Патенты с меткой «бесцентрового»
Устройство для бесцентрового шлифования

Номер патента: 649551
Опубликовано: 28.02.1979
Автор: Юрьев
МПК: B24B 5/18
Метки: бесцентрового, шлифования
...1и ведущим кругом 3,До подачи электрического тока в катушки 5 электромагнита вращающийся ведущий круг 3 не может придать вращениеобрабатываемой детали 1, так как сила 10трения между ними недостаточна,Намагниченный с помощью электромагнита (или постоянного магнита) ведущийкрут 3 притягивает к себе деталь 1, а увеличившаяся сила взаимодействия увеличивает силу трения между деталью и ведущим кругом, которая заставляет вращаться деталь на опорном ноже 2 до касания сней шлифовального круга (не показан).Представленная на чертеже схема бесцентрового шлифования с использованиемустройства для вращения детали наиболеерациональна для врезного шлифования.В данном случае ведущий круг 3, выполненный в виде двух частей с прокладкой 6 25между ними,...
Способ бесцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах

Номер патента: 656809
Опубликовано: 15.04.1979
Авторы: Баринов, Волков, Дикарев, Кушер, Лисин, Нестеров, Прохоров, Сизов, Штерин
МПК: B24B 5/18
Метки: бесцентрового, большего, валов, диаметра, длинных, заплечиками, концах, тонких, шлифования
...шлифовальный круг устанавливают под углом так, чтобы разность мощу наибольшим и наименьшим .диаметрами участка с конической поверхностью находилась н пределах допуска 1 на диаметр закрытой цилиндрической ступени (йо, - с 1 д, б М(см,фиг,8).35Выполнение указанного условия достигается настройкой зоны шлифования, при которой разность .Ь максимального расстояния и кот образующей круга, Формирующей ступень, до оси детали 1 и минимального - и д находится в пределах половины допуска на диаметр ступени ь =Ьс -Ьп,;я 6+(см,фиг.7).П р и м е р 1. Требуется произ нести обработку торсионного вала 1, представляющего собой длинный стержень( = 2100 мм) цилиндрической Формы диаметром 48.мм с короткими Я=100 мм)ступенями большего диаметра (ф 65 мм) 50 на...
Устройство для бесцентрового шлифования

Номер патента: 666050
Опубликовано: 05.06.1979
МПК: B24B 5/18
Метки: бесцентрового, шлифования
...на поновка и кинематическая г, 3 - схема взаимного распоного круга, ведущего кругаями,ложен узел привода и регулишлифующего круга 2. Шпинкруга 2 получает вращение ременную передачу 5. Шпин 20расположен в гильзе б, которнута посредством червячной станавливается положение На фиг. 1 предста фиг, 2 - общая ком схема станка; на фи ложения шлифоваль епаратора с изделиНа стойке 1 распо гнезда сепарат Загружаемые 18 непрерывно сепаратора 17 о га 2. Круговая и ществляется вра мер шлифуемых ной эксцентрис 1 ра 17 иэделияпри вращении фовального круизделий 18) осу 1 крутом 9. Раз. дел яется величитранспортируютс юсительно шли одача (вращение щаемым ведущи иэделий 18 опррования положения дель 3 шлифующего от двигателя 4 черездель 3...
Способ бесцентрового шлифования

Номер патента: 676422
Опубликовано: 30.07.1979
МПК: B24B 19/11
Метки: бесцентрового, шлифования
...подачу, после чего к детали прикладывают под углом Р к плоскости расположения осей детали и шлифовального круга 5 (ось круга 5 на фиг. не показана) дополнительную радиальную силу Р, не зависящую от усилий шлифования. Радиальная сила Р расположена в плоскости вращения детали, которая совпадает с плоскостью симметрии внутренней базовой поверхности детали. Затем подводят к детали 1 шлифовальный круг 5 и производят обработку торцов и наружной поверхности детали, причем отвод шлифовального круга 5 производят несколько раньше оковчания шлифования кругом 4. Это особенно важно при шлифовании без использования дополнительной силы Р. Сила Р необходима для надежной установки обрабатываемой детали в плоскости ее вращения, чтобы исключить влияние...
Станок для бесцентрового обкатывания наружных цилиндрических поверхностей деталей

Номер патента: 683890
Опубликовано: 05.09.1979
Авторы: Вилков, Козырев, Корнев, Максимов, Одинцов
МПК: B24B 39/04
Метки: бесцентрового, наружных, обкатывания, поверхностей, станок, цилиндрических
...станка; на фиг. 2 - вид сбоку; на фиг. 3 - разрез Б - -Б фиг. 1; на фиг. 4 - вид по стрелке А на фиг. 3.На станине 1 установлена стойка 2, на которой закреплен силовой гидроцилиндр 3 со штоком 4, заканчивающимся головкой 5 с деформируюшими роликами 6, В той же стойке на подшипниках установлен шпиндельный вал 7, получающий вращение от 0 электродвигателя 8 через цепную передачу 9. На консольном конце 1 О вала 7 закреплен ведущий ролик 11, который подпирается опорными роликами 12 и 13, установленными в проушинах 14 и 15 корпусов гидро- цилиндров 16 и 17. Корпуса гидроцилиндров имеют общий, неподвижно закрепленный на плите 18 шток 19. Корпуса 16 и 17 своими выступами 20 и 21 входят в направляющие пазы 22 плиты 18.Полости гидроцилиндров 23...
Способ бесцентрового врезного шлифования

Номер патента: 698750
Опубликовано: 25.11.1979
Авторы: Володько, Жилинский, Капанец, Кузьмич, Передкова, Тилигузов
МПК: B24B 5/12
Метки: бесцентрового, врезного, шлифования
...1 возбужден я одновременно подключаются потенциометры 2 - . Введение дополнительного суммарного сопротивления приводит к ослаблению магнитного потока, создаваемого обмоткой 1 возбуждения, в результате происходит мгновенное увеличение скорости вращения ведугцего круга. По мере срабатывания реле 7 и 8 времени последовательно отключаются потенциометры 2 и 3.Скорость ведущего круга ступенчато уменьшается. В конце цикла обработки срабатывает реле 5 времени, отключается потенциометр 4 и скорость ведугцего круга снижается до наладочной величины, с которой осуществляется черновое и чистовое шлифование.На осциллограмме процесса изменения скорости ведущего круга при выхаживании участки 9 и О соответствуют значению скорости 40 м,мин, скорости...
Устройство для бесцентрового шлифования

Номер патента: 742112
Опубликовано: 25.06.1980
МПК: B24B 5/18
Метки: бесцентрового, шлифования
...ролики с помощью пружины 10 постоянно находятся в контакте о подвижными фрикционными дисками 11, ус. тановленными на валу 12 и соединенными между собой кронштейном 13. Для синхронной ре- гулировки наклона прижимных роликов 7 служит винт 14, соединенный с кронштейном 13.Устройство работает следующим образом, Устанавливают скорость подачи заготовки, для чего регулировочным винтом 14 и кронштейном 13 смещают подвижные фрикционные диски 11 вдоль вала 12 и поворачивают прижимные ролики 7 на заданный угол. Чем больше угол наклона прижимных роликов, тем боль. ше подача, Включают привод шлифования 4 и привод 6 механизма подачи, вводят заготовку и осуществляют процесс шлифования.Таким образом, предложенная конструкция позволяет бесступенчато...
Устройство для бесцентрового магнитно-абразивного полирования деталей

Номер патента: 749645
Опубликовано: 23.07.1980
Авторы: Атанас, Борис, Иван, Стефан
МПК: B24B 31/10
Метки: бесцентрового, магнитно-абразивного, полирования
...ваны упорные кольца 8, изготовленные из резины или другого фрикционного упругого материала.Торцовые поверхности дисков тщател но подгоняют с целью устранения зазоро между дисками, нежелательных для составных магнитных сердечников.Электромагнитные катушки 6 смонтированы так, что направление их обм попеременно изменяются для каждой по ледующей катушки, Так, например, если левый диск 5 является северным полюс электромагнита, то правый - южным, и эта полярность реверсируется в последующей группе. Упорные кольца 8 выступают над цилиндрической наружной поверхностью дисков 5 (налример на 1-2 мм), при-о чем между каждыми двумя смежными упорными кольцами 8 образуются цилиндрические рабочие зазоры, заполненные ферромагнитным порошком 9,...
Устройство для бесцентрового шлифования

Номер патента: 779027
Опубликовано: 15.11.1980
Авторы: Кравченко, Нерубай, Усов
МПК: B24B 5/34
Метки: бесцентрового, шлифования
...смещением относительно оси опорного ножа.На фиг. 1 изображена принципиальнаясхемаустройства, общий вид; на фиг. 2 - то же, вид сверху;. на фиг. 3 - сечение 5 А - Анафиг,1,Опорный нож 1 и двухсторонняя колебательная система с магнитострикционным преобразователем 2 и криволинейными волноводами 3 замкнуты посредством присоединительных фланцев 4, смещенных относи Отельно оси опорного ножа на некоторое рас- стояние 5. Для обеспечения акустическойсвязи присоединительных фланцев 4 опорного ножа 1 и волноводов 3 последние повернуты на некоторый угол до совмещения 11 их излучающих торцов с присоединительными фланцами. Благодаря смещению присоединительных фланцев в зоне контакта 6 детали 7 и опорного ножа 1 возникает комплекс колебаний...
Способ бесцентрового врезногошлифования

Номер патента: 810448
Опубликовано: 07.03.1981
Авторы: Володько, Дисон, Жилинский, Капанец, Кузьмич, Прибыльский, Тилигузов, Шевченко
МПК: B24B 5/18
Метки: бесцентрового, врезногошлифования
...изобретения - повгеометрической формы дет. В. Жилинский, В. М. ШевченкоВолодько, К. К. Кузьмичрибыльский На чертеже изображена схема рабочейзоны шлифования.В начале рабочего цикла обрабатывас мую деталь 1 располагают на опорном ноже 2 выше линии цснтров шлифовального 3 и ведущего 4 кругов на величину гг. Черновое и чпстовое шлпфование ведут за счет персмсщсния шлифовального круга 3 в ра диальном направлении. В конце этапа чистового шлифования система СПИД находится в упруго деформированном состоянии с величиной упругих деформаций уо, Выхаживание ведут при перемещении детали 1 20 с опорным ножом 2 в направлении увеличения высоты гг на всличину Л/г, которую выбирают в прсдслах величины упругих деформаций уо системы СПИД. Прп этом...
Способ обточки длинномерных заго-tobok ha ctahkax бесцентрового to-чения

Номер патента: 812427
Опубликовано: 15.03.1981
Автор: Каргаев
МПК: B23B 1/00
Метки: ctahkax, to-чения, бесцентрового, длинномерных, заго-tobok, обточки
...чего на заготовке 1 образуется стружкоделительная канавка. 10 в виде винтовой линии.Глубина канавок выбирается иэ расчета, чтобы наименьший диаметр канавки О был чуть больше или равенокончательно обточенному диаметру0 заготовки.На фиг. 2 и фиг 5 в дополнительной головке установлены резцы 5,выполненные в виде многозубовойгребенки и расположенные равномерно 25по окружности, При этом онивыстав-.лены на разную глубину с целью равномерного распределения усилия резания на резцы.Осуществление предлагаемого спо- З 0соба может быть выполнено на базесуществующих бесцентрово-токарныхстанков, например, модели 9330(фиг, 3), причем на станке установлена дополнительная резцовая головка 2 (3)Заготовка 1 (фиг. 3) закрепленав зажимном устройстве 11 левой...
Подпятник для бесцентрового шлифованиянеуравновешенных деталей

Номер патента: 852505
Опубликовано: 07.08.1981
Авторы: Дроздов, Мурков, Самусенков, Солодухин
МПК: B24B 5/307
Метки: бесцентрового, подпятник, шлифованиянеуравновешенных
...иустойчивого базирования детали, так какпроисходит отрыв детали от скоса ножа.Цель;изобретения - повышение точности шлифования деталей,Поставленная цель достигается тем, чтоподдержка установлена с возможностьювращения вокруг оси, смонтированной вертикально, при этом пружина расположенасоосно поддержке с возможностью регулирования усилия. На чертеже представлен подпятник, разрез.Подпятник содержит ось 1, установленную на ноже 2 в плоскости оси обрабатываемой детали с возможностью регулировки подпятника по высоте и зафиксированную гайкой 3 совместно с чашей 4. На оси 1 свободно установлен подшипник 5, опи,рающийся на пружину б, усилие которой ,регулируется, гайкой 7, фиксируемой,винтом 8.Я 2505 ф ор мул а из обретения...
Способ бесцентрового шлифования неустойчивых на опорной поверхности ножа деталей

Номер патента: 889388
Опубликовано: 15.12.1981
Авторы: Жеребилова, Полонуер, Скрипко, Тверской, Харитоненко
МПК: B24B 5/18
Метки: бесцентрового, неустойчивых, ножа, опорной, поверхности, шлифования
...перемешетали в приспособлении размещают с Способ состоит в том, что группу деталеи1 устанавливают во вспомогательное приспособление 2 с зазором, обеспечивая возмож ность их свободного вращения. Затем указанное вспомогательное приспособление устанавливают на нож станка 3 и сообщают ему поступательное перемещение, вводя детали в контакт с рабочими ведущими кругами.4 и 5. Дальнейшее поступательное перемещение дополнительного приспособления обеспечивают за счет наклона ведущего круга,Способ иллюстрируется примером.Для бесцентрового шлифования деталейдиаметром 7 мм и высотой 1 мм используют кассету, показанную на фиг. 3, представляющую собой втулку 6 с глухим отверстием и срезанными боковыми сторонами, так, что при установке в нее деталей...
Устройство для бесцентрового шлифования втулок

Номер патента: 903081
Опубликовано: 07.02.1982
Авторы: Быховцев, Капель, Коротков, Лейках, Шиманович
МПК: B24B 5/18
Метки: бесцентрового, втулок, шлифования
...уравнвес роликов между подвесом 8 и корпможет быть установлена пружинаэтом корпусе могут быть установленводы отвода роликов 5 и 6, выполинапример, в виде блока 12 гидроцилсо штоками 13 и 14. Втулка 15 обр20 вается шлифовальным кругом 16,При включении давления Р втулка 15 .всплывает на тонком слое жидкости или воздуха и центрируется относительно неподвижной опоры 3. Ролики 5 и 6 упруго сжимают втулку 15 в соответствии с натягом стягивающей подвесы 7 и 8 пружины 9. Передача 10 вращает ролик 6, который передает вращение втулке 15. При этом фрикционный контакт между вращаемыми передачей 10 роликом 6 и втулкой 15 позволяет передавать на последнюю значительный крутящий момент, пропорциональный силе сжатия подвесов 7 и 8 пружиной 9, Это...
Способ бесцентрового шлифования торца цилиндрической детали

Номер патента: 944879
Опубликовано: 23.07.1982
Авторы: Аврутин, Васильев, Гебель, Клибанов, Львов, Нефедов
МПК: B24B 7/16
Метки: бесцентрового, детали, торца, цилиндрической, шлифования
...обрезиненного, ролика, закрепленного на валу 15.Последний смонтирован в подшипниках корпуса 16 и несет шкив 17, связанный ремнем 18 со шкивом 19 двигателя 20, Кор 944879пус 16, а следовательно, и ролик связаны со стойкой 21 упругим элементом 22.Обрабатываемая деталь 23 типа миниатюрного кольца или втулки базируется в процессе обработки на радиальные опоры 3 и осевую опору 4, прижимается к этим опорам и приводится во вращение роликом,На фиг. 1 неперпендикулярность торца детали 23 образующим для наглядности сильно преувеличена.Осевая опора 4 имеет вид кольцевого сектора с центральным углом 3 - 50.Центр зон взаимодействия детали с осевой опорой, с ведущим элементом и с инструментом лежат в плоскости биссектрисы угла, образованного общими...
Устройство для бесцентрового шлифования ступенчатых валов

Номер патента: 963814
Опубликовано: 07.10.1982
Авторы: Ивочкин, Лумельский, Шишов
МПК: B24B 5/18
Метки: бесцентрового, валов, ступенчатых, шлифования
...присоединен корпус7 промежуточной опоры, выполненныйв виде вилки. На боковых стенках8 и 9 корпуса 7 (см. фиг. 2) выполиены два горизонтальных паза 10 и 11,в которых с зазором относительно ихстенок установлены с воэможностью вращения и контактирования между собойдва ступенчатых ролика 12 и 13.0 севые перемещения ролика 13 по образующей ведущего круга 3 ограничены боковыми стенками 8 и 9 корпуса 7 и буртами 14 и 15 Бурты 14 и 15 ограничивают осевые перемещения ролика 12.Пластинчатая пружина 16 поджимаетролики 12 и 13 к образующей ведущего круга 3, Передаточное соотношениедиаметров роликов 12 и 13 равно отношению линейных скоростей между контактирующей с роликом 12 шейкой де-тали 6 и ведущим кругом 3. Для устранения зазора между стенками...
Устройство подачи для бесцентрового станка с вращающейся режущей головкой

Номер патента: 967262
Опубликовано: 15.10.1982
Автор: Карл-Густав
МПК: B23D 79/12
Метки: бесцентрового, вращающейся, головкой, подачи, режущей, станка
...3режущую головку (не показана). Навыходе станка расположена натяжнаятележка 4, которая альтернативно принимает на себя движение подачи заготовки 5 или дополняет его. Подающееустройство 2 имеет две пары 6 и 7 роликов. Ролики 8 и 9 пары 6 роликов синхронизированы в их радиально направленном относительно заготовки 5 движении. Ролики роликовой пары лежат на точно противоположных сторонах заготовки. Подающее устройство удерживает каждую заготовку соосно проходному сечению режущей головки. ,Ролики 8 и 9 роликовой пары 6 установлены нак-онно относительно нап равления хода заготовки 5. Оси 10 роликов образуют со средней линией 11 заготовки 5 угол менее 90 ф. Подобно валкам двухвалковой рихтовочной машины они установлены наклонно к 15...
Устройство для бесцентрового шлифования

Номер патента: 1000239
Опубликовано: 28.02.1983
Автор: Юрьев
МПК: B24B 5/18
Метки: бесцентрового, шлифования
...корпуса 4 ведущего круга.Ведущий круг по второму варианту (фиг. 3) содержит корпус 4 с нарезанными на его рабочей поверхности винтовыми канавками так, чтобы уложенная в них трубка 8 из легкодеформируемого материала выступала над рабочей поверхностью корпуса ведущего круга на заданный размер а. 50 Концы трубки на входе и выходе винтовых канавок закреплены на торце корпуса планками 9. Трубка 8 может быть и приклеена к поверхности канавок.По третьему варианту (фиг. 4) корпус ведущего круга имеет кольцевые канавки(корпус может быть выполнен и сборным), в которые уложены резиновые камеры 10. При заполнении камер 10 воздухом (жидкостью) возможно регулирование с одной стороны их жесткости, с другой стороны - размера а выступающей над...
Устройство для бесцентрового шлифования

Номер патента: 1036496
Опубликовано: 23.08.1983
МПК: B24B 5/18
Метки: бесцентрового, шлифования
...общий вид, в разрезе.Устройство для шлифования деталей, например тел вращения, состоит иэ опорного ножа 1, установленного на подвижном основании 2 и размецгенного между шлифовальными кругами 3, кронштейна 4, соединенного с основанием 2 ножа и опирающегося через ролик 5 на направляющую пластину 6, установленную на станине станка. Опорный подвижный ножпосредством регулируемой подставки 7 соединен с загрузочным узлом, который включает пневмогидроцилиндр 8 с установленным внутри него штоком 9, связанным одним концом с поршнем 10, а вторым - с толкателем 11, Деталь 12 располагается на направляющей 13 соосно с толкателем 11 и очистителем 14. Над направляющей 13 расположен барабан 15 с пазами для размещения деталей 12, которые имеют...
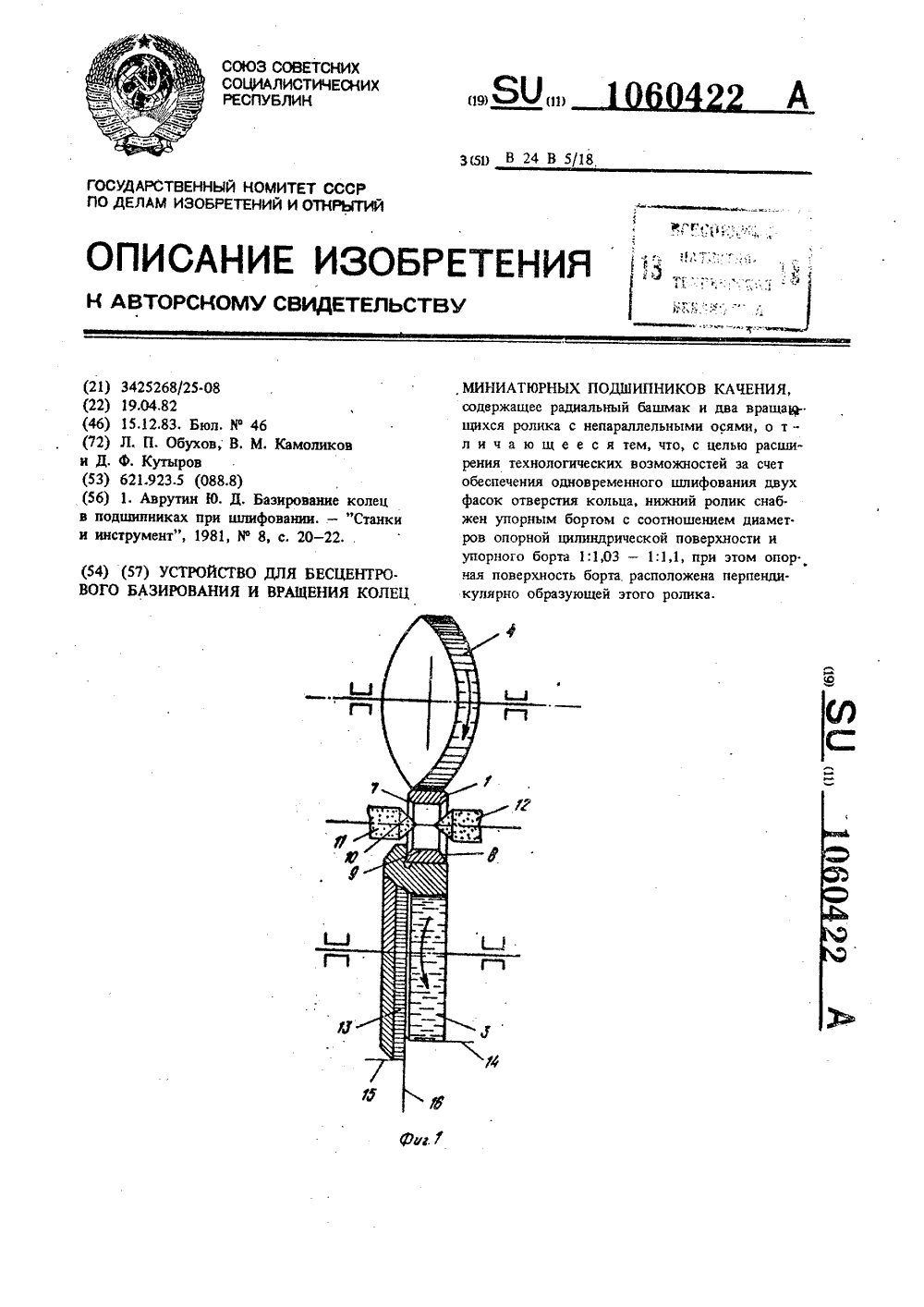
Устройство для бесцентрового базирования и вращения колец миниатюрных подшипников качения
Номер патента: 1060422
Опубликовано: 15.12.1983
Авторы: Камоликов, Кутыров, Обухов
МПК: B24B 5/18
Метки: базирования, бесцентрового, вращения, качения, колец, миниатюрных, подшипников
...кольца приборного подшипника качения.Поставленная цель достигается тем, что. в устройстве для бесцентрового базирования и вращения колец прибориых подшипников качения, содержащем радиальный башмак и.два вращающихся ролика с непараллельными ося.ьи, нижний ролик снабжен упорным бортом с соотношением диаметров опорной цилиндрической .поверхности и упорного борта 1:1,03 - 1:1,1, при этом опорная поверхность борта расположена перпендикулярно образующей это. го ролика.На фиг, 1 схематически показано устройст. во, вид спереди; на фиг. 2 - то же, вид свер. ху.Устройство для бесцентрового базирования и вращения колец 1 миниатюрных подшипни ков качения содержит радиальный башмак 2, нижний ролик 3 и верхний ролик 4 с непарал. лельными осями 5 и...
Устройство для наружного бесцентрового шлифования

Номер патента: 1074701
Опубликовано: 23.02.1984
Авторы: Богданец, Богданович, Паливода
МПК: B24B 5/18
Метки: бесцентрового, наружного, шлифования
...кармана под лотком меньше времени падения заготовки, загрузка не осуществляется. Так как цикл обработки детали заканчивается за время одного оборота ведущего круга, то небольшая скорость вращения ведущего круга является сдерживающим фактором повышения производительности станков.Цель изобретения - повышение надежности работы устройства с увеличением скорости вращения ведущего круга.Поставленная цель достигается,тем, что в устройстве для наружного бесцентрового шлифования, содержащем шлифовальный круг, нож, ведущий круг, выполненный с карманами для загрузки и выгрузки деталей, загрузочный З 5 лоток и отсекатель, на торце ведущего круга выполнены кольцевая канавка и касательно расположенный к ней,паз, при этом отсекатель жестко...
Способ бесцентрового многопроходного шлифования наружной цилиндрической поверхности колец

Номер патента: 1097479
Опубликовано: 15.06.1984
Автор: Поплавский
МПК: B24B 5/18
Метки: бесцентрового, колец, многопроходного, наружной, поверхности, цилиндрической, шлифования
...при котором до обработки коль.ца собирают и базируют на оправке ЗО в гильзе, сжимают в пакет в осевом направлении и перемещают относительно шлифовального круга, разжимают и зажимают пакет кольца после кажцого прокода в очередной гильзе, диаметр кото- . рой выбирают меньшим диаметра предыдущей гильзы на величину снятого за проход припуска.На чертеже изображена схема предложенного способа бесцентрового шлифования наружной цилиндрической поверхности поршневых колец.Обработка производится шлифовальным кругом 1 ведущий круг 2 приводит во вращение пакет сжатых по торцам 45 поршневых колец 3, который находится в контакте с опорным ножом 4. Ведущий круг может быть установлен или под углом или параллельно оси шлифовального круга....
Способ бесцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах

Номер патента: 1115888
Опубликовано: 30.09.1984
Авторы: Дикарев, Кочкин, Марченко, Нестеров
МПК: B24B 5/18
Метки: бесцентрового, большего, валов, диаметра, длинных, заплечиками, концах, тонких, шлифования
...и правящего инструмента. 45Цель изобретения - повышение качества обработки жестких валов, имеющих, кривизну. Поставленная цель достигается тем, что согласно способу перед нача 50 лом шлифования вал разворачивают по отношению к его первоначальному положению в плоскости, делящей пополам двухгранный угол, образованный плоскостью опорной поверхности поддержи вающего ножа и плоскостью, касательной к ведущему кругу в месте его контакта с обрабатываемым валом, на 88 3угол, вел.чину которого определяют из условий обработки, осуществляют разворот рабочего круга в плоскости, проходящей через его ось и линию центров рабочего и ведущего кругов, и одновременно с врезным шлиФованием валу сообщают перемещение по направлению к ведущему кругу и ножу с...
Устройство для бесцентрового шлифования шариков

Номер патента: 1158330
Опубликовано: 30.05.1985
Авторы: Васин, Гундорин, Редько
МПК: B24B 11/02
Метки: бесцентрового, шариков, шлифования
...пересечением биссектрисы угловвпадин винтовой канавки вдвух крайних положенияхих по длине ведущего круга.Изменение углового положения про филя винтовой канавки необходимо для непрерывного и плавного разворота шарика относительно шлифовального круга, что обеспечивает более полную развертку обрабатываемой сферы.На фиг.1 схематически изображено предлагаемое устройство, вид сверху; на фиг.2 - разрез А-А на фиг.1Устройство для бесцентрового шлифования шариков состоит из соединенных с приводом ведущего круга 1 с наружной винтовой канавкой 2 шлифовального круга 3 и опорного ножа 4, установленного на станине.Позициями 5,б и 7 обозначены обрабатываемый шарик, обработанная часть сферы шарика, мгновенная ось вращения шарика,...
Устройство для наружного бесцентрового резьбошлифования

Номер патента: 1238948
Опубликовано: 23.06.1986
МПК: B24B 5/18
Метки: бесцентрового, наружного, резьбошлифования
...по винтовой линии, направление которой соответствует направлению обрабатываемой резьбы. Уголподъема винтовой линии равен углу наклона оси ведущего круга относительно 6поверхности опорного ножа, а расстояние между полюсами по образующей ведущего круга выбирается минимально возможным для данного эластичного материалар но не должнопревышать половину длины 3 обрабатываемой детали,Ведущий круг выступает со стороны захода по отношению к шлифовальномукругу на длину 3 (фиг. 2). Листоваямагнитожесткая резина 7 представляетсобой смесь ферритового обожженногопорошка состава ВаО РеОз с резиной. Удельная поверхность ферритовогомпорошка в смеси 0,2-0,5 - ; магнитнаяф г ф55и.ндукция 0,015 Тл. Вследствие того, что объемное количество бариевого...
Способ управления точностью бесцентрового шлифования и устройство для его осуществления

Номер патента: 1255411
Опубликовано: 07.09.1986
Авторы: Зеленов, Козлов, Скороходов, Шурухт, Щербакова
МПК: B24B 51/00
Метки: бесцентрового, точностью, шлифования
...уменьшаться. Частота вращения шлифовальцаго круга ,15 в станках данного типа - величина постоянная и не управляемая, а час.тата вращения изделия в зоне резания определяется частотой нрашения ведущего круга. Привод ведущего круга всегда управляемый (обычна двигатель постоянного тока с тиристарцым управлением).Получить такие условия абрасатки можно, если частоту вращения ,едущего круга изменять па периодическому закону относительна среднего значения, При этом производительность 11 2станка н пересчет,. на партию деталейостается постоянной и равной этомусреднему значению. Изменение частотывращения детали ат оборота к оборотуце позволяет установиться в зонерезания колебаниям какой-либо частоты, и точность обработки па параметру цОтклонение...
Устройство для наружного бесцентрового шлифования

Номер патента: 1313658
Опубликовано: 30.05.1987
Авторы: Богданец, Богданович, Медяков
МПК: B24B 5/18
Метки: бесцентрового, наружного, шлифования
...секторе 8. Фиксация сектора 8 к неподвижной планшайбе 9осуществляется болтами 10 и сухарями 11, регулировка положения лотка 3относительно приемной поверхности 12опорного ножа 13 - винтом 14.Окно 15, расположенное на выходной части загрузочного лотка 3, предназначено для ввода в лоток управляемого фиксатора 16, который стопорит при насадке станка столб деталей 5 путем фиксации второй детали 5за счет прижатия ее к стенкам лотка.Для прижатия Фиксатора 16 к.детали 5 устройство снабжено пружиной 17,воздействующей на фиксатор 16 черезползун 18.Для отвода Фиксатора 16 от детали 5 устройство снабжено пневмоцилиндром 19 с подпружиненным штоком20, установленным с возможностьк 1взаимодействия с ползуном 18 черезролик 21,Наладка устройства...
Устройство для бесцентрового шлифования

Номер патента: 1333544
Опубликовано: 30.08.1987
Авторы: Вулих, Городецкий
МПК: B24B 5/18
Метки: бесцентрового, шлифования
...и упорным буртиком 7. В обойме5 закреплен магнит 8, На резьбовомконце оправки 1 навинчена гайка 9,в кольцевой канавке которой закреп, лен магнит 10, Магниты 8 и 10 обращены друг к другу полюсами одноименной полярности. Оправку 1 устанавливают в центрах 11 станка (непоказан),Для обеспечения неподвижности оправки 1 передний центр 11 выполнен, ЗОнапример, рифленым.Механизм вращения содержит корпус12 с упорной гайкой 13, в полостикоторого установлена подвижная разрезная втулка 14, внутренняя поверх- з 5ность которой обрезинена. В отверстии корпуса 12 неподвижно установлен подшипник 15, Корпус 12 закреплен на планшайбе 16 станка.Устройство работает следующим образом.Поворотом гайки 9 устанавливаютусилие отталкивания магнитов 8 и...
Способ бесцентрового многопозиционного шлифования и устройство для его осуществления

Номер патента: 1393597
Опубликовано: 07.05.1988
Авторы: Герасимович, Керша, Кукушкин, Ларин, Останин, Полищук, Симаков, Ульянин
МПК: B24B 5/18
Метки: бесцентрового, многопозиционного, шлифования
...участках между загрузочными и выгрузочными лотками.Таким образом, наибольшая производительность обработки достигается при обгоне сепаратором за время од"д Кр 161 4 Ркп+1 ного .о оборота ведущего круга на один выступ.Пусть и - число рабочих позиций или число пазов сепаратора, а К - число выступов ведущего круга 6.При опережении сепаратором ведущего круга 6 (фиг. 1) число его рабочих позиций и должно быть на единицу меньше, т.е. п=К. При опережении сепаратором ведущего круга 6, т.е. когда М =Жд)Ч(Ч, и 4 - скорости вращения сепаратора или деталей относительно оси круга 1; 4 - скорость ведомого круга), рабочая позиция сепаратора совершает один оборот от одной ее загрузки деталью 2 до другой эа время С, равное 360 /Ъ 14 . За это время ведущий...
Способ бесцентрового шлифования

Номер патента: 1516317
Опубликовано: 23.10.1989
МПК: B24B 5/18
Метки: бесцентрового, шлифования
...выверенное расстояние А между центрами кругов.При обработке укладывают обрабатываемую деталь 1 на нож 3, находящийся в крайне нижнем положении. Производят быстрый подвод шпифовального круга 2 и включают вращение обоих кругов. В момент достижения расстояния А между центрами кругов ход шлифовального круга 2 останавливают, включается действие привода механизма подачи ножа 3 (например, от гидро- цилиндра 9 через рычаг 10 на оси 11, соединенной с осью 12 ползуна 4 и штоком гидроцилиндра). Нож 3 вместе с обрабатываемой деталью 1 перемещается вверх, которая снизу упирается одновременно в ведущий круг 7 и шпифовальный круг 2. Задают регулируемую скорость подачи ножа 3, достигаемую, например,.дросселированием и изменением расхода масла в...