Способ токарной обработки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки







Текст
(72) Г.Ф.Шатуров и В.Н,Подураев (71) Могилевское отделение Физико-технического института АН БССР (53) 621.941.1(088.8(56) Авторское свидетельство СССР 9 344926, кл. В 23 В 1/00, 1970, (54)(57) СПОСОБ ТОКАРНОЙ ОБРАБОТКИ, согласно которому на обрабатываемой поверхности первым резцом нарезают винтовую канавку глубиной, меньшей величины(л ЯОи 11 1 4 припуска под последующую обработку,которую осуществляют вторым резцом сподачей, меньшей подачи первого резца, о т л и ч а ю щ и й с я тем,что, с целью повышения точности,подачу второго резца устанавливаютбольше половины осевого шага винтовойканавки, причем.на втором резце используют вспомогательное лезвие, приэтом ширину вспомогательного лезвиявторого резца выбирают меньше вели.чины его подачи, но больше половины последней1 11864Изобретение относится к станкостроению.Цель изобретения - повышение точности при обработке деталей со стружкодроблением с предварительным нарезанием на поверхности детали винтовой канавки.На фиг.1 изображена схема обработки по предлагаемому способу; на фиг.2 - положения резца при образова.0 нии канавки на предыдущем (первом) проходе; на фиг.З - схема обработки на последующем (втором )проходе со стружкодроблением; на фиг.4 - траектория движения резца на последующем 15 ( втором ) проходе относительно направления винтовой канавки; на фиг.5 - положения резца при срезании им выступа детали, расположенного между канавками; на фиг.б - изменение соотноше ния максимального и минимального сечения среза в зависимости от ширины вспомогательного лезвия резца для раз. личных величин подач; на фиг.7 - схема обработки с нарезанием двух вин товых канавок двумя резцами на предыдущем (первом ) проходе; на фиг.8 - по" ложения резца при обработке поверхности детали с многозаходной винтовой канавкой, 30Обработку по предлагаемому способу осуществляют следующим образом. Включают вращение детали и подачу Я резца.Резец 1, снимающий предваритель ный припуск глубиной С с обрабатываемой детали 2, одновременно нарезает винтовую канавку 3 (фиг.1) на глубину С , меньшую глубины С 2 припуска, предназначенного под после-. 40 дующую окончательную обработку резцом, и большую величины 0,5 Сдля осуществления дробления стружки, т.е. 0,5 Сс С( С . Величина перемещения Я резца, снимающего предва рительный припуск глубиной С, за один оборот детали 2 должна быть такой, что величина припуска под последующую обработку остается постоянной, равной С , Припуск величиной С сни мается резцом на другой (следующей) операции или последующем проходе. Подача Б резца рассчитывается, исходя из условия снятия только припуска С, и образования канавки Э. Так, если 55 резец имеет главное 4 и вспомогательное 5 лезвия с углами в плане соответственно Ч и(фиг.2), то рас 00четная величина подачи Я предварительного прохода, снимающего предварительный припуск, равнаЯ = Я; - С, (сСК Ч + сСК), (1)Изменяя конфигурацию резца, можно ме - нять и величину подачи Б , Так для радиусного резца расчетная величина подачи Я предварительного прохода равнаБ Я 212 го Сс Со(2)где г - радиус лезвия резца при его вершине.Если подача Б, резца не равна расчетной подаче Б , то при нарезании канавки 3 величйна припуска С подг последующую обработку или уменьшится СС при Я (Б (это поло 2жение лезвия 4 на фиг.2 показано пунктиром )р или увеличится С) при ББ , (это положение лезвия 4 на фиг.2 показано штрих-пунктиром ). Если подача Б не равна подаче Я то высота выступа 6 детали, образованного соседними канавками, изменяется против номинальной. Снятие большего припуска на предыдущем проходе при Б ( Б может привести к выходу детали в брак на последующем проходе, поскольку припуск под обработку рас-" считывается технологическим нормированием. Снятие меньшего припуска на предварительном проходе при Б ) Я увеличивает нагрузку на резец при последующем проходе, что также нежелательно, поскольку уменьшает стойкость чистового резца и увеличивает силы резания, а жесткость системы СГИДрассчитана наполучение опреде ленного качества детали. Поэтому при обработке по предлагаемому методу для получения некоторого диапазона изменения подачи БР или Б необходимо проектировать технологический процесс таким образом, чтобы была возможность (на 10-2 СЕ 1 изменять величину снимаемых припусков Си С Если это невозможно, то изменяют геометрию резца или варьируют глубиной С канавки. Для обеспечения надежйого стружкодробления глубина канавки С должна быть меньше величины припуска С 2 на величину 0905- 0,2 мм, но больше половины величины припуска Спод последующую обра-, ботку, С с - С- (0,05-0,2 ). По результатам испь 1 таний установлено,что если глубина канавки 1 меньшеполовины величины припуска 1 под последующую обработку, то дроблениестружки на втором проходе не осуществляется,Для того, чтобы при обработке резцом 7 на последующем проходе, снимающем припуск С со стружкодробящейканавкой 3, осуществлялось дробление 1 Остружки, необходимо обработку производить с подачей Б , не равной подачеБ предварительного прохода (фиг,З ).Обычно назначают Б ( Б (фиг.4 ). Вэтом случае траектория 8 вершинырезца 7 на поверхности детали 2 располагается под углом д , меньшимугла ,ц подъема винтовой канавки 3,образованной на предварительном проходе. Выход резца 7 при обработке извыступа 6 в канавку 3 сопровождается уменьшением толщины и разделением стружки, т,е. ее дроблением. Дробление стружки происходит и при не нулевом ее сечении за счет наличия зоныматериала с повышенным упрочнением.Для уменьшения колебания усилийпри обработке поверхности детали сканавкой 3 на последующем (втором )проходе процесс удаления металла про.ЗОизводят с подачей, большей половиныосевого шага расположения канавкирезцом, имеющим дополнительное вспомогательное лезвие 9 (фиг.З ), расположенное параллельно направлению подачиБ, В этом случае при нахождении рез ца 7 в канавке 3 (фиг.5 ), т.е. приХ = 0 он снимает припуск Р (участок заштрихован горизонтальными линиями ). При дальнейшем движении резца "относительно выступа в детали снимаеФОмый им припуск увеличивается, и на определенном расстоянии Х резец снимаетмаксимальный припуск Р (участок заштрихован вертикальными линиями,).Если4резец имеет лезвие 9,равное нулю, тоР = О, а Р максимально, что увеличивает колебания усилия при обработкеот нуля до максимального. Наличиецополнительного вспомогательного лез"50вия 9 уменьшает отношение аРс= в .,т- ,что снижает вибрации системы при обработке. На фиг.б показано измеРс 55 нение отношения а = в , для различЪс82.ных отношений подач К = Е,где Е - количество заходов винтовой канавки ( Л = 1, фиг.5 ), Наибольшее снижение колебаний снимаемого резцом припуска (а ) или усилий имеем при величине подачи, превышающей половину величины осевого шага Б расположения канавок,т.е. Б ) 0,5 Я 0Я=0,5 К )0,5, фиг.б). При этом,ширина 1 лезвия должна быть большеполовины подачи Я , но не превышатьее, т,е. 0,5 Б1Б. Так для слу"чая Е = 0,6 наибольшее снижение ко. -с.1лебаний усилий имеем при К =2: 0,3 ( К с К = 0,6, где К= -1 Для К 2 = 0,8 необходимо обработку вести резцом с параметрами 0,4 4 К( 08.Значительное снижение колебаний усилий при обработке с подачей Я1 1Я резцом с 1 ) Б проис 2 о 2 ходит вследствие того, что при Х 0 = = О, когда резец находится в канавке 3, площадь сечения Р незначительно отличается от площади Рс при любом другом Х. Максимальное значение площади срезаемого слоя Рс имеем при ХО = 80 - Яр или при 2=1, Х = Б - Я . Если вести обработку о1резцом с 1 ) 2 Б с подачей 82 )1) 2 Яо то он при Х = 0 снимаетодновременно и минимальный и максимальный припуски, что сразу уменьшает колебаний сил резания. При дальнейшем продвижении резца вдоль выступа 6 детали практическине меняется площадь сечения .срезаемого слоя металла, т.е. силы резания стабилизированы.Для повышения производительности на предварительном проходе обработку осуществляют двумя резцами 1 с нареза. нием двухзаходной канавки (фиг . 7 ). Шаг винтовой канавки Я, осевой шаг расположения канавок Я,. Последующую обработку со стружкодроблением (фиг.З) производят с подачей Б, равной осевому шагу Я канавки (фиг.8), резцом с шириной 1 вспомогательного лезвия, равной не менее 1/4 осевого шага1 расположения канавок, т.е. - - Я ь 1.6( . . В этом случае имеем незначительное(менее 507 ) колебание усилия при обработке (на фиг.б кривая с К =у 2Б, Б,еЕ0 К 2 == = 1 ). Начиная"ос К = 0 25Рс- 0,25, отношение а =измес няется незначительно (фиг.б ). Это происходит потому, что при перемеще нии резца на величину Хп, часть припуска, заштрихованная вертикально (фиг.8), им .не удаляется, зато допол- . нительная часть припуска, заштрихованная горизонтально, прибавляется 15 к основной части удаляемого припуска ( заштрихованной наклонно )и, вследствие этого. площадь Рс удаляемого припуска остается практически неизменной.П р и м е р Производим обработку стального вала диаметром 80 мм резцом с углами в плане У= 450 фф30 . Припуск на первом (предыдущем) проходе 1 = 1,4 мм. Припуск на вто ром (последующем ) проходе 12 = 0,6 мм. Расчетная величина подагчи в для одновременного снятия припуска 1 и образования винтовой канавки глубиной С = 0,5 мм на предыдущем проходе равна Я = , (с 1. У+ с 1,) = 1,366 мм/об.Подачу Я берем, ближайшую по станку, Б = 1,36 мм/об, Последующую обработку производим резцом с 1 = 45 и= 30 . Б = (0,5-1,0) Б . Принимаем Я 2 = 1,0 мм/об. Ширина вспомогательного лезвия резца 1 = 0 5 - Яф гпринимаем 1 = 0,6 мм. На основании данных обработкиК 2 = Б = Оь 73 е К = = 0,44Ба 1Имеем отношением с 2 К 2 К - К 2Т 2 К 2 71-К;+К)-К 2--- 1,88 это лишь на 8 й превьппает оптимальное отношение, получаемое при Е = Е = 0,73.2Таким образом, получаем значительное уменьшение колебания сил резания по сравнению с обработкой резцом име ющим 1 = О, когда отношение Р /Р равно бесконечности,1186400 г.7 Составитель В,СеменоТехред Т.дубинчак 5комитета СССРоткрытийушская наб., д. 4/5 аказ 6479/ Подписное 6 Тираж 1 ИИПИ Государственног по делам изобретений 3035, Иосква, Ж,Патент", г.ужгород, ул.Проектна Филиал Редактор О.Голова Корректор Е.Рошко .
СмотретьЗаявка
3676467, 21.12.1983
МОГИЛЕВСКОЕ ОТДЕЛЕНИЕ ФИЗИКО-ТЕХНИЧЕСКОГО ИНСТИТУТА АН БССР
ШАТУРОВ ГЕННАДИЙ ФИЛИППОВИЧ, ПОДУРАЕВ ВИКТОР НИКОЛАЕВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: токарной
Опубликовано: 23.10.1985
Код ссылки
<a href="https://patents.su/7-1186400-sposob-tokarnojj-obrabotki.html" target="_blank" rel="follow" title="База патентов СССР">Способ токарной обработки</a>
Способ обработки резанием круглым резцом

Номер патента: 1368107
Опубликовано: 23.01.1988
Автор: Шатуров
МПК: B23B 1/00
Метки: круглым, резанием, резцом
...неполный оборот резца с его поворотом на угол Е = 2 й - , заодин полный оборот резца с его поворотом на угол Е = 2 Т, эа Е оборотов резца, с = 2%Е.Соотношение (7) позволяет назначить оптимальные режимы обработки резцом при неполном и одном его обороте, достигая при этом наибольшейего стойкости, а следовательно, и качества обработанной поверхности.При обработке резцом эа Е его оборотов соотношение выбора оптимальныхусловий обработки следующее: Рк ЗТо2- с ----- , (8)Ч ЕИ, + Сз)фгде Е - количество полных оборотоврезца до полного его износа.При обработке вязких материалов, имеющих большую упругую остаточную деформацию, имеют большую величину износа задней поверхности резца Ь и малую величину радиального износа 3, которой можно пренебречь....
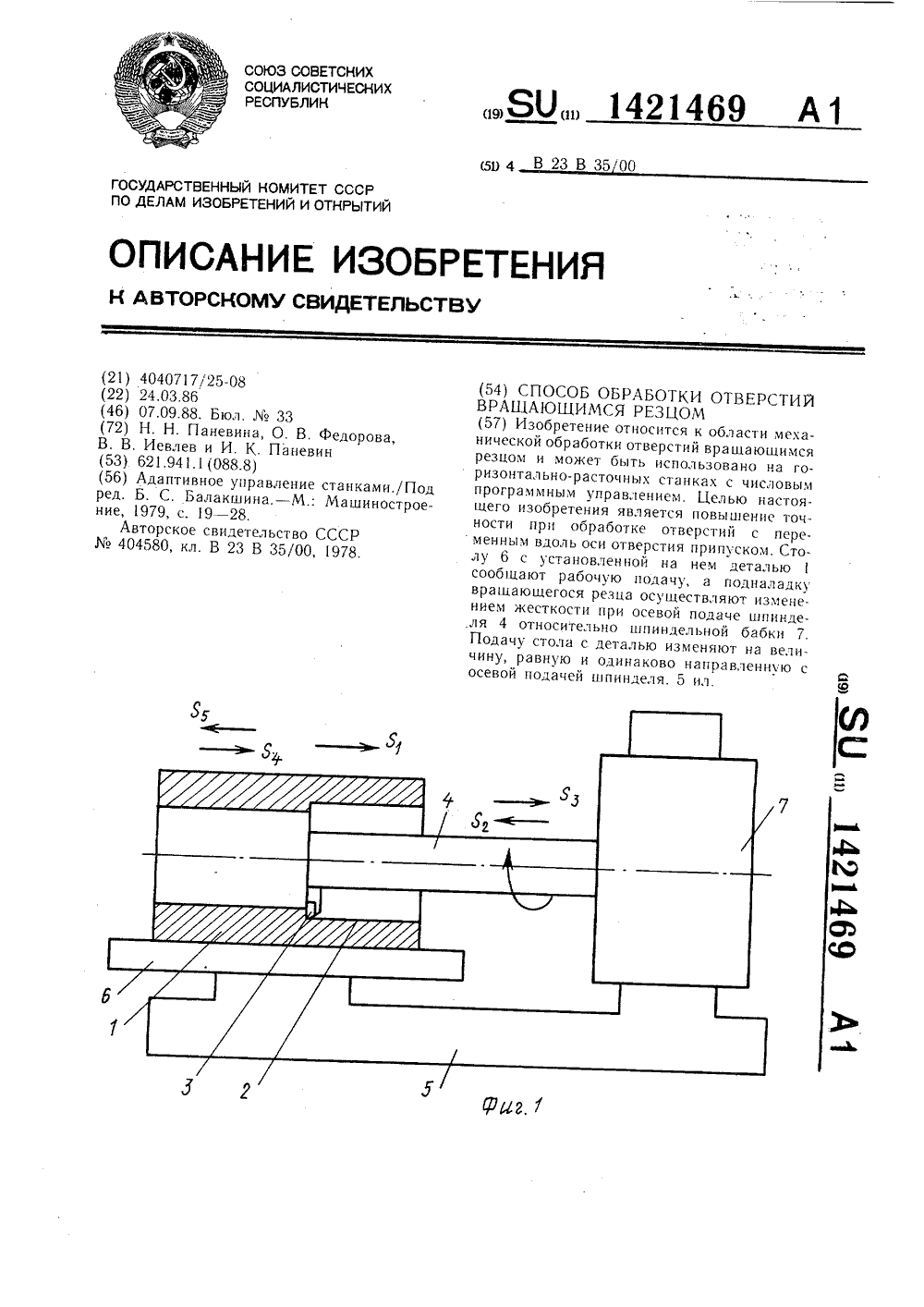
Способ обработки отверстий вращающимся резцом
Номер патента: 1421469
Опубликовано: 07.09.1988
Авторы: Иевлев, Паневин, Паневина, Федорова
МПК: B23B 35/00
Метки: вращающимся, отверстий, резцом
...резцаи деформацией У) шпинделя. где Р) - реакция осевой составляющей силы резания, действующая на резеци шпиндель;6 - расстояние вектора силы Р) додиаметра шпинделя (места зашемления консоли);г - расстояние вектора силы Р) до осишпинделя (радиус обрабатываемого отверстия);- расстояние вектора силы Р) до тор ца шпиндельной бабки;Е и Е" - модули упругости резца и шпинделя соответственно;1 и 1" - моменты инерции резца и шпинделя соответственно,20 У)=У) - У, =Р) (у-,г Е) Суммарная деформация У 2 от действияреакции Р 2 радиальной составляющей силы резания складываетсяиз деформации У 2 25 резца и деформации У 2 шпинделя.) р30 ф ЗЕ 1"где Р 2 - реакция радиальной составляющейсилы резания, действующая на резец и шпиндель;с - расстояние вектора...
Способ обработки металлов вибрирующим резцом

Номер патента: 57874
Опубликовано: 01.01.1940
Авторы: Берковнч, Гольдовский
МПК: B23B 1/00, B23B 29/14
Метки: вибрирующим, металлов, резцом
...в виде сверху, фиг. 2 - схему включения соленоида.Предлагаемый способ обработки металлов состоит в том, что резцу сообщают вибрационные движения вдоль оси обрабатываемого изделия. При этих движениях резец удаляет с обрабатываемой поверхности гребешки", оставляемые обычно резцом. Для осуществления предлагаемого способа при работе на токарном станке предлагается пружинящая державка, выполненная следующим обра. зом. Державка шлицем б (фиг. 1) разделена на две части: пружинящую часть 4, несущую резец 1, и неподвижную часть 3. Державка в целом закрепляется в держателе 10 супорта токарного станка.На пружинящей части 4 закреплен сердечник б, Этот сердечник входит в соленоид 7, помещенный в магнитном экране 0 неподвижной части 3...
Способ управления обработкой резанием детали

Номер патента: 1754331
Опубликовано: 15.08.1992
МПК: B23B 1/00
Метки: детали, обработкой, резанием
...износа инструментовна стойкостной зависимости, принимаетсяза оптимальную. При этой скорости достигается максимальная производительностьпри минимальной интенсивности износаинструмента и, главным образом, обеспечиваются требуемые параметры качества обработанной поверхности.При обработке полимерных материаловизменение скорости резания не влияет насилу резания. Поэтому изменение приращения силы резания при изменении скоростирезания при сохранении постоянства длиныпути резания на каждой из скоростей резания может являться косвенным параметромдля оценки изменения интенсивности износа инструмента. Опытами установлено, чтоначало изменения приращения силы резания происходит при тех же значениях скоростей резания, при которых...
Способ механической обработки нежесткой детали инженера лутова

Номер патента: 1789321
Опубликовано: 23.01.1993
Автор: Лутов
МПК: B23B 1/00
Метки: детали, инженера, лутова, механической, нежесткой
...внутренних сил в детали в результате ее переустановки.Он равен ЬМАдет = МА пр+Ь МА накл,(2) ГДЕ Ь МА дет - ИЗМЕНЕНИЯ МОМЕНта ВНУТРЕН- них сил в результате ее переустановки;МА пр - момент, созДаваемый внУтРенними силами в снимаемом припуске до механообработки;ЬМА накл - ИЗМЕНЕНИЕ МОМЕНта ВНУТРЕН- них сил на поверхности детали, произошедшее в результате наклепа при механообработке.Оцениваются эти величины по предельно возможным значениям, Для этого предполагают:1. Вся потенциальная энергия, накопленная в снимаемом припуске и слое детали, подвергающемся наклепу, идет на искривление детали, то есть растягивающие и сжимающие напряжения расположены по разные стороны от нейтральной оси, и суммарные статические моменты сжатой и растянутой зоны...
Предыдущий патент: Многолезвийный винтовой резец
Следующий патент: Способ токарной обработки
Случайный патент: Устройство для стопорения резьбового соединения