Способ изготовления раздувом емкостей из термопластичных материалов и установка для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 703007
Автор: Эдмон

Текст
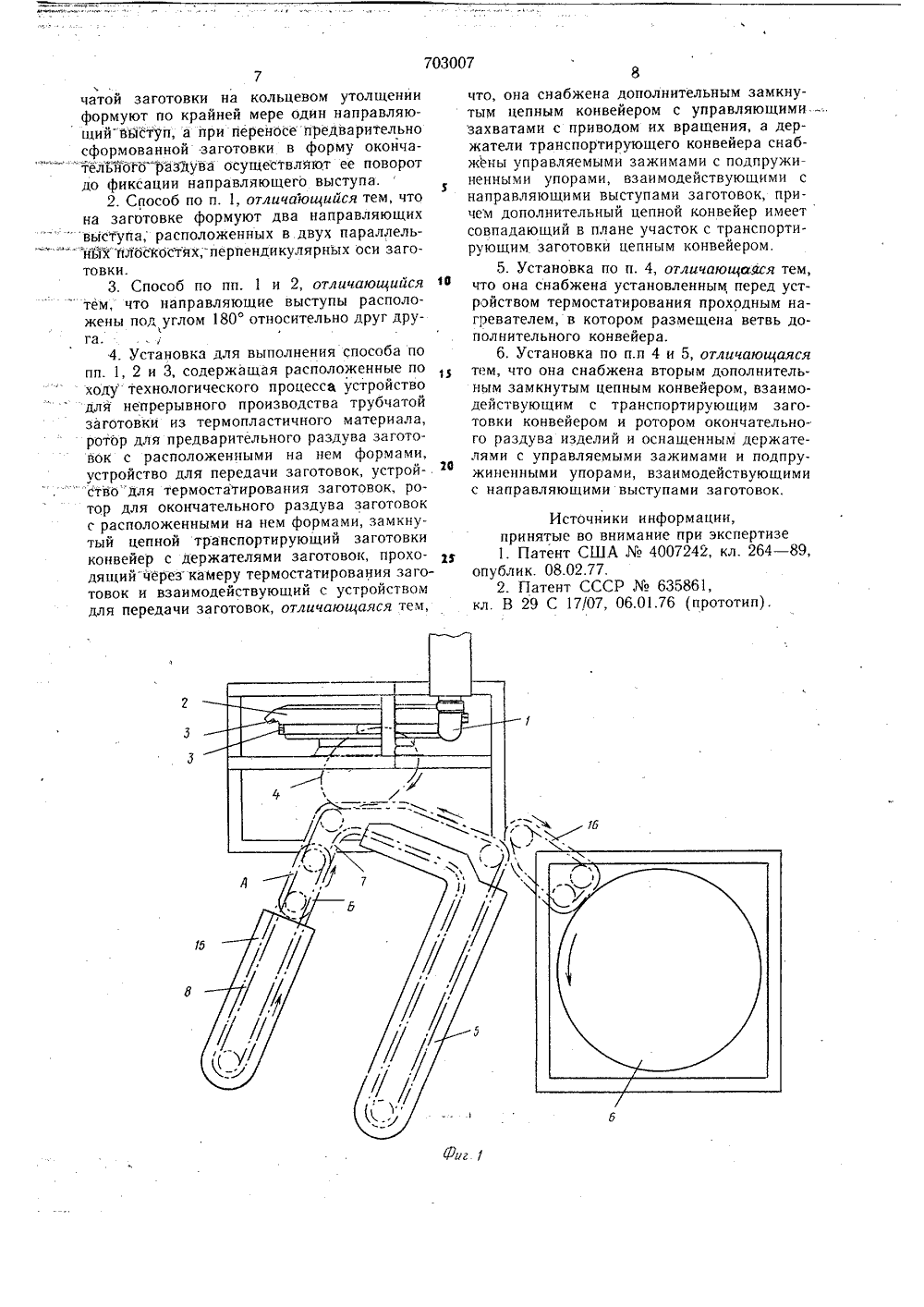
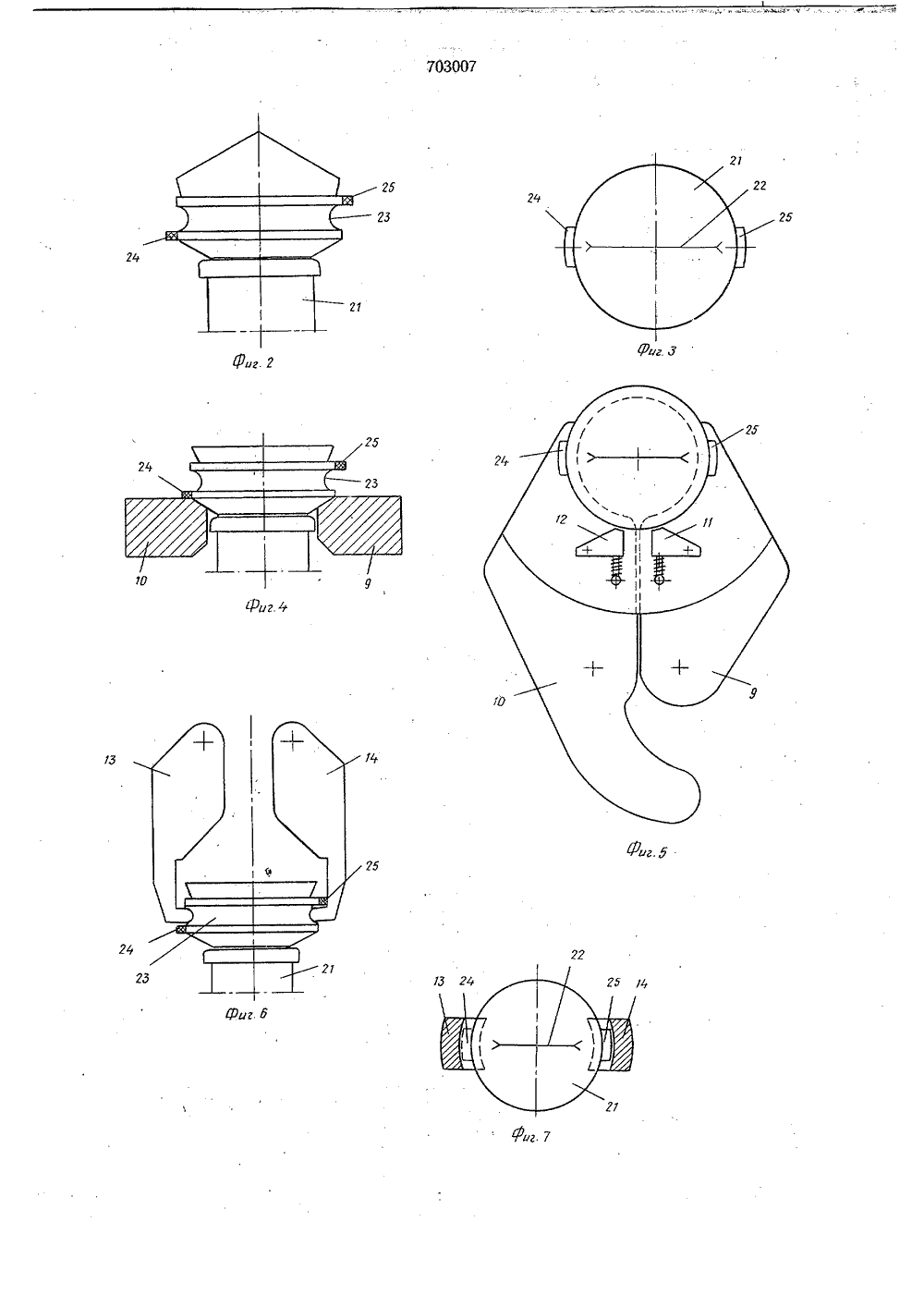
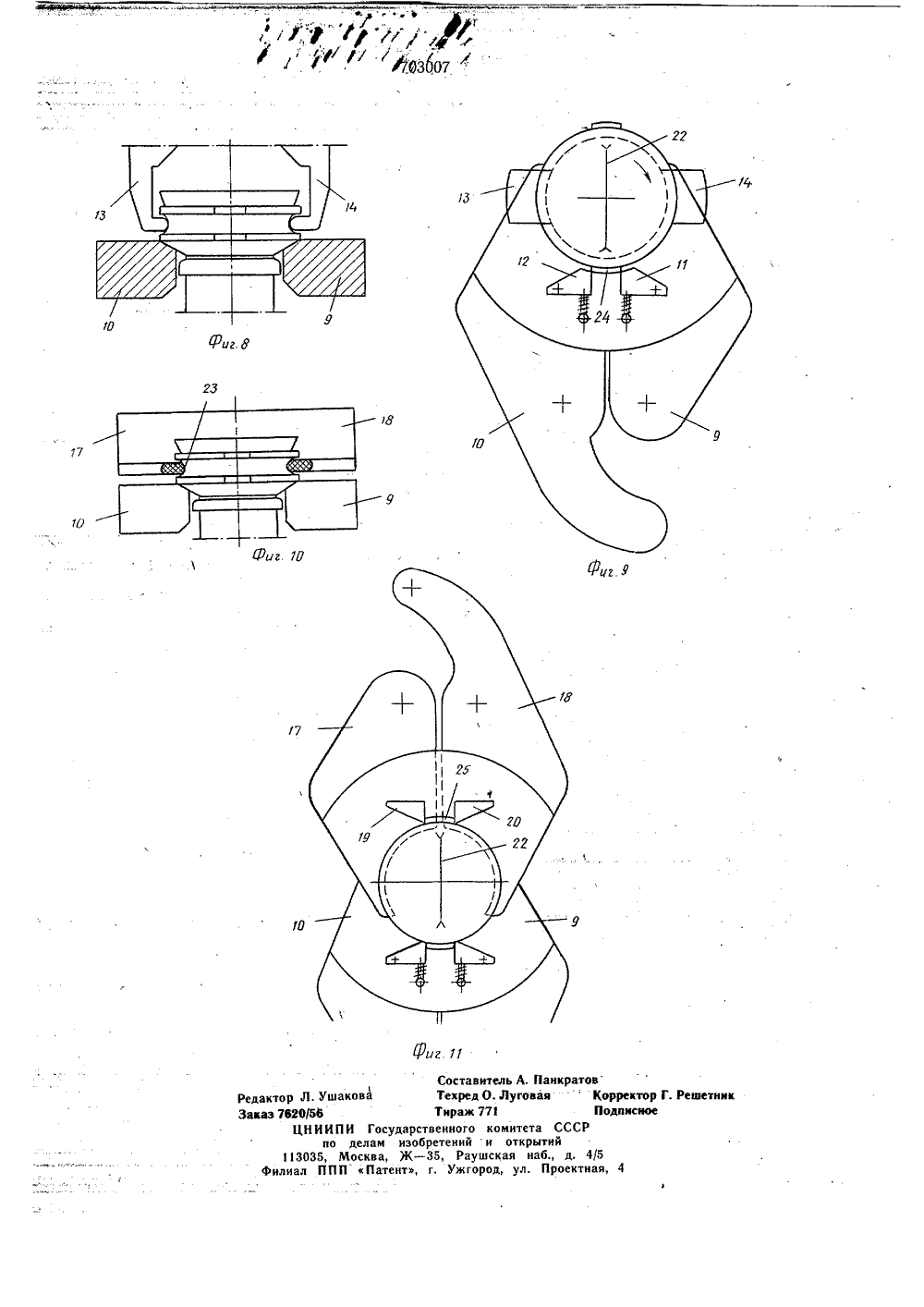
ОП ИИЗОБРЕТЕН ИЯ Союз Советских Социалистических Республик(32) 09.03.7 (33) Франц дарственный комитетСССРделам изобретенийи открытий Опубликовано 05.) Авторизобретени 1) Заявйтел ностранная фирмСолвей Э КоБельгия(54) СПОСОБ ИЗГОТОВЛЕНИЯ РАЗДУВОМ ЕМКОСТЕ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯИзобретение касается переработки пластмасс, оно относится к способам изготовления раздувом емкостей из термопластичногоматериала,Известен способ изготовления раздувомемкостей из термопластичных материалов,включающий изготовление трубчатой .термопластичной заготовки, предварительноеформование трубчатой заготовки с образованием сварного шва в донной части заготовки, перенос полученной заготовки в окончательную форму, раздув заготовки до размеров готовой емкости 1. Такой способ непозволяет получать высокого качества изделия, так как при нанесении рельефного рисунка на дно он может оказаться непропечатанным из-за неопределенного положениясварного шва на дне.Наиболее близким техническим решениемиз известных является способ изготовленияраздувом емкостей из термопластичных материалов, включающий изготовления трубчатой термопластичной заготовки, предварительное формование трубчатой заготовки вформе с образованием вспомогательногокольцевого утолщения и сварного шва в донной части заготовки, перенос полученной заготовки в окончательную форму, раздув заготовки до размеров готовой емкости 2.При осуществлении этого способа заготовка с закрытым дном изготавливается путем выдувания трубчатой заготовки с образованием на ее дне сварного шва, который появляется при сжатии трубчатой заготовки во время запирания формы. Предварительно изготовленная заготовка испытывает ряд перемещений до ее введения в окончательную выдувную форму. В результате этого сварной шов на дне предварительно изготовленной заготовки в момент введения ее в форму может оказаться в любом месте.Это ухудшает качество изделий, так как окончательное выдувание невозможно использовать для нанесения рельефного рисунка на дно изготовляемых емкостей, вследствие того, что он может оказаться непропечатанным из неопределенного положения сварного шва на дне.20Для выполнения этого способа известна установка, содержащая расположенные по ходу технологического процесса устройство для непрерывного производства трубчатой-заготовки из термопластичного материала,ротор для предварительного раздува заготовок с расположенными на нем формами, устройство для передачи заготовок, устройстводля термостатирования заготовок; ротор дляокончательного раздува заготовок с расположенными на нем формами, замкнутый цепцепной транспортирующий заготовки конвейер с держателями заготовок, проходящий через камеру термостатирования заготовок и взаимодействующий с устройством для передачи заготовок.Цель изобретения. - повышение качества изготовляемых изделий за счет ориента, ции сварного шва заготовкиотносительно 1 о окончательной формы.Для достижения указанной цели по споЭ15собу изготовления раздувом емкостеи из термопластичных материалов, включаюгцему изготовление трубчатой заготовки, предварительное формование трубчатой заготовки в форме с образованием вспомогательного кольцевого утолщения и сварного шва го в донной части заготовки, перенос полученной заготовки в окончательную форму, раздув заготовки до размеров готовой емкости, согласно изобретению, при предварительном формовании трубчатой заготовки ца кольцевом утолщении формуют по крайней мере один направляющий выступ, а при пере" носе предварительно сформованной заготов:ки в форму окончательного раздува осущест,.- : вляют ее поворот до фиксации направляющего выступа. Помимо этого, согласно изобре- о тению,на заготовке формуют два направляющих выступа, расположенных в двух параллельных плоскостях, перпендикулярных оси заготовки, и направляющие выступы расположены под углом 180 относительно друг друга, Такое выполнение способа позчоляет повысить качество изготовляемых изделий за счет ориентации сварного шва заготовки относительно окончательной формы.Для выполнения способа предложена установка, содержащая расположенные по хо о ду технологического процесса устройство для непрерывного производства трубчатой заготовки из термопластичного материала, ротор для предварительного раздува заготовок с расположенными на нем формами, 4 устройство для передачи заготовок, устройство для термостатирования заготовок, ротор для окончательного раздува заготовок с расположенными на нем формами, замкнутый цепной транспортирующий заготовки конвей 5 оер с держателями заготовок, проходящии через камеру термостатирования заготовок и взаимодействующий с устройством для передачи заготовок, снабженная, согласно изоб-ретению, дополнительным замкнутым цепным конвейером с управляемыми захватами и с приводом их вращенйя,а держатели транспортирующего конвейера снабжены управля-" ","емыми зажимами с подпружиненными упорами, взаимодействующими с направляющими выступами заготовок, причем дополнительный цепной конвейер имеет совпадающий в плане участок с транспортирующим заготовки цепным конвейером,Помимо этого, согласно изобретению, установка снабжена установленным перед устройством термостатирования проходным нагревателем, в котором размещена ветвь дополнительного конвейера, при этом установка снабжена также вторым дополнительным замкнутым цепным конвейером, взаимодействующим с транспортирующим заготовки конвейером и ротором окончательного раздува изделий, оснащенным держателями с управляемыми зажимами и подпружиненными упорами, взаимодействующими с направляющими выступами заготовок.На фиг. 1 схематично изображена установка для вьшолцеция предлагаемого способа изготовления раздувом емкостей из тсрмопластических материалов, вид в плане; на фиг. 2 - частичный вид спереди ца трубча-. тую заготовку; ца фиг. 3 - то же, вид в плане; ца фиг. 4 - вид спереди на трубчатую заготовку с захватами ца фит. 5 - то же, вид в плане; ца фиг. 6 - вид спереди на трубчатую заготовку с захватами; на фиг.7 - то же, вид в плане; на фиг. 8 - вид спереди на трубчатую заготовку с захватами; на фиг. 9 -- то же, вид в плане; ца фиг. 10 - вид спереди на трубчатую заготовку с захватами; ца фиг. 11 - то же, вид в плане,Пример изготовления раздувом емкостей из термопластичных материалов выполняется в процессе работы установки для его осуществления.Установка содержит (фиг. 1) расположенные по ходу технологического процесса устройство 1 для непрерывного производства трубчатой заготовки из термопластичного материала, ротор 2 для предварительного раздува заготовок с расположеццыыи ца цем формами 3, устройство 4 для передачи заготовок, устройство 5 для термостатирования, ротор 6 для окончательного раздува заготовок с расположенными на нем формами (на чертежах не показаны), замкнутый цепной транспортирующий заготовкиконвейер 7 с держателями заготовок, проходящий через камеру устройства 5 для термостатирования заготовок и взаимодействующий с устройством 4 для передачи заготовок.Установка снабжена дополнительным замкнутым цепным конвейером 8 с управляемыми захватами и приводом их вращения, а держатели транспортирующего конвейера 7 снабжены управляемыми зажимами 9, 10 (фиг.4, 5) с подпружиненными упорами 11, 12, причем дополнительный цепной конвейер 8 имеет совпадающие в плане участки А5и Б с транспортирующим заготовки цепным конвейером 7 (фиг. 1).Каждый захват дополнительного конвейера 8 (фиг, 6, 7) имеет подвижные зажимы 13, 14 и снабжен приводом, вращения (на чертежах не показан), Этот привод как правило выполняется в виде зубчатого колеса, смонтированного на захвате и взаимодействующего с неподвижной Зубчатой рейкой.Установка снабжена смонтированным перед устройством 5 термостатирования про О ходным нагревателем 15, в котором размещена ветвь дополнительного конвейера 8 (фиг, 1).Установка снабжена также вторым дополнительным замкнутым цепным конвейером 16 (фиг. 1), взаимодействующим с транспортирующцм заготовки конвейером 7 и ротором 6 окончательного рл:3 дува изделий и оспаьцсццым дсржа 1.лями,фиг.,Ь, 1) с управляемыми зажпмамп 17, 18 я подпр- жппсцш 1;тп упорами 1 Х 20. иСпособ изготовл;.ция раздувом ;мкостей из термопластичных материалов осуществля 1 от следующим образом.При помощи ус"ройства 1 (ф и. ) изготовляют трубчатую термопластичную заготовку; Затем в роторе 2 предварительно формуют трубчатые заготовки. За счет конфигурации форм 3 в заготовке 21 (фиг. 2, 3) образуют в донной части сварной шов 22 и вспомогательное кольцевое утолщение 23.При этом ца кольцевом утолщении 23 формуют два направляющих выступа 24, 25, расположепцых в двух параллельных плоскостях, перпендикулярных оси заготовки, причем направляющие выступы 24, 25 расположены под углом 180 относительно друг друга.Затем каждую заготовку 21 при помощи устройства 4 переносят из форм 3 в держатели транспортирующего конвейера 7, при этом заготовка удерживается при помощи управляемых зажимов 9, 10 (фиг. 4, 5). 4 О Конвейер 7 транспортирует заготовки 21 к участку А (фиг. 1). Во время транспортирования осуществляется обрезка заусенцев при помощи ножа (на чертежах не показан).На участке Л зажимы 13, 14 (фиг. 6, 7) и держателей дополнительного конвейера 8 захватывают заготовку 21 за вспомогательное кольцевое утолщение 23, а зажимы 9, 10 раскрываются и отпускают заготовку 2 от захвата. Дополнительный конвейер 8юо транспортирует заготовки через проходнои нагреватель 15, причем держатели конвейера 8 при помощи своих приводов непрерывно вращают заготовки 21. На участке Б(фиг.) заготовка 2 снова захватываетсязажимами 9, 1 О (фиг. 8, 9) держателейтранспортирующего конвейера 7.На этом участке заготовка 21 захватывается как зажимами 13, 14 держателей 6дополнительного конвейера 8, так и зажимами 9, 10 транспортирующего конвейера 7. Зажимы 13, 14, вращаясь от привода дер-, жателя, поворачивают заготовку 21 до тех пор, пока выступ 24 не достигнет подпружиненных упоров 11, 12.При этом упор 11 под воздействием выступа 24 отходит в сторону, и заготовка 21 поворачивается до упора выступа 24 в упор 12, а упор 11 возвращается в первоначальное положение, благодаря чему заготовка 21 оказывается зафиксированной между двумя упорами 11, 12.Затем заготовки 21 переносятся конвейером 7 (фиг. 1) через камеру устройства 5 для термостатирования заготовок к зоне взаимодействия с вторым дополнительным конвейером 16, зажимы 9, 10 раскрываются, а зажимы 17, 18 держателей конвейера 16 захватывают заготовку 21 за вспомогательное кольцевое утолщение 23, и упоры 19, 20 фиксируют высТуп 25 (фиг. 10, 11).После этого конвейер 16 переносит заготовки 21 в ротОр 6 окончательного раздува заготовки (фиг. 1). Таким образом, заготовки 2 остаются в строго определенном положении ца втором дополнительном конвейере 16, и их сварной шов 22 на дне всегда находится в определенном положении в момент, когда заготовки попадают в формы дляокончательного раздува.После размещения заготовок 21 в роторе 6 окончательного раздува вспомогательное кольцевое утолщение 23 срезается при помощи ножей (на чертежах не показана), и заготовки 21 формуются раздувом в формах до окончательного размера емкостей.Затем готовые емкости удаляются. Цикл производства емкостей . ведется непрерывно.Использование способа изготовления раздувом емкостей из термопластичных материалов по изобретению позволит повысить качество изготовляемых изделий за счет ориентации сварного шва заготовки относительно окончательной формы.формула изобретения1. Способ изготовления раздувом емкостей из термопластичных материалов, включающий изготовление трубчатой термопластичной заготовки, предварительное формование трубчатой заготовки в форме с образованием вспомогательного кольцевого утолщения и сварного шва в донной части заготовки, перенос полученной заготовки в окончательную форму, раздув заготовки до размеров готовой емкости, отличающийся тем, что, с целью повышения качества изготовляемых изделий за счет ориентации сварного шва заготовки относительно окончательной формы, при предварительном формовании труб7чатой заготовки на кольцевом утолщении формуют по крайней мере один направляющий"выступ, а при переносе предварительно сформованной заготовки в форму оконча" "тельйого раздува осуществляют ее поворотдо фиксации направляющего выступа.2. Способ по п. 1, отличающийся тем, чтона заготовке формуют два направляющих" выступа, расположенных в двух параллельньТх"плоскостях; перпендикулярных оси заготовки.3. Способ по пп. 1 и 2, отличающийсятем, что направляющие выступы расположены под углом 180 относительно друг друга.4. Установка для выполнения способа попп. 1, 2 и 3, содержащая расположенные по ходу технологического процесса устройство для непрерывного производства трубчатой заготовки из термопластичного материала, ротор для предварительного раздува заготовок с расположенными на нем формами, устройство для передачи заготовок, устройство для термостатирования заготовок, ротор для окончательного раздува заготовок с расположенными на нем формами, замкнутый цепной транспортирующий заготовки конвейер с держателями заготовок, проходящийчерез камеру термостатирования заготовок и взаимодействующий с устройством для передачи заготовок, отличающаяся тем,703007что, она снабжена дополнительным замкнутым цепным конвейером с управляющими. -захватами с приводом их вращения, а держатели транспортирующего конвейера снабжены управляемыми зажимами с подпружиненными упорами, взаимодействующими с направляющими выступами заготовок, причем дополнительный цепной конвейер имеетсовпадающий в плане участок с транспортирующим заготовки цепным конвейером.5. Установка по п. 4, отличающаяся тем,что она снабжена установленным перед устройством термостатирования проходным нагревателем, в котором размещена ветвь дополнительного конвейера.6, Установка по п.п 4 и 5, отличающаясятем, что она снабжена вторым дополнительным замкнутым цепным конвейером, взаимодействующим с транспортирующим заготовки конвейером и ротором окончательного раздува изделий и оснащенным держатеаалями с управляемыми зажимами и подпружиненными упорами, взаимодействующими с направляющими выступами заготовок. Источники информациипринятые во внимание при экспертизе1. Патент США4007242, кл. 264 - 89,опублик. 08.02,77,2. Патент СССР635861,кл. В 29 С 17/07, 06.0.76 (прототип).;,РФ,г"А 63 007 г.у Состав Техред Тираж 7 дарственного изобретений Ж - 35, Рау нт, г, Уж го ректор Г, Рещетннк нсное Редактор Л. УшаковаЗаказ 7620/5 ВЦНИИПИ Госуно делам1 3035, Москва,филиал ППП Пате тель А. ПанкратовО. ЛуговаяКо71 Пкомитета СССРи открытийшская наб., д. 4/5од, ул. Проектная
СмотретьЗаявка
2589257, 09.03.1978
Иностранная фирма, «Солвей Э Ко»
ЭДМОН МИШЕЛЬ
МПК / Метки
МПК: B29C 17/07
Метки: емкостей, раздувом, термопластичных
Опубликовано: 05.12.1979
Код ссылки
<a href="https://patents.su/6-703007-sposob-izgotovleniya-razduvom-emkostejj-iz-termoplastichnykh-materialov-i-ustanovka-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления раздувом емкостей из термопластичных материалов и установка для его осуществления</a>
Устройство для дозирования и укладки тестовых заготовок в формы люлечного конвейера

Номер патента: 1271476
Опубликовано: 23.11.1986
Авторы: Абрамова, Астафьев, Левченко, Ли, Шихова
МПК: A21C 9/08
Метки: дозирования, заготовок, конвейера, люлечного, тестовых, укладки, формы
...На тележке 9 размещеныэлектродвигатель 12, редуктор 13 иприводная цепь 14. Тележка 9 перемещается на четырех колесах 15 по рельсам 16 установленным горизонтально 30Эопод задние колеса и под углом 3 подпередние колеса на каркасе 17, накотором параллельно тележке 9 установлен механизм перемещения каретки 8с делительной головкой 5, состоящийиз площадки 18, на которой расположены с образованием крестовинь 1 двенеподвижно закрепленные под углом одна к другой направляющие планки 19и две подпружиненные направляющиепланки 20, установленные с возможностью их отключения. Тяговый ролик 21закреплен на каретке 8 и взаимодействует с направляющими планками и ограничителями 22, установленными на площадке 18. Делительная головка 5 установлена на...
Устройство для укладки тестовых заготовок в карманы люлек конвейера расстойного шкафа

Номер патента: 1353391
Опубликовано: 23.11.1987
МПК: A21C 9/08
Метки: заготовок, карманы, конвейера, люлек, расстойного, тестовых, укладки, шкафа
...З 5 шарниром 11 с консольной частью загрузочного приспособления 1, перемещает последнюю по радиальной траектории относительно шарнира 12. В результате этого при любой ориентации передаточного транспортера 3 на всех позициях загрузки 40 тестовые заготовки будут подаваться на передаточный транспортер 3 в одно и то же место - напротив шарнира 11, в результате чего все тестовые заготовки будут проходить одинаковый путь по передаточному транспортеру 3, и каждая из них будет сходить с транспортера 3 через равный интервал времени, Планка 16, продолжая вращать ся, своим вторым роликом 17, как и в предыдущем цикле, взаимодействует с очередными поперечными направляющими 14 и перемешает каретку 8 на следующую позицик загрузки. Таким образом, за...
Устройство для укладки тестовых заготовок в карманы люлек конвейера расстойного шкафа

Номер патента: 1655427
Опубликовано: 15.06.1991
Авторы: Алейнер, Балин, Гуменюк, Кизлер, Коломейский, Притака, Ушаков
МПК: A21C 9/08
Метки: заготовок, карманы, конвейера, люлек, расстойного, тестовых, укладки, шкафа
...загрузочного приспособления (на чертеже не показано) тестовая заготовка попадает на передаточный транспортер 1, и, перемещаясь по нему, проходит устройство контроля прохождения тестовой заготовки 17, Тестовая заготовка, приподнимая шторку устройства 17. воздействует на датчик 18, который подает команду на включение привода 11 механизма цикличного возвратно- поступательного перемещения каретки 6. Каретка б, двигаясь от крайнего положения, останавливается флажком 13 передочередным карманом люльки 4 и тестовая заготовка забрасывается в карман люльки 4. Очередная тестовая заготовка, проходя под устройством 17, приподнимает шторку, воздействуя на датчик 18, который подает очередную команду на следующее перемещение каретки 6, Каретка 6...
Устройство для деления и укладки тестовых заготовок в люльки расстойного конвейера

Номер патента: 1433450
Опубликовано: 30.10.1988
Авторы: Еремеев, Золотов, Пахотин, Чувахин
МПК: A21C 9/08
Метки: деления, заготовок, конвейера, люльки, расстойного, тестовых, укладки
...с вращением нагнетателя и делительной головкй в виде двух цепных передач, одна из котоРых соединяет редуктор с нагнетателем, а другая соединяет редуктор, .нагнетатель и делительную головку, и размещение на выходном валу редуктора двух обгонных муфт, установленных с возможностью передачи вращения во взаимно противоположных направлениях, позволяет устранить холостой ход делителя и тем самым повысить производительность устройства и снизить энергозатраты.Устройство работает следующим образом.При установке люльки 4 в исходное положение кулачки 28, взаимодействуя с роликами 31 рычагов 30, начинают перемещать раму 3 устройства синхронно с движущимся конвейером 27, Одновременно включается электродвигатель 8, вращение вала которого передается...
Устройство для изготовления металлизированных заготовок трубчатых керамических конденсаторов

Номер патента: 455386
Опубликовано: 30.12.1974
Автор: Зенкович
МПК: H01G 13/00, H01G 4/00
Метки: заготовок, керамических, конденсаторов, металлизированных, трубчатых
...заготовок, и он входит внутрь заготовок на большую или меньнтую величину, Соответственно изменяется величина внутреннего электрода и емкость заготовок. Это обеспечивает возможность регулировки емкости заготовок в ходе технологического процесса.Далее заметаллизированные заготовки падают на транспортер 7 и вместе с ним поступают в канал 8, где происходит вжигание слоя металла в поверхность заготовок и образование на них внутренних и,наружных электродов.Из печи заготовки по транспортеру попадают в,вибропитатель 9 автомата рассортировки по электропараметрам. Далее заготовки поступают в канал измерительной камеры 10, Здесь зажатые контактами заготовки измеряются с помощью блока 11.Если емкость заготовки соответствует номинальному...
Предыдущий патент: Способ центробежного литья
Следующий патент: Устройство для разрезания
Случайный патент: Способ электронной цветокоррекции полиграфических изображений