Способ изготовления керамических форм методом электролитического осаждения и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
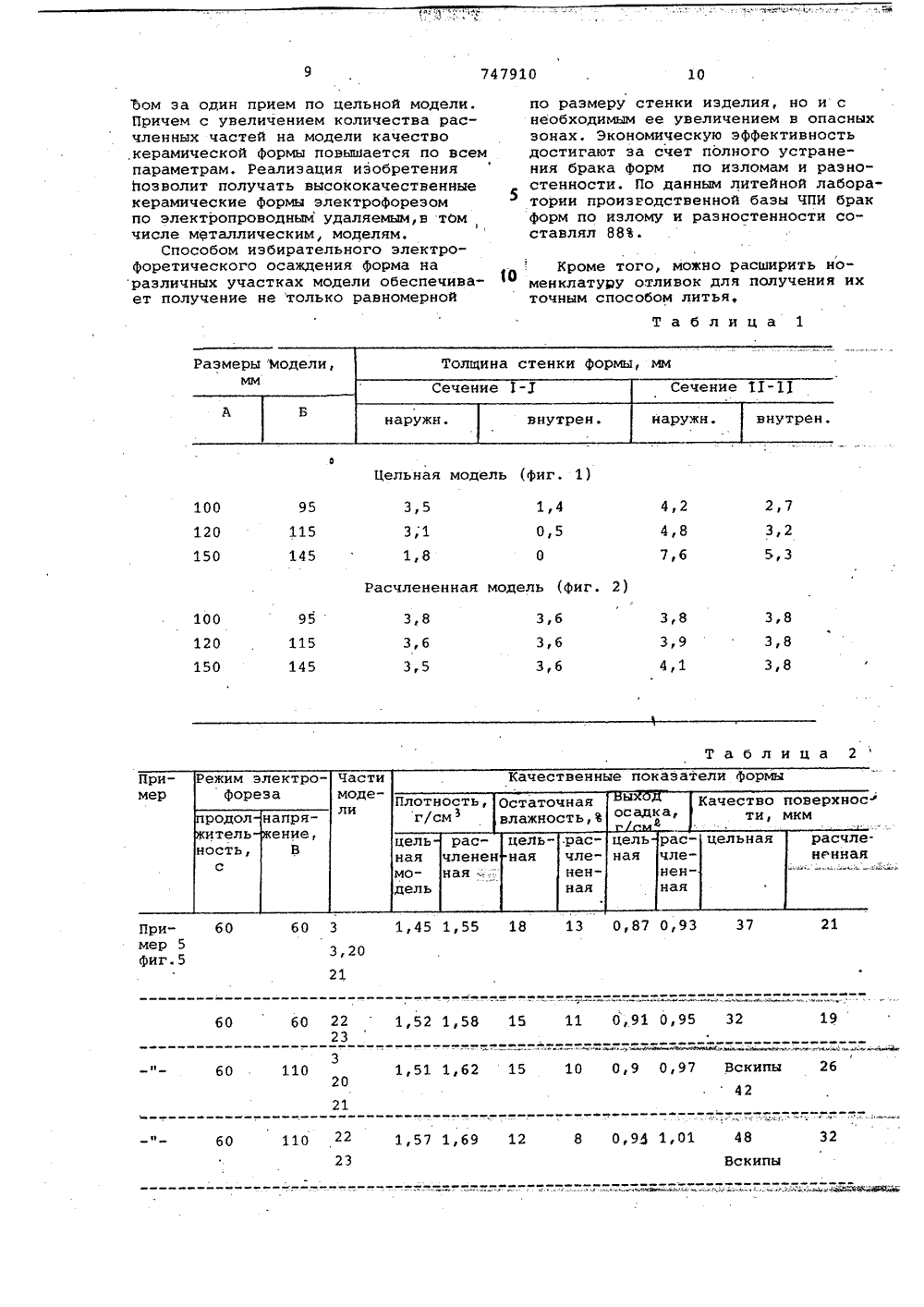
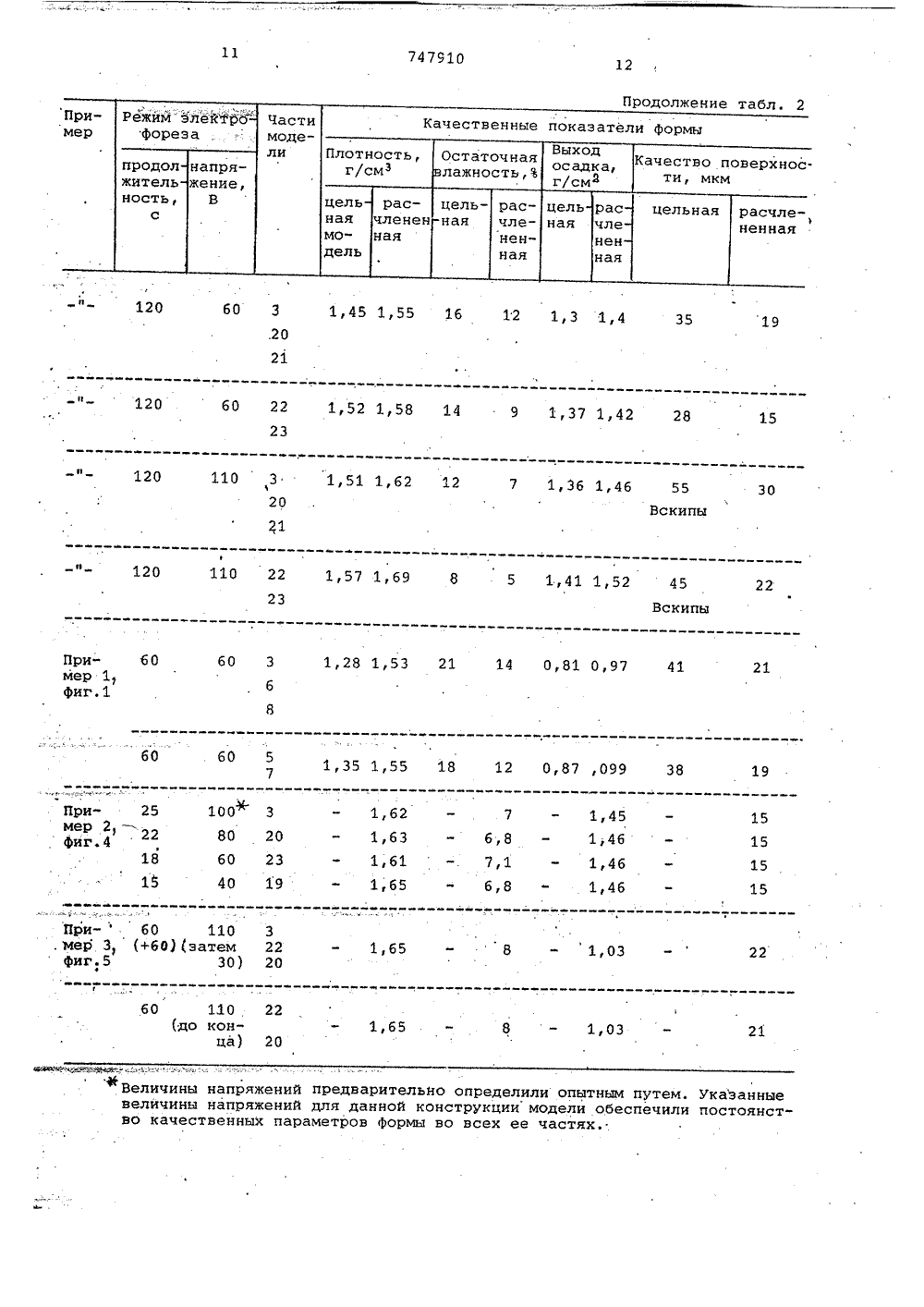
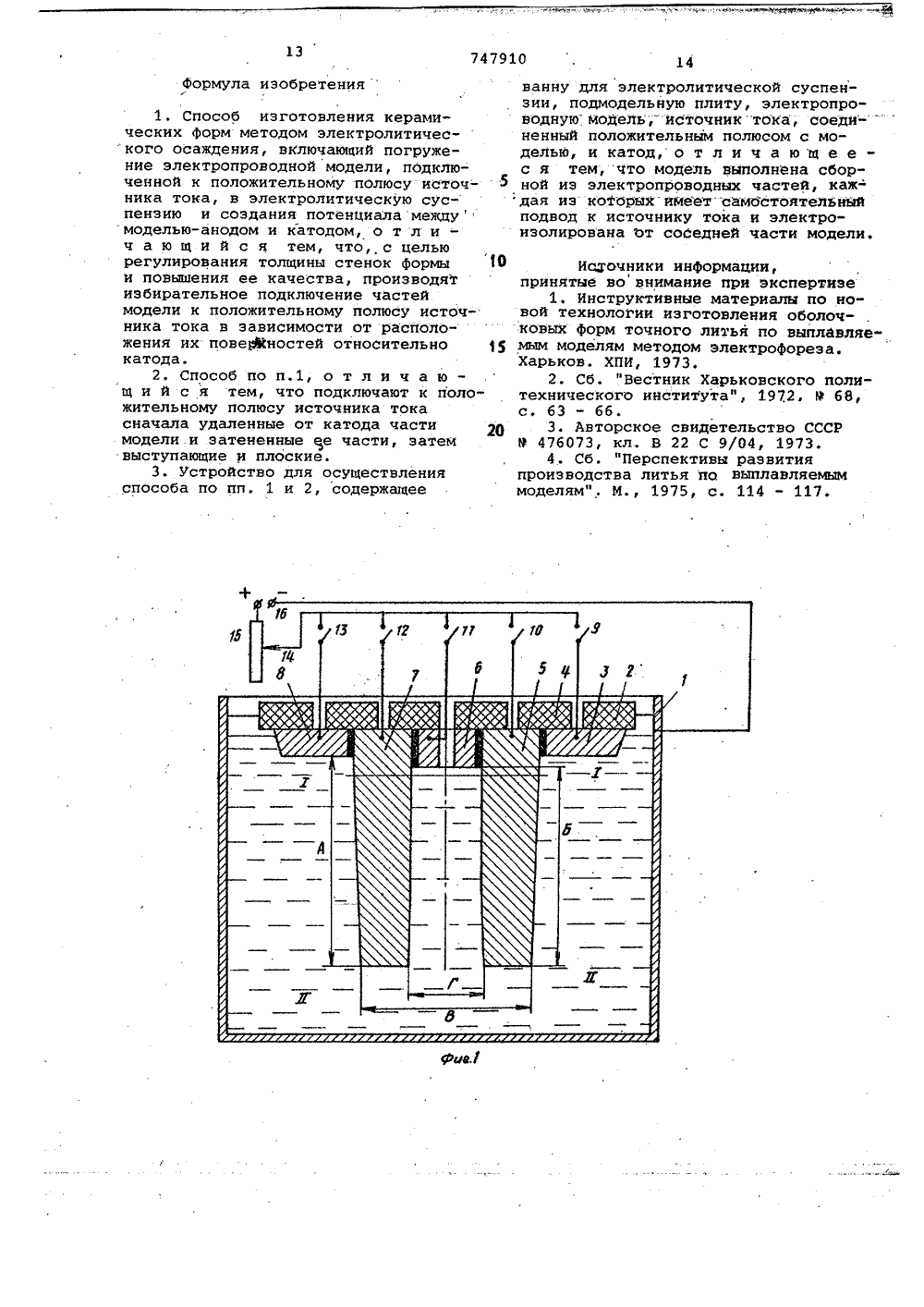
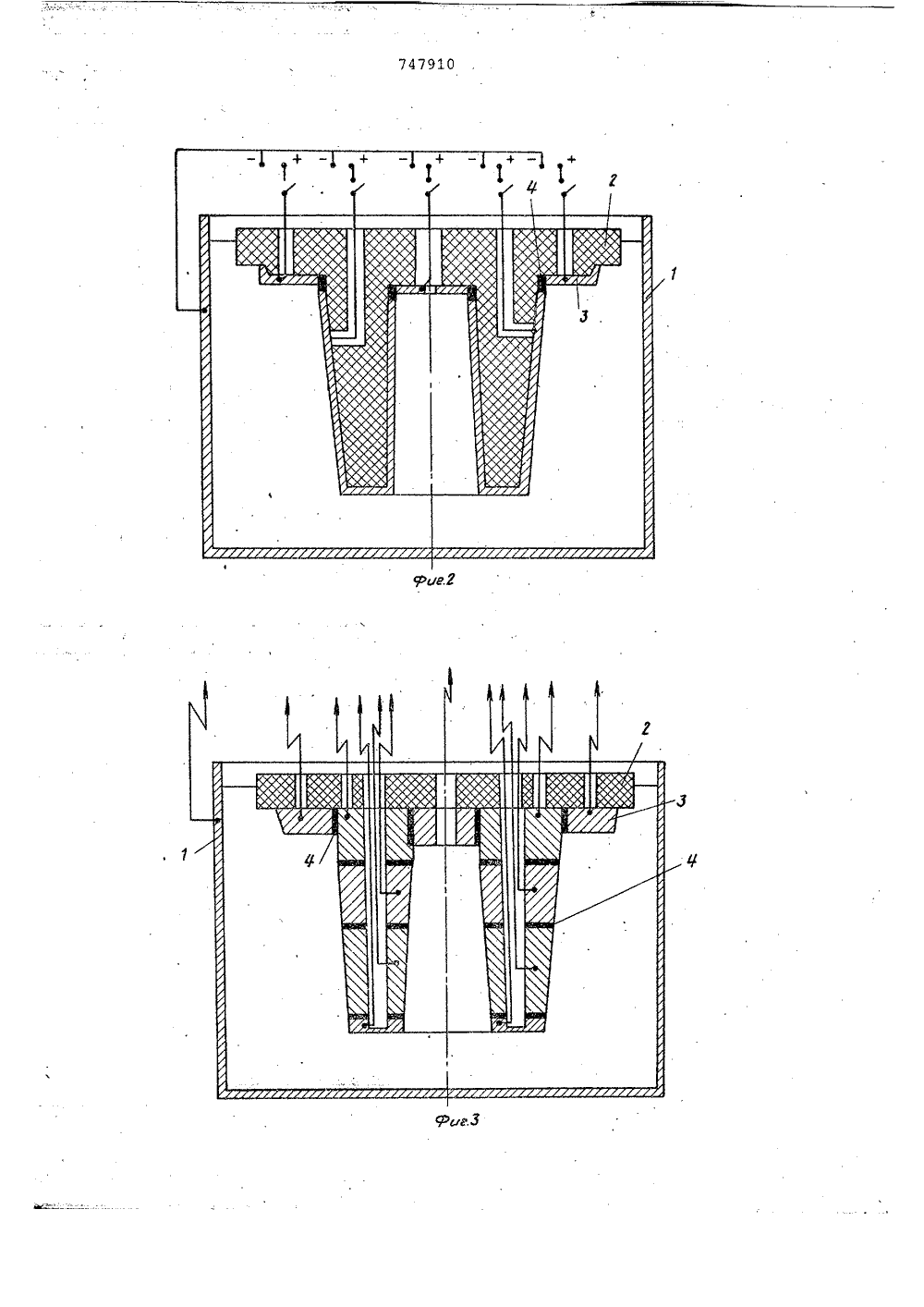
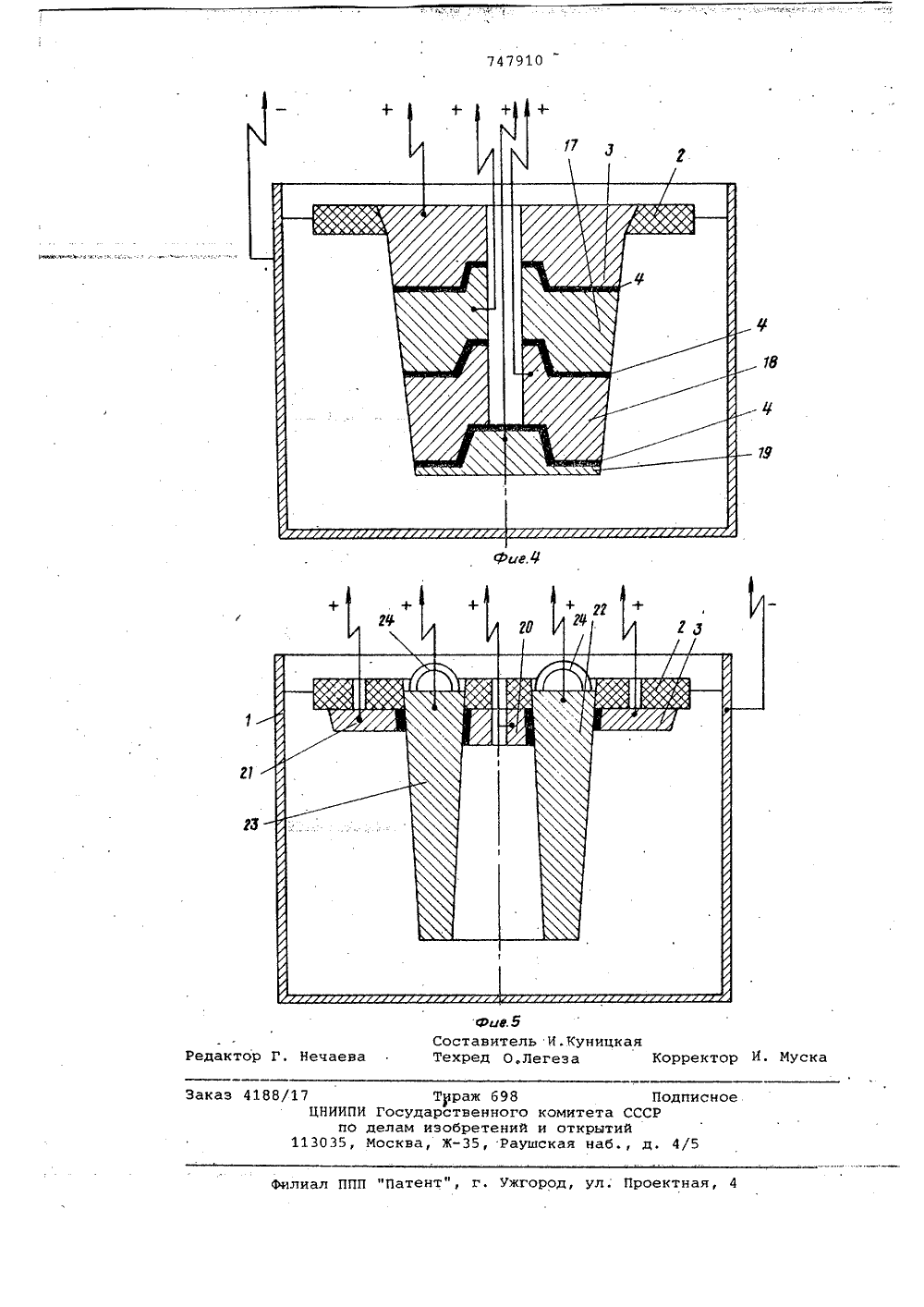
Союз Советских Сощиалистических Республик(22) Заявлено 100278 (21) 2579327/22-02 Р 1)М2 с присоединением заявки йо(23) С 25 0 1/12//В 22 С 9/04 Государственный комитет СССР по делам изобретений и открытий(53) УДК 621. 74. 046: ю 621.742.4(088.8) Дата опубликования описания 1507.80(71) Заявитель Челябинский политехнический институт им. Ленинского комсомола(54) СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ МЕТОДОМ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ 2ГСпособ относится к литейному осаждение суспензии наблюдается на производству, в частности к изготов- выступающих углах модели. лению керамических форм точного С целью уменьшения влияния "тенелитья методом электрофореза, и мбжетвого" эффекта и получения более равбыть использован в керамической про- номерной толщины осаждаемой на модемышленности для изготовления керами- ли керамической формы применяют ческих,изделий. различные приспособления и способыПри изготовлении Формы сложной проведения электрофореза. конфигурации наблюдается неравномер р Известен способ, в котором для увеность толщины ее стенок, развивающая- личения равномерности толщины стенки ся как на выступающих (увеличение тол- Формы при проведении электрофореза щины), так и на углубленных ее участ- модель приводят во вращение вокруг ках (уменьшение толщины). Особенно своей оси или в поступательное движесильная разностенность наблюдается 5 ние вдоль ванны с керамической сусв углублениях модели. Замечено, что пензией. При движении или вращении в, с увеличением размеров выступающей затененные участки модели просачиваютчасти модели по высоте разностенность ся свежие порцйи суспензии,способствуобразующейся на ней керамической Фор- ющие выравниванию толщины керамичесмы увеличивается и в некоторых слу-кого осадка 13 . чаях достигает 100 на разных ее кон- Однако "теневой" эффект не устра" цах, т,е. на дне углубления модели няется полностью, так как при движестенка керамической Формы совсем не нии модели. суспензия проходит в заобразуется.Это вызвано развитием так . тененные участки через "токовый называемого "теневого" эффекта, ког барьер" выступающих частей модели да на выступающих частях модели проис- и теряет значительное количество тверходит осаждение большего количества дых составляющих суспенэии. Оставшаятвердого наполнителя керамической ся, обедненная часть суспензии, просуспензии, чем на затененных, удален. шедшая в затененный участок модели, ных от катода участках. Повышенное не обеспечивает формирование в немСогласно этому способу регулирование осадка на модели осуществляют изменением градиента внешнего напря,жения либо уменьшением расстояния между электродами, либо повышением приложенного к электродам электрического напряжения.Увеличение градиента внешнего напряжения, приложенного к электродам, способствует увеличению выхода осадка и ускорению процесса электрофорез Однако при этом пропорционально рост градиента напряжения увеличивается, разностенность формирующегося на модели керамического изделия. Это связано с тем же недостатком, что и в других способах: источник тока подключают одновременно по всей электро- проводной модели, что вызывает итенсивное осаждение суспензии на выступающих частях модели и слабое осажде ние на электрически затененных,удале - ныхот-электрода участках. Разностенность возрастает с увеличением сложности конфигурации модели, особенно с увеличением размеров выступающих частей и углублений и уменьшением расстояний между ними и ка-тодом.Повысить равномерность размеров стенок формы можно было бы путем избирательного осаждения суспензии на различных участках модели, например, сначала провести осаждение стенок формы в углубленияхи на затенейых участках модели,а затем на остальных участках. Однако известные устройства модели не позволяют осуществить такой процесс избирательного электрофоретического изготовления формы.Известны устройства, применяемые для изготовления керамических Формэлектрофорезом, в которых. для выравнивания размеров толщины стенки форм применяют металлические сетки 3)и 4.В устройстве 3 сетку-электрод закрепляют эквицистантно модели и погружают их вместе в суспензию для проведения электроФорестическогоизготовления Формы. 20 25 а,у ЗО 35 н 40 н 50 55 60 необходимой толщины стенки керамической формы,Это связано с недостатком способа,который заключается в том, что припроведении электрофореза всю электропроводную модель подключают к источнику тока одновременно и осаждениеформы ведут одновременно по всейповерхности модели.Наиболее близким к предлагаемомупо технической сущности и достигаемому результатуявляется способ, включа 0ющий погружение электропроводной модели в электролитическую суспензию исоздание потенциала между модельюанодом и катодом 121 .15 Однако и при этом не исключается неравномерность осаждения формы, так как сохраняется влияние сложности конфигурации токопроводной поверхности модели.Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство, содержащее ванну для керамической суспензии, подмодельную плиту, электропроводную модель, истощении тока, соединенный положительным полюсом с моделью,и электроц 4).В нем для улучшения элетропроводности и обеспечения возможности осаж)цения суспензии в углублениях модели применяют металлические прокладки из фольги), которые устанавливают в углублениях модели. Эти металличес,кие прокладки являются анодными усилителями.Однако модель представляет собой единую электрически, замкнутую цепь по всей ееповерхности, и анодные уеилители включены в общую электрическую цепь, Это вызывает неравномерность распределения плотности электрического тока и, следовательно, образование разностенности формы. Особенно большая разностенность формы развивается с усложнением конфи-гурации модели и степенью размерного отличия ее отдельных частей, а также при применении цельных моделей из высокоэлектропроводных материалов, таких как сталь, алюминий, медь и др так как при этом более интенсивно развивается неравномерность распределения тока по различным участкам модели.По единой электрически замкнутой модели невозможно провести избирательное поочередное) формирование керамического изделия на различных ее участках.Цель изобретения - регулирование толщины стенок формы и повышение ее качества независимо от сложности и конфигурации модели.Это достигается тем, что производят избирательное подключение части модели к положительному, полюсу источника тока в зависимости от расстояния поверхности модели относительно катода.Подключают сначала к положительному полюсу источника тока удаленные от катода части модели, затем затененные ее части, выступающие и плоские.Модель выполнена сборной из электропроводных частей, каждая из которйх имеет самостоятельный подвод к источнику тока и электроизолирована от соседней части модели.На фиг,1 схематично представлено устройство для осуществления способа; на фиг. 2,3,4,5 - то же, варианты конфигурации модели.747910 В форме, полученной предлагаемым способом по расчлененной модели, разница в размерах стенки мала, и ее можно полностью устранить при использовании регулируемого режима электрофореза на отдельных частях модели.П р и м е р 2. Для изготовления формы использовали расчлененную мо" дель по горизонтальным плоскостям (фиг. 4), Порядок изготовления формы принят следующий. Очередность включения частей модели следующая: части 3, 17, 18, 19, Режимы электрофореза. Начальное напряжение изменяли для каждой части до получения начальной удельной плотности тока, равной 0,016 А/см.;)Зремя электрофореэа на каждой части менялось до достижения удельной плотности тока, равной Устройство содержит технологическую ванну 1,в которую погружена подмодельная плита 2 вместе с моделью 3,Последняя выполнена сборной из любогоизвестного электропроводного материала (алюминия, стали, чугуна, графита) . 5Модели можно выполнять из неэлектропроводных материалов, таких как дерево,полистирол,парафин,но с электропрЬводными покрытиями 4,наносимыми раздельно на разные части модели с независимыми подводами электрическоготока.Части 3,5,6,7,8 модели склеиваютс помощью электроизоляционного клея,например эпоксидной смолы, в единуюконструкцию. Поэтому между отдельными электропроводными частями имеютсяэлектроизоляторы 4 из эпоксиднойсмолы. Отдельные части модели соединены независимой связью через выключатели 9, 10, 11, 12, 13, регулятором 14, скользящий контакт 15 систочником тока 16. Причем плюс источника тока подсоединен при анофорезе к модели, а минус соответственнок ванне. Склеенная модель укрепляется 25любым известным способом на подмодельной плите 2, выполненной из электроиэоляционного материала, напримериз текстолита,Электроиэоляционные прослойки 30выполняют малой толщины, напримерв пределах 0,1 - 0,3 мм, в видеэлектроизоляционной краски, напримериэ эпоксидной смолы, клея БФи др.Для изготовления форм согласно З 5способу и устройству керамическиеформы изготовляют методом электроФореза из суспензии следующего состава, вес.Ъ:Песок марки КО 315 39 40Пылевидный кварц 47Электролит (10-ныйр-р гексамета фосфатанатрия) 0,3Вода ОстальноеВязкость суспензии по ВЗ22 с.Суспензию готовят в пропеллерноймешалке. Продолжительность перемешивания составляла 3 ч. Порядок перемешивания: сначала смешивают воду спылевидным кварцем, затем добавляютпесок небольшими порциями и в песоквводят электролит, Из мешалки сус,пензию необходимой порцией заливаютв электролизер. Осажденную электрофорезом Форму высушивают электро- Б .осмосом, отделяют от модели и проводятизмерение размеров.Сравнительные измерения размеровстенки формы и ее качества проводятв двух сечениях: 1-1 и 11-11 (на 60рис, 1). Сечение 1-1 выбрали на удалении от основания модели, равном10 мм, сечение 11-11 на удалении отконца выступающей части, равном5 мм. Модели имели следующие размеры: 65 6высота выступающей части А, величи на углубления Б, наружный диаметр выступающей части В, внутренний диаметр выступающей части (Углубления) Г.Все испытуемые модели имели воздухоотводные каналы из углублений. Опыты проводили каждый раз на свежих порциях суспензии одного и того же состава.П р и м е р 1. Модель, собранную из элекъропроводных частей 3,5,6,7, 8, изолированных друг от друга электроизоляционными прокладками 4, и закрепленную на подмодельной плите 2, погрузили в суспензию, залитую в ванну 1 до уровня, показанного на фиг.1.Изготовление Формы проводили следующим образом. Сначала включили через выключатель 9, 11, 13 части модели 3, б, 8 и провели осаждение суспензии, затем включили через выключатели 10 и 12 части модели 5 и 7 и провели осаждение формы на этих частях. Продолжительность электрофореза во всех случаях составляла 60 с. Электрический режим во всех случаях поддерживался одинаковым: напряжение 60 В, время 60 с. Режим электроосмоса: время 15 мин, напряжение 250 В, В табл.1, приведены сравнительные данные по толщине стенки Форм, полученных по цельной и расчлененной моделям при прочих равных условиях,Как видно из табл.1, разностенность формы, изготовленной по цельной модели, возрастает с увеличением высоты выступающей части, Наблюдается значительная разница в размерах наружной и внутренней (в углублении) стенок формы. А при высоте модели 150 мм на дне углубления стенка формы не образуется. Причем установлено, что с уменьшением размера Г,и изменением отношения 8/Г на цельной модели разностенность формы возрастает.0,003 А/см . Изменение времени для разных частей колебалось от 15 до 25 с. Общее время формообразования одной формы составило 85 с, Замеры размеров формы показали, что средняя толщина стенки равна 6 мм.Отклонение размеров толщины стенки на концах формы не превышало 1,7 (при замерах с точностью до 0,1 мм).П р и м е р 3. В соответствии с заданием необходимо было получить форму с толщийой стенки в основании, равной 6 мм, а на выступе с толщиной, равной 3,5 мм. Для получения Формы применяли регулируемый режим электроФореза и расчлененную модель, схемакоторой представлена на Фиг. 5. Рас,четом установлено, что при достижении толщины стенки, равной 6 мм, конечная удельная плотность тока составляет 0,003 А/см ",а при достижении толщины стенки, равной 3,5 мм, она составляет 0,008 А/см.Порядок изготовления формы. Сначала включили" к источнику тока части модели 3, 20, 21. При достижении удельной плотности тока О,003 А/см понизили напряжение со 110 до 30 В, что обеспечило удельную плотность тока на частях 3,20, 21,равную 0,0005 А/см . Затем, не. выключая части 3, 20, 21, включили части модели 22, 23, и при достижении удельной плотности тока на частях 22, 23, равной 0,008 А/см, все части модели отключили от источника тока. Форму подвергли.электроосмотическому упрочнению по режиму: напряжение 250 В, время обработки 15 мин. Затем из готовой формы удалили извлекаемые части 22, 23, а готовую форму отделили от остальных частей модели. В этом примере показана возможность "осаждения формы на одних частях моделй йри поддержании некоторого тока на других ранее осажденных частях формы для исключения их возвратногб насыщения влагой. Кроме этого, показан вариант разборной модели, позволяющий легко удалять ее части яз готовой Формы известными приемами. 20 35 40 П р и м е р 4. Предлагаемый способ позволяет регулировать качествоФормы как на отдельных участках, таки всей формы в целом. Кроме размерных характеристик, качественными параметрами Формы являются величина выходаосаДка, плотность (удельная объемнаямасса), остаточная влажность послеэлектрофореза и чистота служебной поверхности Формы. ВСе эти параметрывзаимосвязаныи зависят от внешних факторов:величины приложенного напряжения, продолжительности электрофоре за ихарактера расположения отдельных частей модели по отношению к катоду (при анофорезе или к аноду прикатофорезе), При осаждении Формы 5 одновременно по всей поверхностицельной модели, как это выполняютв известных способах, воздействиевнешних Факторов способствует улучшению одних качественных параметровформы и ухудшению других.Отдельные части модели 3 .(Фиг. 3)из электропроводного материала склеены в единую конструкцию, котораясмонтирована на подмодельной плите2 из электроизоляционного материала.Отдельные части модели электроизолированы друг о 1 друга электроизоляционными прослойками 4 в виде клея,например из эпоксидной смолы. Внутриотдельные части модели имеют каналыдля вывода через подмодельную плитуэлектрической проводки 7 к полюсуисточника тока. Ванну 1 подключаютк источнику тока 16 , отрицательныйполюс при анофорезе).г П р и м е р 5. С целью облегченияудаления модели из готовой оболочковой Формы ее выполняют разборной,но собранной в единую конструкциюдля проведения электрофореза, Нафиг, 5 представлена схема разборноймодели с расчлененными по вертикальным плоскостям участкам.После изготовления формы из нееудаляют сначала части 23 и 22 с помощью подъемников 24. Подмодельная,плита 1 и части модели 3, 20, 21выполнены скрепленными вместе. Откаждой части модели имеется электрическая проводка к плюсу источникатока. Ванну 1 подключают к минусуисточникатока 16 при анофорезе.П р и м е р 6. На Фиг. 5 представлен вариант разборной модели, расчлененной по, горизонтальным плоскостям.Для фиксации отдельных частей моделидруг с другом их снабжают знаковымичастями с электроизолированными поверхностями, а скРепляют с помощью винтов из изолирующего материала, напримериз текстолита.Эти варианты расчлененных моделейиспольэовали для выполнения предлагаемого способа,В данном примере осаждение Формыпроводили в два приема на модели,представленной на Фиг. 5, Сначалаосаждали Форму на частях 1, 3, 5,затем на частях 2 и 4. Изменениережимов и качественные показателипо всей поверхности цельной моделии предлагаемым способом избирательного осаждения по расчлененной модели представлены в табл,2, Качествоповерхности определяли по шероховатости в микронах.Анализ результатов испытания, при-веденных в табл, 2,показал, что вовсех случаях качественные показателиформ, полученных предлагаемым способом избирательного осаждения по расчлененной модели, выше, чем качество форм, полученных известным спосо,6 ,б 5 5 Т а а Качественные показатели Фор При- мер стиде ежим элек форезалотность Остаточна г/см влажность и ряиеВ родол итель ность,с расчл ненна а ль рася чле- нен- ная расчлененная цел ная цел ная ененя: ель 13 7 7 0,9,97 51 1,6 б 42 О 22 1,57 1,69 1 23 95 1,01 4 б Вски Ъом эа один прием по цельной модели. Причем с увеличением количества расчленных частей на модели качество керамической Формы повышается по всем параметрам, Реализация изобретения позволит получать высококачественные керамические формы электрофореэом по электропроводным удаляемым,в том числе металлическим, моделям,Способом избирательного электрофоретического осаждения форма на различных участках модели обеспечивает получение не только равномерной по размеру стенки иэделия, но и снеобходимым ее увеличением в опасныхзонах. Экономическую эффективностьдостигают за счет полного устранения брака форм по изломам и разностенности. По данным литейной лаборатории производственной базы ЧПИ бракформ по излому и раэностенности составлял 88. Кроме того, можно расширить номенклатуру отливок для получения их точным способом литья,Качество поверхноссадка. ти мкмР747910 12 Продолжение табл. 2 Режимэлектро фореэа Качественные показатели формы Пример Остаточная лажность,% Качество поверхнос. ти мкм Плотность г/смз(до конца) 20 8 - 1,03 21 1,65 фвеличины напряжений предварительно определили опытным путем. укаэанные величины напряжений для данной конструкции модели обеспечили постоянство качественных параметров формы во всех ее частях. продол житель ность,с При- бО мер 1, фиг.1 Пример 2, -фиг.4. 2218 напряжение,В Частимодели цель расная члененмо- наядель Выходосадка,г/см цель рас ная чле нен ная.7 1. Способ изготовления керамических Форм методом электролитического осаждения, включающий погружение электропроводной модели, подключенной к положительному полюсу источника тока, в электролитическую суспензию и создания потенциаламежду моделью-анодом и катодом, о т л и - ч а ю щ и й с я тем, что с целью регулирования толщины стенок Формы Я и повышения ее качества, производят избирательное подключение частей модели к положительному полюсу источника тока в зависимости от расположения их поверхностей относительно 1 катода.2. Способ по п.1, о т л и ч а ющ и й с я тем, что подключают к положительному полюсу источника тока снаа удаленные от катод ас дО модели.и затененные ее части, затем выступающие и плоские.3. Устройство для осуществления способа по пп, 1 и 2, содержащее ванну для электролитической суспензии, подмодельную плиту, электропроводнуюмодель, источник тока, соединенный положительным полюсом с моделью, и катод,о т л и ч а ю щ е ес я тем,"что модель выполнена сборной из электропроводных частей, каж-дая из которых имеет"самостоятельныйподвод к источнику тока и электроизолирована От соседней части модели. Источники инФормации,принятые во внимание при экспертизе1. Инструктивные материалы по новой технологии изготовления оболочковых Форм точного литья по выплавляемым моделям методом электроФореза.Харьков, ХПИ, 1973,2. Сб. "Вестник Харьковского политехнического институтаф, 1972, 9 68,с, 63 - 66.3. Авторское свидетельство СССР9 476073, кл В 22 С 9/04, 1973.4. Сб. "Перспективы развитияпроизводства литья по выплавляемыммоделям", М., 1975, с, 114 - 117.747910 2 оставител ехред О,Л Нечае едак аказ 4188/ ис лиал ППП "Патент", г. Ужгород, ул, Проектная,тур ЦНИИПИ Государст по делам изоб 3035, Москва, Ж И Куницкаягеза Корректор И, Иуска ж б 98енного кетений и5, Рауюс Поамитета СССРоткрытийкая наб., д.
СмотретьЗаявка
2579327, 10.02.1978
ЧЕЛЯБИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА
НИКИФОРОВ АЛЕКСЕЙ ПАВЛОВИЧ, НИКИФОРОВ ПАВЕЛ АЛЕКСЕЕВИЧ, БАНДУРКИН ВИКТОР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: C25D 1/12
Метки: керамических, методом, осаждения, форм, электролитического
Опубликовано: 15.07.1980
Код ссылки
<a href="https://patents.su/9-747910-sposob-izgotovleniya-keramicheskikh-form-metodom-ehlektroliticheskogo-osazhdeniya-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления керамических форм методом электролитического осаждения и устройство для его осуществления</a>
Устройство для распалубки форм с гибким поддоном с разделительными стенками

Номер патента: 1577968
Опубликовано: 15.07.1990
Авторы: Григорьев, Калабушкин, Климов, Осадчая, Тупиков
Метки: гибким, поддоном, разделительными, распалубки, стенками, форм
...2 - то же, в момент изгиба поддона; на фиг. 3 - в плане без формы.Устройство состоит из смонтированной на основании 1 опоры 2 с двухскатной выпуклой поверхностью 3, формы 4, при этом образующая ВС вершин кривизны выпуклой поверхности расположена под углом к продольной оси устройства и пересекается в плане в центре Д устройства. Опора 2 выполнена в виде отдельных подставок 5 с фиксаторами 6 на их концах, на которые опираются захваты 7 приводов 8.Форма 4 выполнена в виде гибкого поддона 9, на котором закреплены разделительные стенки 10 для формирования изделий 11 из бетонной смесей.Устройство работает следующим образом.После полного твердения изделий 11 форму 4 устанавливают на вершину выпуклой поверхности 3 по линии ВС, при этом...
Поперечная направляющая перегородка кожухотрубного теплообменника

Номер патента: 1638542
Опубликовано: 30.03.1991
Авторы: Брезгин, Купцов, Плотников
МПК: F28F 9/22
Метки: кожухотрубного, направляющая, перегородка, поперечная, теплообменника
...путем снижениявибрации труб,На фиг. 1 изображена поперечная направляющая перегородка с проточками наодной ее стороне; на фиг. 2 - то же, с проточками на обеих сторонах, на фиг. 3 - тоже,с проточками вокруг отверстий соседних рядов, выполненными на противоположныхсторонах.В поперечной направляющей перегородке 1 с отверстиями 2, имеющими диаметр, больший диаметра установленных вних труб 3, по меньшей мере на одной еестороне выполнены вокруг каждого отверстия 2, на части ее толщины, кольцевые проточки 4. Часть перегородки 1 междуотверстием 2 и пррточкой 4 образует уплотнительный элемент 5, конец 6 которогоплотно обжимает трубу 3, Проточки 4 могутбыть выполнены вокруг отверстий 2 на обеих сторонах перегородки 1, образуя уплотнительный...
Суспензия для изготовления многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1039635
Опубликовано: 07.09.1983
Авторы: Воздвиженский, Добродеев, Калашникова, Лобанов, Серебряков
МПК: B22C 1/06
Метки: выплавляемым, многослойных, моделям, оболочковых, суспензия, форм
...по и. 1 и перемешивают; То же,пензии модельного блока, способствуют уменьшению избирательной смачиваемости, снижению количества точечных дефектов на.поверхности формы.При содержании в суспензии микро- порошка алюминия менее 3 снижается прочность формы, увеличивается усадка оболочки. При содержании порошка алюминия более 12 снижается прочность форм после прокалки вследствие. повышения пористости оболочек принезначительном повышении стабильнос- .ти и уменьшении величины.их усадки.При содержании в суспензии графи-. тового наполнителя менее 22 повышается уаадка форм после прокалки, ,15 снижается ее стабильность, уменьшается прочность форм вследствие повышения относительного количества свя- зующего, Если в суспензии наполните-. ля больше...
Пресс-форма для прессования изделий с неравномерной толщиной стенок

Номер патента: 1224103
Опубликовано: 15.04.1986
Автор: Динер
МПК: B22F 3/03
Метки: неравномерной, пресс-форма, прессования, стенок, толщиной
...полость контейнераснабжена стержнями 13 и пружинами 14,которые упираются в регулирующий регулирования обьема париков,например подпружиненными стержнями, равномерно расположенными по внутреннему периметруконтейнера. винт 15. В него входит стопорныйвинт 16,Пресс-форма работает следующим образом.5 При, снятых наружном и формующемпуансонах 3 и 4 н отверстие матрицы 1засыпают порошок. Затем устанавливают эти пуансоны и прикладывают давление Толкающий диск 8, сжимая уп 10 ругий элемент 9, упирается в дистанционную шайбу 10 и через основание 5пуансона передает давление формующейчасти жесткого пуансона 4, которыйперемещается внутри матрицы 1 и сжи 15 мает порошок в вертикальном направлении. Наружный пуансон 3 своим торцомдавит на шарики...
Формующий пуансон для предварительного формования носочно пучковой части заготовки верха обуви

Номер патента: 1292718
Опубликовано: 28.02.1987
МПК: A43D 11/12
Метки: верха, заготовки, носочно, обуви, предварительного, пуансон, пучковой, формования, формующий, части
...осуществле-"ния процесса Формования применяетсямашина известной конструкции, Послеэтог) в полую часть формующего пуансона подается под давлением насыщенный пар. Одновременно вк)почаетсяпривод перемещения пуансона вверх.При этом происходит увлажнение инагревание заготовки с одновременнойее деформацией. 50В связи с тем, что диаметрысквозных отверстий в цен",ральнойчасти больше, чем у стелечной грани,то и интенсивность гигротермическойобработки неравномерна по площадизаготовки, В частности, недеформируемые и мало деформируемые участкизаготовки подвергаются болыпемувоздействию тепла и влаги. Вследствие этого пластичность участков заготовки верха обуви в центральной части выше, чем по ее краям.Кроме того, заготовка верха обуви в центральной...
Предыдущий патент: Способ регенерации щелочных электролитов
Следующий патент: Установка для обработки косого слоя стеблей лубяных культур
Случайный патент: Устройство для определения теплопроводности