Способ определения непрокатанной длины слитка в функции угла поворота прокатных валков и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
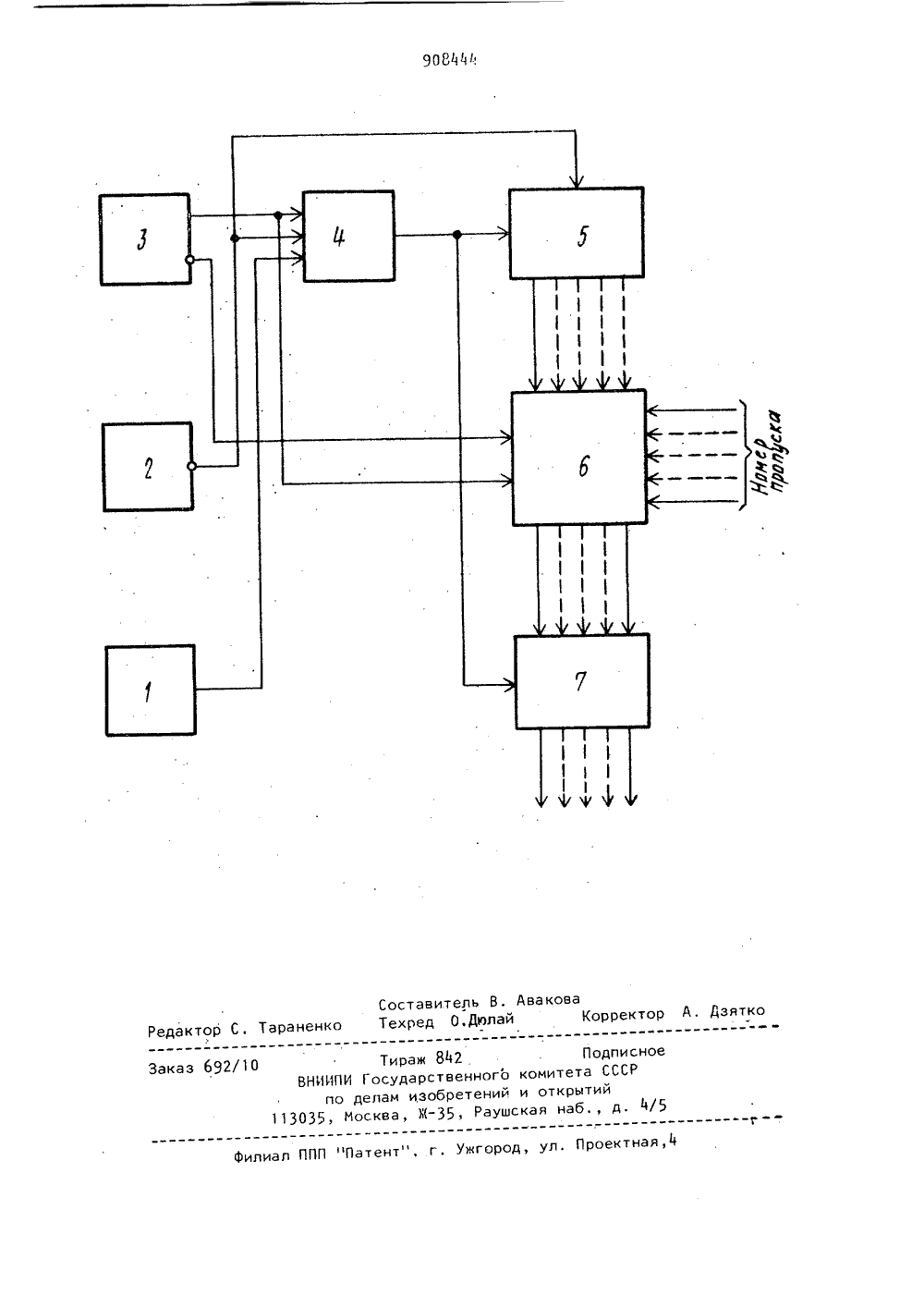
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Сфюа СоветсикСецналистичесиикРеспублик и 908444(51) М. Кл. В 21 В 37/00 Ввсудерстааеы 11 каектвт СССР ае аеаеа взебретеккй к вткрыткй.01(088.8) Я.ф, Бигун и В.Н. ИаксимчукКиевский институт автоматики и , ХХ 7 съезда КПСС(54) СПОСОБ ОПРЕДЕЛЕНИЯ НЕПРОКАТАННОЙ ДЛИНЫ СЛИТКА В ФУНКЦИИ УГЛА ПОВОРОТА ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ 10 15 Изобретение относится к автоматизации прокатного производства и может быть использовано для определе" ния начала торможения прокатного дви- гателя.Известен способ определения непрокатанной длины слитка в функции угла поворота прокатных валков. По этому способу задают базовый участок и коэффициент К, равный кратности расстояния от конца базового участка до оси прокатных валков к длине базового участка.Затем измеряют непрокатанную длину слитка в функции угла поворота прокатных валков при прохождении задним концом слитка базового участка, а также текущее значение расстояния от конца базового участка до конца слитка в функции поворота прокатных валков в текущем пропуске,После этого определяют текущее значение расстояния от конца базового участка до конца слитка в функции угла поворота прокатных валков,приведенное к масштабу длины базового участка по отношению к расстоянию от конца базового участка дооси прокатных валков делением накоэффициент К,Текущее значение непрокатаннойдлины слитка в функции угла поворотапрокатных валков Определяют вычитанием приведенного текущего значениярасстояния от конца базового участкадо конца слитка иэ базовой непрокатанной длины слитка в функции углаповорота прокатных валков 1 Ц .Недостатком данного способа является недостаточная точность определения текущей непрокатанной длиныслитка в функции угла поворота прокатных валков, ьызвайная дискретностью определения текущей непрокатанной длины слитка, которая в Краз больше дискретности измеренияугла поворота прокатных валков, инелинейностью коэффициента удлине5 3 908 иния металла в прокатных валках подлине слитка, которая сказываетсяна значении коэффициента К.Кроме того, в данном способеограничена область применения из-заневозможности определения текущейнепрокатанной длины в функции углаповорота прокатных валков для слитков, длина которых меньше расстояния от начала базового участка до 1 Ооси прокатных валков.Устройство, реализующее указанныйспособ, содержит датчики начала иконца базового участка, датчик углаповорота прокатных валков, датчикналичия металла в прокатных валках,реверсивный счетчик с суммирующими вычитающим входами, делитель час-,тоты на вычитающем входе реверсивного счетчика, 20При прохождении слитком базовогоучастка в реверсивный счетчик отимпульсного датчика угла поворотапрокатных валков заносится количествоимпульсов, пропорциональное базовойнепрокатанной длине слитка в функцииугла поворота прокатных валков.Для определения текущей непрокатанной длины слитка в функции углаповорота прокатных валков на вычитаю-З 0щий вход реверсивного счетчика черезделитель частоты поступают импульсы. с датчика угла поворота прокатныхвалков, Коэффициент деления делителя частоты равен кратности расстоя 35ния от датчика конца базового участка до оси прокатных валков к длинебазового участка - К,Недостатком устройства, кроме недостатков, присущих данному способу, 40является также погрешность установкидатчиков начала и конца базовогоучастка, которая сказывается на значении коэффициента К,Наиболее близким к предлагаемомупо технической сущности к, достигаемому результату является способ определения непрокатанной длины слиткав функции угла поворота прокатныхвалков (вычитательное приводов УВ-П),50в котором точность определения текущей непрокатанной длины слитка вфункции угла поворота прокатных валков выше из-за устранения погрешности от дискретности измерения углаповорота прокатных валков.55Этот способ включает измерениенепрокатанной длины слитка в функцииугла поворота прокатных валков от 4конца базового участка до оси прокатных валков, измерение текущегозначения расстояния от конца базового участка до заднего конца слиткав функции угла поворота прокатныхвалков в текущем пропуске, а такжеопределение текущейнепрокатаннойдлины слитка в функции угла поворота прокатных валков.Недостатком способа является недостаточная точность определения текущей непрокатанной длины слитка вфункции угла поворота прокатных валков, вызванная увеличением базовойнепрокатанной длины слитка в К раздля получения непрокатанной длиныслитка в функции угла поворота валков от конца базового участка до осипрокатных валков (при этом погрешность базовой непрокатанной длиныслитка также увеличивается в К раз) инелинейностью коэффициента удлиненияметалла в валках по длине слитка,которая сказывается на значении коэффициента К,Кроме того, в данном способе ограничена область применения из-заневозможности определения текущейнепрокатанной длины в функции углаповорота прокатных валков для слитков, длина которых меньше расстояния от начала базового участка дооси прокатных валков,Устройство, реализующее указанный способ, содержит датчик наличияметалла в прокатных валках, схему И,датчик конца слитка, датчик угла поворота прокатных валков, суммирующийи вычитающий счетчики, причем первыйвыход датчика наличия металла в прокатных валках соединен с первым входом схемы И 2 .Недостатком устройства, кроме недостатков, присущих указанному способу, является также погрешность установки датчиков начала и конца базового участка и связанная с этимпогрешность определения коэффициента К.Цель изобретения - повышение точности определения текущей непрокатанной длины слитка в функции углаповорота прокатных валков и расширение области применения.Указанная цель достигается тем,что в слособе определения непрокатанной длины слитка в функции углаповорота прокатных валков, включающем измерение непрокатанной длины5 9084 слитка в функции угла поворота прокатных валков от конца базового участка до оси прокатных валков и измерение текущего значения расстояния от конца базового участка до5 заднего конца слитка в функции угла поворота прокатных валков в текущем пропуске, а также определение текущей непрокатанной длины слитка в функции угла поворота прокатных валков, дополнительно измеряют непрокатанную длину слитка от конца базового участка до оси прокатных валков в одноименном пропуске предыдущего слитка, а определение текущей непрокатанной длины слитка осуществляют вычитанием текущего значения расстояния от конца базового участка до оси прокатных валков в текущем пропуске из значения непрока- рр танной длины слитка от этого же конца базового участка до оси прокатных валков в одноименном пропуске предыдущего слитка. Связь прямого выхода датчика наличия металла в прокатных валкахсо входомСчитывание" блока памятипозволяет считывать код непрокатанной длины слитка в функции углаповорота прокатных валков от датчи 1ка конца. слитка до оси прокатных валков для одноименного пропуска предыдущего слитка в вычитающий счетчик .по его установочным входам, связанным с информационными выходами блока памяти.Связь счетного входа вычитающего счетчика с выходом схемы И позволяет получить на выходе вычитающего счетчика код текущей непрокатанной длины слитка в функции угла поворота прокатных валков для текущего пропуска. 25В устройство определения непрокатанной длины слитка в функции угла по ворота прокатных валков, содержащее датчик наличия металла в прокатных валках, схему И, датчик конца слитка, датчик угла поворота прокатных валков, суммирующий и вычитающий счетчики, причем первый выход датчика наличия металла в прокатных валках соединен с первым входом схемы И дополнительно введен блок памяти,информационные входы которого соединены с выходами суммирующего счетчика, а выходы блока памяти соединены с установочными входами вычитающего счетчика, вход "Запись" блока памяти соединен с вторым выходом датчика наличия металла в прокатных валках, вход "Считывание" соединен с первым выходом датчика наличия металла в прокатных валках, а адресные входы блока памяти соединены с клеммами "Номер пропуска" блока управления прокатным станом, причем выход датчика конца слитка соединен50 со вторым входом схемы И и входом "Сброс 0" суммирующего счетчика, выход датчика угла поворота прокатных валков соединен с третьим входом схемы И выход которой соединен со155 счетными входами суммирующего и вычитающего счетчиков.Измерение в предлагаемом спосо-бе непрокатанной длины слитка в 44 6функции угла поворота прокатныхвалков от конца базового участкадо оси прокатных валков в одноименном пропуске предыдущего слитка поз-.воляет отказаться от измерения базовой непрокатанной длины слитка вфункции угла поворота прокатных валков .в текущем пропуске с последующимувеличением полученного значения вК раз и одновременно увеличенияпогрешности измерения во столько жераз.Это позволяет повысить точностьопределения текущей непрокатаннойдлины слитка в функции угла поворотапрокатных валков по сравнению с известным более, чем в К раз, а такжерасширить область применения способа на слитки, которые короче измеряемых по известному способу на длинубазового участка.Введение в устройство блока памяти, информационные входы которогосоединены с выходами суммирующегосчетчика, позволяет производить измерение кода непрокатанной длиныслитка в функции угла поворота прокатных валков от датчика конца слитка до оси прокатных валков в одноименном пропуске предыдущего слиткапо сигналу с инверсного выхода датчи.ка наличия металла в прокатных вал"ках, поступающему на вход "Запись"блока памяти.Адрес ячейки блока памяти устанавливается по коду номера пропуска,поступающему с клемм "Номер пропуска" устройства управления прокатного стана,908444 30 Полученное значение текущей непрокатанной длины слитка,. кроме преимуществ, присущих предлагаемомуспособу, не содержит также погрешности установки датчиков начала 5и конца базового участка.Определение текущей непрокатанной длины слитка в функции угла поворота прокатных валков в соответствии с предлагаемым способом осуществляется следующим образом.Измеряют непрокатанную длину слитка в функции угла поворота прокатных валков от конца базового участкадо оси прокатных валков в текущем 15пропуске и используют это значениев одноименном пропуске исследующегослитка. В процессе прокатки послепрохождения заднего конца слиткабазового участка измеряют текущеезначение расстояния от конца базового участка до конца слитка в функции угла поворота прокатных валковв текущем пропуске, Определяют текущее значение непрокатанной длиныслитка в функции угла поворота прокатных валков вычитанием текущегозначения расстояния от конца базового участка до заднего конца слитка вфункции угла поворота прокатныхвалков в текущем пропуске из значения непрокатанной длины слитка отконца базового участка до оси прокатных валков в функции угла поворотапрокатных валков для одноименного35пропуска предыдущего слитка, котороезапоминалось,На чертеже дана блок-схема устройства для реализации способа.Устройство, реализующее указанныйспособ, содержит датчикугла поворота прокатных валков, датчик 2 конца слитка, датцик 3 наличия металлав прокатных валках, схему И 4, суммирующий счетчик 5, блок 6 памяти,45вычитающий счетчик 7.Датчикугла поворота прокатныхвалков может быть выполнен в виде импульсного датчика, у которого числоимпульсов на выходе пропорционально50углу поворота прокатных валков,Датчик 2 конца слитка может быть выполнен в виде фотореле или иного индикатора горячего металла и устанавливается на таком расстоянии от оси прокатных валков, которое является дсстатоцным для выбора момента торможения прокатного двигателя. Датчик 3 наличия металла в прокатных валках может быть выполненв виде датчика-измерителя статического момента прокатного двигателяили иного датчика, реагирующего наналичие металла в валках. Остальныеблоки, входящие в устройство, представляют собой электронные схемы имогут быть выполнены, например, намикросхемах, Разрядность суммирующего и вычитающего счетчиков и блока памяти выбирается исходя из максимально возможного кода непрокатанной длины слитка в функции углаповорота прокатных валков.Количество ячеек памяти блокапамяти должно быть не менее количества технологических пропусков.Вычитающий счетчик должен иметьустановочные входы для .занесения кода непрокатанной длины слитка в функции угла поворота прокатных валков,Выход датчикаугла поворотапрокатных валков соединен с третьимвходом схемы И 4, выход датчика 2конца слитка соединен со вторым входом схемы И 4 и входом "Сброс Он суммирующего счетчика 5, первый выходдатчика 3 наличия металла в прокатныхвалках соединен с первым входом схемы И 4 и входом "считыванием блокаб памяти, обратный выход датчика 3наличия металла в прокатных валкахсоединен со входом "Запись" блока 6памяти, выход схемы И соединен сосчетными входами суммирующего 5 ивыцитающего 7 счетчиков, выходы суммирующего счетчика 5 соединены с информационными входами блока б памяти,информационные выходы блока б памятисоединены с установочными входами вычитающего счетчика 7, адресные входыблока б памяти соединены с клеммами"Номер пропуска" блока управленияпрокатным станом,Выходом устройства являются выходы выцитающего счетчика 7,Устройство работает следующим образом,Во время нахождения слитка в полезрения датчика 2 конца слитка происходит сброс суммирующего счетчика5 и подготовка его к работе, Кактолько слиток войдет в прокатные валки, срабатывает датчик 3 наличияметалла в прокатных валках и по егосигналу происходит считывание коданепрокатанной длины слитка в функцииугла поворота прокатных валков отдатчика 2 конца слитка до оси прокатных валков из ячейки памяти блока бпамяти, соответствующей текущему пропуску, и занесение этого кода в вычитающий счетчик 7. Как только задний конец слитка пройдет поле зрениядатчика 2 конца слитка, импульсы сдатчика 1 угла поворота прокатныхвалков начинают поступать на счетный 10вход суммирующего счетчика 5, производя запись кода непрокатанной длины слитка в функции угла поворотапрокатных валков от датчика 2 концаслитка до оси прокатных валков. 15Одновременно эти импульсы поступаютна счетный вход вычитающего счетчика7, с которого выдается код текущейнепрокатанной длины слитка в функцииугла поворота прокатных валков, 20По окончании прокатки слитка срабатывает датчик 3 наличия металла впрокатных валках и по его сигналу синверсного выхода происходит записькода непрокатанной длины слитка вфункции угла поворота прокатныхвалков от датчика 2 конца слитка по1 оси прокатных валков с выхода суммирующего счетчика 5 в ячейку памятиблока 6 памяти, соответствующей текущему пропуску.Этот код используется для определения текущей непрокатанной длиныслитка в одноименном пропуске следующего слитка,35Аналогично устройство работаети в каждом следующем пропуске,Таким образом, использованиепредлагаемого способа для определения непрокатанной длины слитка в40функции угла поворота прокатныхвалков и устройства для осуществления этого способа по сравнению с известными позволяет повысить точностьопределения текущей непрокатанной 45длины слитка в функции угла поворотапрокатных валков в К раз за счеттого, что отпадает потребность определения базовой непрокатанной дли. ны слитка в функции угла поворота50прокатных валков и увеличения полученного значения в К раз (К - кратность отношения расстояния от датчика конца слитка до оси прокатныхвалков к длине базового участка),55за счет устранения влияния погрешности установки датчиков начала иконца базового участка, за счет того,что действительный коэффициентцикла Если среднее время всего прокатки одного слитка соста 41,4 с, то производительност повышается более чем на 0,72 годовой производительности У 1 млн. т проката в год и сто передела 1. т метагла 50 руб, экономический эффект от внед устройства по предлагаемому может составить 355 тыс,руб,вляет ь труда 5 Ф При БС НТИК мостигодовой ни пособу Формула изобретения 1. Способ определения непрокатанной длины слитка в функции угла поворота прокатных валков, включающий измерение непрока ганной длины слитка от конца базового участка до оси прокатных валков и измерение удлинения металла в валках учитывается на том же участке слитка,. накотором происходит определение текущей непрокатанной длины слитка вфункции угла поворота прокатныхвалков,Кроме того, в предлагаемом способе расширяется область примененияза счет возможности определять, текущую непрокатанную длину для слитков,которые короче измеряемых по известному способу на величину базовойдлины,Последующим эффектом является повышение точности определения момента торможения прокатного двигателяи производительности прокатного стана. Среднее значение погрешности определения текущей непрокатанной длины слитка в функции угла поворотапрокатных валков, например для третьего пропуска в устройстве, выполненном по известному устройству,составляет 0,8 м. В предлагаемом устройстве погрешность определения текущей непрокатанной длины слитка вфункции угла поворота прокатных валков составляет 0,02 м. Если максимальная скорость прокатки Чпр.аа- 9 м/с, а скорость выброса Ч, =2 м/сто выигрыш во времени прокатки составляеттекущего значения расстояния отконца базового участка до заднегоконца слитка в Функции угла поворота прокатных валков в текущем пропуске, а также определение текущейнепрокатанной длины слитка в функцииугла поворота прокатных валков,отличающийся тем, что,с целью повышения точности определения текущей непрокатанной длиныслитка и расширения области примене.ния, дополнительно измеряют непрокатанную длину слитка от конца базового участка до оси прокатных валков в функции угла поворота прокат,ных валков для одноименного пропускапредыдущего слитка, а определениетекущей непрокэтанной длины слиткав Функции угла поворота прокатныхвалков осуществляют вычитанием текущего значения расстояния от концабазового участка до заднего концаслитка в текущем пропуске из непрокатанной длины слитка от концабазового участка до оси прокатныхвалков в одноименном пропуске предыдущего слитка. 2, Устройство дпя осуществленияспособа по п.1,содержащее датчиканаличия металла в прокатных валках,схему И, датчик конца слитка, датчикугла поворота прокатных валков,суммирующий и вычитающий счетчики,причем первый выход датчика наличия металла в прокатных валках соединен с первым входом схемы И, о т л ич а ю щ е е с я тем, что оно дополнительно содержит блок памяти,информационные входы которого соединены с выходами суммирующего счетчика, а выходы блока памяти соединены с установочными входами вычитающего счетчика, вход "Запись" блока памяти 10 соединен с вторым выходом датчиканаличия металла в прокатных валках, вход "Считывание" соединен с первым выходом датчика наличия металла в прокатных валках, адресные входы бло ка памяти соединены с клеммами "Номер пропуска" блока управления прокатным станом, причем выход датчика конца слитка соединен с вторым входом схемы И и входом "Сброс 0" сум мирующего счетчика, выход датчика угла поворота прокатных валков соединен с третьим входом схемы И, выход которой соединен со счетными входами суммирующего и вычитающего счетчи ков.Источники информации,принятые во внимание при экспертизе1. Челюсткин А.В. Автоматизацияпроцессов прокатного производства. зо М., "Металлургия", 1971, с. 101105.2. Техническое описание и инструкция по эксплуатации 111 а 2.572,001ТОСПКб "Нефтегазпромавтоматика"Минприбора СССР, 1975.,Делай Корректор А, Дзят остав ехред тор ж 8 ч рств е каз 692/ ВНИИПИ изобре 3(-35,13035) Мо Филиал ППП "Патент", г. Ужгород, ул. Проектная Тир осуд лам ква ного ком ений и о Раушская Подпиета СССрытийаб, д
СмотретьЗаявка
2898059, 25.03.1980
КИЕВСКИЙ ИНСТИТУТ АВТОМАТИКИ ИМ. ХХУ СЪЕЗДА КПСС
БИГУН ЯРОСЛАВ ФЕДОРОВИЧ, МАКСИМЧУК ВЛАДИМИР НИКОЛАЕВИЧ
МПК / Метки
МПК: B21B 38/00
Метки: валков, длины, непрокатанной, поворота, прокатных, слитка, угла, функции
Опубликовано: 28.02.1982
Код ссылки
<a href="https://patents.su/7-908444-sposob-opredeleniya-neprokatannojj-dliny-slitka-v-funkcii-ugla-povorota-prokatnykh-valkov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения непрокатанной длины слитка в функции угла поворота прокатных валков и устройство для его осуществления</a>
Устройство для управления процессом захвата слитка валками прокатного стана

Номер патента: 100401
Опубликовано: 01.01.1955
Автор: Бирфельд
МПК: B21B 37/46
Метки: валками, захвата, прокатного, процессом, слитка, стана
...моменту прокатки,РН - реле напряжения, включенное на напряжение главного генератора 1 и срабатывающее при напряжении, соответствующем заданной технологией скорости захвата,ПОследовательно с катушками реле РН и РТ включены селеновые вентили 1 СВ и 2 СВ и контактыкоптакторов направления В (Вперед) и Н (Назад), обеспечивающие срабатывание реле РТ и РН лишь при определенном направлении протекания тока главной цепи и полярности напряжения генератора.Перед началом пропуска слитка оператОр выбирает направление вращения и необходимую максимальную (установившуюся) скорость прокатки, Во время разгона прокатного двигателя происходит подъем напряжения на генераторе и разгон главнОго привода, При этом питание контакторов ускорения 1 У, 2 У, ЗУ...
Способ аллотрансплантации суставных концов длинных трубчатых костей

Номер патента: 878263
Опубликовано: 07.11.1981
Авторы: Капустина, Приходько, Пронина, Скаковский
МПК: A61B 17/00
Метки: аллотрансплантации, длинных, концов, костей, суставных, трубчатых
...во фронтальной плоскости,под углом, при.чем один тоннель 2 под углом 40 - 45, а другой тоннель - 50 - 55 с тем, чтобы тоннели 1 и 2 проходили через метафизарный отдел трансплантата и проксимальные (выходные) отверстия тоннелей и,не располагались на одном уровне. Горизонтальный тоннель б в трансплантате получают соединением дистальных отверстием тоннелей. Поперечный тоннель 3 в основании локтевого отростка просверливают во время операции сверлом 2,0 ля.П р и м е р 2. Фасциальные лоскуты выкраивают из собственной фасцин бедра, области коленного сустава, шириной 1,0 - 1,5 см с латеральной и медиальной стороны с оставлением ножек проксимально. Длина каждого лоскута определяется длиной тоннелей в трансплантате с учетом толщины мягких...
Способ настройки функциональных аналого-цифровых преобразователей с элементами памяти на воспроизведение функций линеаризации характеристик измерительных датчиков

Номер патента: 1269158
Опубликовано: 07.11.1986
Автор: Грошев
МПК: G06G 7/26
Метки: аналого-цифровых, воспроизведение, датчиков, измерительных, линеаризации, настройки, памяти, преобразователей, функций, функциональных, характеристик, элементами
...такое совпадениеоказывается достигнутым, с помощьюпеременного резистора 9 изменяют 5масштаб шкалы ФАЦП до получения отсчета по шкале преобразователя, совпадающего со значением Р первогоэталонного значения, что в рассматриваемом случае составляет 83 единицы шкалы,В дальнейшем измеряют последовательно оставшиеся (и - 1) эталонныхзначений в порядке возрастания измеряемого параметра и при измерении 5каждого х-го значения регулируютпотенциометр блока 7 элементов аналоговой памяти с -м номером такимобразом, чтобы получить по шкалеФАЦП отсчеты, совпадающие с измеряемым параметром каждого эталонногозначения (т.е, 140; 200 330; 410480; 570; 640; 737 и 817),В результате выполнения такойсовокупности операций ФАЦП оказывается настроенным на...
Преобразователь угла поворота вала в тригонометрические функции

Номер патента: 674044
Опубликовано: 15.07.1979
Автор: Ибрагимов
МПК: G06G 7/22
Метки: вала, поворота, тригонометрические, угла, функции
...модуль): 12 если необходимо получить синусную функцию, 122-косинусную, 12,-тангенсную, 124-котангенсную, 12,-секансную, 126- косекансную.Принцип формирования управляющих сиг.палов для всех модулей один и тот же(см,фиг.2).При замыкании кнопки 15 на выходе инвертора 16 формируется импульс определенной длительности (фиг, 2,а), В момент времени, соответствующий переднему фронту этого импульса, на выходе инвертора 17 высокий потенциал - порядка 4,5 В(что соответствует - здесь и далее - условной логической единице), до которого заряжен конденсатор 19 (фиг.2,б), а на выходе инвертора 18 -низкий потенциал (фиг, 2,в). Перепад напряже.ния (с низшего на высокий уровень) на выхо.де инвертора 16 должен вызвать обратный перепад (с высокого на...
Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки

Номер патента: 686793
Опубликовано: 25.09.1979
Авторы: Бигун, Литвиненко
МПК: B21B 38/00
Метки: горячей, координат, металла, прокатки, прокатном, реверсивном, стане, текущих
...выполнены н виде импульсных датчиков с раздельными ныходамя сигналов для прямого и реверсивного вращения рольгацга, причем число нмпульсо= на выходе датчика пропорционально углу поворота рольганга илн при известном диаметре роликов рольганга, число импульсов соответствует л,ейному перемещению цилиндрической образующей ролика рольганга или, то же самое линейному перемещению находящегося на рольганге .,еталла.Датчик 5 угла поворота переднего рабочего рольганга 50 и датчик 6 угла поворота заднего оабочего роль- ганга 52 располагаются и механически сочленяются с приводами соответственно переднего и заднего рабочих рольгангон. Датчик 7 угла поворота прокатных валков 51 аналогичен датчикам угла поворота рабочих рольгангон и механически...
Предыдущий патент: Система управления нажимным механизмом прокатного стана
Следующий патент: Устройство регулирования ширины горячекатаных полос
Случайный патент: Устройство для регулирования натяжения ленточного материала