Способ регулирования температуры нагрева длинномерных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
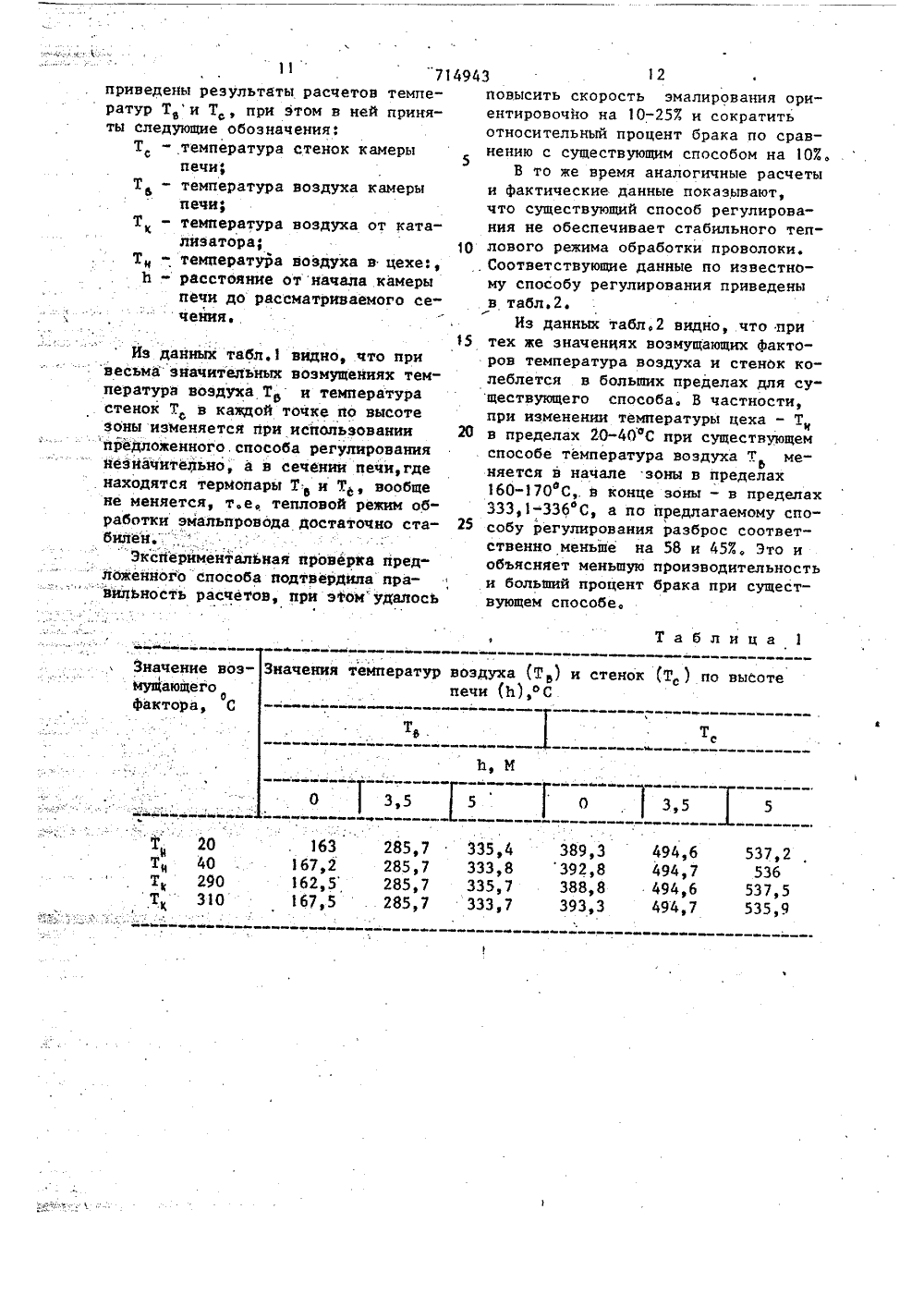
,Па К -аемоаеас и Т ФТЬ ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ ССЮ ПИСАНИЕ ИЗО(54)(57) 1.СПОСОБ РЕГУЛИРОВАНИЯ ТЕМ-ПЕРАТУРЫ НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, преимущественно эмалированныхпроводов, в тепловых камерах, у которых тепловая энергия подводитсяот нагревателей, расположенных внутри камеры, и посредством теплоты газа, непрерывно подаваемого в камеру,заключающийся в непрерывном измерении температуры в рабочей зоне тепло-вой.камеры .с использованием термопары, сравнении ее с заданной при номинальном тепловом режиме и изменении энергии, подводимой нагревателями, при отклонении измеренной температуры от заданной, о т л и ч а ю -щ и й с я тем, что, с целью повышения качества изделий, дополнительноизменяют энергию теплоты газа в соответствии с закономерностью: нагревателей на единицу площади стенок тепловой камеры в единицу времени при регулировании температуры нагрева изделий; количество энергии, подаваемой от нагревателей на единицу площади стенок тепловой камеры в единицу времени при номинальном режиме; заданная температура термопары при номинальном тепловом режиме; измеренная температура термопары; коэффициент пропорциональности; количество энергии, подво-, димой посредством теплоты газа на единицу площади стенок тепловой камеры в единицу времени при регулировании температуры нагрева изделий; РАЙ температура газа подав Ж го в камеру при номинальном режиме; СИ температура стенок камеры/ печи в сечении расположения термопары при номинальном режиме; коэффициент теплопередачиот внутренних стенок печик газу, проходящему внутрипечи;коэффициент теплопередачиот внутренних стенок печив окружающую атмосферу;температура газа в камерез 7 печи в сечении расположения термопары при номинальном режиме,2. Способ по п,1, о т л и ч а ющ и й с я тем, что изменение энер 14943гни теплоты газа осуществляют путем изменения его расхода.3. Способ по п,2, о т л и ч а ющ и й с я тем, что изменение энергии теплоты газа осуществляют путем изменения его температуры.Изобретение относится к технологии тепловбй обработки длийномерных изделий, например эмалированных про водов, проводов со стекловолокнистой изоляцией, лакотканей и др.Оно может найти применение в кабельной и электроизоляционной промьппленности. 20Для тепловой обработки длинномерных иэделий, в частности обмоточныхпроводов с эмалевой, стекловолокнис той изоляцией и других, используютсятепловые камеры - печи,в рабочей 25зоне которых располагаются источники энергии - нагреватели (электронагреватели, газовые форсунки и др.)и куданепрерывно подается воздух.В общем случае температура этоговоздуха равна. температуре смеси потоков воздуха, один из котОрых поступает из окружающей атмосферы, а другой имеет более высокую температуру,например поток от устройства каталитического сжигания. Таким образом, тепловая энергия в рабочей зоне печи складывается изэнергии нагревателей и энергии пода О .ваемого газа.Теплопередача в таких печах происходит следующим образом. Энергия, выделяемая нагревателями, нагревает стенки рабочей зоны, от которых наг ревается подаваемый в рабочую зону воздух, поэтому температура стенок выше температуры воздуха. Подача . воздуха необходима, для осуществления физико-химических процессов визоляции,и для разбавления продуктоввыделения во избежание образования взрывоопасной .концентрации газов в рабочей зоне.Нагрев обрабатываемых изделий про-исходит как засчет лучистой, таки за счет конвективной передачи тепла соответственно от нагретых стеноки нагретого воздуха. Температура изделия, например,эмалированного провода. - Т опреар деляется уравнением вида:( 1 ОО) + ЫпР (т, - Тд,) ф (1)где 6 - диаметр провода;- удельный вес материалапроволоки;- коэффициент черноты проволокиТс - температура стенок тепловой камеры;Ть - температура воздуха в зоне камеры;пр- коэффициент конвективнойтеплопередачи от газа к проволоке;И - текущая высота камеры.Из уравнения 1 видно, что важней" шими факторами, определяющими нагрев проволоки при прочих заданных условиях, являются температура стенок - Тс. и температура воздуха (газа) - Твф фДля стабильного процесса нагрева" ния обрабатываемой продукции необходимо для данных условий обеспечитьсоюзс Уь = сопБС,Последние два параметра не остаются неизменными, так как на тепловой режим в рабочей зоне влияют различные факторы, которые могут изменяться случайным образом: изменение температуры окружающей среды, изменение условий теплопередачи на наружной поверхности камеры (например изменение скорости воздуха в связи с открытием ворот цеха), изменение количества подаваемого воздуха или его температуры и др.Поэтому для поддержания стабильности теплового режима нагрева об5 71 рабатываемых изделий осуществляют регулирование.Известен способ регулирования режима тепловой обработки эмалируемой проволоки. Этот способ заключается в том, что с помощью термопары непрерывно измеряют температуру в рабочей зоне печи, при этом под температурой рабочей зоны понимают следующее: если в рабочую зону поместить измеритель температуры (например термопару), то он будет находиться под воздействием лучистой энергии разогретых стенок и конвективного, теплообмена газового потока, Температура стенок Тс всегда больше температуры газового потока Т, поэтому измеритель температуры в рабочей зоне показывает температуру Т, которая больше температуры воздуха Т и меньше температуры стенок Тс, т.е,Т Т сТ.,49436 разбросе тепловых условий, что снижает производительность процесса.Недостатки известного способа объясняются следующим образом,Длинномерные изделия в рассматриваемых тепловых камерах нагреваются за счет лучистой энергии нагретых стенок и конвективной теплопереда- О чи от нагретого воздуха. Преобразо" вание известных зависимостей позволяет определить Тс и Тб соответственно;пКмфЫя"Т. = Т+ (т, - Т)е(, +,)Пг 2 Таким образом, температура рабочей зоны - это условная температура,по которой судят о тепловом режимев тепловой камере.Если какие-либо возмущения приводят к изменению температуры в рабочей зоне, то в зависимости от этоговозмущения (или возмущений) темпера-,тура в рабочей зоне либо увеличивается, либоуменьшается, в результате чего соответственно уменьшают илиувеличивают подводимую энергию кнагревателям печи,Описанный способ регулирования широко применяется в печах различногоназначения рассматриваемого типа. 40Известный способ регулированиянагрева имеет существенный недостаток, заключающийся в том, что приналичии возмущений теплового режимаи поддержания постоянной температуры рабочей зоны Т = сопз 1 он необеспечивает стабильного режима нагрева обрабатываемой продукции, т.е.если Тр = сопзС, то в общем случаеТс Ф сопз 1 и Т Ф сопз 1. Следствиемэтого является недостаточная стабиль- .ность качества обрабатываемой продук"ции. Кроме того, неизбежный относи"тельно большой разброс показателейтеплового режима приводит к необходи"55 .мости установления скоростей тепло-вой обработки, соответствующих наиболее неблагоприятным в указанном Т - температура стенок камерыспечи;Т - температура воздуха в камере печи,Т - температура окружающегоКвоздуха;Т. - температура воздуха, пода-ваемого в печь;П - периметр внутренней камеры печи;П - средний периметр сеченияпечи;. й - расстояние от начала камерыпечи до рассматриваемогосечения;С - удельная теплоемкость воздуха;С - расход воздуха, проходящего через камеру печи;количество энергий,подаваемой от нагревателей на единицу площади стенок камерыв единицу времени,М - коэффициент теплопередачиот. внутренних стенок печи714943 Яюгде Я 1 - количество энергии, подаваемой от нагревателей на 25 единицу площади стенок тепловой камеры в единицу времени;Ц, - количество энергии,подаваемой воздухом, на единицу 30 площади стенок камеры вединицу времени;Т - температура подаваемоговоздуха в номинальном режиме.Это соотношение получается следующим образом,Для стабильности нагрева обрабатываемой продукции необходимо,чтобысобаодалось условие:Т = Т = сопя 1 Тя= Тя5 4 9 А Т + " ---( - ) Т Ф 100 С 4) где Т - температура, измереннаятермопарой; . 35К, - коэффициент конвективноготеплообмена спая термопары;А - коэффициент черноты спаятермопары.В существующем способе регулирова ния поддерживают Т = сопят эа счет изменения Я, т.е. подводимой от нагревателей энергии. Чтобы определить, как меняются Т и Т при Т = сопят засчет изменения Р если в реальных пределах меняются, например,такие факторы теплового режима, как температура в цехе Т, расход воздуха О и др., с помощью электронно-вычислительной машины ЕСисследу ют систему трех уравнений (2, 3, 4), для частного случая - нагрева про"волоки в"вертикальной эмальпечи с рекуперацией тепла.55Сравнительные результаты расчетов и экспериментов показывают несовершенство существующего способа регулирования, ибо он не обеспечивает ста= сопя 1,где Те и Тбвыражение 5. к воздуху, проходящему внутри печи;ю(. - коэффициент теплопередачийот внутренних стенок печив окружающую атмосферу;о, - коэффициент теплоотдачи отвнутренних стенок печи квоздуху, проходящему внутрипечи;с - коэффициент теплоотдачи отнаружных стенок печи в окружающую атмосферу;8, " толщина стенки, отделяющейнагреватели от внутреннегопространства печи;В - толщина наружной стенкипечи;%, - коэффициент теплопроводности стенок печи толщиною- коэффициент теплопроводности изоляции печи толщиноюЯИз уравнения теплового равновесия измерителя температуры, находящегося в услбвиях лучистого и конвективного теплообмена, следует: 49 А Т Фбильность теплового режима обработкипродукции, так как Т 1 сопят и ТФ сопят, что снижает качество и производительность,Цель изобретения - повышение качества изделий.Это достигается тем, что при отклонении температуры, измеренной термопарой, от заданной при номинальномтепловом режиме изменяют как энергию,подводимую нагревателями, так и энергию теплоты подаваемого в тепловуюкамеру газа. При этом между указанными двумя составляющими предлагаетсяподдерживать следующее соотношение0,( КЯФ --.хКф+ Мфх (5)- соответственно температуры стенки ивоздуха в номинальном режиме,Из формулы б следует, что для решения поставленной задачи должно соблюдаться условие:ВФТ Ть = сопят = С (7) Используя формулы 2,3 и 7, можно получить следующее выражение, определяющее соотношение потоков энергии: о +1ю" олафг С = - г-чг- е714943 Если изменять Ц и Ц , соблюдаяусловие формулы 5, то будет обеспе 4 чено Т сопз 1; Т сопзт, в сечении эоны печи, где располагается термопара, При этом Я можно изменять5путем изменения расхода воздуха илипутем изменения его температуры,Предлагаемый способ иллюстрируется на примере его применения приэмалировании проводов в тепловыхкамерах рассматриваемого типа с рекуперацией тепла, полученного в результате каталитического сжиганияпаров растворителя, 15Эмальпечь типа ВРЕ для эмалирования проводов диаметром 0,6-1,8 ммимеет две зоны, в каждой из которыхрасположены нагреватели. Каждаязона имеет свой вентилятор, который 20возвращает часть горячего газа,после каталитического сжигания обратнов зону, В эмальпечах данного типаза катализатором имеется термопара,которая через соответствующую аппаратуру автоматически регулирует заслонку на трубопроводе выброса газов,обеспечивая постоянство температурыгазов за катализатором. Поэтому в пе/чах данного типа изменение энергии,. 30подаваемой в рабочую зону газов, сучетом того, что уже имеется регулятор, поддерживающий постоянство температуры горячего газа за катализатором, может быть осуществлено путемизменения количества подаваемого в35рабочую зону газов.На чертеже изображена блок-схемаустройства для осуществления предложенного способа. 40Приведенная блок-схема одинаковадля каждой из двух зон печи.Регулирование по предлагаемомуизобретению осуществляется следующимобразом. 45 10 50 На ЭВМ производят расчеты значений температур воздуха - Т и сте"бнок - Т для одной эоны эмальпечи при изменении температуры цеха - Т и температуры воздуха от катализатора - Т по изобретению. В табл. 55 Температура в рабочей зоне печи измеряется с помощью термопары 1.Сигнал с термопарй 1 поступает на усилитель 2 найряжения. С выхода усилителя 2 сигнал подается на сравнивающее устройство 3, на выходе которого вырабатывается сигнал, пропорциональный разности между заданной и фактической температурой термопары - сигнал рассогласования.Если обозначить;Т, - заданная температура термопары,1 О- мощность нагревателей приноминальном режиме (при отсутствиивозмущений) на единицу площади стенок камеры, то можно записать, что."+ КТ - Т ), 8)где К - коэффициент пропорциональ"ностиПоследнее выражение показывает,что мощность нагревателей ч, пропорциональна разности температур -заданной и измеренной, причемесли Т = Т , то Й =ттц( йФТ Т"й, й",Сответственно вырабатывается сигнал рассогласования,Указанный сигнал поступает на регулятор 4, вырабатывающий управляющий сигнал.Упранляющий сигнал используетсяпо двум каналам. По одному из каналов управляющий сигнал посредствомусилителя 5 изменяет мощность нагревателеи 6 (О ).По другому каналу управляющий сигнал поступает на устройство 7, представляющее собой электронный функциональный преобразователь, сигнал на .выходе которого связан с входным сиг"налом однозначной функциональнойсвязью,Сигнал с выхода преобразователя 7поступает на усилитель 8 мощности,изменяющей частоту вращения вентилятора 9 подачи воздуха в рабочую зону.Таким образом, описанная системарегулирует изменения мощности нагревателей от сигнала, выработанногорегулятором 4, а мощность, вносимаягорячим воздухом Я, регулируетсяпреобразованным в устройстве 7 сигналом, Причем функция преобразования в устройстве 7 такова, что в конечном счете обеспечивается соотношение мощностей в следующем виде;Таблица 1 Значение возМущающегоо фактора, С Значения температур воздуха (Т) и стенок (Т ) по высотепечи (И) оС Т,3,55 0 3,5 5 МТ 40Т 290Т, 310е еееееееее ееЕеееееее е 163 285,7 167,2 285,7 162,5 285,7 67,5 285,7 335,4 333,8 3357 333,7 389,3 494,6 392,8 494,7 388,8 494,6 393,3 494,7 537,2 536 537,5 535,911приведены результаты расчетов температур Тзи Т , при этом в ней приняты следующие обозначения;Тс - температура стенок камерыпечи;Т - температура воздуха камерыпечи;Т - температура воздуха от катализатора;Т - температура воздуха в цехе:,Ь - расстояние от начала камерыпечи до рассматриваемого сечения. Из данных табл. видно, что привесьма значительных возмущениях температура воздуха Тв и температура . стенок Т в каждой точке по высотезоны изменяется при использовании предложенного.способа регулированияйезначительно, а в сечении печи,где . находятся термопары Т и Т, вообщене меняется, т.е, тепловой режим обработки эмальпровода достаточно стабилен.Экспериментальная проверка предложенного способа подтвердила правильность расчетов, при этомеудалось 4943 12повысить скорость эмалирования ориентировочно на 10-25% и сократитьотносительный процент брака по срав 5нению с существующим способом на 10%.В то же время аналогичные расчетыи фактические данные показывают,что существующий способ регулирования не обеспечивает стабильного теп 10 лового режима обработки проволоки., Соответствующие данные по известному способу регулирования приведеныв табл.2.гИз данных табл,2 видно, что при15 тех же значениях возмущающих факторов температура воздуха и стенок колеблется в больших пределах для существующего способа. В частности,при изменении температуры цеха - Т20 в пределах 20-40 фС при существующемспособе температура воздуха Т ме-ьняется в начале зоны в пределах160-170 С,.в конце зоны - в пределах333,1-336 С, а по предлагаемому спо 25 собу регулирования разброс соответственно меньше на 58 и 45%. Это иобъясняет меньшую производительностьи больший процент брака при существующем способе,714943 14 Таблица 2 Значения температур воздуха (Те) и стенок Т )опо высоте печи Ь), С Тс 0 3,5 5 0 3,5 5 орректор Т.Мал Техред М Редактор Л.Письман и каз 497 одписное аж 69 сударственного комитета по изобретениям иоткрытиям при ГКНТ СС 113035, Москва, Ж-З 5, Раушская наб., д. 4/5 ВН оизводственно-издательский комбинат "Патент", г,ужгород, ул. Г
СмотретьЗаявка
2641002, 09.08.1978
ПРЕДПРИЯТИЕ ПЯ А-7186, ПРЕДПРИЯТИЕ ПЯ А-1770
ШВАРЦБУРД Е. Я, ПЕШКОВ И. Б, БАНКОВ Е. Я, ГЛАЗКОВ В. И, КУКОЛЕВ Г. И, ГОРИНОВ В. В, ПАНОВ В. П, ПИМЕНОВ Л. Н, САФРОНОВ И. В
МПК / Метки
МПК: H01B 13/00
Метки: длинномерных, нагрева, температуры
Опубликовано: 30.08.1989
Код ссылки
<a href="https://patents.su/7-714943-sposob-regulirovaniya-temperatury-nagreva-dlinnomernykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования температуры нагрева длинномерных изделий</a>
Система отображения температуры и влажности воздуха в технологических камерах и помещениях колбасного производства

Номер патента: 1746363
Опубликовано: 07.07.1992
Авторы: Белухин, Журавлев, Кокорников, Лисицын
МПК: A22C 11/00, G05B 23/02
Метки: влажности, воздуха, камерах, колбасного, отображения, помещениях, производства, температуры, технологических
...входами щита диспетчера. Выход коммутатора 16 соединен с входом аналогоцифрового преобразователя 17, выход которого соединен с входом индикатора 18 и информационным входом ЭВМ, Входуправления ключа 13 блока измерения является входом задания режима блока измеренля. Управление ключом 13 осуществляется диев танционно . са щита диспетчера.Информационные сигналы (ИС) поступают со щита диспетчера на модуль ввода дискаетных сигналов ЭВМ, а сигналы ТИ, БЛК, СБР и ПО(11) поступают от модуля вывода дискретных сигналов ЭВМ на щит диспетчера, Сигнал на АЦПУ поступает с модуля интерфейса радиального параллельного ЭВМ (на фиг,1 не показано),На каждом локальном щите устанавлена психрометрическая таблица, которая служит для определения персонал;м...
Устройство для автоматического регулирования температуры приточного воздуха и обратного теплоносителя

Номер патента: 1798603
Опубликовано: 28.02.1993
Автор: Тарасов
МПК: F24F 11/00
Метки: воздуха, обратного, приточного, температуры, теплоносителя
...воздуха осуществляется в основномна теплообменнике 4, расход теплоносителя через который определяет терморегуля 5 тор 5 воздействием на клапан 6, Придальнейшем повышении температуры наружного воздуха температура обратноготеплоносителя на регулируется и будет снижаться, что способствует более полному ис 10 пользованию энтальпии теплоносителя.Таким образом, устройство автоматически поддерживает заданную температуруприточного воздуха во всем диапазоне наружных температур, когда требуется нагрев15 приточного воздуха, также поддерживаетзаданную температуру обратного теплоносителя при отрицательных наружных температурах и несколько снижает ее приположительных, При этом никаких дополни 20 тельных узлов управления или переключения не...
Способ определения величины присосов воздуха в топочную камеру котла

Номер патента: 1210011
Опубликовано: 07.02.1986
Авторы: Казанский, Лисицин, Лисицина, Пакина, Скерко
МПК: F23N 3/02
Метки: величины, воздуха, камеру, котла, присосов, топочную
...присосоввоздуха в топочную камеру котла осуществляется следующим образом,15На котле, работающем в нормальномэксплуатационном режиме, производят газовый анализ в сечении газохода за пароперегревателем и определяют содержания углекислоты, кислорода и окислов азота. Затемпо известным формулам рассчитывают коэффициент избытка воздуха.Путем изменения загрузки дутьевых вентиляторов котла меняют воздушный режимего работы (увеличивают или уменьшаютзагрузку вентиляторов). Остальные параметры работы поддерживают неизменными (впервую очередь - разрежение вверху топки).На измененном режиме работы вновь путемгазового анализа и необходимых вычислений получают коэффициент избытка воздуха,соответству ющий новой вел ичине окисловазота,При этом, если...
Датчик агаркова для измерения температуры выдыхаемого воздуха

Номер патента: 974998
Опубликовано: 23.11.1982
Автор: Агарков
МПК: A61B 5/08
Метки: агаркова, воздуха, выдыхаемого, датчик, температуры
...для измерения температурывыдыхаемого воздуха используют следующим образом.для измерения температуры выдыхаемого воздуха датчик помещают в по-" лость рта и фиксируют зубами в месте расположения паза 5. Далее проводят измерение температуры выдыхаемого воздуха в конце максимального выдоха.Выдыхаемый воздух, проходя через сетку 3, очищается от капелек жидкости (слюны, слизи, мокроты) и разделяется на два потока, Одна часть воздуха, проходя через пространство между корпусом 4 и термоэащитной камерой 2, придает последней температуру, свойственную потоку ждыхаемого воздуха.Это приводит к выравниванию тем- пературы внутренней поверхности корЪ974998 Формула изобретения Фиг,у пуса 4 и внешней стенки термоэащитной камеры 2 и к снижению...
Датчик агаркова для измерения температуры выдыхаемого воздуха

Номер патента: 1110440
Опубликовано: 30.08.1984
Автор: Агарков
МПК: A61B 5/08
Метки: агаркова, воздуха, выдыхаемого, датчик, температуры
...от известной приводит кповышению точности измерения температуры выдыхаемого воздуха за счет предотвращения кондуктивного охлажденияили нагревания размещенного в полости рта корпуса и защиты термоэлемента от дестабилизирующих потоков привдыхании холодного (" 1 - 5 С) либогорячего (50 - 55 С) воздуха.На чертеже показан принцип действия предлагаемой конструкции.Предлагаемый датчик для измерениятемпературы выдыхаемого воздуха привдыхании холодного и горячего воздуха содержит полумаску 1 с клапаномвдоха 2 и патрубком 3 для подачи холодного или горячего воздуха и с отверстием для выхода воздухопроводящей термоэкранирующей муфты 4 с расположенными в ней обтекателем 5, который через разъем 6 с помощью трехштырей соединен с корпусом 7...
Предыдущий патент: Способ удаления жидкости с забоя газовой скважины
Следующий патент: Ионообменный аппарат “пик
Случайный патент: Способ очистки рассола