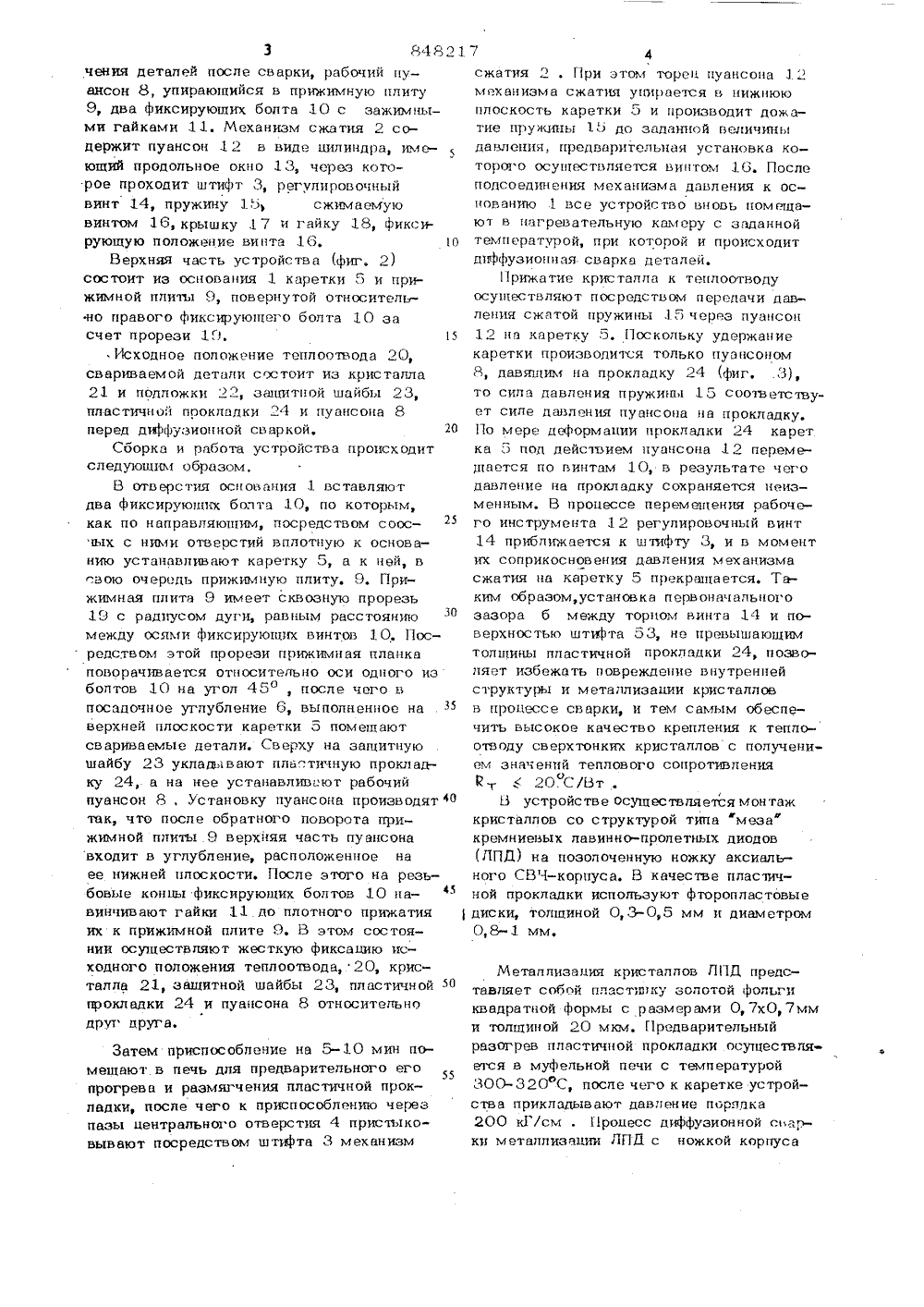
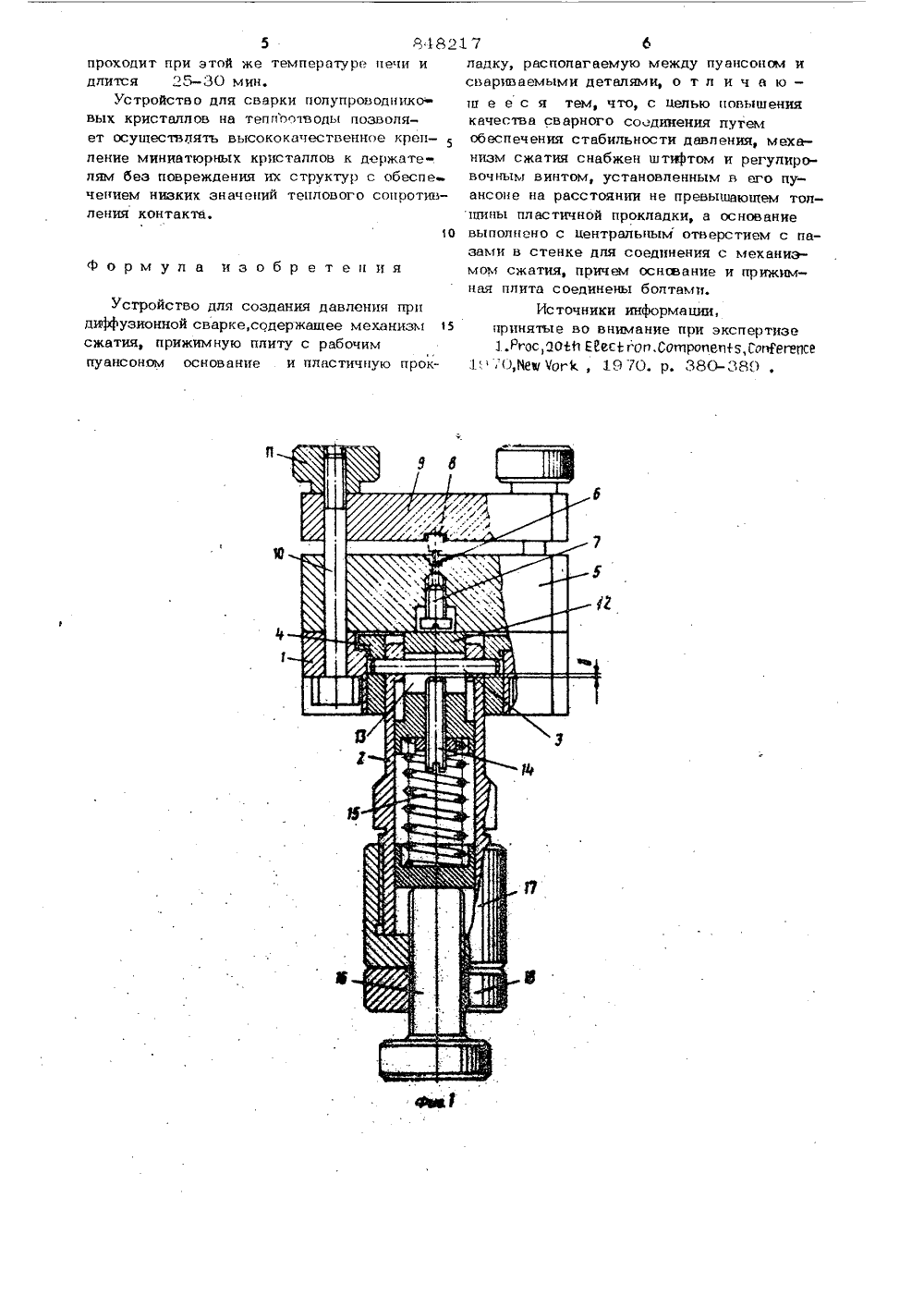
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Своз СоветскихСоциалистическихРесттублик си 848217(23) Приоритет до делам лзверетений н втхрытлйОпубликовано 23.07.81 Бюллетень М 27 Дата опубликования описания 23.07,81(54) УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕИзобретение относится к диффузионнойсварке, в. частности к устройствам для создания давления при сварке полупроводниковых приборов,Известно устройство для создания давления при диффузионной сварке, содержащеемеханизм сжатия, прижимную плиту с рабочим пуансоном, основание и пластичнуюпрокладку, располагаемую между пуансоном и свариваемыми деталями ГЦ.Недостатком данного устройства явля-ется то, что оно не обеспечивает стабильного давления, а следовательно, и качества сварного соединения.Бель изобретения - повышение качест 15ва сварного соединения путем обеспечениястабильности давлечия.Поставленная цель достигается тем,что в устройстве для создания давленияпри диффузионной сварке, содержащемтомеханизм сжатия, прижимную плиту с рабочим пуансоном, основание и пластичнуюпрокладку, располагаемую между пуансоном и свариваемыми деталями, механизм 2сжатия снабжен штифтом и регулировочным винтом, установленным в его пуансоне на расстоянии, не превышающем .толшины пластичной лроклвдки, а основание. выполнено с центральным отверстием с пазами в стенке для соединения с механизмом сжатия, причем основание и прижимная плита соединены болтами.На фиг. 1 представлен общий вид уст ройства, разрез, на фиг, 2 - поворот прижимной плиты для загрузки деталей," на фиг. 3 - начальная фаза сварки кристалла, на фиг. 4 - конечная фаза сварки кристалла СВЧ - диода на поверхность теплоотвода.Устройство для монтажа полупроводниковых кристаллов (фиг, 1) содержит основание 1, механизм сжатия 2, который для крепления его с основанием снабжен штатом 3, входящим в пазы, выполненные в стенке центрального отверстия 4 основания 1, подвижную каретку 5, имеющую фигурное углубление 6 для размещения в нем деталей и винт 7 для извле 848чения деталей после сварки, рабочий пуансон 8, упирающийся в прижимную плиту9, два фиксирующих болта 10 с зажимцыми гайками 11Механизм сжатия 2 содержит пуансон 12 в виде цилиндра, имеющий продольное окно 13, через которое проходит штифт 3, регулировочныйвинт 14, пружину 15, сжимаемуювинтом 16, крышку 17 и гайку 18, фиксирующую положение винта 16. ОВерхняя часть устройства (фиг. 2)состоит из основания 1 каретки 5 и прижимной плиты 9, повернутой относитель но правого фиксирующего болта 10 засчет прорези 19, 15Исходное положение теплоотвода 20,свариваемой детали состоит из кристалла21 и подложки 22, защитной шайбы 23,пластичной поокладки "4 и пуансона 8перед диффузионной сваркой,20Сборка ц работа устройства происходитследующим образом,В отв ерс тия осц ов ания 1 вс тавл яю тдва фиксирующих болта 10, по которым,как по направляющим, посредством соосых с ними отверстий вплотную к основанию устанавливают каретку 5, а к цей, всвою очередь прижимную плиту, 9, Прижимная плита 9 имеет сквозную прорезь19 с радиусом дуги, равным расстояниюмежду осями фиксирующих винтов 10. Посредством этой прорези прижимная планкаповорачивается относительно оси одного изболтов 10 на угол 45, после чего впосадочное углубление 6, выполненное наверхней плоскости каретки 5 помещаютсвариваемые детали. Сверху на защитнуюшайбу 23 укладывают пластичную прокладку 24, а на нее устанавливают рабочийпуансон 8 . Установку пуансона производят 40так, что после обратного поворота прижимной плиты 9 верхняя часть пуансонавходит в углубление, расположенное наее нижней плоскости. После этого на резьбовые концы фиксирующих болтов 10 ца 45винчивают гайки 11 до плотного прижатияИх к прИжИмной плите 9. В этом состоянии осуществляют жесткую фиксацию исходного положения теплоотвода, 20, кристалла 21, защитной шайбы 23, пластичной 50прокладки 24 и пуансона 8 относительнодруг друга.Затем приспособление на 5-10 мин помещают в печь для предварительного его прогрева и размягчения пластичной прокладки, после чего к приспособлению через пазы центрального отверстия 4 пристыковывают посредством штифта 3 механизм 7 4сжатия 2 . При этом торец пуансона 12 механизма сжатия упирается в нижнюю плоскость каретки 5 и производит дожатие пружины 15 до заданной величины давления, предварительная установка которого осуществляется винтом 16. После подсоединения механизма давления к основанию 1 все устройство вновь помещают в нагревательную камеру с заданной темп ератур ой, и ри которой и происходит диффузиоцная сварка деталей.Прижатие кристалла к теплоотводу осуществляют посредством передачи давления сжатой пружины 15 через пуансон 12 на каретку 5, Поскольку удержание каретки производится только пуансоном 8, давящим на прокладку 24 (фиг, .3), то сила давления пружищя 15 соответствует силе давления пуансона ца прокладку.По мере деформации прокладки 24 карет ка 5 под действием пуансона 12 перемещается по винтам 10, в результате чего давление на прокладку сохраняется неизменным. В процессе перемещения рабочего инструмента 12 регулировочцый винт 14 приближается к штифту 3, и в момент их соприкосновения давления механизма сжатия ца каретку 5 прекращается. Таким образом, установка первоначального зазора б между торцом винта 14 и поверхностью штифта 53, не превышающим толщины пластичной прокладки 24, позволяет избежать повреждение внутренней структуры и металлизации кристаллов в процессе сварки, и тем самым обеспечить высокое качество крепления к теплоотводу сверхтонких кристаллов с получением значений теплового сопротивленияР20. С/ВтН устройстве осуществляется монтаж кристаллов со структурой типа "меза" кремниевых лавинно-пролетных диодов (ЛПД) на позолоченную ножку аксиального СВЧ-корпуса. В качестве пластичной прокладки используют фторопластовые(диски, толщинои 0,3-0,5 мм и диаметром 0,8-1 мм,Металлизация кристаллов ЛПД представляет собой пластинку золотой фольги квадратной формы с размерами 0,7 х 0,7 мм и толщиной 20 мкм. Предварительный разогрев пластичцой прокладки осуществляется в муфельной печи с температурой 30 С 320 С, после чего к каретке устройства прикладывают давление порядка 200 кГ/см . 11 роцесс диффузионной сарки металлизации ЛПД с ножкой корпуса5 8482проходит при этой же температуре печи идлится 25-30 мин,Устройство для сварки полупроводниковых кристаллов на теппоотводы позволяет осуществлять высококачественное крепление миниатюрных кристаллов к держателям без повреждения их структур с обеспечением низких значений теплового сопротивления контакта,0Формула изобретенияУстройство для создания давления прпдиффузионной сварке,содержащее механизм5сжатия, прижимную плиту с рабочимпуансоном основание и пластичную прок 17ладку, располагаемую между пуансоном и свариваемыми деталями, о т л и ч а ю -щ е е с я тем, что, с целью повышениякачества сварного со дииения путемобеспечения стабильности давления, механизм сжатия снабжен штифтом и регулировочным винтом, установленным в его пуансоне на расстоянии не превыщающем толщины пластичной прокладки, а основаниевыполнено с центральным отверстием с пазами в стенке для соединения с механизмом сжатия, причем основание и прижимная плита соединены болтами,Источники информации,принятые во внимание при экспертизе1.РАМОС 2010 ЕРЕСФ ГОП,СОЩРОПЕПИ,СОПРЕГЕПСЕ848217 ф Ко екто . Л, ИванПодписное нчинк т го комитета СССРений и открытий ква, Ж-З 5, Раущская наб., д, 4/5 филиал ППП Патент", г. Ужгород, ул, Проект Заказ.5969/14 Тираж ВНИИПИ Государственн по делам изобрет 113035, Мос
СмотретьЗаявка
2826518, 04.10.1979
ОРГАНИЗАЦИЯ ПЯ В-8466
МЕЖОВ АЛЕКСАНДР ВАСИЛЬЕВИЧ, ПЕТРОВИЧ ВИТАЛИЙ ВАЛЕНТИНОВИЧ, ТИХОНЮК ВАЛЕРИЙ ИВАНОВИЧ, ФИЛАТОВ МИХАИЛ ЮРЬЕВИЧ, ФОМИЧЕВ ВЯЧЕСЛАВ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B23K 20/00
Метки: cbapke, давленияпри, диффузионной, создания
Опубликовано: 23.07.1981
Код ссылки
<a href="https://patents.su/4-848217-ustrojjstvo-dlya-sozdaniya-davleniyapri-diffuzionnojj-cbapke.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для создания давленияпри диффузионной cbapke</a>
Установка для отливки под давлением сжатого газа заклепок и других деталей

Номер патента: 64990
Опубликовано: 01.01.1945
Автор: Фридляндер
МПК: B22D 18/00
Метки: газа, давлением, других, заклепок, отливки, сжатого
...высокая температура, В предлагаемой конструкции поддержание этой необходимой температуры достигаетея частичным погружением липниковой плиты в ванну иидкого металла. Поскольку питание заклепок осуществляется всей ванной жидкого металла, литнички имеют очень малые размеры.Чем тоньше литнико,вая плита, тем лучще она прогревается, но тем труднее уловить тот момент, когда деталь уже полностью закристаллиювалась, а литники еще не вышли из литниковых канало ь вглубь ванны (при этом они равра 1 стаются в стороны и форму нельзя отнять от литниковой плиты). Практически толщина литниковой плиты должна исчисляться несколькими миллиметрами.Преимущества нового способа литья особенно наглядно выявляются при сравнениями его с литьем под...
Устройство для выдачи текучей среды из контейнера под давлением сжатого газа

Номер патента: 1145920
Опубликовано: 15.03.1985
Автор: Клэйр
МПК: B65D 83/14
Метки: выдачи, газа, давлением, контейнера, сжатого, среды, текучей
...сжатым газом. 45Уплотнительные средства могут быть выполнены в виде кольцевых прокладок круглого сечения, расположенных в канавках, образованных на наружной поверхности переходного эле мента.Переходный элемент имеет нормально закрытый клапан, связанный с каналом и срабатывающий при взаимодействии с опорным элементом. 55Нормально закрытый клапан включает в себя плунжер со штоком и пружину. В опорном элементе образовано выпускное отверстие,Переходный элемент расположен ввертикальной плоскости под опорнымэлементом.На фиг.1 изображено предлагаемоеустройство, общий вид, на фиг.2разрез А-А на фиг.1.Устройство содержит баллон 1,регулятор 2 давления и узел Р соединения последнего с баллоном 1, включающий переходный элемент 4, имеющийканал...
Устройство для изготовления прокладок

Номер патента: 1247138
Опубликовано: 30.07.1986
Авторы: Батманов, Гарчунас, Максимов, Соколов
МПК: B21D 53/20
Метки: прокладок
...спирали 6, размещены трехроликовые блоки 7 и 8 причем оси вращения роликов 9 и 10 параллельны оси 11 спирали 6, а оси 12 вращения роликов 13 и 14 перпендикулярны ей. Диаметры роликов .9 и 10 связаны соотношением.2:1, а оси5 поворота рычагов совмещены с осями вращения роликов 1 О, что позволяЬт значительно сократить габариты всего устройства. Между рычагами 4 на станине 1 установлен двухроликощими выполнены наружные ролики трех- роликовых блоков.5. Устройство по пп,1-4, о т л ич а ю щ е е с я тем, что третий ролик трехроликовых блоков установлен с возможностью перемещения в вертикальной плОскОсти.6. Устройство по пп1-5, о т л ич а ю щ е е с я тем, что ролики двухроликового блока выполнены с упругими .ребордами, контактирующими между...
Установка для прессования изделий давлением сжатой жидкости

Номер патента: 561475
Опубликовано: 23.07.1986
Авторы: Блехеров, Голубков, Жданович, Максимов, Михайлов, Петрунько, Рогаткин, Розанов, Роман, Черненок, Шелегов
МПК: B21D 26/08, B21J 5/04
Метки: давлением, жидкости, прессования, сжатой
...соединены сподвижными пробками 3. Контейнеры установлены на подвижном столе 5 силовой рамы 6 Подвижный стол приводится в движение пневмоцилиндром 7. В контейнере установлена заготовка 8, залита рабочая жидкость, установлен разделительный поршень 9. В подвижную пробку вмонтирована гильза 10, имеющая пороховой заряд и капсюль, Подвижная пробка 3 снабжена извлекателем гильз, представляющим собой вилку 11, которая помещена в специальный паэ проб 61475 2ки подвижной и закреплена посредством оси 12 на механизме подъема и поворота. В гнезде пробки подвижной помещена возвратная тяга 13 с пружиной14, которая соединена с вилкой извлекателя и служит для опускания вилки.На механизме подъема и поворотаустановлен неподвижно копир 15. Вверхней части...
Преобразователь усилия в давление сжатого воздуха

Номер патента: 605121
Опубликовано: 30.04.1978
Автор: Грянин
МПК: G01L 1/02
Метки: воздуха, давление, сжатого, усилия
...в атмосферу до 25(61) Дополнительное к авт.122) Заявлено 17,12.75 (21) 54) ПРЕОБРАЗОВАТЕЛ Настоящее изобрстспис относится к измерительной технике и может быть использовано для преобразования усилия в давление сжатого воздуха.Один из известных п;.с ей усилия в давление сжатого держащий корпус, шаровой клап ельный элемент, линию питания ельный прибор, не обеспечивает т очности измерения 11.Наиболее близким к изобретению является преобразователь усилия в давление сжатого воздуха, содержащий основной шаровой клапан, Гпомсщснный в расточке корпуса, с которым связан штуцер, соединенный с линией высокого давления, и измерительный прибор 121. К,недостаткам такого преобразователя относятся низкпс метрологические характеристики.Цель изобретения...
Предыдущий патент: Машина для контактной точечнойсварки
Следующий патент: Шпиндельная бабка машины для сваркитрением
Случайный патент: Устройство для ультразвукового контроля изделий цилиндрической формы