Станок для суперфинишной обра-ботки желобов колец шариковых под-шипников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 848305
Авторы: Самаринов, Шейнфинкель

Текст
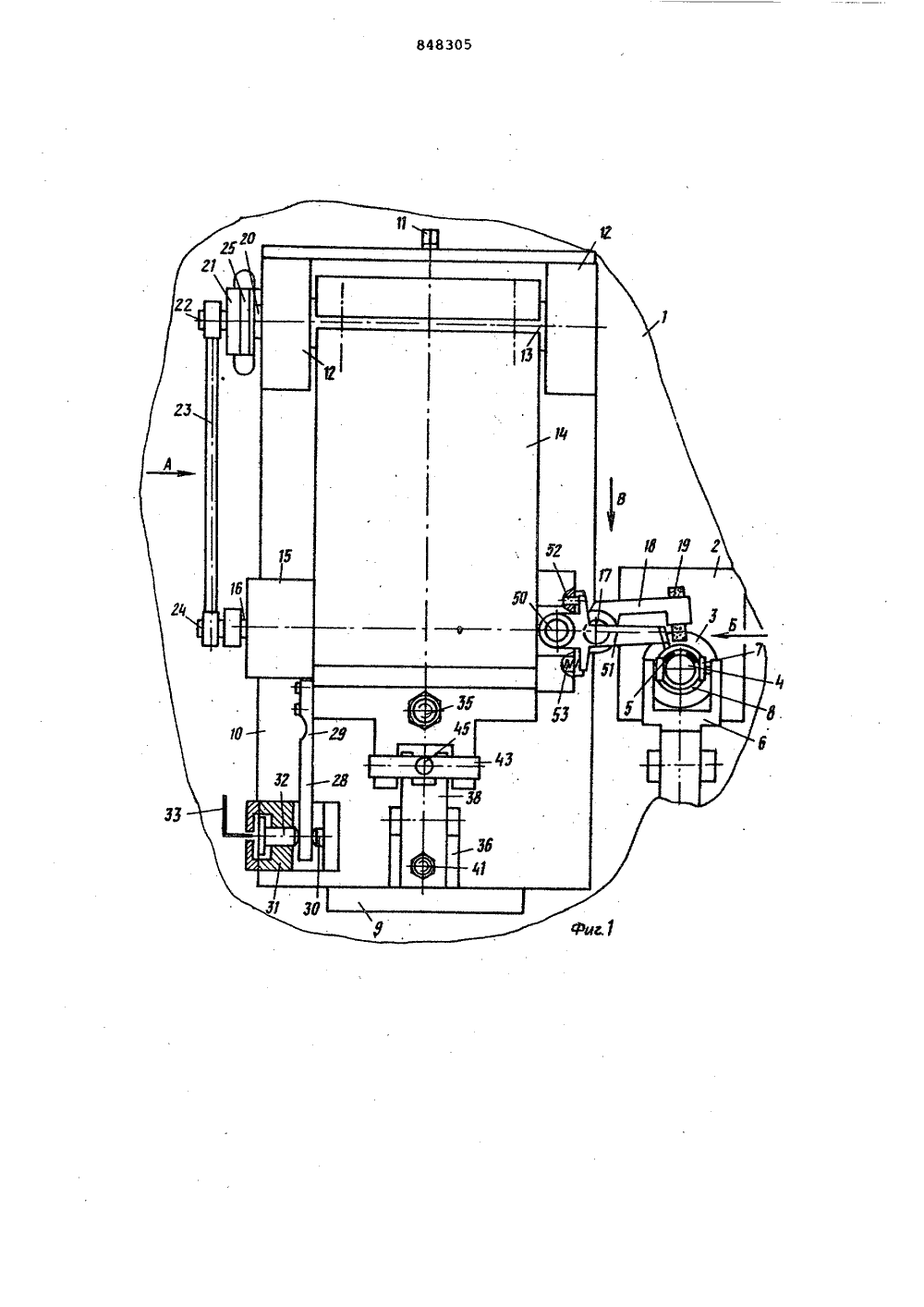
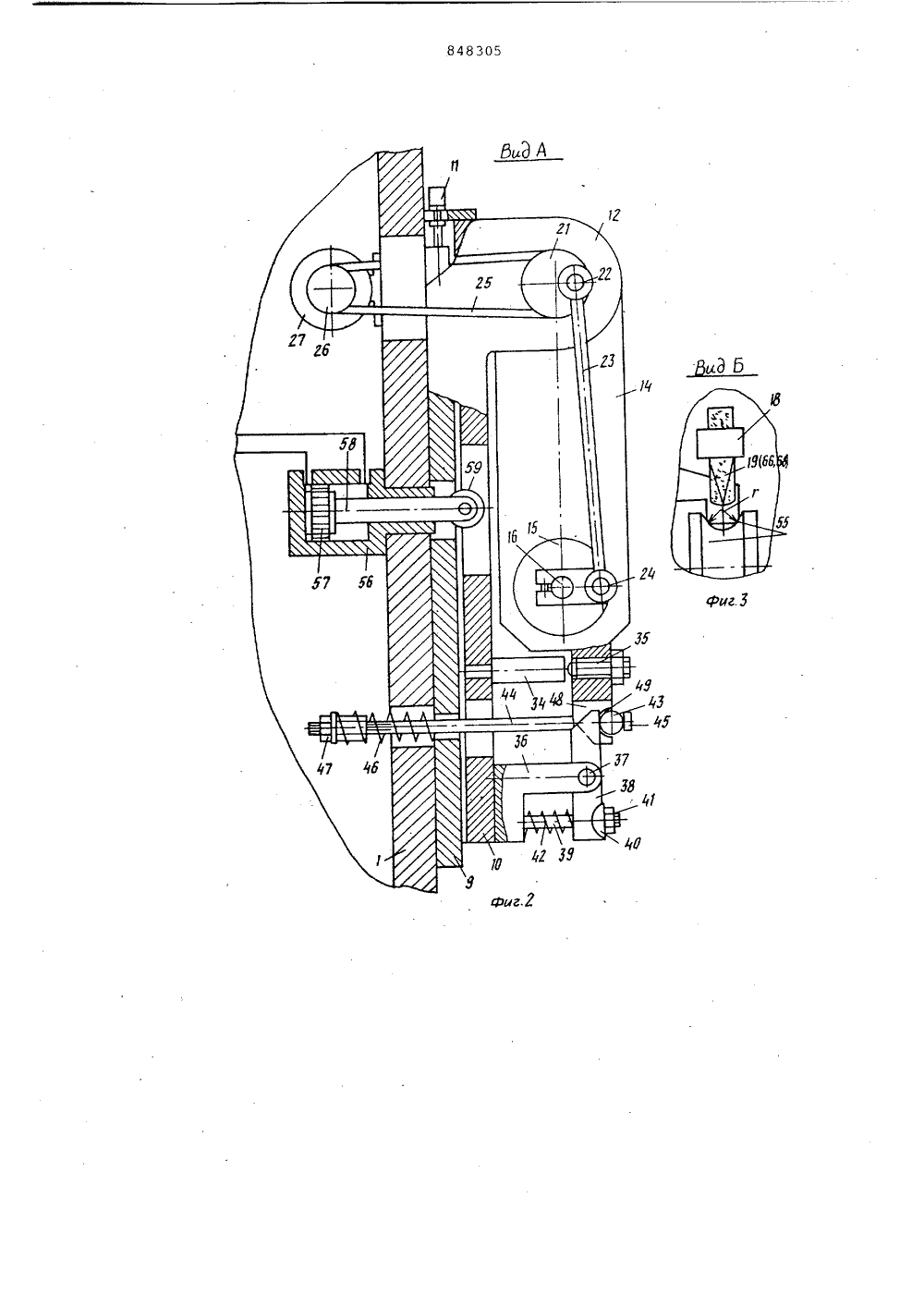
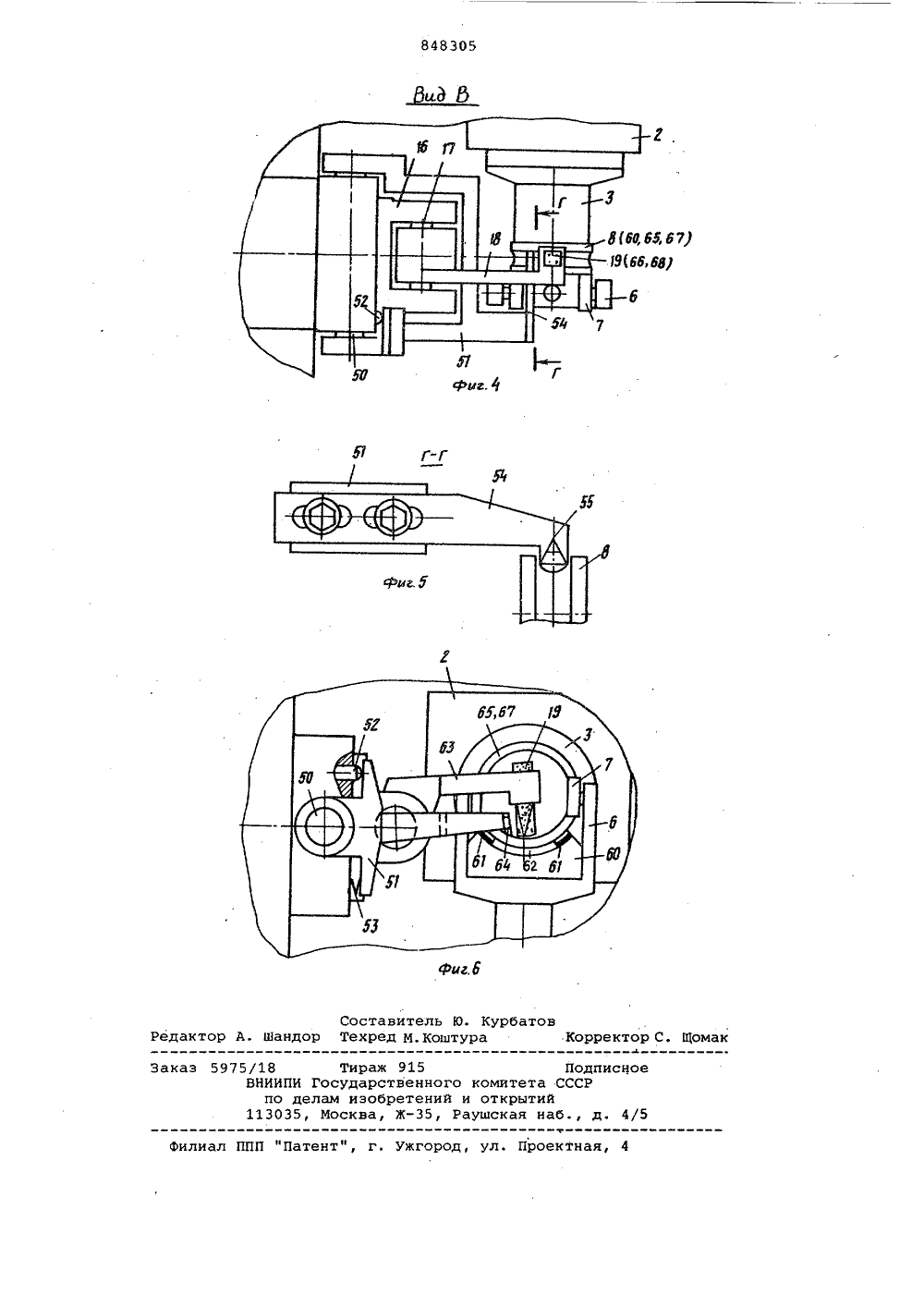
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических Республик(51 исоединением заявки 24 В 19/06 осударственный комитет СССР по делам изобретений и открытий3) Приоритет етень Мо 2 Опубликовано 230781,Дата опубликования опися 23.07.81 ль 2) Авторь изобрете Г. Са ов и В.М. н 71 Заявитель циальное конструкторское бюр 6 .шлифовальног дования(54) СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ ЖЕЛ КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВн и с Изобретение относится к станкостроению, в частности к станкам для суперфинишной обработки желобов колец шариковых подшипников.Известен станок для суперфинишной обработки желобов колец шариковых подшипников, содержащий устройст-, .во для базирования и вращения обрабатываемого кольца, суппорт с рабочей головкой, на валу качания которой закреплен держатель с.инструментом, и устройсТво для совмещения оси вала качания с центрами профиля желоба 1 .Однако в известном станке устрой стро для совмещения оси вала качания с центром профиля желоба не исключает влияния отклонений в пределах допуска расстояний между центрами профилей желобов и базовыми торцами ко лец обрабатываемой партии.Цель изобретения - исключение влияния отклонений в пределах допуска расстояний между центрами профилей желобов и:базовыми торцами колец.Поставленная цель достигается тем, что устройство для совмещения осей вала качания с центром профиля желоба размещено на рабочей головке и выполнено в виде толкателя, установлен ого с возможностью взаимодействия с желобом кольца, а головка снабжена механизмом поворота толкателя и зекрепления головки в положении совмещения оси вала качания с центром профиля желоба.Кроме того, наконечиик толкателяснабжен двумя выпуклыми поверхностями, кривизна которых превышает кривизну желоба кольца, а механизм зак- репления головки снабжен упором,прижимом и пластиной с упругой перемычкой, смонтированной на головке с воэможностью взаимодействия с упором прижимом, кинематически связанным введенным в механизм приводом.На фиг. 1 представлен станок,об- щий вид; на фиг. 2 - вид А на фиг.1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на Фиг.5 разрез Г-,Г на фиг. 4; на фиг. б исполнение станка для обработки наружных колецНа станине 1 установлена бабка изделия 2 со шпинделем 3 и оправка 4 с радиальными опорами 5, а также вильчатый рычаг б, несущий ролики 7 прижатия заготовки 8 - кольца шарикового подшипника - к плоскому торцу шпинделя 3.На вертикальной направляющейстанины 1 установлен суппорт 10, связанный со станиной посредством винта11 установочных перемещений.Суппорт 10 снабжен кронштейнами12, в которых на оси 13 подвешенарабочая головка 14 с гильзой 15. Впоследней смонтирован на подшипникахвал качания 16, с передним концомкоторого посредством оси 17 связандержатель 18 в виде рычага, несущийинструмент 19 - абразивный брусок,взаимодействующий с тороидным желобом кольца 8,Соосно с осью 13 подвеса рабочейголовки смонтирована в подшипникахось 20, несущая шкив 21 с кривошипом22, который связан шатуном 23 со вторым кривошипом 24, закрепленным навалу качания 16. Шкив 21 связан ременной передачей 25 с ведущим шкивом26, закрепленным на валу двигателя27.На рабочей головке 14 жестко закреплена плоскопараллельная пластина28, перпендикулярная оси 13, в пластине 28 образована упругая перемычка29 в виде участка уменьшенной толщины, На суппорте 10 закреплены упор30 и прижим, состоящий из диафрагменного цилиндра 31 со штоком 32, связанного трубопроводом 33 с гидроили пневмосистемой станка.При отведенном штоке 32 пластина28 не касается элементов 30 и 32.На суппорте 10 закреплен упор 34,с которым взаимодействует регулируе-.мый винтовой упор 35 рабочей головки14, и двойной угольник Зб, на котором посредством оси 37 смонтированрычаг 38, задний конец которого связан с суппортом регулировочным болтом 39 с полуцилиндрической прокладкой 40, гайкой 41 и пружиной 42 силового замыкания, На переднем вильчатом конце рычага 38 лежит палец 43, поджатый к этому концу тягой 44 с головкой 45, пружиной 46 и гайкой 47. Концы пальца 43 взаимодействуют с вильчатым выступом 48 рабочей головки 14, в котором предусмотрены полукруглые вырезы 49 под палец 43.На рабочей головке 14 смонтировано устройство для совмещения оси вала качания с центром профиля желоба. Это устройство содержит полуоси 50, рычаг 51, имеющий форму рамки, механизм поворота рычага 51, например цилиндр со штоком 52 и пружиной 53силового замыкания, и сменный толка-. тель 54, взаимодействующий с желобом кольца 8. Наконечник толкателя 54снабжен двумя выпуклыми поверхностями 55, кривизна которых превышаеткривизну желоба кольца, расположеннымы симметрично относительно вала качания головки (фиг. 3).В исполнении,для обработки желобов наружных колец станок дополнительно оснащен цилиндром 5 ь с поршнем57, шток 58 которого оснащен роликом9, взаимодействующим с рабочей головкой 14, оправка 4 заменена корпусом 60 с опорами 61, взаимодействующими с наружной поверхностью кольца62, держатель 18 заменен держателем63, а толкатель 54 толкателем 64(фиг. 6), Расстояние между инструментом 19 и толкателем 4 задано минимальным из условия обеспечения гарантированного зазора. Это расстояниеможет составлять 0,2-2,0 номинальнойширины желоба подлежащего обработкекольца или, в угловом выражении,2-20 В комплект станка входят также настроечные имитаторы иэделия 8 и инструмента 9, а именно эталонные кольца 65 и игла ьб, к станку для обработки наружных колец соответственно 67 и 68 имеющие хвостовик,. форма и размеры которого соответствуют таковым инструмента 19, а стержень оканчивается соосной с хвостовиком сферической поверхностью. Станок работает следующим образом При настройке на торец 3 и на радиальные опоры 5 устанавливают эталонное кольцо 65, которое прижимают ро- ликами 7, а в держателе 18 закрепляют хвостовик иглы 66, Элементы 3,4,5, 6,7,18,54,65,66 являются сменными и при настройке станка на другой типоразмер кольца устанавливаются соответствующие этому типоразмеру кольца сменные элементы, Длина сменной накладки 3 шпинделя (фиг. 4) задана из условия приблизительно вертикального расположения головки 14 при совпадении осей вала качания и профиля жело ба.Далее вертикальным перемещениемсуппорта 10 по направляющей 9 посредством винта 11 и наклонами головки 14 посредством винтового упора 35,который упирается в упор 34, и гайки 41 точно совмещают оси вала качания ,16 и профиля желоба эталонного кольца 65 так, что пружина 46 через тягу 44 и палец 43 замыкает винтовой упор Я) 35 на упор 34. При правильном совмещении повороты вала качания 16 не вызывают радиальных перемещений иглы 66. После этого устанавливают и закрепляют на рычаге 51 толкатель 54,который должен касаться обеими выпуклыми поверхностями 55 (фиг, 3) профиля желоба, после чего винтовой упор 35 и гайку 41 отводят соответственно вправо и влево на величину, соответствующую допуску на расстояние между 40 базовым торцом и осью желоба заготовок 8, и закрепляют. После этого головка 14 может свободно поворачиваться в пределах соответствующих допуску зазоров, возникающих между конца ми винтовогб упора 35 и упора 34 имежду пальцем 43 и вырезами 49 выступов 48.Далее заменяют иглу 66 инструментом 19, а эталонное кольцо 65 - заготовкой подлежащего обработке кольца О, штоком 52 поворачивают рычаг 51 по часовой стрелке, прижимая толка- тель 54 поверхностями 55 к стенке желоба. При этом рабочая головка 14 поворачивается в пределах упомянутых зазоров до совмещения осей вала качания и профиля желоба данной заготовки, Далее подают давление через трубопровод 33 в цилиндр 31, и шток 32 прижимает пластину 28 к упору 30,жестко закрепляя рабочую головку 14. Далее отводят шток 52, и пружина 53 отводит рычаг 51 с толкателем 54,после чего шпиндель 3 и кольцо 8 приво- . дит во вращение, подводят поворотом держателя 18 инструмент 19 к поверхности желоба и осуществляют обработ ку. Во время последней двигатель 27 через ременную передачу 26, 25, 21 и кривошипно-шатунный механизм 22-24 сообщает Энакопеременное угловое перемещение валу качания 16 и связанно му с ним инструменту 19После окончания обработки готовое кольцо 8 заменяют очередной заготовкой и повторяется описанный процесс совмещения оси качания с центром про- Зр Филя желоба очередного кольца, так что при обработке каждого из колец партии ось качания инструмента сов- падает с центром профиля желоба.В исполнении по фиг. 6 для обра ьотки наружных колец станок работает аналогично, но для вывода инструмента 19 и толкателя 64 из кольца после окончания обработки последнего цилиндр 56 с поршнем 57 и штоком 58 ,смещает ролик 59 вправо, поворачивая 40 головку 14 против часовой стрелки, при этом палец 43 садится в вырезы 49 и тяга 44 отходит вправо за счет сжатия пружины 46. После замены готового кольца очередной заготовкой пор шень 57, шток 58 и ролик 59 возвращаются в исходное. положение, и пружина 46 возвращает головку 14 в показанное на чертежах исходное положение, 50Благодаря-выполнению устройства для совмещения оси вала качания с центром профиля желоба в виде толкателя для перемещения кольца в положе" ние обработки, взаимодействующего с желобом кольца и установленного на рабочей головке, и снабжению устройства механизмами поворота и закрепления головки в положении совпадения оси вала качания с центром профиля желоба .исключается влияние отклонений в пределах допуска расстояний между центрами профилей желобов и базовыми торцами колец обрабатываемой партии.Формула изобретения1. Станок для суперфинишной обработки желобов колец шариковых подшипников, содержащий устройство для базирования и вращения обрабатываемогокольца, суппорт с рабочей головкой,на валу качания которой закреплендержатель с инструментом, и устройство для совмещения оси вала качанияс центром профиля желоба, о т л ич а ю щ и й с я тем, что, с цельюисключения влияния отклонений в пределах допуска расстояний между центрами профилей желобов и базовыми торцами колец обрабатываемой партии,устройство для совмещения оси валакачания .с центром профиля желоба размещено на рабочей головке и выполнено в виде толкателя, установленногос воэможностью взаимодействия с желобом кольца, а головка снабжена механизмами поворота толкателя и закрепления головки в положении совмещения оси вала качания с центром профиля желоба,2. Станок по и. 1, о т л и ч а ющ и й с я тем, что наконечник толка-теля снабжен двумя выпуклыми поверхностями, кривизна которых превышаеткривизну желоба кольца.3. Станок о п, 1, о т л и ч а ющ и й с я тем, что механизм закрепления головкиснабжен упором, прижимом и пластиной с упругой перемычкой,смонтированной на головке с возможностью взаимодействия с упором и прижимом, кинематически связанным с введенным в механизм приводом.Источники информации,принятые во внимание при экспертизе,1. Авторское свидетельство СССРпо заявкеУ 267353625-08,кл. В 23 в 25106, 1978.848305 Составитель Ю. КурбатовРедактор А. Шандор Техред М.Коштура Корректор С. Щомак иал ППП "Патент", г. Ужгород, ул. Проектная, 4 аз 5975/18 Тираж 91 ВНИИПИ Государстве по делам изобрет 113035, Москва, Ж Подписноного комитета СССРний и открытий5, Раушская наб., д. 4/ 4 67,68,
СмотретьЗаявка
2833809, 30.10.1979
СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРОШЛИФОВАЛЬНОГО ОБОРУДОВАНИЯ
САМАРИНОВ ВАЛЕНТИН ГЕННАДЬЕВИЧ, ШЕЙНФИНКЕЛЬ ВИТАЛИЙ МЕЕРОВИЧ
МПК / Метки
МПК: B24B 19/06
Метки: желобов, колец, обра-ботки, под-шипников, станок, суперфинишной, шариковых
Опубликовано: 23.07.1981
Код ссылки
<a href="https://patents.su/6-848305-stanok-dlya-superfinishnojj-obra-botki-zhelobov-kolec-sharikovykh-pod-shipnikov.html" target="_blank" rel="follow" title="База патентов СССР">Станок для суперфинишной обра-ботки желобов колец шариковых под-шипников</a>
Способ сборки внутренних колец подшипников качения с цапфами осей и валов
Номер патента: 271949
Опубликовано: 01.01.1970
Автор: Алейников
МПК: F16C 35/063
Метки: валов, внутренних, качения, колец, осей, подшипников, сборки, цапфами
...быстро достигнут в отдельных точках поверхности предельного числа циклов нагружения, а следовательно, и максимального износа. Особенно недопустимо заклинивацие шариков в высокоскоростных подшипниках, так как это прцводиг к быстрому разрушению шариков.Целью изобретения является уменьшение деформации колец ц повышение надежности пх соединения.Это достигается использованием способа сборки внутренних колец подшипников с цацфами осей ц валов с селективной подборкой соединяемых деталей из одной сортировочной группы. После такой подборки производят согласовывание овалов п конусов посадочных поверхностей соединяемых деталей путемх относительного вращения с переменой торцов колец подшипников, а затем досылают кольцо до заплечика цапф при...
Способ сборки внутренних колец подшипников качения с цапфами осей и валов
Номер патента: 941729
Опубликовано: 07.07.1982
Автор: Блинов
МПК: F16C 35/06
Метки: валов, внутренних, качения, колец, осей, подшипников, сборки, цапфами
...зависимости от величиныпосадочных поверхностей нагруппы, измеряют и маркируют соединяемых деталей большие и овалов 3.ительно, в каждой группе у содеталей измеряют биения торцов но посадочных поверхностей иучастки 4, имеющие небольшуюбиения, на торцовых поверхнос 94 7293тях заплечиков цапф осей или валов 1 иколец 2.Затем берут из одной сортировочнойгруппы ось или вал 1 и, учитывая положениемаркировочных меток относительно однойиз осей овала 3, подбирают соответствующее кольцо 2, которое на плане торца имеет маркировочную метку, расположеннуюсимметрично относительно одноименнойоси овала 3.Поворачивая кольцо 2 относительно осиили вала 1, добиваются совпадения овалов3 и легким нажимом посылают кольцо 2к заплечику цапфы и определяют...
Устройство для совмещения оси вращения резака с центром отверстия, вырезаемого в стенке полого цилиндрического изделия

Номер патента: 255758
Опубликовано: 15.09.1981
МПК: B23K 37/02
Метки: вращения, вырезаемого, изделия, оси, отверстия, полого, резака, совмещения, стенке, центром, цилиндрического
...подводится к торцу изделия (до упоров) .Подъемно-упорный механизм 3 состоит нз двух упоров, стола, на котором крепятся механизм 4 датчика и стойка 5 рулетки, механизма вертикального подъема стола.Механизм датчика представляет собой редуктор, на одном из выходных валов которого крепится телескопическая штанга 6, передающая ему вращение от поворота изделия.255758 В зависимости от диаметра обрабатываемого изделия ось вращениятелескопической штанги устанавливается ооосно с осью изделия при помощиштурвала подъемно-упорного механизма, Штанга прикрепляется к торцуиэделия на одной иэ главных осейторца. На балконе 7 с газореэательным аппаратом установлен пультуправления и механическая рулетка8. На пульте управления устанавливается необходимый...
Способ совмещения оси качания инструмента с центром профиля желоба

Номер патента: 753609
Опубликовано: 07.08.1980
Авторы: Бернштейн, Гебель, Зыков, Клибанов, Осташов, Паршиков, Старкина
МПК: B24B 19/06
Метки: желоба, инструмента, качания, оси, профиля, совмещения, центром
...1 закреплен на втулке10, имеющей возможность относительного перемещения вдоль обоймы 8,Для настройки положения оси ка;"ния бруска относительно центра проФиля при помощи смонтированного вобойме 8 датчика 11, неподвижногоотносительно перемещающегося бруска1, измеряют изменение отжатия бруска вдоль оси О . Величина отжатияявляется периодической функцией углаповорота бруска с периодом, равнымдвойному углу качания вилки 7 и связанного с ней бруска 1. Поэтому замер отжатия датчиком 11 и определение величины его сигнала осуществляется в течение интервала времени, неменьшего длительностиодного двойного качания. При некотором исходномрассогласовании 04 0 в течение перио"да времени, не меньшего длительностиодного двойного качания,...
Станок для суперфинишной обработки желобов колец шариковых подшипников

Номер патента: 774809
Опубликовано: 30.10.1980
Авторы: Братов, Зыков, Паршиков, Самаринов, Степаненко
МПК: B23B 25/06
Метки: желобов, колец, подшипников, станок, суперфинишной, шариковых
...откидную часть на планку 32 исовмещают (фиг. 5) вершину иглы, т. е,ось вала качания 20 рабочей головки 16,с центром окулярной сетки микроскопа36. При этом настройку по горизонталиведут посредством эксцентрика 30, анастройку по вертикали путем перемещения кронштейна 35 микроскопа 36 повертикальным направляющим 34, затем%0снимают меритель 33 и иглу 24, устанавливают оправку 22 с инструментом23 и контролируют в поле зрения мик -роскопе правильность установки инструмента, после чего убирают планку 32,устанавливают на элементы 4, 5, 6 ба-зирования кольца 7 и осущестьпяют ихобработку, При смене инструмента повторно ставят поворотную честь 15 непланку 32 и контролируют положени Рабочая головка 16 снабжена валом качания 20, параллельным оси 14...
Предыдущий патент: Устройство для суперфинишированияжелобчатых поверхностей колец шари-коподшипников
Следующий патент: Способ возвратно-поступательногопереремещения шлифовальной ленты иустройство для его осуществления
Случайный патент: Машина для уборки свекловичных высадок