Способ литья вакуумным всасыванием в газопроницаемую форму и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1722218
Автор: Джордж

Текст
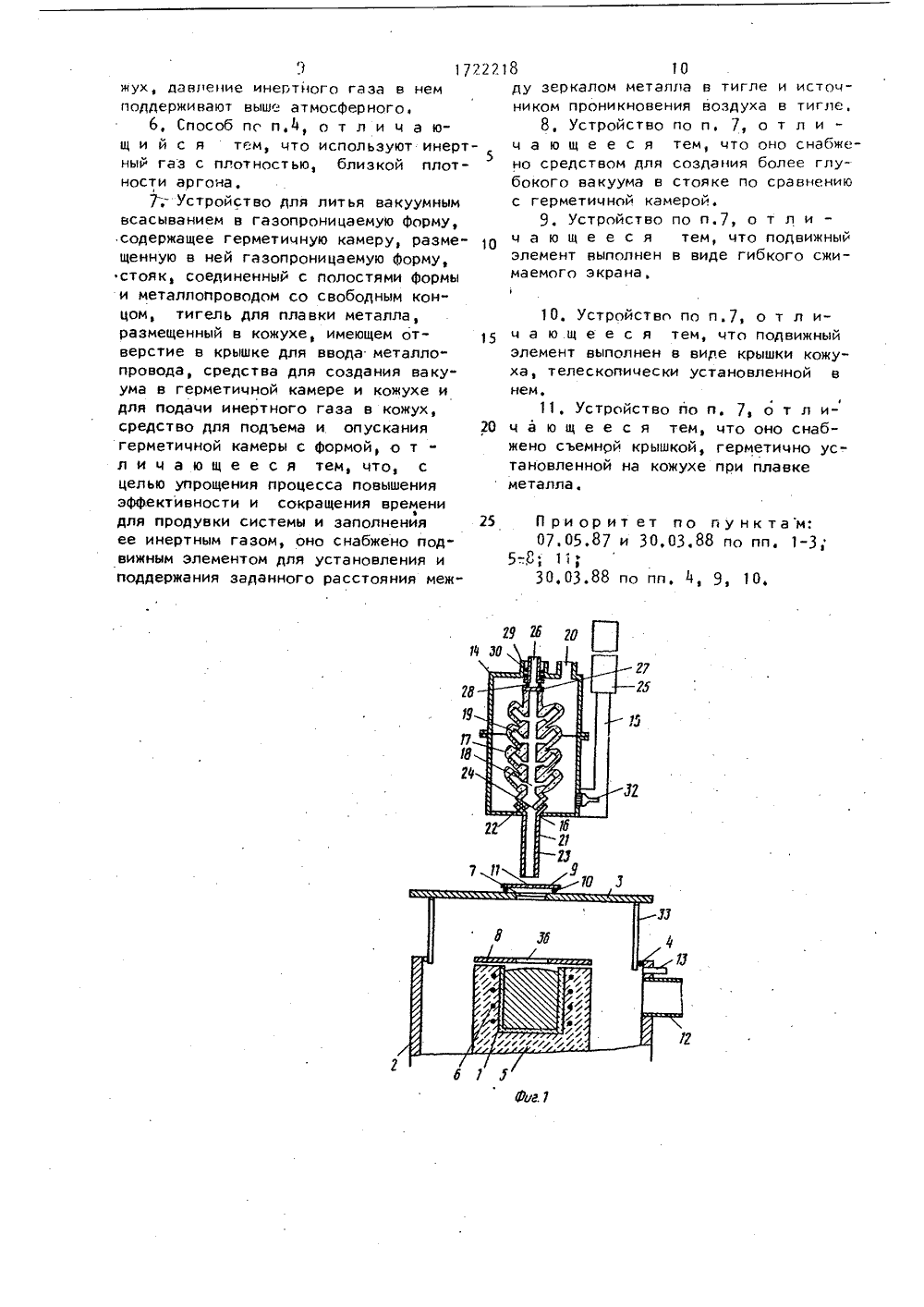
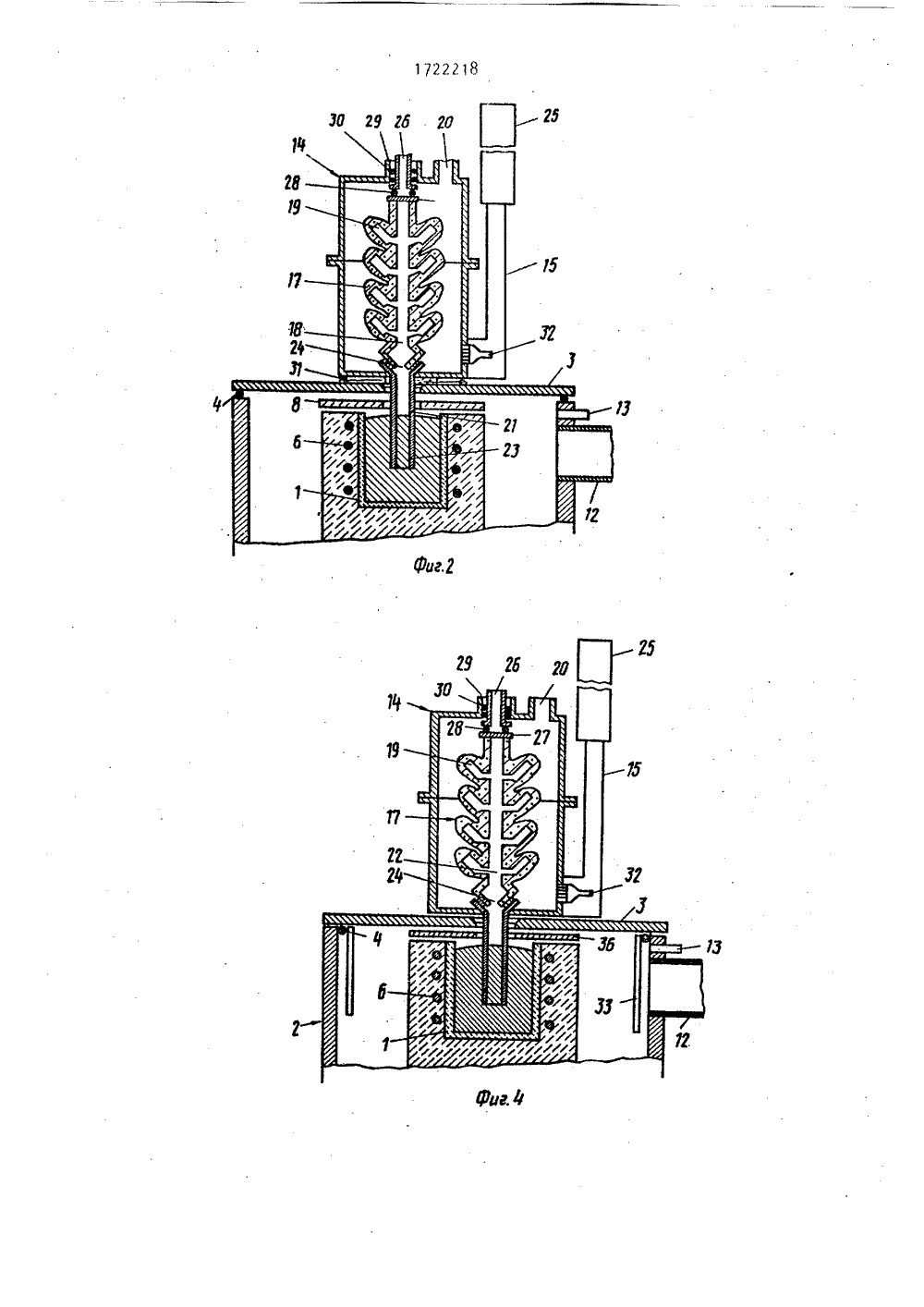
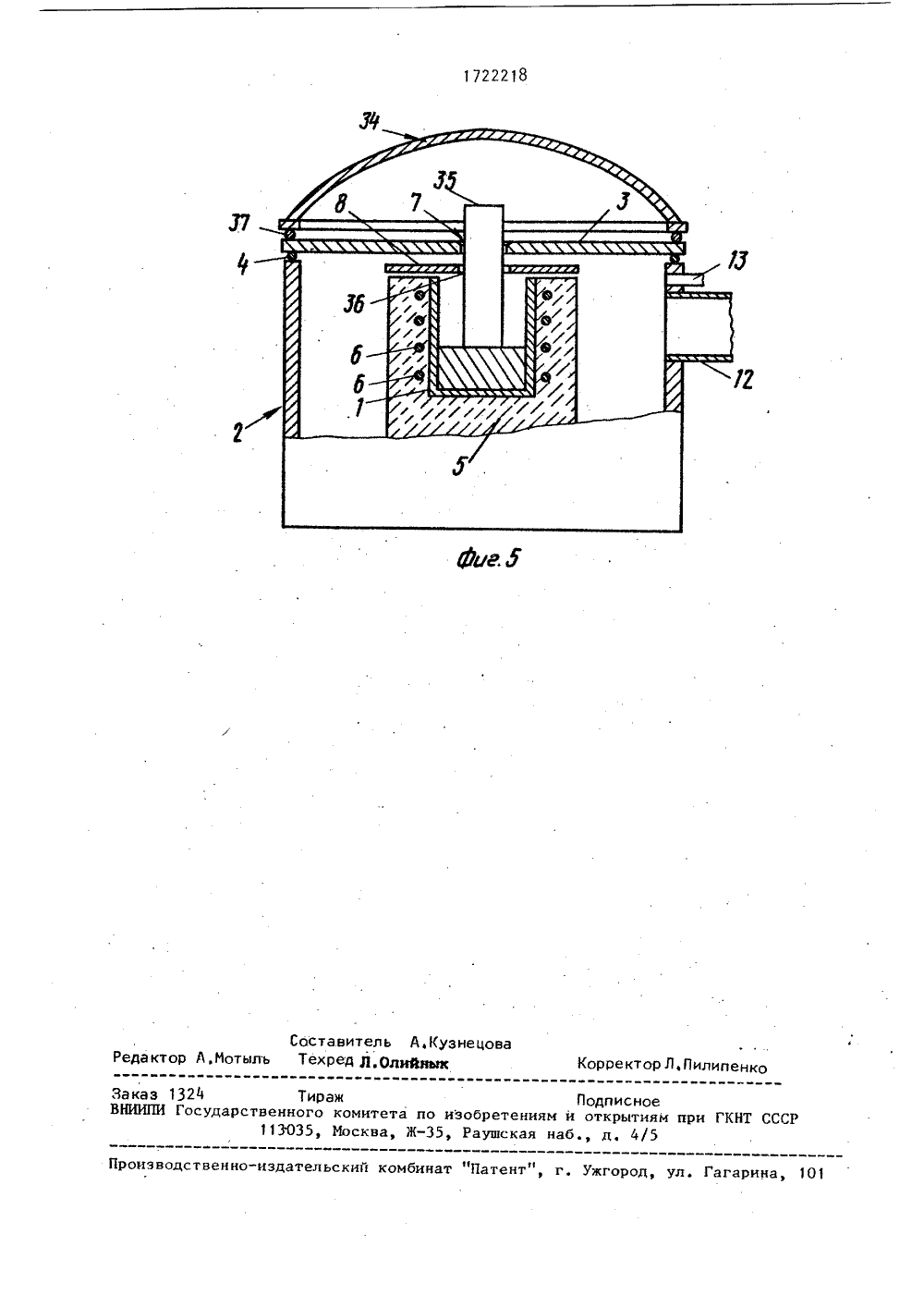
СОЮЗ СОВЕТСНИХСОЦИАЛ ИСТИЧЕСНИХРЕСПУБЛИН 22218 1) В 22 0 18/06 ИСАНИЕ ИЗОБРЕТЕНИ,К ПАТЕНТУ и, Инк. ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИПРИ ГННТ СССР(71) Метал Кастинг Технолод(56) Патент СНА Р 3863706,кл, В 27 1) 18/06, 1985.Патент США Р 4589466,кл, В 22 В 18/04, 1986,(54) СПОСОБ ЛИТЬЯ ВАКУУМНЫМ ВСАСЫВАНИЕМ В ГАЗОПРОНИЦАЕМУВ ФОРМУ ИУСТРОЙСТВО ДЛР ЕГО ОСУЩЕСТВЛЕНИЯ(57) Изобретение относится к литейному производству, в частностик литью вакуумным всасыванием химически активных металлов. Цель изобретения - упрощение процесса, повышение эфФективности и сокращениевремени на продувку системы и заполнение ее инертным газом. Сущность изобретения заключается втом, что герметичная камера 14 сФормой 17 и металлопроводом 21 пере3 1 мещается относительно кожуха 2 с тиглем 2, причем металлопровод проходит через отверстие 7 и опускается в тигель. Кожух .предварительно вакуумируется, а затем продувается инертным газом, В результате вакуумирования камеры 14 происходит заполнение формы металлом, Доступ воздуха и кожух тигля через отверстие 16 предотвращается за счет удержания поверхности жидкого металла и источника проникновения воздуха на достаточном расстоянии (20 см) друг 72218/гл дру а до вм лс.нил метаппопроволатрубы с цепью предотвращения втягивания воздуха потоками циркулирующе 5го воздуха через отверстие е тигель,Доступ воздуха может также предотвращаться путем поддержания достаточного давления инертного газа в кожу -хе тигля и путем размещения между,0 верхней частью металлопровода икрышкой 3 печи гибкого экрана 31Описан второй вариант устройства.2 с, и 9 э,п, ф-лы, 5 ил,20 25 30 Изобретение относится к литейномупроизводству,в частности к литью еа"куумным всасыеанием и под перепадомдавления химически активных металлов.Целью изобретения является упрощение процесса, повышение эффективности и сокращение времени на продувку системы и заполнения ее инертным газом,На фиг, представлено устройство,общий вид, на фиг,2 - то же, при заполнении Формы металлом на Фиг.3то же, общий вид, вариант исполненирна фиг,4 - то же, при заполнении формыметаллом, на фиг,5 - тигель с кожухом при загрузке металла,, Устройство содержит тигель 1, раз"мещенный в кожухе 2 со съемной крышкой 3, размещенной на боковых стенках кожуха через уплотнение 4, Кожухможет быть выполнен охлаждаемым, Тигель 1 имеет футеровку 5 с индукто, ром 6, В крышке 3 имеется отверстие7, такое же отверстие имеется и вжарозащитном экране 8,Над отверстием 7 размещена дру"гая съемная крышка 9 с уплотнением10, В центре крышки 9 предусмотренонебольшое отверстие 11 для ввода термопары, Кожух 2 посредством трубопровода 12 соединен с вакуумной системой, а посредством трубопровода13 - с источником инертного газа,формовочный блок содержит герметичную камеру 14, установленную на вертикально перемещающейся опоре 15, Внижней части камеры 14 выполненоотверстие 16 для установки литейнойформы 17, котбрая на фиг,1 представлена как оболочкоеая форма состояком 18 для подачи металла в полости 19 формы. В верхней цасти камера 14 соединена трубопроводом 20 свакуумной системой, форма 17 имееттакже металлопровод 21 с фланцем 22и свободным концом 23, сланец 22герметично установлен между опорнойстенкой камеры и нижним концом формы17 вокруг входного .отверстия 24 стояка 18, Гидроцилиндр 25 соединен сопорой 15 и обеспечивает относитель"ное перемещение тигляи камеры 14;Последняя состоит из двух половинсо средствами охлаждения, Кроме то" го, камера 14 трубопроводом 26 соединена со средством для созданияболее низкого давления в внутреннейчасти формы по сравнению с камерой.Это средство может иметь пористуюпробку 27, непроницаемую для металлаи проницаемую для газа. Устье трубопровода 26 герметизировано над пробкой 27 с помощью уплотнения 28,Утечка между каналом 29 и камерой14 предотвращается уплотнениями 30,Между крышкой 3 кожуха и формовочным блоком расположен гибкий сжимаемый экран 3 1, выполненный из огне,1 упорного материала, например стекловолокна. Этот экран поддерживает не- .обходимое расстояние межру зеркаломметалла в тигле и источником проникновения воздуха е тигель при снятой0 крышке 9, При использовании этогоустройства таким источником является отверстие 16, расположенное от -носительно далеко от расплава,Следовательно, крышка 9 может удаляться во время продувки кожуха 2аргоном, Аргоноеая продувка приводится при давлении выше атмосферного,при этом аргон наполняет экран 31 ипроисходит через его отверстия для5 17предотвращения поступления воздухачерез экран, Расстояние поверхностижидкого металла от только потенциаль"ного источника воздуха (отверстие16) предотвращает затягивание циркулирующими потоками (зоны Бриллюзна)воздуха в расплав, Это расстояниесоставляет по меньшей мере 20 см,. но может быть и 45 см,Способ осуществляется следующим .образом,Камера 14 устанавливается свободным концом 23 металлопровода 21 надотверстием 7 кожуха тигля, при этомкрышка 9 предварительно снимается,За счет уплотнения верхнего Фланца22 металлопровода 21 между нижнейстенкой камеры 14 и нижним концомформы 17 вокруг отверстия 24 и засчет использования экрана 31, пред"назначенного для поддержания давления инертного газа в кожухе 2 вышеатмосферного, предотвращается поступление воздуха в кожух тигля черезотверстие 7, При использовании инертного газа, например аргона, которыйв. несколько раз плотнее воздуха, илиазота, плотность которого тольконемного меньше плотности воздуха,можно легко регулировать поток гаэадля предотвращения поступления воздуха в кожух 2 через отверстие 7,При литье камера 14 перемещаетсяс помощью гидроцилиндра 25 которыйобеспечивает относительное перемещение металлопровода 21 и кожуха 2 тигля для подачи металлопровода черезотверстие 7 в кожухе, На Фиг, 2 показано, как конец 23 металлопровода21 погружен в жидкий металл в тигле,а также относительное перемещениеконца 23 металлопровода и кожуха 2относительно плоской формы, По мереперемещения конца 23 металлопроводапониженный перепад давления создается ао внутренней части формы 17через стояк 18 эа счет использованиясоединения трубопровода 26 с вакуумной системой, что обеспечивает подачу аргона и затем жидкого металлачерез металлопровод и стояк, приэтом металлостатический напор в стояке 18 также вызывает образованиебокового потока в полости 19 формы17, Одновременно второе давление,равное или выше давления, подаваемого через трубопровод 26, но нижедавления жидкого металла в тигле 1,222.18 6подается в камеру 14 и таким образом в наружную часть формы 17 черезтрубопровод 20 для обеспечения заполнения полостей 19 формы жидким металлом, Величина второго давлениядостаточна только для заполнения полостей 19 формы. После завершениязаполнения давление, окружащее форму 17, может быть повышено, при этомво внутренней части формы поддерживается низкое давление для повышениякачества детали и снижения растягивающих напряжений в форме, Давлениеповышается в камере 14 за счет подачиинертного газа через соединение 32 дотех пор, пока отливаемый. металл остается при реакционноспособной температуре,20После окончания формования этидавления восстанавливаются до атмосферного, атем камера 14 открываетсяи заполненная форма 17 и металлопро вод 21 удаляются для подготовки кследующему циклу Формования. Экран31 за счет возможности обратного сжатия восстанавливает свою первоначальную форму, Крышка 9 может быть 30 установлена над отверстием 7 в кожухе 2, если следующая Форма не готова для литья, Если трубопровод 26 неиспользуется, описанный способ изменяется только в том, что низкое давление для заполнения полостей формысоздается полностью в камере 14 через трубопровод 20, при этом наружное более низкое давление на формупередается во внутреннюю часть через 40 ее пористое тело. Обычно результатыполучаются не настолько хорошими какпри использовании двух вакуумных соединений, работающих при разном давлении, Примеси для удаления примесейиз системы Формы с такой же эффективностью давления во время заполнениядолжно быть ниже но при этом возрастает нагрузка массы металла наформу, Однако способ и устройствоимеют существенные преимущества посравнению с известным устройством ибез использования трубопровода 26На фиг.3 иллюстрируется другойвариант способа защиты жидкого металла от загрязнения воздухом, Крыш -ка 3 кожуха тигля установлена телескопически на элементах 33 и поддерживается гидроцилиндрами (не показаны), которые разносят поверх 1 2 1 Дность металла в тигле от отверстия 7(ближайший источник воздуха) и сохраняют это расстояние на уровне примерно 20 см и более. На этом расстоянии загрязнение потоками циркулирующего воздуха предотвращается, когдакрышка 9 удаляетсяпри подаче аргона,Во время литья (Фиг, 4), когдавыступы металлопровода 21 контактируют с крышкой 3 кожуха 2 тигля помере относительно перемещения металлопровода и кожуха тигля навстречудруг другу, подвижные элементы 33вводятся в зацепление и сжимаются,После завершения литья и удаленияметаллопровода 21 элементы 33 возвращаются в исходное положение, Присоединении нижней части камеры 14и крышки 3 уплотняется отверстие 7для предотвращения поступления любого значительного количества воздуха,когда подвижный элемент 33 сжимается и возвращается в исходное положение после заполнения формы,На фиг.5 для начальной подачи металла в тигль в атмосфере инертногогаза, что делается только периоди-чески, предусмотрена заменяемая крышка 34, которая непроницаема, большеи прочнее по сравнению с крышкой 9,а также может выдерживать вакуумирование кожуха 2 тигля до высокой степени вакуума, Когда крышка 9 удалена камера 14 формы и металлопро- .вод 21 (фиг, 1) удалены, слиток 35,предназначенный для плавки металлапомещается в тигль через отверстия7 и 36 и заменяемая крышка 3 съемноустанавливается на крышке 3 кожухас помощью уплотнения 37 и закрываетотверстие 7, Кожух вакуумируется через трубопровод 13 по существу дополного удаления воздуха и включается индуктор 6 для расплавления слитка:, Когда расплав достигает нужнойтемпературы, инертный газ до нужного давления подается в кожух через трубопровод 13, крышка 9 устанавливается на место с использованием установочного стержня (не показан), а сменная крышка удаляется,Так как крышка 34 устанавливаетсяна периферии и закрывает удаляемуюверхнюю крышку 3 кожуха 2, крышка 3не подвергается действию перепададавлений атмосферы на одной поверхности и высокого вакуума на другойи как крышка 9 может быть легчеи проще в обращении по сравнению скрышкой 34,Предлагаемая форма относится квысокотемпературному керамическомутипу для комбинированных деталей,Однако можно использовать другие10 типы форм, например высокотемпературные формы из формовочного пескадля одиночных и комбинированных деталей различного размера и формы,15 Формула изобретения1, Способ литья вакуумным всасыванием в газопроницаемую Форму,включающий размещение газопроницае 20 мой формы со стояком и металлопроводом в герметичной камере, подачуметалла в тигель с кожухом, заполненным инертным газом, перемещениеи погружение нижнего конца металлопровода в тигель с жидким металлом через отверстие в крышке кожуха,создание вакуума в герметичной каме-.ре для заполнения формы металлом, из 30влечение. металлопровода иэ тигля,о т л и ч а ю щ и й с я тем, чтос целью упрощения процесса, повышения эффективности и сокращения времени на продувку системы и дополнения ее инертным газом, между зерка"лом жидкого металла в тигле и источником проникновения воздуха в кожухподдерживают расстояние, по меньшеймере 20 см в течение всего процесса,40 кроме заполнения Формы металлом.2, Способ по и,1, отличающ и й с я тем, что, с целью заполнения формы инертным газом, герметичную камеру вакуумируют в процессе45 перемещения металлопровода к тиглю.3, Способ по п.1, о т л и ч а ющ и й с я тем, что в верхней частистояка в процессе заполнения формыметаллом создают более глубокий вакуум, чем в герметичной камере,4, Способ по и,1, о т л и ч а ющ и й с я тем, что расстояние междуисточником проникновения воздуха вкожух и зеркалом жидкого металла сос 55тавляет 45 см,5, Способ по и,1, о т л и ч а ющ и й с я тем, что, с целью предотвращения поступления воздуха в ко"10. Устройство по п,7, о т л иц а ю щ е е с я тем, цто подвижныйэлемент выполнен в виде крышки кожуха, телескопически установленной внем,11. Устройство по п. 7, о т л и ч а ю щ е е с я тем, цто оно снабжено съемной крышкой, герметично установленной на кожухе при плавкеметалла. 25 П риор ит ет по пунктам:07,05,87 и 30,03,88 по пп. 1-3;5-8;30,03,88 по пп, 4, 9, 10,) 1722жух, давление инертного газа в немподдерживают выше атмосферного,6, Способ по п,4, о т л и ч а ющ и й с я тем, что используют инертный газ с плотностью, близкой плотности аргона,Устройство ДлЯ литьЯ вакуумнымвсасыванием в газопроницаемую форму,содержащее герметичную камеру, размещенную в ней газопроницаемую форму,стояк, соединенный с полостями формыи металлопроводом со свободным концом, тигель для плавки металла,размещенный в кожухе, имеющем отверстие в крышке для ввода металлопровода, средства для создания вакуума в герметичной камере и кожухе идля подачи инертного газа в кожух,средство для подъема и опусканиягерметичной камеры с формой, о тл и ч а ю щ е е с я тем, что, сцелью упрощения процесса повышенияэффективности и сокращения временидля продувки системы и заполненияее инертным газом, оно снабжено подвижным элементом для установления иподдержания заданного расстояния меж 18 10ду зеркалом металла в тигле и источником проникновения воздуха в тигле,8, Устройство по и. 7, о т л ич а ю щ е е с я тем, что оно снабжено средством для создания более глубокого вакуума в стояке по сравнениюс герметичной камерой.9, Устройство по п 7, о т л ич а ю щ е е с я тем, цто подвижныЙэлемент выполнен в виде гибкого сжимаемого экрана,зо гу гб го1722218 нко Корректор Л, П Заказ 132 ч ТиражВНИИПИ Государственного комитета по изобретениям и ГКНТ С113035, Иосква, Ж, Раушская на ельский комбинат ент", г. Ужгород Производственно агарина, 1 О Составитель А,Кузнецоедактор А.Мотыль Техред Л.Олийнык Подписноеи открытиям прб., д, 4/5
СмотретьЗаявка
4355727, 06.05.1988
Метал Кастинг Технолоджй, Инк
ДЖОРДЖ Д. ЧЕНДЛИ
МПК / Метки
МПК: B22D 18/06
Метки: вакуумным, всасыванием, газопроницаемую, литья, форму
Опубликовано: 23.03.1992
Код ссылки
<a href="https://patents.su/7-1722218-sposob-litya-vakuumnym-vsasyvaniem-v-gazopronicaemuyu-formu-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ литья вакуумным всасыванием в газопроницаемую форму и устройство для его осуществления</a>
Несессер круглой формы с поворотной в центре откидной крышкой

Номер патента: 2132
Опубликовано: 15.09.1924
Автор: Полонский
МПК: A45D 33/20, A45D 40/24
Метки: круглой, крышкой, несессер, откидной, поворотной, формы, центре
...формы, На чертеже (фиг. 7) показана одна из разновидностей их, имеющая форму угольника с загибами на концах 14, заскакивающими в специальные углубления 15, делаемые на боковых поверхностях коробочек 7. Пружинки прикрепляются к стенкам желобков или к основанию 1 любым путем.Основание несессера может быть сделано цельным коробчатым, тогда отдельные коробочки для аксессуаров не применяются, а отделения непосредственно закрываются крышками при общей крышке несессера, В центре основания 1 укрепляется скоба 1 б со с 1 ерженьком 17 (фиг, 1, 5 и 8) под скобку вкладывается флакон с духами 4, а на стерженек 17 насаживается крышка 18 с отогнутыми книзу краями (фиг, 2 - 5 и 8), состоящая из двух частей, связанных шарниром 19 (фиг. 3,4), и...
Форма выполнения аппарата для способа и приспособления для отгонки поглощенных адсорбером газов и паров, означенного в п. 1 по пат. по заяв. свид. № 9527

Номер патента: 17398
Опубликовано: 31.10.1930
Автор: Общество
МПК: B01D 53/02
Метки: адсорбером, аппарата, выполнения, газов, заяв, означенного, отгонки, паров, пат, поглощенных, приспособления, свид, способа, форма
...Такой процесс особенно применим для обратного получе, ф при добывании газолина из естестВен.ного (натурального) газа и т, д., после подогрева, производят нагревание нейосредственно паром, так как смешение водяного пара с материалами, подлежа;щими обратному получению, не связано ни с какими потерями. Затем, через отверстие 1 в камере М вводят пар под ,низким давлением, перегретый или нет. .Если кран 5 закрыт, а вентилятор .У остановлен, этот пар перегревается еще, проходя через пучок труб ,д, проходит через адсорбер, выходит по трубе Ь и поступает в конденсатор - холодильник, увлекая с собою большую часть рекуперированного материала. Можно, впрочем, ,повысить термический коэфициент по.лезного действия, заставив пар...
Способ выемки из форм изделий из схватывающихся материалов при помощи сжатого воздуха

Номер патента: 90129
Опубликовано: 01.01.1950
Автор: Листопадов
МПК: B28B 7/10
Метки: воздуха, выемки, помощи, сжатого, схватывающихся, форм
...и стенкс фсрмь непос 1)елстВеннс в скдзсН 11 ы 1 с:ой. Песок применяется стсеянный. олсй фрдкц, с кру 1 пОСТ 1,ю зе ЛЪ 90129рен ОкОлО 1 мм. В кячествс элястиспои и еки может применяться перГамин или инОЙ, подсспый ему, материал. В степках формы устраи- ваютсЯ ствеРстиЯ для пода и сжс 1 тс 0 Всздмха. Песссшы слОи, ИОКР 1- ТЫИ ЭЛЯСТИЧНСИ ПЛЕН КОИ, МКЛЯДЫВЯЕТСЯ В фОРММ ДО УК;ЯДКИ Я Р)1 сТМРЛ и бетонирования.Подвод воздуха осуществляется следуюипм путем. При зпачптсльной толщине формы (015 мм) устраивается резьбовое гисз;.о, в ко- ТорОЕ При ряСПЯЛубКС ВВпсивсЕТся ИяКОНЕсИК ляГЯ-Туцср. РСЗ- бсвое гнездо сверлится по дна етру штуцера, о только па часть толщины днища, а в остальной части тела днища, с целью исключения возмо)кности прсдавливапия...
Способ подготовки металлических литейных форм к заливке металлом

Номер патента: 969419
Опубликовано: 30.10.1982
Авторы: Иткин, Крайнов, Мешков, Шестаков
МПК: B22C 3/00
Метки: заливке, литейных, металлических, металлом, подготовки, форм
...формы до 130180"С, нанесение зашитного жидко стекольного покрытия, продувку сжатьтм воздухом вентиляциоцных каналовс нерабочей стороны Формы, заливкуметаллом, извлечение отливки и удаление защитного покрытия с рабочейповерхности формы, перед удалениетлзащитного покрытия на ттого наносятразупрочцяющее покрытие на. основевоска или парафина при температуреформы 150-250 С,Способ осуществляется следутотцттттобразом,Металлическуто форму нагреваютдо 130-180 С, с помощью пульверизатора наносят "еплоизоляционное покрытие на основе окиси цинка и жидкогостекла. При зтом через вентиляционные канатты с нерабочей стороны формыподается сжатый воздух, который,проходя через каналы, предохраняетих от засорения. После нанесенияпокрытия производят заливку...
Крышка с клапанными отверстиями для двигателей внутреннего горения

Номер патента: 44414
Опубликовано: 30.09.1935
Автор: Букарев
МПК: F02F 1/24
Метки: внутреннего, горения, двигателей, клапанными, крышка, отверстиями
...при наличии углублений крышка значительно освобождается от тепловых напряжений, которые в несколько раз превосходят все другие механические напряжения. щеи крь тения. редмет и Крышка с кдля двигателейотличающаясяуменьшения темпрямолинейныхложенных в месщин, параллельоси клапанных 120 В цилиндровых, снабженных клапаными отверстиями, крышках для двигаелей внутреннего горения, часто повляются трещины в нижней части нища на участке по линии, соединяю" оси отверстий, что вызывает смену гшки и временный простой двигателя.Основной причиной появления трещин является перегруженность материала в данном участкь на сжатие силами реакции от несвободного теплового расширения нижнего днища в его плоскости.В предлагаемой крышке, с целью уменьшения...
Следующий патент: Металлургическая емкость
Случайный патент: Многопролетная трелевочная установка