Система регулирования положения инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
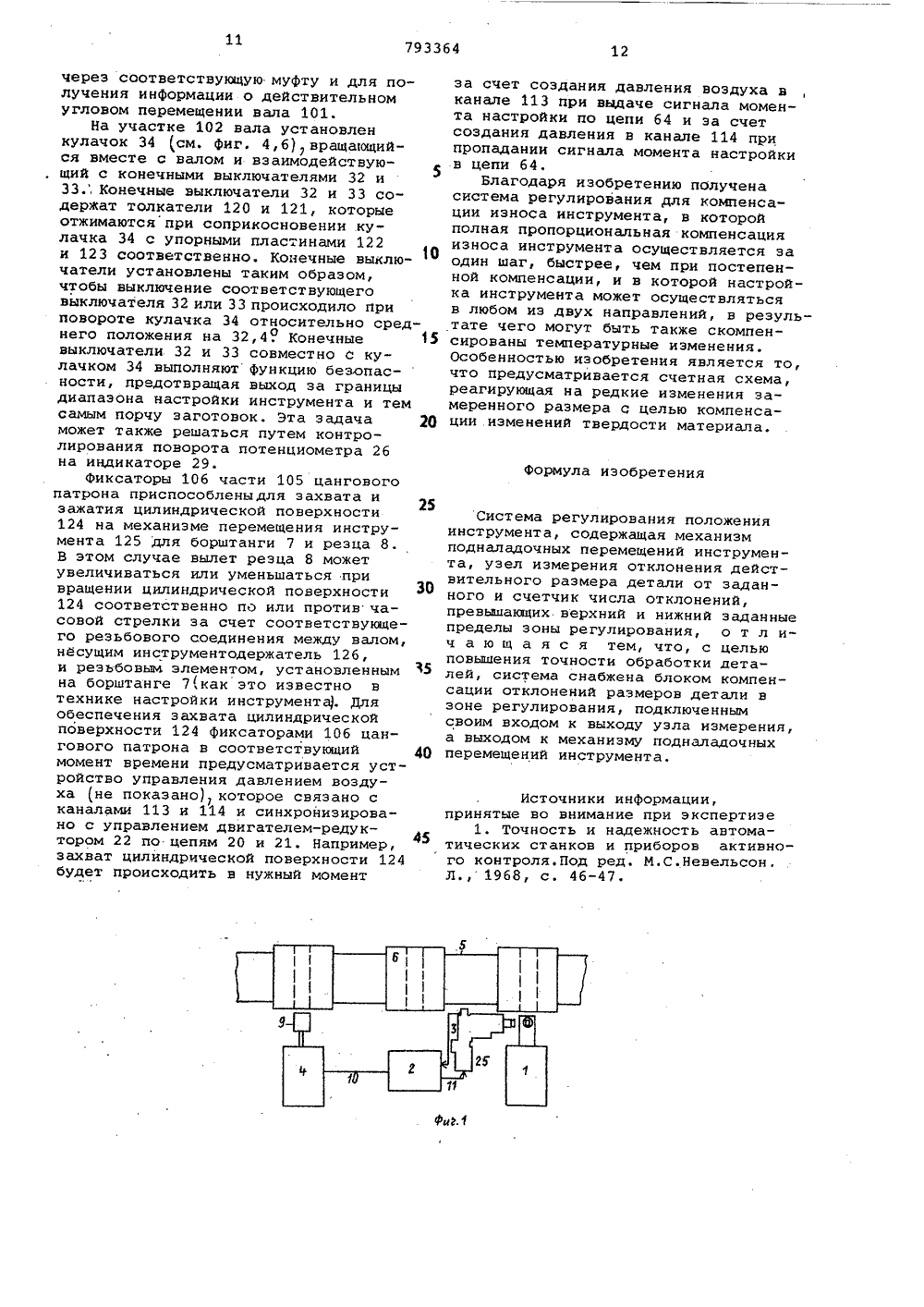
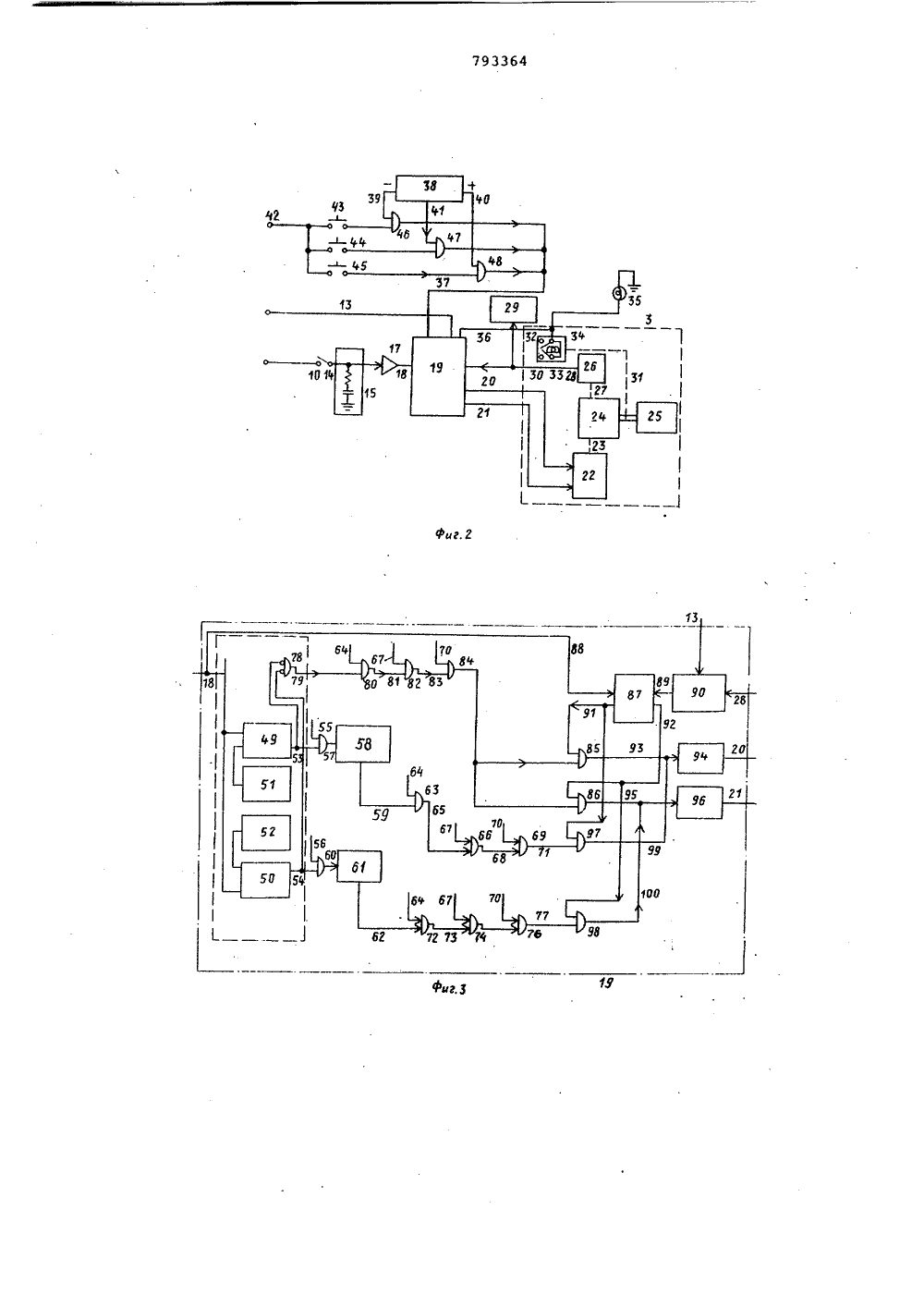
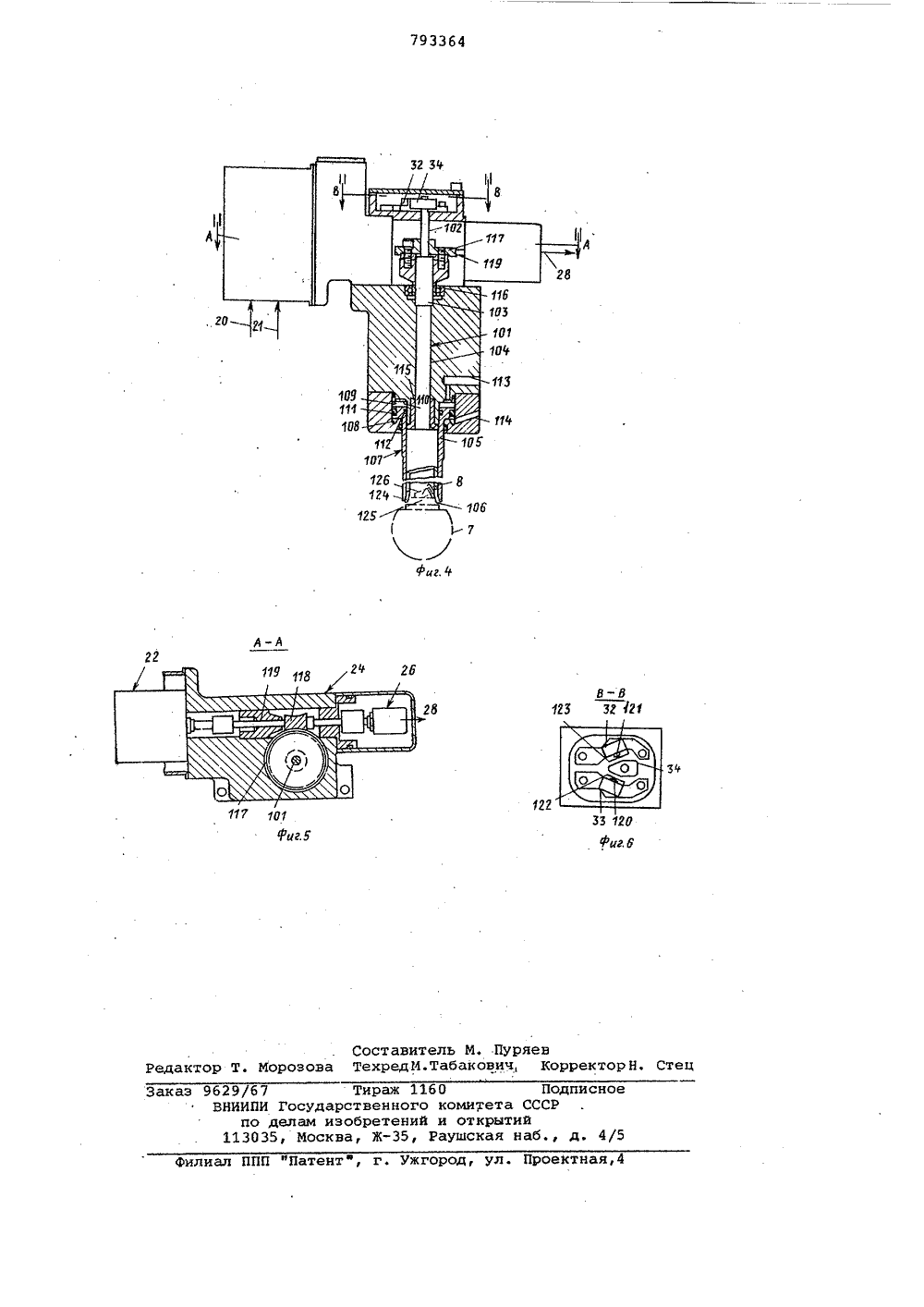
Союз Советскик Социалистических Республик(51)М, Кл,8 В 23 Я 15/00 Государственный комитет СССР по делам изобретений и открытий(088.8) Дата опубликования описания 3112,80 ИностранцыЛоуренс Лайонелл Чиновет и Курт Отто Теч (США)(72) Авторы изобретения Иностранная фирма фДЗЕ КРОСС КОМПАНИ(54 ) СИСТЕМА РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ ИНСТРУМЕНТАдетали ототклоненинижний зарования,жена блокразмеровподключенузла измеподналадота. женной системы регуения инструментание точности обрабо нижащамещот Изобретение относится к системерегулирования положения инструментаи предназначено для компенсации износа инструмента металлорежущегостанка.Известна система регулированияположения инструмента, содержащаямеханизм подналадочных перемещенийинструмента, узел измерения отклонения действительного размера деталиот заданного и счетчик числа отклонений, превышающих верхний и нижнийзаданные пределы эоны регулирования(1Недостатком известной системырегулирования является высокая точность при обработке детали вследствие невозможности "малой" подналадкиинструмента в зоне регулирования,ограниченной верхним и нижним пределами,Целью предлолирования положявляется повыше т ки деталей,Предлагаемая система регулировая положения инструмента, содеря механизм подналадочных пере"ений инструмента, узел измеренйя клонения действительного размера заданного и счетчик числа й, превышающих верхний и данные пределы зоны регулиотличается тем,что она снабом компенсации отклонений детали в зоне регулирования НЫМ СВОИМ ВХОДОМ К ВЫХОДУ рения,а выходом к механизму чных перемещений инструменНа фиг. 1 схематично изображен предпочтительный вариант системы регулирования положения инструмента согласно изобретению в сочетании с датчиком размера, расточным станком и транспортером, каждый иэ которых взаимодействует с несколькими заготовками, находящимися в транспортере. на фиг. 2 - блок-схема системы на фиг. 3 - логическое устройство автоматической настройки инструментат на фиг, 4 - предпочтительный вариант выполнения механизма настройки ин" струмента системы компенсации износа инструмента на фиг. 5 - сечение А-А на фиг. 4; на фиг. б - ограничивающее устройство механизма наладочного перемещениясечение В-В на фиг. 4Система компенсации износа для горизонтально-расточного станка 1 (см. фиг.1) содержит блок 2 управления, которйй связан с механизмом 3 настройки резца и датчиком 4 раз - мера. Система регулирования положения инструмента и расточной станок 1 связаны с транспортером 5, перемещающим заготовки б между множеством позиций, три из которых изображены на фиг. 1. Расточный станок 1 имеет борштангу 7, на которой установлен регулируемый резец или инструмент 8, и которая вращается вместе с резцом 8 при расточке цилиндрического отверстия в заготовках б. После расточки заготовки перемещаются в промежуточную позицию, в которой заготовка остается неподвижной в течение следующей операции расточки. Перед последующей операцией расточки заготовка б перемещается в позицию, в которой датчик 4 размера осуществляет измерение диаметра отверстия в заготовке б путем введения в это отверстие замеряющей головки 9. Например, датчик 4 размера и измеряющая головка 9 могут быть приборами пневматического типа, эамеряющими разность между действительным размером отверстия заготовки и номинальным размером, Предпочтительно, датчик 4 размера выдает в цепь 10 аналоговый сигнал, величи а которого Отображает отклонение размера отверстия заготовки от номинального, а также направление этого отклонения, Блок 2 управления выдает в цепь 11 управляющий сигнал, который через механизм 3 настройки резца осуществляет перемещение резца 8 и принимает по цепи 12 сигнал обратной связи, отображающий действительное перемещение, создаваемое механизмом 3 настройки резца. На фиг. 2 более подробно изобра жены блок 2 управления и механизм 3 настройки резца, при этом последний обведен пунктирной линией. В блок 2 управления по цепи 10 подается сигнал рассогласования с датчика 4 размера и по цепи 13 опорный сигнал с того же датчика. При замыкании выключателя 14 аналоговый сигнал рассогласования, поступающий по цепи 10, подается на конденсатор 15 и заряжает его через резистор 16 до напряжения, отображающего рассогласование в размере отверстия, замеренном датчиком 4 размера. Управление выключателем 14 осуществляется в соответствии с рабочим положением эамеряющей головки 9 в отверстии заготовки б, в результате чего размер отверстия считывается в соответствующий момент времени. Заряд конденсатора 15 через резистор 16 подается на усилитель 17 и далее в цепь 18, Сигнал ошибки по цепи 18 и опорный сигнал поцепи 13 поступают в логическое устройство автоматической настройкиинструмента 19, который реагируетна разность между сигналом расссгласования в цепи 18 и опорным сигналомв цепи 13 и выдает соответствующиекоманды в цепи 20 и 21 на двигательредуктор 22, который, например, может приводиться во вращение по часовой стрелке в ответ на сигнал по цепи20,когда отверстие имеет размер меньше номинального с тем, чтобы увеличитьрадиальный вылет резца, и против часовой стрелки в ответ на сигнал по це пи 21, когда отверстие имеет размербольше номинального с тем, чтобыуменьшить радиальный вылет резца.Двигатель-редуктор 22 имеет выходнойвал 23, который связан с зубчатым Щ редуктором 24, связанным, в своюочередь, с пневматическим патроном25. Величина углового перемещениявала 23 двигателя-редуктора, и следовательно пневматического патрона25,замеряется круговым потенциометром 26, связанным с двигателемредуктором 22 валом 27. Круговойпотенциометр 26 выдает в цепь 28 выходной сигнал, поступающий в логическое устройство автоматическойнастройки инструмента 19, для егосравнения с управляющим сигналом вцепи 20 или 21, в результате чегополное перемещение инструмента может строго и точно контролироваться,Блок 29 индикации принимает поступающий по цепи 28 сигнал, отображающийдействительную величину перемещениярезца, и выдает визуальную информацию о действительном положении резца, 4 О Механизм 3 настройки резца снабжентакже предохранительным устройством30 ограничения хода, которое связанос пневматическим патроном 25, валом31 и содержит конечные выключатели 45 32 и 33, приводимые в действие кулачком 34, установленным на валу 31,и предназначенные для получения информации о том, когда инструмент,находится на граннцах диапазона регулирования. Эта информация подаетсяпо цепи конечного выключателя 32 насоответствующий индикатор, напримерлампу 35, Выходной сигнал предохранительного устройства ограничения хода подается также в логическое устройство автоматическойнастройки инструмента 19 по цепи 36,В логическое устройство автоматической настройки инструмента 19 подаетсятакже сигнал ручной настройки по бО цепи 37, содержащего источник 38 напряжения для подачи отрицательногонапряжения по цепи 39, положительногонапряжения по цепи 40 и регулируемого напряжения по третьей цепи 41. В 65 логическое устройство ручной настрой60 ки с входа 42 подается также разрешающий сигнал, который вырабатывается только тогда, когда борштанга и резец находятся в положении,соответствующем настройке резца.С входа 42 разрешающий сигнал подается на кнопку 43 движения по часовой стрелке, кнопку 44 возврата и кнопку 45 движения ,против часовой стрелки, которые,в свою очередь, пропускают сигнал с входа 42 соответственно, на аналоговые логические схемы И 46, 47 и 48, и по цепи 37 на логическое устройство 19 автоматической настройки инструмента, когда соответствующая кнопка замкнута, а на входе 42 появляется разрешающий сигнал. В соответствии с этим, 15 в цепи 37 возникает отрицательное напряжение с источника 38, когда разрешающий сигнал появляется на входе 42 и замыкается кнопка 43 движения по часовой стрелке, положи тельный сигнал из цепи 40 появляется в цепи 37, когда разрешающий сигнал подается на вход 42 и замыкается кнопка 45 движения против часовой стрелки;и в цепи 37 появляется предварительно установленный потенци;25 ал цепи 41, когда на вход 42 подается разрешающий сигнал и замыкается кнопка 44. Логическое устройство автоматической настройки инструмента 19 реагирует на отрицательное иЗО положительное напряжение цепей 39, 40 и 41 как на сигналы ошибки для приведения патрона 25 во вращение соответственно по часовой или против часовой стрелки. Кнопка возврата используется для приведения резца в заданное положение, которое может быть установлено путем регулировки изменяемого потенциала цепи 41 и является предпочтительно исходным по ложением после установки нового резца. Из изложенного понятно, что обеспечивается как автоматическая настройка резца с помощью механизма 23 настройки резца,таки ручная настройка с помощью кнопок 43,44 и 45.Кроме того, эти настройки осуществляются лишь в тот момент, когда резец 5 р находится в соответствующем положении,.за счет введения блокировок, создаваемых выключателем 14 и разрешающим напряжением на входе 42. Сигнал из цепи 18 см. Фиг. 3), отображающий отклонение размера отверстия от номинального, подается на компаратор 49 верхнего предела и на компаратор 50 нижнего предела. На компаратор верхнего предела подается также эталонное напряжение верхнего предела, например 3,5 В,с генератора 51 эталонного напряжения верхнего предела . и эталонное на,пряжение нижнего предела , например 2,5 В, с генератора 52 эталонного напряжения нижнего предела. Компаратор верхнего предела, при превышении сигналом в цепи 18 эталонного напряжения верхнего предела, выдает в цепь 53 выходной сигнал, указывающий на то, что было замерено слишком большое отверстие, тогда как сранивающее устройство нижнего предела выдает в цепь 54 выходной сигнал, указывакщий на то, что было замерено слишком маленькое отверстие. Если в цепь 53 выдается сигнал, указывающий на то, что имеет место выход за верхний предел, и этот сигнал подается на схему И 55 одновременно с подачей в цепь И 56 сигналаФу указывающего на то, что резец находится в положении настройки, т. е. что борштанга находится в отведенном положении, а элемент настройки резца сцентрирован с патроном настройки резца 25, то по цепи 57 сигнал подается на счетчик 58 верхнего предела, который отсчитывает единицу в свеем счетном регистре. Если на счетчик 58 поступают три последовательных сигнала, указывающих на выход за верхний предел при трех последовательных замерах,. то счетчик 58 выдает в цепь 59 выходной сигнал, указывающий на это обстоятельство. Аналогичным образом, если в цепи 54 присутствует выходной сигнал одновременно с присутствием сигнала момента настройки в цепи И 56, то выдается сигнал по цепи 60 в счетчик нижнего предела 61, который засчитывается в счетном регистре. Если счетчик 61 нижнего предела насчитывает три последовательных сигнала по цепи 60, то он выдает по цепи 62 выходной сигнал,.указывающий на это обстоятельство. Выходной сигнал счетчика 58 верхнего предела по цепи 59 подается на схему И 63, на которую, кроме того, подается сигнал момента настройки по цепи 64. Схема И 63, при наличии сигналов в цепях 59 и 64, выдает по цепи 65 выходной сигнал, который подается на один из входов схемы И 66.На схему И 66 по цепи 67 подается также сигнал, получаемый из сигнала в цепи 36, и являющийся,в частности, синвертированным по отношению к сигналу в цепи 36 для того, чтобы его присутствие указывало на то, что настройка инструмента происходит не на пределах, о чем свидетельствует разомкнутое положение конечных выключателей 32 и 33. При совпадении сигналов в цепях 65 и 67 схема И 66 выдает в цепь 68 выходной сигнал, который поступает на следующую схему И 69. На схему И 69 по цепи 70 сигнал подается тогда, когда не осуществляется ручная настройка с помощью устройства ручной настройки, и эта схема выдает выходной сигналв цепь 71 при совпадении сигналов в цепях 68 и 70.Счетчик 61 нижнего предела выдает выходной сигнал на схему И 72, на которую поступает также сигнал момента настройки по цепи 64, в ре зультате чего эта схема выдает выходной сигнал в выходную цепь 73 при совпадении выходного сигнала со счетчика 61 нижнего предела и сигнала момента настройки в цепи 64. По цепи 73 сигнал подается на схему И 74, на которую также по цепи 67 поступает сигнал отсутствия возврата в исходное положение, в результате чего выходной сигнал выдается в цепь 75 при наличии обоих сигналов в цепях 67 и 73. По цепи 75 сигнал поступает на схему И 76, на которую по цепи 70 подается . также сигнал отсутствия ручной настройки и эта схема выдает в цепь 77 выходной сигнал при совпадении сигна лов в цепях 75 и 70Как очевидно, сигналы в цепях 71 и 77 указывают на то, что: 1)были замерены три последовательных отверстия, каждое из которых соответствен но больше эталона верхнего предела или меньше эталона нижнего предела;2) инструмент находится в положении, соответствующем настройке; 3)инструмент находится в границах диапазона настройки и 4)устройство ручной настройки не работает, Сигналы в цепях 71 и 77 являются разрешающими сигналами, позволяющими перемещать резец на соответствующую величину с целью корректировки разности между диаметром последнего замеренного отверстия и номинальным диаметром. По цепям 53 и 54 сигналы, отображающие соответственно выход за верх ний и нижний пределы, подаются на схему НЕ И 78, которая выдает сигнал в цепь 79, когда сигнал в цепи 18, отображающий отклонение последнего замеренного отверстия, не вы ходит ни за верхний, ни за нижний предел. По цепи 79 сигнал подается на схему И 80, на которую поступает также сигнал момента настройки по цепи 64, в результате чего в цепь 81 выдается сигнал при совпадении сигналов в цепях 79 и 64. Выходной сигнал подается по цепи 81 на схему И 82, на которую по цепи 67 поступает также сигнал, указывающий на то, что не имеет места выход за границы диапазона настройки, в результате чего в цепь 83 выдается сигнал при совпадении сигналов в цепях 81 и 67, По цепи 83 сигнал поступает на схему И, на которую по цепи 70 по- бО дается также сигнал, указывающий на то, что отсутствует ручная настройка инструмента, и которая выдает в цепь 84 выходной сигнал при совпадении сигналов в цепях 83 и 70. Сигнал в цепи 84 является разрешающим сигналом для настройки резца после каждого замера отверстия, когдаразмер отверстия находится междуверхним и нижним пределами, определяемыми эталонными напряжениями источников 51 и 52. Предположимчто отверстие последней замеренной заготовки находится между соответствующими пределами, определяемыми эталонными напряжениями верхнего и нижнего пределов, при этом разрешающий сигнал по цепи 84 подается на схему И 85 вращения по часовой стрелке и на схему И 86 вращения против часовой стрелки. Сигнал в цепи 18, отображающий отклонение размера отверстия заготовки, подается на сервоусилитель 87 по цепи 88, На сервоусилитель 87 по цепи 89 подается также сигнал с детек-.тора 90 изменения, уровень напряжения ь котором первоначально равен трем вольтам, т, е. уровню сигнала, отображающему требуемый размер заготовки.Сервоусилитель сравнивает сигналы в цепях 88 и 89 и выдает выходной сигнал в цепь 91, когда сигнал в цепи 88 указывает на то, что последнее замеренное отверстие имеет уменьшенный размер, и в цепь 92, когда сигнал в цепи 88 указывает на то, что последнее эамеренное отверстие имеет увеличенный размер. Если последнее эамеренное отверстие имеет уменьшенный размер, то при этом совпадение сигналов в цепях 91 и 84 по схеме И 85 приведет к появлению в цепи 93 выходного сигнала, который подается на возбудитель 94 вращения по часовой стрелке, выдающий, в свою очередь, выходной сигнал в цепь 20 для приведения во вращение двигателя-редуктора 22 по часовой стрелке с целью увеличения вылета резца относительно борштанги и увеличения размера отверстия в следующей обрабатываемой части на величину, необходимую для приведения его к требуемому размеру, Другими словами, резец настраивается пропорционально ошибке за один шаг. Если бы обработанная часть имела увеличенный раз - мер и, следовательно, сервоусилитель 87 выдавал бы выходной сигнал в цепь 92, на схему И 86 одновременно поступали бы сигналы по цепям 84 и 92, в результате чего выходной сигнал этой схемы подавался бы по цепи 95 на возбудитель 96 вращения против часовой стрелки, который, в свою очередь, выдал бы сигнал по цепи 21 на двигатель-редуктор 22 для создания вращения этого двигателя-редуктора против часовой стрелки с целью уменьшения вылета резца относительно борштанги и уменьшения тем самым размера отверстия на следующей об55 60 65 рабатываемой части. При настройке резца вращением двигателя-редуктора либо по часовой, либо против часовой стрелки потенциометр 26 выдает по цепи 28 сигнал обратной связи, поступающий в детектор 90 изменений. Детектор изменений выявляет изменение величины напряженияпотенциометра и выдает по цепи 89сигнал, отображающий это изменение.Поскольку происходит изменение положения инструмента, сигнал в цепи 89приближается к управляющему сигналув цепи 88. Когда сервоусилитель 87обнаруживает равенство сигналов вцепях 88 и 89, выходной сигнал в цепи 91 либо 92, вызывающий это изменение,пропадает. По цепи 13 на детектор 90 изменений поступает эталонное напряжение, на которое детектор реагирует таким образом, чтобы по истечении определенного временипосле перемещения потенциометра, выдающего выходной сигнал в цепь 28,выходное напряжение в цепи 89 детектора изменений становилось вновь равным трем вольтам и, тем самым, восстанавливались начальные условия дляследующей настройки инструмента. При замере отверстия, выходящего эа верхний или нижний предел, сигнал в цепь 84 не выдается, как пояснялосьПосле замера трех отверстий, выходящих либо за верхний, либо за нижний предел, как пояснялось, сигнал выдается в цепь 71 или 77 соответственно, и он поступает на соответствующую схему И 97 или 98. При одновременном поступлении на схему И 97выходного сигнала вращения по часовой стрелке с сервоусилителя по цепи91 и сигнала по цепи 71, схема И 97по цепи 99 выдает сигнал на возбудитель 94 вращения по часовой стрелке, выходной сигнал которого в цепи20 вызывает перемещение инструментаза счет вращения по часовой стрелке,как описывалось. При одновременномпоступлении на схему И 98 выходногосигнала вращения против часовойстрелки с сервоусилителя по цепи92 и сигнала по цепи 77, схема И 98выдает по цепи 100 выходной сигнална возбудитель 96 вращения противчасовой стрелки, выходной сигнал которого в цепи 21 обеспечивает настройку инструмента эа счет вращения против часовой стрелки, как пояснялось. Верхний и нижний пределы размера отверстия заготовки 6, устанавливаемые с помощью генераторов эталонных напряжений верхнего 51 и нижнего 52 предела, соответственно, выбираются таким образом, чтобы они полностью находились между верхним и нижним допусками на заготовку б. При не 5 10 15 20 25 ЗО 35 40 45 50 обходимости, могут быть предусмотрены компараторы верхнего допуска и компараторы нижнего допуска в сочетании с генераторами эталонного напряжения верхнего допуска и генераторами эталонного напряжения нижнего допуска, аналогичные блокам 49, 50,51 и 52 соответственно, на которые по цепи 18 подается выходной сигнал для определения момента выхода отверстия заготовки за границы поля допуска. Блок управления может быть приспособ" лен для остановки расточного станка 1 при обнаружении обработанной части, вышедшей эа допуски.Механизм 3 (см. Фиг. 4-6)содержит центральный вращающийся вал 101 с участками 102, 103, 104 и 105 различного диаметра, который может представлять собой сборную конструкцию, состоящую из нескольких соединенных между собой соосных деталей, Участок 105 является, предпочтительно, одной из таких деталей и содержит фиксаторы 106 цангового патрона, слегка отогнутые в сторону от центра и имеющие расположенные вдоль оси прорези, позволяющие сжимать фиксаторы 106 в направлении к центру. Зажимная гильза 107 цангового патрона установлена соосно с участком вала 101 и перемещается относительно последнего в осевом направлении для сжатия фиксаторов 106 при своем движении вниз относи- тельно участка 105 патрона, Гильза имеет наружный фланец 108, который плотно соприкасается с окружающей его цилиндрическои стенкой 109 и с внутренней цилиндрической стенкой 110 при посредстве уплотнений 111 и 112. Фланец 108 разделяет камеру, образованную стенками 109 и 110, на противоположные части, в которые через каналы 113 и 114 в определенные моменты времени подается сжатый воздух. Очевидно, что при понижении давления в канале 114 и повышении давления в канале 113 фланец 108 и связанная с ним гильза 107 будут подаваться вниз и отгибать внутрь фиксаторы 106 участка 105 патрона, При понижении давления в канале 113 и повышения давления в канале 114 гильза 107 будет подаваться вверх относительно участка 105 патрона, позволяя фиксаторам 106 разгибаться наружу.Вал 101 и узел гильзы 107 установлены с вращением в подшипниках 115 и 116. Вал 101 см. фиг, 5)приводится во вращение через редуктор 24, содержащий червячную шестерню 117, установленную на валу 101, и червяк 118, установленный на поперечном валу 119. Вал 119 приводится во вращение двигателем 22 с эубчатым редуктором через соответствующую муфту. Потенциометр 26 обратной связи приводится во вращение валом 119через соответствующую муфту и для получения информации о действительном угловом перемещении вала 101.На участке 102 вала установлен кулачок 34 (см. Фиг, 4, 6)вращающийся вместе с валом и взаимодействующий с конечными выключателями 32 и 33., Конечные выключатели 32 и 33 содержат толкатели 120 и 121, которые отжимаются при соприкосновении кулачка 34 с упорными пластинами 122 и 123 соответственно, Конечные выключатели установлены таким образом, чтобы выключение соответствующего выключателя 32 или 33 происходило при повороте кулачка 34 относительно среднего положения на 32,4 о Конечные 15 выключатели 32 и 33 совместно с кулачком 34 выполняют функцию безопасности, предотвращая выход за границы диапазона настройки инструмента и тем самым порчу заготовок. Эта задача 2 О может также решаться путем контролирования поворота потенциометра 26 на индикаторе 29.Фиксаторы 106 части 105 цангового патрона приспособленыдля захвата и эажатия цилиндрической поверхности 124 на механизме перемещения инструмента 125 для борштанги 7 и резца 8. В этом случае вылет резца 8 может увеличиваться или уменьшаться при вращении цилиндрической поверхности 124 соответственно по или против часовой стрелки за счет соответствующего резьбового соединения между валом, несущим инструментодержатель 126, и реэьбовым элементом, установленным 35 на борштанге 7(как это известно в технике настройки инструмента. Для обеспечения захвата цилиндрической поверхности 124 фиксаторами 106 цангового патрона в соответствующий 40 момент времени предусматривается устройство управления давлением воздуха (не показано) которое связано с каналами 113 и 114 и синхронизировано с управлением двигателем-редуктором 22 по цепям 20 и 21. Например, захват цилиндрической поверхности 124 будет происходить в нужный момент за счет создания давления воздуха в канале 113 при выдаче сигнала момента настройки по цепи 64 и эа счет создания давления в канале 114 при пропадании сигнала момента настройки в цепи 64.Благодаря изобретению получена система регулирования для компенсации износа инструмента, в которой полная пропорциональная компенсация износа инструмента осуществляется за один шаг, быстрее, чем при постепенной компенсации, и в которой настройка инструмента может осуществляться в любом иэ двух направлений, в результате чего могут быть также скомпенсированы температурные изменения. Особенностью изобретения является то, что предусматривается счетная схема, реагирующая на редкие изменения эамеренного размера с целью компенсации изменений твердости материала.формула изобретенияСистема регулирования положения инструмента, содержащая механизм подналадочных перемещений инструмента, узел измерения отклонения действительного размера детали от заданного и счетчик числа отклонений, превышающих верхний и нижний заданные пределы зоны регулирования, о т л ич а ю щ а я с я тем, что, с целью повышения точности обработки деталей, система снабжена блоком компенсации отклонений размеров детали в зоне регулирования, подключенным своим входом к выходу узла измерения, а выходом к механизму подналадочных перемещений инструмента.Источники информации,принятые во внимание при экспертизе1. Точность и надежность автоматических станков и приборов активного контроля,Под ред, М.С.Невельсон,Л., 1968, с. 46-47.793364 1 гю ЩЩ Г г в 26 12 Составитель М. Пуряеведактор Т. Морозова ТехредИ.Табакович, Корректор Н. Филиал ППП "Патент", г, Ужгород, ул. ПроеКтная,4 С;) Заказ 9 б 29/б 7 Тираж 11 ВНИИПИ Государственного по делам изобретений 113035, Москва, Ж, 33 12 Фиг О Подписное комитета СССРи открытий аушская наб., д. 4/5
СмотретьЗаявка
2024402, 15.05.1974
Заявитель I В п Г;: .; , f j, :2fi Лайонелл Чиновет и Курт Отто Теч Иностранцы
ЛОУРЕНС ЛАЙОНЕЛЛ ЧИНОВЕТ, КУРТ ОТТО ТЕЧ
МПК / Метки
МПК: B23Q 15/00
Метки: инструмента, положения
Опубликовано: 30.12.1980
Код ссылки
<a href="https://patents.su/8-793364-sistema-regulirovaniya-polozheniya-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Система регулирования положения инструмента</a>
Способ настройки инструмента с двухрядными направляющими для обработки глубоких отверстий

Номер патента: 1754342
Опубликовано: 15.08.1992
Авторы: Киселев, Лузгин, Мокроносов, Радощекин, Халин, Югов
МПК: B23B 29/02
Метки: глубоких, двухрядными, инструмента, направляющими, настройки, отверстий
...кромку 1 инструмента. ложения шариков на конусных беговых дорожках, установленных на размер обработки, производйтся с помощью гайки, а опорные кольца, контактирующие с пру жиной, имеют уклон беговых дорожек меньше 45 и установлены на хвостовике но скользящей (ограниченной подвижности) посадке, то в случае возрастания нагрузки, например по причине притупления режу щей кромки и сужения отверстия, опорныйузел инструмента, лишенный возможности быстродействия (быстрого сброса установленного диаметра опорного узла), в особенности при элементах качения в видевторого ряда в этом инструменте использованы в виде витых цилиндрических:роликов3 диаметром 25,4 мм, длиной 47 мм, внут 10 15 20 вая дорожка 5 хвостовика имеет диаметр 35 40 50 Ниже...
Устройство для настройки передаточного отношения кинематической цепи зубообрабатывающего станка

Номер патента: 1085717
Опубликовано: 15.04.1984
МПК: B23F 23/00
Метки: зубообрабатывающего, кинематической, настройки, отношения, передаточного, станка, цепи
...передач 3 пятискоростных реверсивных коробок скоростей. 55 Первая 4 из коробок скоростей, непосредственно связанная с входным ва" лом 1, соединена с пятью последова 717тельно расположенными суммирующими механизмами 5, последний иэ которых соединен с выходным валом 2.Суммирующие механизмы 5 связаны редуцирующими кинематическими цепями 6 с остальными пятью пятискоростными реверсивными коробками 7-11 скоростей соответственно(кроме первой). Редуцирующие кинематические цепи выполнены из комбинаций редукторов 12 с передаточным отношением 1/10 и редукторов 13 с передаточным отношением 1/100. Передаточные отношения этих цепей равны 1/10, 1/100, 1/ 1000, 1/10000, 1/100000.Пятискоростная реверсивная коробка скоростей состоит из блока 14...
Система автоматической настройки инструмента на станках с чпу

Номер патента: 1065091
Опубликовано: 07.01.1984
Автор: Прудников
МПК: B23B 25/06
Метки: автоматической, инструмента, настройки, станках, чпу
...59 соеди".ен со входом регистра 60 буферной памяти. Выход регистра 60 буферной памяти соединенсо входом сумматора 59, входом кодопреобразонателя 61 и входом дешифратора 63, а нход регистра 60 буферной памяти соединен с выходом сумматора 59 и выходом шифратора 62Выход шифратора 62 соединен со входом регистра 60 буферной памяти, а вход шифратора 62 с выходом блока 50 коррекции УЧПУ 47.Выход фотосчитывающего устрой" ства 49 соединен со входом блока 48 ввода данных, а выход блока 48 ввода данных соединен со входомгенератора 51 скорости и входом интерполятора 52. Выход блока 53 установки в нулевое положение соединен со входом блока 48 ввода данных. Выход генератора 51 скдрости соединен со входом интерполятора 52, выход которого,в...
Способ настройки инструмента стана поперечно-винтовой прокатки

Номер патента: 515538
Опубликовано: 30.05.1976
Авторы: Гремяков, Матурина, Потапов, Стыркин
МПК: B21B 19/00
Метки: инструмента, настройки, поперечно-винтовой, прокатки, стана
...прокатки, подается в очаг деформации, где захватывается развернутымп на угол подачи вращающимися валками 2 В промежутках между валками металл заготовки 1 удерживается направляющими дисками 3, которые наклонены в сторону вращения рабочего валка, но противоположную направлению вращения заготовки. Предварительный наклон направляющих дисков позволяет перекрыть зазоры между валками и дисками в местах реального затекания прокатываемого металла. Явление затекания металла в местах его выхода из-под приводных валков обусловлено тем, что из-за наличия трения скольжения о диски прокатываемый металл испытывает деформацию сдвига и течет в радиальном направлении.Зазоры между валками и дисками, образующиеся при наклоне дисков с другой стороны...
Способ настройки инструмента

Номер патента: 700229
Опубликовано: 30.11.1979
Авторы: Гулько, Подпояскин, Светличный
МПК: B21D 5/06
Метки: инструмента, настройки
...профилирования, совмещают с ней20ось симметрии стола, несущего всгоМогательный инструмент, устанав.г:инают этот инструментна заданныйразмер относительно оси профилирсваНия, а после этого монтируют формующие валки,На чертеже показана схема установкибоковых вспомогательных роликов и направляющих планок в профилегибочномстане среднего типа,На профилегибочном стане 1, сосТоящем в среднем из 8-12-ти клетей 2для станов среднего типа, наладкудРофилироночного инструмент начинают с установки вспомогательного профи"Лировочного инструмента. в пространствемежду свободньъпт шпинделям, 3 двухсоседних клетей 2,На станине 4 в пространстве между свободными шпинделями 3 установ Плены столы 5 вертикальной настройки сгнездами для крепления...
Предыдущий патент: Способ изготовления литейных форм вакуумной формовкой и устройство для его осуществления
Следующий патент: Устройство для обработки методом копирования
Случайный патент: Компрессорная установка