Способ изготовления ворсового нетканого материала и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
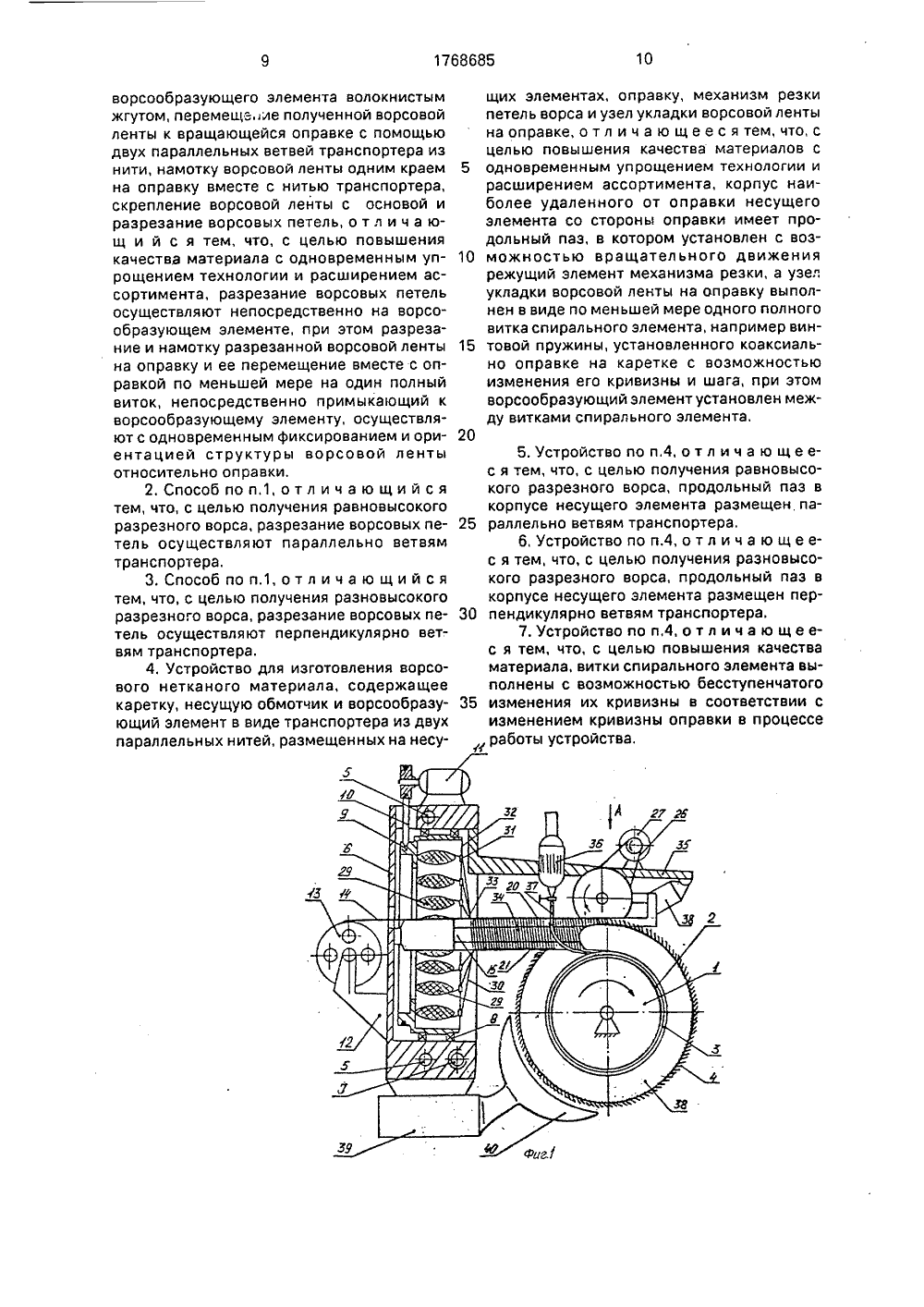
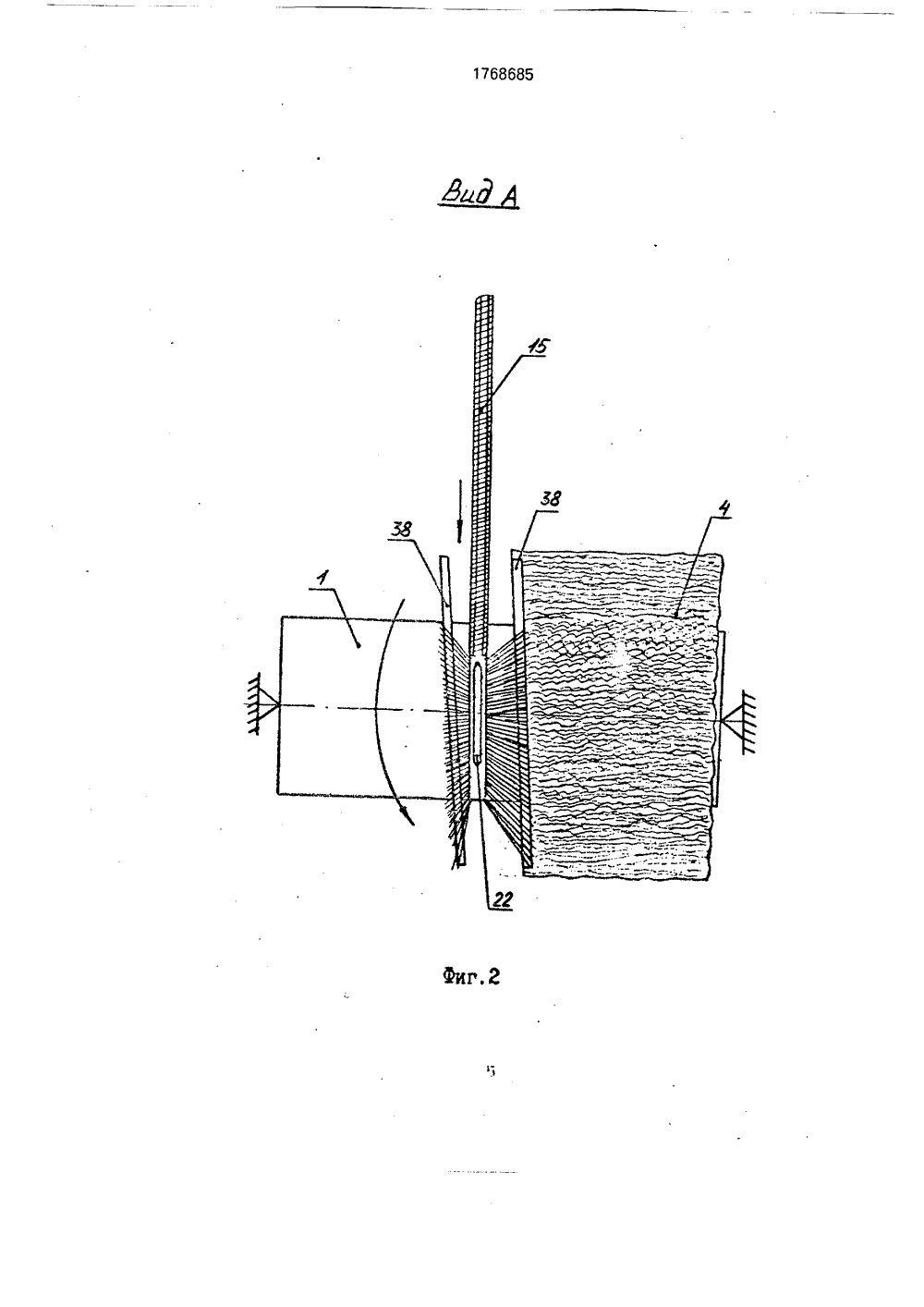
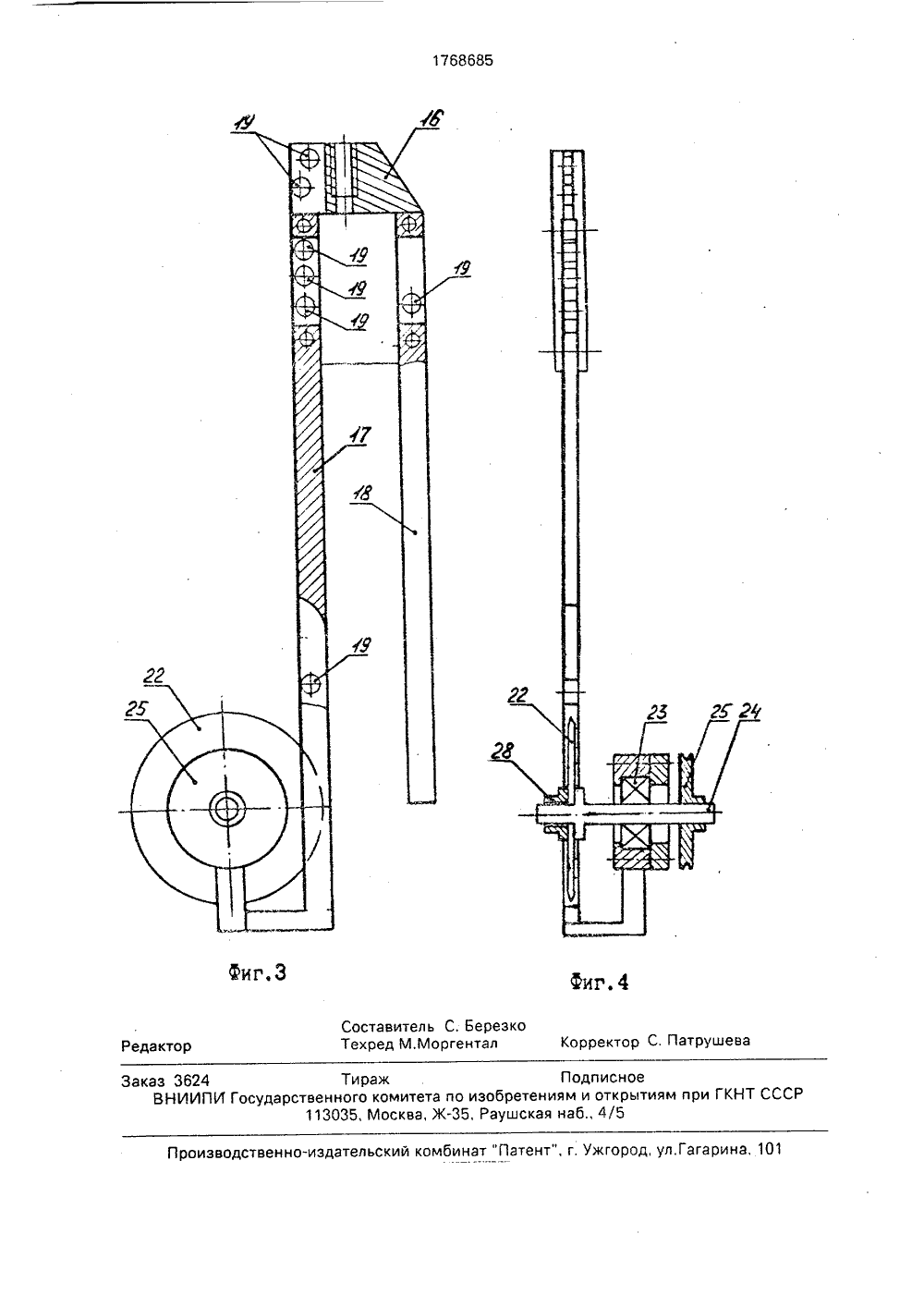
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 5 1/О 51) ЕТЕ ЗО ОПИСАН ЕЛЬСТВ ОМУ СВ К АВТ ОСУДАР СТВ Е ННЫ Й КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИРИ ГКНТ СССР(56) Авторское свидетельство СССРМ 1293257, кл. О 04 Н 11/04, 1985.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВОРСОВОГО НЕТКАНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Использование: изобретение относитсяк технологии композиционно-волокнистыхматериалов и изделий из них и может бытьиспользовано в различных отраслях машиностроения, в первую очередь для созданиягибкой теплоизоляции, газоводов и т,д.Сущность изобретения: разрезание ворсовых петель осуществляют непосредственно на ворсообразующем элементе.Намотку разрезанной ворсовой ленты наоправку осуществляют с одновременным Предлагаемое изобретение относится к производству ворсовых нетканых материалов, в частности для изготовления оболочек, лент и других изделий с ворсовой поверхностью из искусственного волокна, которые могут быть использованы в качестве тепло- защитных деталей со специальными свойствами.Известен способ изготовления нетканого материала, включающий обмотку ворсообразующего элемента жгутом из волокнистого материала, перемещение ворсовой ленты (ВЛ) к основе с нанесенным клеевым слоем и скрепление ворса с основой. фиксированием структуры и ее ориентации относительно оправки. Разрезание ворсовых петель может быть как параллельно, так и перпендикулярно ветвям транспортера.Корпус несущего элемента со стороны оправки имеет продольный паз, в котором установлен с возможностью вращательного движения режущий элемент механизма резки, а узел укладки ворсовой ленты на оправку выполнен в виде спирального элемента, например винтовой пружины, установленного коаксиально оправке на каретке с возможностью изменения его кривизны и шага.Ворсообразующий элемент установлен между витками спирального элемента. Продольный паз в корпусе несущего элемента может быть размещен как параллельно так Я и перпендикулярно ветвям транспортера, Витки спирального элемента выполнены с воэможностью бесступенчатого изменения их кривизны в соответствии с изменением кривизны оправки в процессе работы уст- ф ройства. 2 с, и 5 з,п.ф-лы, 4 ил,Обмотку жгутом и перемещение ВЛ осуществляют путем намотки жгута на непрерывно перемещаемый транспортер из нити с двумя несущими параллельными ветвями, при этом полученную ВЛ перед скреплением наматывают на основу вместе с одной иэ ветвей транспортера.Существенным недостатком данного способа изготовления ворсового нетканого материала являются ограниченные технологические возможности способа, не позволяющие получать ворсовые материалы с разрезным ворсом, что значительно сокращает ассортимент получаемых изделий, 17686855 10 15 20 25 30 35 40 45 50 55 Наиболее близким по технической сущности аналогом, принятым авторами за прототип, является способ изготовления ворсового нетканого материала, включающий обмотку ворсообразующего элемента волокнистым материалом, перемещение полученной ВЛ на оправку нитью транспортирующего средства, прошивку ВЛ с одного края вместе с транспортирующей нитью. Разрезание ворсовых петель прошитой ленты осуществляется с другого края, после чего ВЛ наматывается на оправку с одновременным уплотнением витков на оправке,Среди существенных недостатков способа необходимо отметить ограниченный ассортимент получаемых материалов изза:- невозможности получения ворсового покрытия с разновысоким разрезным ворсом;- невозможности получения материала с качественным равновысоким разрезным ворсом, высота которого равна заданной ширине ворсообразующего элемента, поскольку в этом случае разрезка ворса осуществляется вдоль плоскости ВЛ, где наряду с разрезкой ворсовых петель происходит и разрезка нити транспортирующего средства со стороны не прошитого края ВЛ, что приводит к распаду и нарушению первоначальной структуры ВЛ.Известно устройство для изготовления ворсового нетканого материала, включающее оправку, обмотчик с бобинами ворсообразующего волокна и ворсоформирующий узел с двухъярусным транспортером, бесконечный тяговый орган которого представляет собой нить, Устройство дополнительно имеет отжимную пластину, смонтированную под углом к ворсоформирующему элементу непосредственно перед транспортирующим средством и с зазором к оправке.Существенным недостатком данного устройства являются ограниченные технологические возможности устройства, не позволяющие получать ворсовые материалы с разрезным ворсом, что значительно сокращает ассортимент изделий.Известно также устройство для изготовления нетканого материала, включающее оправку, обмотчик с бобинами ворсообразующего волокна, ворсоформирующий узел с двухъярусным нитяным транспортером и отжимную пластину, которое дополнительно снабжено ножом, расположенным на одной линии с ворсоформирующим элементом в непосредственной близости ктранспортирующему средству. Существенным недостатком данногоустройства является невозможность получения материала с качественной структурой разрезного ворса обусловленнаяперепутыванием волокон ворсовой лентыпри ее разрезке и приматыванием к основеволокон ворса предыдущих витков ворсовой ленты последующими.Наиболее близким аналогом устройства, принятым авторами за прототип, является устройство для изготовления ворсовогонетканого материала, содержащее каретку,несущую вертлюг с катушками ворсообразующего волокна, обмотчик соединенный свертл югом упругим элементом, ворсообразующий элемент, транспортирующее уст ройство, механизм прошивки ворсовойленты и оправку,Кроме того, устройство включает средство сигнализацйи обрыва и натяжения ворсовых нитей, механизм резки ворсовой лентыи элемент для укладки и уплотнения ворсана оправке.Среди существенных недостатков устройства необходимо отметить ограниченный ассортимент получаемых материаловиз-за:- невозможности получения ворсовогопокрытия с разновысоким разрезным ворсом;- невозможности получения материалас качественным равновысоким разрезнымворсом, высота которого равна заданнойширине ворсообразующего элемента, поскольку в этом случае раз резка ворса осуществляется вдоль плоскости ВЛ, где наряду сразрезкой ворсовых петель происходит иразрезка нити транспортирующего средства со стороны непрошитого края ВЛ, чтоприводит к распаду и нарушению первоначальной структуры ВЛ,Целью изобретения является повышение качества материалов, расширение ихассортимента с одновременным упрощением технологии их изготовления,Предлагаемое техническое решение неимеет перечисленных недостатков, включает два изобретения, связанных единымизобретательским замыслом, и обеспечивает.- повышение качества материала засчет иСключения перепутывания ворса приего разрезке;- расширение ассортимента ворсовыхматериалов за счет возможности полученияматериалов как с равновысоким, так и с разновысоким разрезным ворсом;- упрощение технологии изготовленияматериалов с разрезным ворсом за счет разрезки ворсовой ленты в фиксированном со 1768685стоянии непосредственно при намотке ворсовойленты на -правку,Поставленная цель достигается тем, что:- разрезание ворсовых петель осуществляют непосредственно на ворсообразующем элементе при намотке ворсовой лентына оправку и последовательном сходе ее снаиболее удаленной от оправки ветвитранспортера;- намотку разрезанной ворсовой лентына оправку и ее перемещение вместе с оправкой, по меньшей мере, на один полныйвиток, непосредственно примыкающий кворсообразующему элементу, осуществляют с одновременным фиксированием структуры разрезанной ворсовой ленты и ееориентации относительно оправки;- разрезание ворсовых петель осуществляют параллельно ветвям транспортера;- разрезание ворсовых петель осуществляют перпендикулярно ветвям транспортера;- корпус наиболее удаленного от оправки несущего элемента со стороны оправкиимеет продольный паз, в котором установлен с возможностью вращательного движения режущий элемент механизма резки;- узел укладки ворсовой ленты на оправку выполнен в виде, по меньшей мере,одного полного витка спирального элемента, например винтовой пружины, установленного коаксиально оправке на каретке свозможностью изменения его кривизны ишага, при этом ворсообразующий элементустановлен между витками спиральногоэлемента;- продольный паз в корпусе несущегоэлемента может быть размещен как параллельно ветвям транспортера, так и перпендикулярно им;- витки спирального элемента выполнены с возможностью бесступенчатого изменения их кривизны в соответствии сизменением кривизны оправки в процессеработы устройства.На фиг,1 изображено устройство, общий вид; на фиг.2 - ворсообразующий элемент в процессе разрезки сформированнойворсовой ленты и ее намотки на оправку; нафиг.З - ворсообразный элемент, вид спереди; на фиг.4 - ворсообразующий элемент,вид сбоку.Способ изготовления ворсового нетканого материала реализуется с помощью устройства, представленного на фиг,1, 2.Устройство содержит оправку 1 с нанесенной на нее основой 2 с клеевым подслоем 3, который служит для крепления ворса4 с основой. На направляющих кронштейнах 5 установлена каретка 6 и ходовой винт 5 10 15 20 25 30 35 40 45 50 55 каретки 7. Устройство содержит приводящий электродвигатель и коробку скоростей для регулирования скорости вращения оправки 1, а также регулируемый привод продольного перемещения каретки 6 (на чертеже не показаны). На каретке 6 при помощи подшипникового узла 8 установлен обмотчик 9, связанный посредством, например, клиноременной передачи 10 с регулируемым электродвигателем 11.На каретке 6 закреплены кронштейн ",2, который служит для размещения барабана 13 с транспортирующей нитью 14, и ворсообразующий элемент 15. Ворсообразующий элемент 15 (см. фиг.З, 4) состоит из корпуса 16, несущих элементов 17, 18, установленных параллельно в пазе корпуса 16, и системы роликов 19, организующих нитепроводный тракт первой 20 и второй 21 несущих ветвей транспортера 14 (см, фиг,1),Наиболее удаленный от оправки несущий элемент 17 со стороны оправки имеет продольный паз, в котором, с зазором относительно стенок паза, установлен с возможностью вращательного движения режущий элемент 22. На несущем элементе 17 при помощи подшипникового узла 23 установлен вал 24, связанный через шкив 25 посредством ременной передачи 26 с электродвигателем 27 (см, фиг,1),Режущий элемент 22 фиксируется на валу 24 при помощи гайки 28, Ворсообразующий элемент 15 расположен по касательной к основе 2.Данная конструкция ворсообразующего элемента позволяет осуществлять резку ворсовых петель непосредственно на ворсообразующем элементе при намотке ВЛ на оправку, что значительно упрощает технологию изготовления ворсовых материалов. Кроме того, возможность расположения режущего элемента 22 в несущем элементе 17 как параллельно, так и перпендикулярно ветвям транспортера, позволяет получать как равновысокий, так и разновысокий разрезной ворс, что значительно расширяет ассортимент материалов. На обмотчике 9 укреплены бобины 29 с ворсообразующей нитью 30. Из нити 30 в кольцах 31 съемника 32 сформированы ворсообразующие жгуты 33, из которых, в свою очередь, на ворсообразующем элементе 15 сформирована ворсовая лента 34, в виде спиралей из нитей 30. К каретке 6 прикреплен кронштейн 35 с установленным на нем резервуаром 36 с питательной трубкой 37 для подачи клея на основу непосредственно перед сходом разрезанной ВЛ с ворсообразующего элемента и скрепления ее с по 17686855 10 15 20 25 30 35 40 45 50 55 следней, На кронштейне 35 коаксиально оправке установлен узел укладки 38 разрезанной ВЛ на оправку, выполненный в виде, по меньшей мере, одного полного витка спирального элемента, например винтовой пружины. Витки спирального элемента выполнены с возможностью бесступенчатого изменения их кривизны и шага, При этом ворсообразующий элемент установлен с зазором между витками спирального элемента.Данная конструкция узла укладки позволяет осуществлять как фиксирование структуры разрезанной ворсовой ленты, так и ее ориентацию относительно оправки, что повышает качество изготовляемых ворсовых материалов.Установка содержит узел местной подачи горячего воздуха 39 с насадком 40 к поверхности технологической оправки 1 для подсушки клеевого слоя после намотки на основу ВЛ,Устройство работает следующим образом. Транспортерная нить 14 с барабана 13 образует, проходя через отверстие в каретке 6 и ворсообразующий элемент 15, транспортер с двумя несущими параллельными ветвями 20 и 21, движущимися синхронно, и наматывается на вращающуюся оправку 1 с закрепленным на ней материалом основы 2 с нанесенным на наго клеевым слоем 3,Обмотчик 9, вращаясь вокруг ворсообразующего элемента с помощью электродвигателя 11, наматывает по спирали на движущиеся ветви транспортера 14 ворсообразующие нити 30, которые сматываются с бобин 29, образуя тем самым на ворсообразующем элементе ворсовую ленту 34, которая перемещается транспортером до соединения витков ВЛ с материалом основы. Движение от вала электродвигателя 27 через ременную передачу 26, шкив 25 и вал 24 передается режущему элементу 22, который осуществляет разрезку ворсовых петель непосредственно на ворсообразующем элементе при намотке ВЛ на оправку.Разрезанная ворсовая лента сбрасывается с первой ветви транспортера 20 и вместе со второй ветвью 21, т.е, транспортерной нитью, наматывается на вращающийся на оправке материал основы 2, При этом фиксирование структуры полученной ВЛ и ее ориентация относительно оправки осуществляется с помощью узла укладки 38 в течение, по меньшей мере, одного оборота оправки, отводя ее из плоскости намотки со скоростью вращения оправки, обеспечивая тем самым отсутствие перепутывания волокон разрезанной ворсовой ленты при ее намотке и приматывание к основе волокон ворса предыдущих витков ВЛ последующими. Каретка 6, с заданным вращением ходового винта 7 шагом перемещается вдоль образующей оправки 1 по направляющим кронштейнам 5, установленным параллельно оправке, обеспечивая спиральную укладку ВЛ на основу по спирали с шагом намотки. Раствор полимерного клея в легколетучем растворителе (ацетон, бензин и т,д,) из резервуара 36 с помощью питательной трубки 37 подают в процессе намотки ВЛ к материалу основы, после чего производят быструю сушку клеевого слоя с помощью узла местной подачи горячего воздуха 39, формирующего горячий воздушный поток, направленный на вновь уложенный виток ВЛ с помощью насадка 40.Использование в предлагаемых в качестве изобретений способа изготовления ворсового нетканого материала и устройства для его осуществления позволяет повысить качество материалов с одновременным упрощением технологии и значительно расширить ассортимент ворсовых изделий, кроме того, предлагаемые способ и устройство позволяют существенно экономить исходные ворсообразующие материалы, повысить культуру производства.П р и м е р. Необходимо изготовить ворсовый нетканый материал с равновысоким разрезным ворсом высотой 60 мм. Изготовление данного материала по способу-и рототипу предусматривает обрезку ВЛ со стороны ее непрошитого края. При этом для данной высоты ворса, отходы волокна, обусловленные обрезкой петельных дуг ворсинок ВЛ, составляют порядка 10 О от общего веса исходного ворсообразующего волокна, Предлагаемый же в качестве изобретения способ изготовления данного материала предусматривает лишь разрезку петельных дуг ворсинок сформированной ВЛ, без их обрезки, что позволяет свести отходы исходного ворсообразующего волокна к минимуму.В результате обрезки ВЛ, при изготовлении материалов способом-прототипом, образуется высокая концентрация пыли исходных ворсообразующих волокон, которая бывает небезопасна для здоровья работающих людей, например стеклянная или углеродная пыль, Это обуславливает необходимость создания на рабочем месте мощной приточно-вытяжной вентиляции, что тоже связано с определенными материальными затратами.Формула изобретения 1. Способ изготовления ворсового нетканого материала, включающий обмоткуворсообразующего элемента волокнистым жгутом, перемеще,ле полученной ворсовой ленты к вращающейся оправке с помощью двух параллельных ветвей транспортера из нити, намотку ворсовой ленты одним краем на оправку вместе с нитью транспортера, скрепление ворсовой ленты с основой и разрезание ворсовых петель, о т л и ч а ющ и й с я тем, что, с целью повышения качества материала с одновременным упрощением технологии и расширением ассортимента, разрезание ворсовых петель осуществляют непосредственно на ворсообразующем элементе, при этом разрезание и намотку разрезанной ворсовой ленты на оправку и ее перемещение вместе с оправкой по меньшей мере на один полный виток, непосредственно примыкающий к ворсообразующему элементу, осуществляют с одновременным фиксированием и ориентацией структуры ворсовой ленты относительно оправки,2, Способ по п,1, о т л и ч а ю щ и й с я тем, что, с целью получения равновысокого разрезного ворса, разрезание ворсовых петель осуществляют параллельно ветвям транспортера.3. Способ по п.1, о т л и ч а ю щ и й с я тем, что, с целью получения разновысокого разрезного ворса, разрезание ворсовых петель осуществляют перпендикулярно ветвям транспортера.4. Устройство для изготовления ворсового нетканого материала, содержащее каретку, несущую обмотчик и ворсообразующий элемент в виде транспортера из двух параллельных нитей, размещенных на несущих элементах, оправку, механизм резки петель ворса и узел укладки ворсовой ленты на оправке, о т л и ч а ю щ е е с я тем, что, с целью повышения качества материалов с 5 одновременным упрощением технологии и расширением ассортимента, корпус наиболее удаленного от оправки несущего элемента со стороны оправки имеет продольный паз, в котором установлен с воз можностью вращательного движения режущий элемент механизма резки, а узел укладки ворсовой ленты на оправку выполнен в виде по меньшей мере одного полного витка спирального элемента, например вин товой пружины, установленного коаксиально оправке на каретке с возможностью изменения его кривизны и шага, при этом ворсообразующий элемент установлен между витками спирального элемента. 205. Устройство по п,4, от л и ч а ю ще ес я тем, что, с целью получения равновысокого разрезного ворса, продольный паз в корпусе несущего элемента размещен па раллельно ветвям транспортера.6, Устройство по п,4, о т л и ч а ю щ е ес я тем, что, с целью получения разновысокого разрезного ворса, продольный паэ в корпусе несущего элемента размещен пер пендикулярно ветвям транспортера.7. Устройство по п,4, о т л и ч а ю щ е ес я тем, что, с целью повышения качества материала, витки спирального элемента выполнены с возможностью бесступенчатого 35 изменения их кривизны в соответствии сизменением кривизны оправки в процессе Фработы устройства.1768685Составитель С. Березко Редактор Техред М.Моргентал Корректор С. Патрушева Заказ 3624 Тираж Подписное ВНИИПО Государственного комитета по изобретениям и открытиям при ГКНТ СС113035, Москва, Ж, Раушская наб., 4(5оизводственно-издательский комбинат "Патент", г, Ужгород, ул,Гагарина, 10
СмотретьЗаявка
4904003, 22.01.1991
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МАТЕРИАЛОВ
БЕРЕЗКО СЕРГЕЙ НИКОЛАЕВИЧ, БОЛОТИН АЛЕКСАНДР АЛЕКСАНДРОВИЧ, КАТЫШЕВ АЛЕКСЕЙ ИГОРЕВИЧ
МПК / Метки
МПК: D04H 11/04
Опубликовано: 15.10.1992
Код ссылки
<a href="https://patents.su/7-1768685-sposob-izgotovleniya-vorsovogo-netkanogo-materiala-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления ворсового нетканого материала и устройство для его осуществления</a>
Способ изготовления тканых лент с основным ворсом

Номер патента: 657761
Опубликовано: 15.04.1979
Автор: Хуго
МПК: D03D 39/18
Метки: ворсом, лент, основным, тканых
...В.Трубченко Техред Э.Чужих Корректор С.Шекмар каз 1643/64 ЦНИ по 11303Тираж И ГоСударственно елам изобретений Иосква, Ж, Р б Подпи комитета СССР открытийушская наб д.4/5 и ППП Патентф, г.ужгород, ул.Проектная,Фил вляется инфракрасными лучами или горячим воздухом.Далее над и под лентой устанонлены охлаждающие элементы 13, для быстрого закрспления основных нитей ворса из искусственного волокна, размягченных под воздействием тепла. Охлаждающие 5 элементы 13 могут быть выполнены в виде фильер для прохождения холодного воздуха, т.е. для бесконтактного охлаждения, или же в виде элементон, соприкасающихся с лентой, например 1 О роликовЗа охлаждающими элементами расположена поднижная или неподвижная реостатная нагретая проволока...
Устройство для натяжения ленты транспортера

Номер патента: 548498
Опубликовано: 28.02.1977
Авторы: Мещеряков, Мулатов, Пивоваров, Чурсин
МПК: B65G 23/44
Метки: ленты, натяжения, транспортера
...делителем жатки, и5 приводит к подминанию нескошенных растений и, как следствие этого, к потерям зерна,Цель изобретения - упростить конструкциюи уменьшить габариты устройства для обеспечения возможности размещения его в пре 10 делах габаритов транспортера.Это достигается тем, что на концах ведомого вала транспортера установлены кривошипыи шарнирно-связанные с ними поводки, в своюочередь шарнирно-закрепленные на каркасе15 транспортера, причем один из кривошиповсоединен с поворотным рычагом, а на поводкевыполнены отверстия для фиксации последнего на кривошипе,20 На фиг. 1 схематически изображен транспортер, разрез по оси ведомого вала; на фиг.2 - разрез по А - А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1.Устройство для натяжения...
Устройство для контроля проскаль-зывания ленты транспортера

Номер патента: 839915
Опубликовано: 23.06.1981
Авторы: Алт, Косырев, Минеев, Хлебников, Чалышев
МПК: B65G 43/04
Метки: ленты, проскаль-зывания, транспортера
...соединенные блок 7 задержки, счет чик 8, дешифратор 9, логический10 и исполнительный 11 блоки, а также блок 12 индикации, подключенный к одному иэ .выходав дешифратора 9, и умножитель 13 частоты, .подключенный между выходом Формирователя 6 импульсов и другим входом. счетчи ка 8. Выходы датчиков 3 и 4 меток, подключены, соответственно, к входам формирователей 5 и 6 импульсов.Выход формирователя 5 импульсов соединен с входами блока 7 задержки, 15 логического блока 10 и дешифратора 9, Диск 1 имеет в 10 раз меньше зубцов, чем диск 2, и насажен на вал приводного барабана, Зубцы расположены равномерно по окружности дисков.Диск 2 насажен на вал обводногоролика, соприкасающегося с внутренней поверхностью ленты транспортера, причем...
Устройство для отбора угля с ленты транспортера

Номер патента: 27470
Опубликовано: 31.08.1932
Автор: Городинский
МПК: B65G 47/34, E21F 13/08
Метки: ленты, отбора, транспортера, угля
...е изобретения м образом: совершая ие вместе со стержсправа налево, забиизводится следуюкачательное. движнем 7, ковш 10,Настоящим изобретением является устройство для равномерного отбора пробы угля с ленты транспортера, изображенное на чертеже в виде боковой проекции, состоящее из вала 2, приводимого во вращение мотором 19 посредством червячного колеса 18, На вал на-сажен диск 3, снабженный валиком 4, шар-нирно соединенным с шатуном 5, к котоЯому, в свою очередь, прикреплен рычаг.7 через кулачок 9. Стержень 7, кроме того, шарнирно укреплен на стойке 1, присоединенной к раме ленты 1 б болтами 17, благодаря чему стержень 7 обладает качательным движением.На конце стержня У.укреплен ковш 10 с противовесом 12, Отбор пробы про-во для отбора...
Устройство для оттягивания слабины троса бесконечной ленты транспортера

Номер патента: 28439
Опубликовано: 30.11.1932
Автор: Головин
МПК: B65G 23/44
Метки: бесконечной, ленты, оттягивания, слабины, транспортера, троса
...тягой, в целях сохранения постоянного расстояния между ними. На чертеже фиг, 1 изображает боковой вид направляющей рамы, в которой передвигаетсянатяжное устройство; фиг, 2 - вид с торца на направляющую раму; фиг. 3 - вид сбоку на общую схему расположения натяжного устройства; фиг. 4 - вид на нее с торца.Холостая ветвь транспортера 1 (фиг. 3), в месте установки натяжного устройства, огибает два станка А и Б, из коих станок Б укреплен неподвижно, а станок А устроен подвижным в направляющей рамке В (фиг. 1), в свою очередь, устанавливаемой неподвижно. Ра м ка В состоит (фиг, 1 и 2 гаться по ним. Катки Ж при помощи дышла Л соединены со второй парой катков," Я, также катающихся по рельсам направляющей рамы и шарнкрно-связанных со...
Предыдущий патент: Пневматическое устройство для удаления волокнистой пыли со шпулярников текстильных машин
Следующий патент: Способ декоративной отделки деталей швейных изделий
Случайный патент: Многокомпонентное устройство для управления процессом нерерывного смешения