Способ нарезания обкаткой дуговых зубьев конических колес
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 550247
Автор: Паулиньш






Текст
заявкиосударственный ком ета Министров СССР Опубликовано 15.03,77. Бюллетень3) УДК 621,924.6,04(088.8) по делам изобретени и открытий4411К. К, Паулиньшжский ордена Трудового Красного Знамени политехнический институт) СПОСОБ НАРЕЗАНИЯ ОБКАТКОЙ ДУГОВЫХ ЗУБЪЕВ КОНИЧЕСКИХ КОЛЕСашиностроеев зубчатых 20 ения абарехже,Изобретение относится к м нию,в частности к ооработке зубь колес.Известен способ нарезания обкаткой дуговых зубьев конических колес резцовой головкой с прорезными и профилирующими резцами. Радиальную установку резцов производяттак, что поверхности, образуемые резцами, пересекаются вне заготовки, что не обеспечиваетфланк на зубьях по их длине. 1 ОПо предлагаемому способу фланкированиеосуществляют прорезными резцами одновременно с нарезанием соседних зубьев профилирующими резцами, для чего радиальную установку резцов производят таким образом, чтобы поверхности, образуемые резцами, пересекались на заданных участках длины зубьевзаготовки, соответствующих началу фланков.Это обеспечивает фланк на зубьях заготовкипо их длине,На фиг. 1 показана схема расположрезцов; на фиг. 2 - развертка сечения обртываемых зубьев и резцов на начальную поверхность; на фиг. 3 - схема образования тфланков, первый вариант; на фиг. 4 - то 25второй вариант.Две стороны головки составляют внутренние 1 и наружные 2 резцы, профилирующиенарезаемый зуб 3. Другие две стороны головкисоставляют наружные 4 и внутренние 5 про- ЗО резные резцы, образующие черновые поверхности соседних зубьев б и 7. Наружный прорезной 4 и внутренний профилирующий 1 резцыработают в одной впадине, внутренний прорезной 5 и наружный профилирующий 2 резцы -в другой, соседней впадине.После делительного перехода на профилиро.вание соседнего зуба поверхности, образуемыепрорезными и профилирующими резцами, пересекаются,Пересечение этих поверхностей может происходить в пределах или за пределами зубчатого венца в зависимости от соотношений производящих радиусов г 1, г, г 4, г 5 резцов. Приобработке зубьев без фланкирования поверхности, образуемые профилирующими и прорезными резцами, пересекаются за пределамизубчатого венца, и профилирующие резцы обрабатывают зубья по всей их длине.Фланкирование осуществляют прорезнымирезцами совместно с профилированием при обработке соседних зубьев. Резцовая головка срезцами 1, 2, 4 и 5, установленными на производящих радиусах гг 2, г 4, г соответственно,вращается вокруг оси 8, Ось 8 резцовой головки находится на определенном расстоянии отвершины 9 конуса нарезаемого колеса. Привращении резцовой головки по направлению,указанному стрелкой, главные точки режущихкромок резцов 10 - 13 описывают концентриче25 30 35 40 45 50 55 60 05 ские окружности, которые на зубчатом венце14 - 17 являются продольными линиями рабочих и фланковых поверхностей обрабатываемых зубьев. Внутренний профилирующий резец 1 профилирует выпуклую сторону 18, 19зуба 3, наружный профилирующий резец 2профилирует вогнутую сторону 20, 21 того жезуба. Наружный прорезной резец 4 образуетвогнутую фланковую поверхность 22, 23 соседнего зуба 6, Внутренний прорезной резец 5образует выпуклую фланковую поверхность24, 25 второго соседнего зуба 7.После образования боковых поверхностейзуба 3 и фланковых поверхностей соседнихзубьев нарезаемое колесо поворачивается движением деления вокруг оси 9 относительнооси 8 резцовой головки на угловой шаг наре 2 Пзаемых зубьев , где Л - число зубьевгплоского производящего колеса.На фиг. 2 относительное движение делениявокруг оси 9 условно приложено к оси 8 резцовой головки, и два соседних положения 26 и27 оси головки соответствуют профилированиюзубьев 6 и 7 и фланкированию с обоих сторонзуба 3.В положении 26 головки резец 5 образуетфланковую поверхность 28, 29, которая пересекаясь с боковой поверхностью 18, 19, образует фланки 28, 30 и 29, 31 длиной Ьз и Ь, навыпуклой стороне зуба,В положении 27 головки резец 4 образуетфланковую поверхность 32, 33, которая пересекается с боковой поверхностью 20, 21 и образует фланки 32, 34 и 33, 35 длиной Ь и Ь навогнутой стороне зуба 3,Фланкирование и профилирование в одинпроход достигается особым расчетом и установкой производящих радиусов резцов г, Ъг г и радиальной установки резцовой головки КИз максимально возможных четырех фланков можно образовать три фланка с заданнойдлиной; длина четвертого фланка является зависимой. При нормальной длине трех заданных фланков четвертый фланк очень короткийили не образуется, или имеет чрезмернуюдлину.Практический интерес представляют варианты образования трех фланков без образованиячетвертого фланка. Таких вариантов два.На фиг, 3 схематически в начальной плоскости показано образование трех фланков, первый вариант. На заданную длину образуетсяфланки Ь, Ь и ЬзГеометрия выпуклой стороны зуба 30, 31 сфланками 30, 28 и 29, 31 определяет производящие радиуса г=8, 30 и гав=26, 30 и радиальную установку оси резцовой головки 0=8,9, 26, 9 из следующих условий.Ось резцовой головки должна находитьсяна среднем перпендикуляре 8, 36 к хорде 30,31выпуклой боковой стороны зуба.Положение хорды характеризует хордальныйугол наклона бе,и и определяет ширина зуб 4чатого венца, фланки Ь и Ьз и центральный2 Пугол в, зависящий от коэффициента переглкрытия в. Центры радиусов г, и г должны находиться в точках 8 и 26 пересечения прямой 8, 36 и лучей из вершины начального конуса 9, 8 и 9, 26, образующих углы, равные половинне углового шага, с перпендикуляром 9, 37Улк прямой 8,36. Главные точки режущих кромок резцов при этом должны совмещаться в точках 30 или 31 пересечения боковой и фланковых поверхностей выпуклой стороны зуба.Производящие радиусы гав=26, 35 и г=8,35 определяются из треугольников 8, 9, 35 и 26, 9, 35, причем положение точки 35 зависит от заданной величины фланка Ь и угловой ширины впадины о,п. На фиг. 4 показано образование трех фланков, второй вариант. На заданную длину образуются фланки Ь Ь, и Ь 4 Геометрия вогнутой стороны зуба 34, 35 с фланками 32, 34 и 33, 35 определяет производящие радиусы г 8, 35 и г 4 27, 35 и радиальную установку оси резцовой головки У 8, 9, 27, 9. Условия определения радиусов г, и г аналогичны условиям определения радиусов г, и г в первом варианте. Ось резцовой головки должна находиться на среднем перпендикуляре 27, 36 к хорде 34,35 вогнутой стороны зуба. Положение хорды характеризует хордальный угол наклона рерор и определяет ширина зубчатого венца, флан 2 Пки Ь и Ь и центральный угол в . Центрылрадиусов г, и г должны находиться в точках 8 и 27 пересечения прямой 36, 27 и лучей 9, 8ии 9, 27, образующих углы с перпендикулляром 9, 37 к прямой 8, 36. Главные точки режущих кромок при этом должны совмещаться в точках 34 или 35 пересечения боковой и фланковых поверхностей вогнутой стороны зуба.Производящие радиусы г= 27, 30 и г=8, 30 определяются из треугольников 8, 9, 30 и 8, 27, 30, причем положение точки 30 зависит от заданной длины фланка Ьз и угловой ширины впадины о,. В односторонне нагруженных или нереверсируемых передачах достаточно образовать два фланка на одной стороне зуба. Схемы образования двух фланков являются частными схемами, получаемыми из схем на фиг, 3 и 4 при условии, что третий фланк равен нулю или отрицательный.Равновысокие зубья фланкируемого колеса имеют равную толщину по всей нефланкированной длине. От принятого варианта фланкирования зависит продольная форма фланки5руемых впадин и зубьев парного колеса. Предпочтителен первый вариант фланкирования (см. фиг, 3), при котором впадины фланкируемого и зубья парного колеса получают небольшое прямое сужение. При втором варианте фланкирования имеет место небольшое обратное сужение фланкируемых впадины и зубьев парного колеса. С увеличением числа зубьев плоского производящего колеса степень сужения прямого и обратного уменьшается. Форма зубьев, нарезаемых с фланкированием предлагаемым способом, близка к идеальной форме равновысоких зубьев,Формула изобретения Способ нарезания обкаткой дуговых зубьевконических колес резцовой головкой с прорез ными и профилирующими резцами, отличаю щ и й с я тем, что, с целью обеспечения фланка на зубьях по их длине, фланкирование осуществляют прорезными резцами одновременно с нарезанием соседних зубьев профили рующими резцами, для чего радиальную установку резцов производят таким образом, чтобы поверхности, образуемые резцами, пересекались на заданных участках длины зубьев заготовки, соответствующих началу фланков.: 550247Фие,4Составитель Л. Кудрявцев Редактор Г. Мозжечкова Техред А, Камышникова Корректор Н, Аук Заказ 609/9 Изд,291 Тираж 1229 Подписное Ш 1 ИИПИ Государственного комитета Совета Министров СССРпо делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Типография, пр. Сапунова, 2
СмотретьЗаявка
1673059, 02.07.1971
РИЖСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ПАУЛИНЬШ КАРЛ КАРЛОВИЧ
МПК / Метки
МПК: B23F 19/12
Метки: дуговых, зубьев, колес, конических, нарезания, обкаткой
Опубликовано: 15.03.1977
Код ссылки
<a href="https://patents.su/6-550247-sposob-narezaniya-obkatkojj-dugovykh-zubev-konicheskikh-koles.html" target="_blank" rel="follow" title="База патентов СССР">Способ нарезания обкаткой дуговых зубьев конических колес</a>
Способ выглаживания рабочих поверхностей зубьев зубчатых колес

Номер патента: 942853
Опубликовано: 15.07.1982
Авторы: Кривов, Меркушев, Мокроносов, Торбило
МПК: B21H 5/00
Метки: выглаживания, зубчатых, зубьев, колес, поверхностей, рабочих
...1 выполнено в виде опоры 2 с установленной на ней шарнирно державкой 3, несущей выглаживатель 4 и имеющий пружину 5 для прижима выглаживателя 4 и рабочей поверхности б зуба 7, имеющего ножку 8, головку 9 и вершину 10. На рабочей поверхности б зуба выполняют риску 11 5 Одна из сторон зубьев 12 - нерабочая, а между зубьями располагаются впадины 13. Обрабатываемое зубчатое колесо 1 устанавливается в центрах токарного станка 1,на чертеже не показано) . Враще-. ние зубчатому колесу 1 сообщают от шпинделя станка. При вращении колеса 1 по стрелке выглаживатель 4 перемещается по рабочей поверхности 6 зу- З 5 ба 7 колеса 1 поперек ее образующих в направлении от ножки 8 зуба 7 к головке 9. По мере вращения зубчатого колеса 1 рабочая...
Зубодолбежная головка для одновременной обработки зубьев колеса способом копирования

Номер патента: 171718
Опубликовано: 01.01.1965
Авторы: Дуберштейн, Кошьльу, Семенченко, Эстерзон
МПК: B23F 21/04
Метки: головка, зубодолбежная, зубьев, колеса, копирования, одновременной, способом
...точ ные радиальные пазы, в которых базируются фасонные зубодолбежные резцы 2. В державки резцов ввернуты регулировочные винты 4 с контргайками 5. Сферические головки регулировочных винтов контактируют с конусом б 2 механизма подачи.Резцы прижимаются к конусу и к основаниям,пазов в корпусе 3 с помощью тяг 7, крючков 8 и пружин 9. В процессе обработки равнодействующая усилий резания направлена так, 3 что еще надежнее закрепляет резцы 2 в корпусе,роизвос конина тяги пользурое прея раболяется я подания со подача алению ии венводит гспосо прои ом пр редмет изобретени Зубодолбежная головка для обработки зубьев колеса спос ния, содержащая корпус с уст нем резцами, число которых ра ев колеса, отличаюгиаяся тем, ч спечения возможности устан...
Резцовая головка для многопроходной обработки внутренних поверхностей

Номер патента: 884874
Опубликовано: 30.11.1981
Авторы: Гальцов, Лисков, Плешаков, Циклис
МПК: B23B 29/034
Метки: внутренних, головка, многопроходной, поверхностей, резцовая
...13 радиальной .: подачи, выполненного в виде невращающегося силового цилиндра с помощью обоймы 14. Регулируемые упоры 15 выполнены в виде цилиндрических пальцев с буртиками 16, в резьбовых отверстиях которых установлены наконечники 17 с навинченными на них контргайками 18, и установлены с возможностью осевого перемещения в отверстиях кронштейна 19, жестко соединеного с силовым органом 20, выполненным в виде сдвоенного гидроцилиндра. Свободная установка упоров позволяет. разгрузить кронштейн 19 от изгибающих усилий.Количество регулируемых упоров 15 равно числу необходимых проходов при снятии припуска, с обрабатываемой де" тали. Например, в случае необходимос" ти обработки детали за два прохода, количество упоров 5 равно двум, при этом...
Резцовая головка для нарезания зубчатых колес

Номер патента: 1020195
Опубликовано: 30.05.1983
МПК: B23F 21/04
Метки: головка, зубчатых, колес, нарезания, резцовая
...по винтовой линии в пределах одного ее шага;- порядковый номер резца.На фиг. 1 показана резцовая головка, общин вид; на фиг. 2 - схема перемещеэ 50 ния профильных резцов в относительном движении вдоль образующей конической полуголовки при нарезании; на фиг. 3 - схема станочного зацепления резцовой головки с нарезаемым зубчатым колесом.Резцовая головка имеет корпус 1, состоящий из двух конических полуголовок 2, расположенных на инструментальной оправ 95ке 3 станка. В конических полуголовках закреплены винтами 4 опорные шайбы 5. В гнездах на наружной поверхности каждой конической полуголовки вдоль винтовой линии ав с постоянным углом подъема Л установлены с помощью клиньев 6 и винтов 7 резцы 8, угол профиля с( которых возрастает в...
Головка для нарезания внутренней резьбы резцом
Номер патента: 614910
Опубликовано: 15.07.1978
Авторы: Гольфельд, Гончарук, Загородский, Кашутин
МПК: B23G 5/00
Метки: внутренней, головка, нарезания, резцом, резьбы
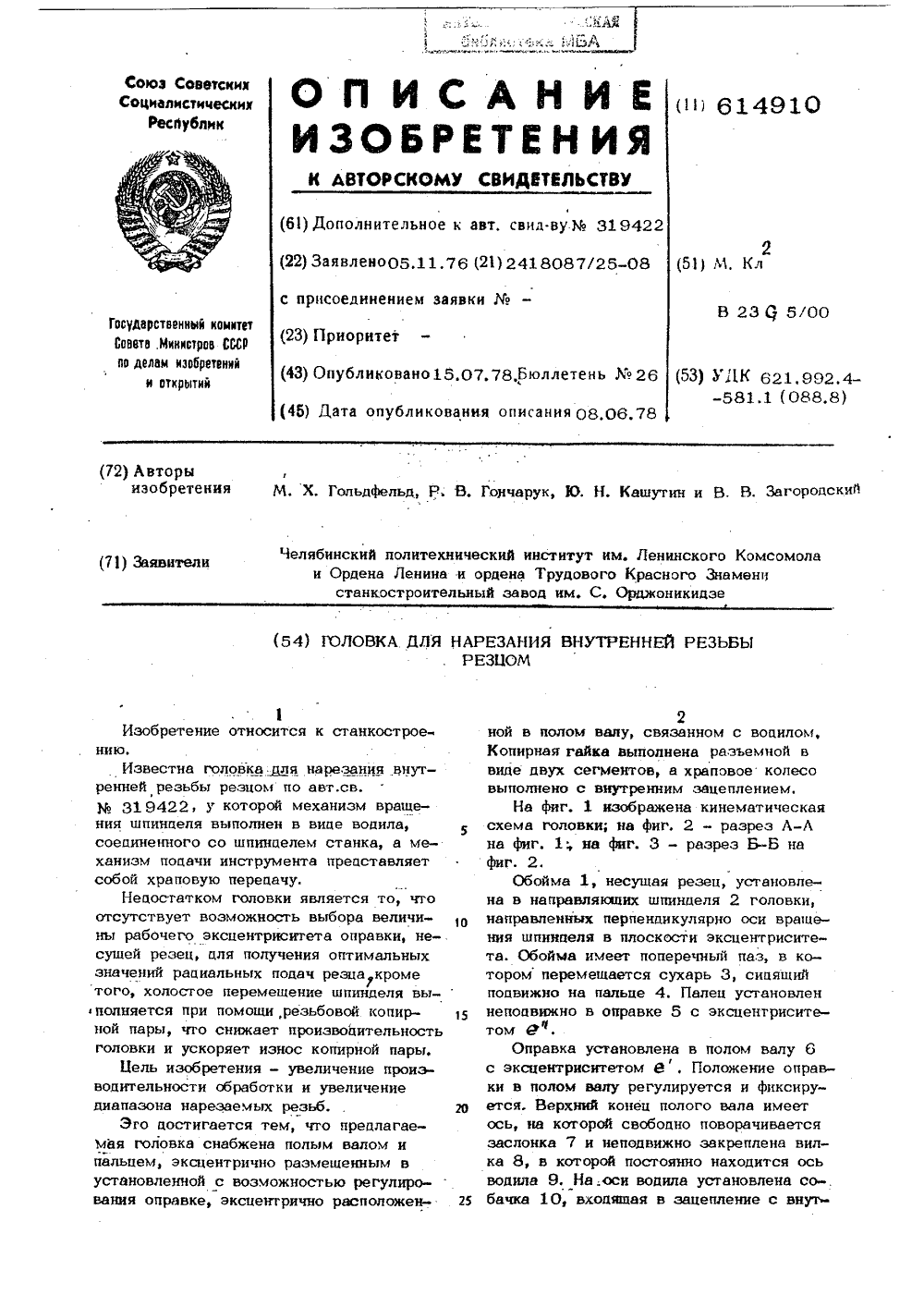
...сидящих на неподвижнойоси и имеющих автоматический привод2518 для ра,здвигания их перед ускореннымвыводом шпинделя из обрабатываемогоотверстия и соединения с копирным болтом для выполнения рабочего хода шпинделя. Привод может осуществляться, на 30пример, электромагнитом для раадвиганиясегментом и пружинами цля их соединения, После соединения сегментов гайкис копирным болтом их положение фиксируется,Для возврата заслонки 7 в нулевоеположение после выполнения последнегопрохода в шпинделе 2 имеется щель, вкоторую входит выступ 19 заслонки, Перед этим рычаг 14 поднимается при помощи вилки 20.Перед началом резьбонарезання отверстие детали устанавливается соосно сосью вращения шпинцеля головки. Водило9 касается упора 12, заслонка 7 -...
Предыдущий патент: Летучая пила
Следующий патент: Агрегат для обработки изделий окунанием в расплав
Случайный патент: Свободно-поточная торцовая турбина