Головка для нарезания внутренней резьбы резцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 614910
Авторы: Гольфельд, Гончарук, Загородский, Кашутин
Текст
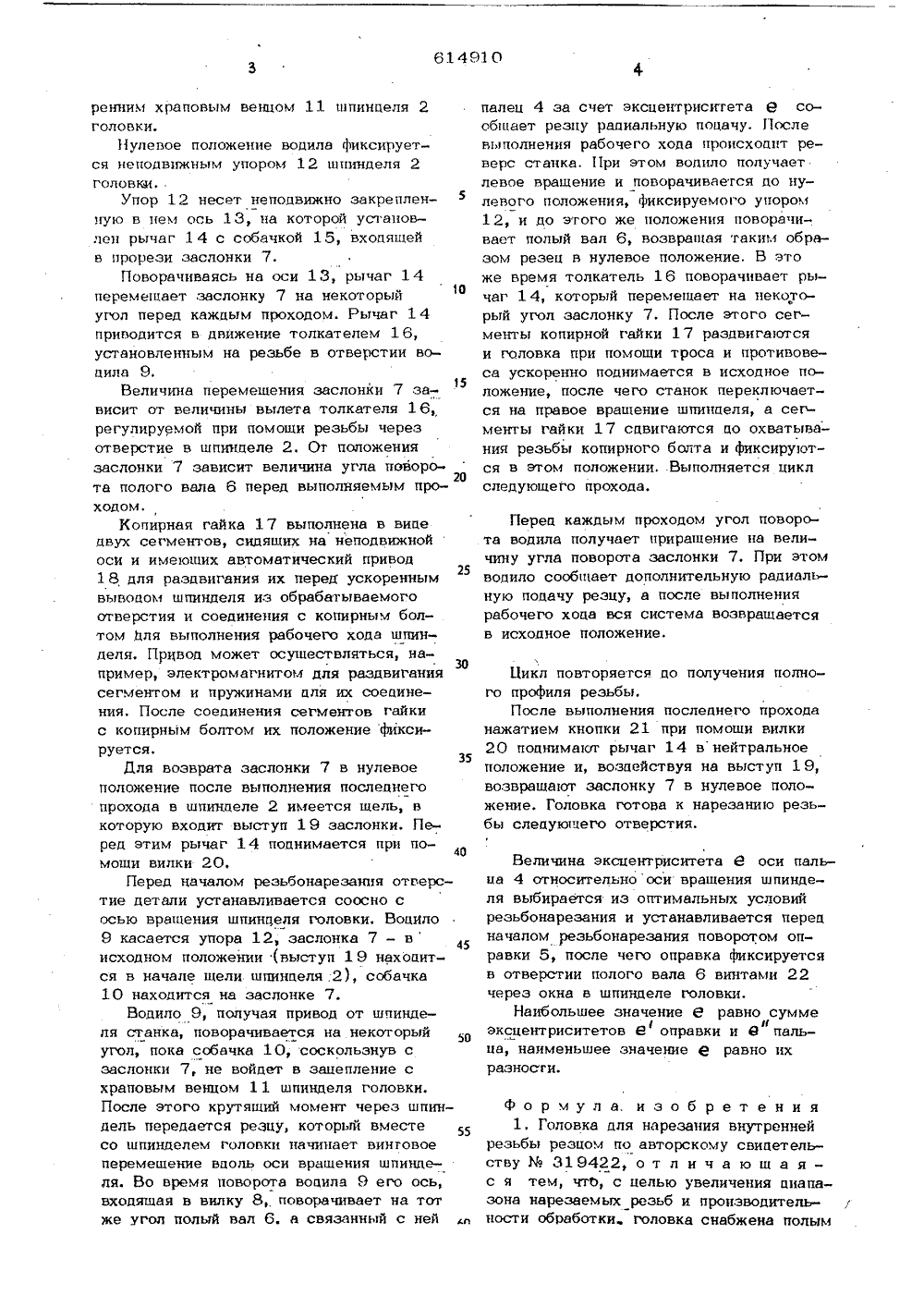
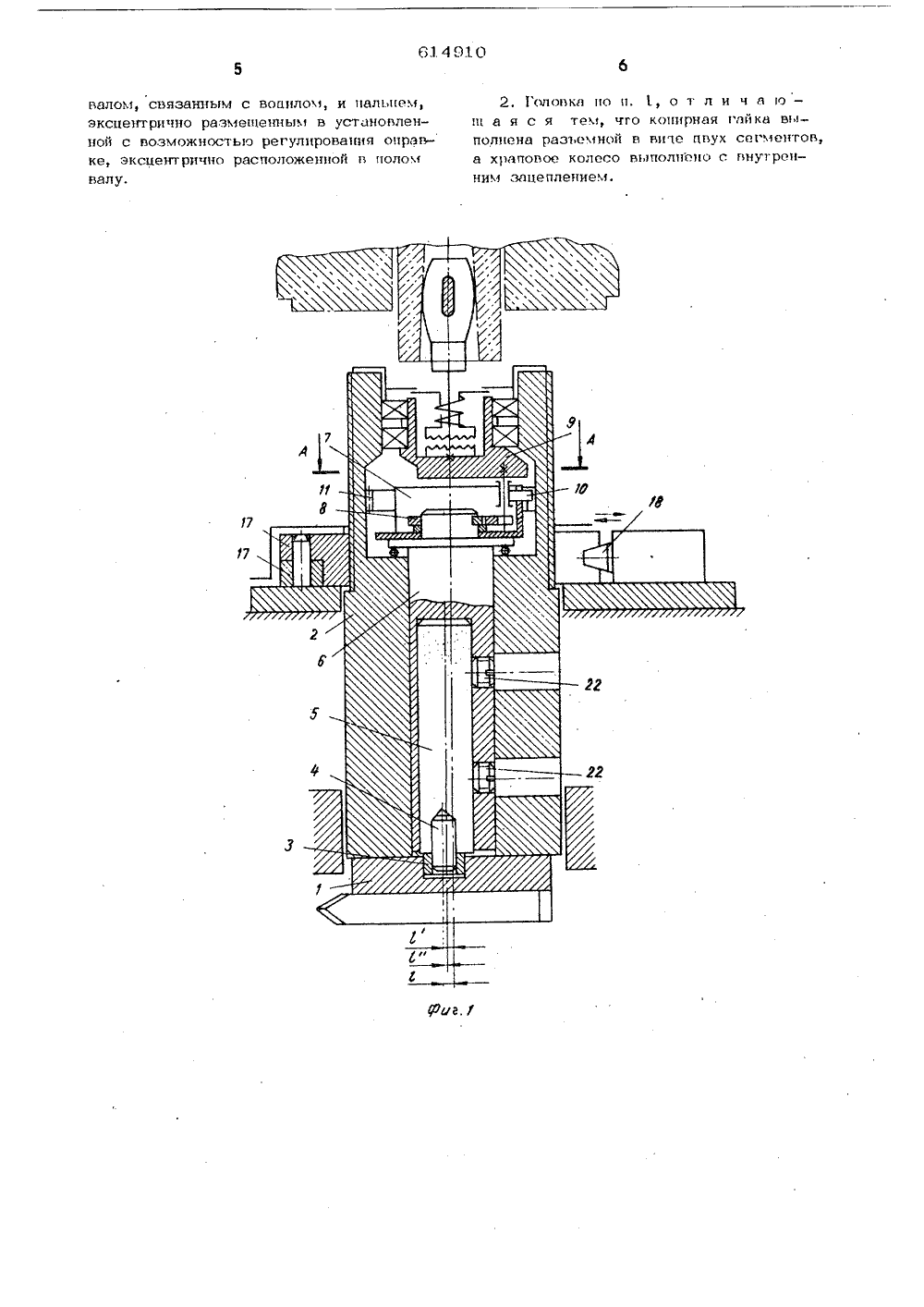
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ К А 8 ТОРСКОМУ СВИДйнТИЛЬСТВУ Союз Советсиии Социалистическии Республик(45) Лата опубликования описания 08,06,78 В 23 Су 5/00 Государственнва комитет Совета .Министров СССР оо делам изобретений и открытий/М. Х, Гольдфельд, Р. В. Гоичарук, Ю, Н. Кашутин и В. В. Звгородский Челябинский политехнический институт им. Ленинского Комсомола и Ордена Ленина и ордена Трудового Красного Знамени станкостроительный завод им. С, Орджоникидзе(54) ГОЛОВКА ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫРЕЗЦОМ 1Изобретение относится к станкостроению.Известна головка для нарезания внутренней резьбы резцом по ввт.св. р 319422, у которой механизм вращения шпинделя выполнен в вице водила, соединенного со шпинделем станка, а механизм подачи инструмента представляет собой хрвповую передачу.Недостатком головки является то, что отсутствует возможность выбора величины рабочего эксцентриситета оправки, не-. сущей резец, для получения оптимальных значений радиальных подач резца кроме того, холостое перемещение шпинделя вы-полняется при помощи,резьбовой копирной пары, что снижает производительность головки и ускоряет износ копирной пары,Цель изобретения - увеличение производительности обработки и увеличение диапазона нарезаемых резьб. 20Эго достигается тем, что нредлагвемая головка снабжена полым валом и пальцем, эксцентрично размещенным в установленной с возможностью регулирования оправке, эксцентрично расположен 2ной в колом валу, связанном с водилом, Копирная гайка выполнена разъемной в виде двух сегментов, а храповое колесо выполнено с внутренним зацеплением.На фиг. 1 изображена кинематическвя схема головки; на фиг. 2 - разрез А-А на фиг. 1; иа фиг. 3 - разрез Б-Б на фиг. 2.Обойма 1, несущая резец, установлена в направляющих шпинделя 2 головки, направленных перпендикулярно оси вращения шпинделя в плоскости эксцентриситета. Обойма имеет поперечный паз, в котором перемещается сухарь 3, сидящий подвижно на пальце 4, Палец установлен неподвижно в оправке 5 с эксцентриситетом Г.Оправка установлена в полом валу 6 с эксцентриситетом 8 . Положение оправки в полом валу регулируется и фиксируется. Верхний конец полого вала имеет ось, тта которой свободно поворачивается заслонка 7 и неподвижно закреплена вилка 8, в которой постоянно находится ось водила 9. На .оси водила установлена со-. бачка 10, входящая в зацепление с внуьренним храповым венцом 11 шпинцеля 2головки,Нулевое положение водила фиксируется неподвижным упором 12 шпинделя 2головки.Упор 12 несет неподвижно закрепленную в нем ось 13, на которой установлен рычаг 14 с собачкой 15, входящейв прорези заслонки 7,Поворачиваясь на оси 13, рычаг 14перемещает заслонку 7 на некоторый10угол перед каждым проходом. Рычаг 14приводится в движение толкателем 16,установленным на резьбе в отверстии вопила 9,15Величина перемещения заслонки 7 зависит от величины вылета толкателя 16,регулируемой при помощи резьбы черезотверстие в шпинделе 2. От положениязаслонки 7 зависит величина угла поворо 20та полого вала 6 перед выполняемым проходом.Копирная гайка 17 выполнена в вицедвух сегментов, сидящих на неподвижнойоси и имеющих автоматический привод2518 для ра,здвигания их перед ускореннымвыводом шпинделя из обрабатываемогоотверстия и соединения с копирным болтом для выполнения рабочего хода шпинделя. Привод может осуществляться, на 30пример, электромагнитом для раадвиганиясегментом и пружинами цля их соединения, После соединения сегментов гайкис копирным болтом их положение фиксируется,Для возврата заслонки 7 в нулевоеположение после выполнения последнегопрохода в шпинделе 2 имеется щель, вкоторую входит выступ 19 заслонки, Перед этим рычаг 14 поднимается при помощи вилки 20.Перед началом резьбонарезання отверстие детали устанавливается соосно сосью вращения шпинцеля головки. Водило9 касается упора 12, заслонка 7 - висходном положении (выступ 1 9 нахоцится в начале щели шпинделя 2), собачка10 находится на заслонке 7.Водило 9, получая привод от шпинделя станка, поворачивается на некоторыйугол, пока собачка 10, соскользнув сзаслонки 7, не войдет в зацепление схраповым венцом 11 шпинделя головки,После этого крутящий момент через шпиндель передается резцу, который вместесо шпинделем головки начинает винговоеперемещение вдоль оси вращения шпинделя. Во время поворота воаила 9 его ось,входящая в вилку 8, поворачивает на тотже угол полый вал 6. а связанный с ней палец 4 за счет эксцентрисггета Е сообщает резцу радиальную поцачу. Госле выполнения рабочего хода происходит реверс станка. 11 ри этом водило получает левое вращение и поворачивается до нулевого положения, фиксируемого упором 1 2, и до этого же положения поворачивает полый вал 6, возвращая таким образом резец в нулевое положение. В это же время толкатель 1 6 поворачивает рычаг 1 4, который перемещает на некоторый угол заслонку 7, После этого сегменты копирной гайки 17 раздвигаются и головка при помощи троса и противовеса ускоренно поднимается в исходное положение, после чего станок переключается на правое вращение шпинделя, а сегменты гайки 17 сдвигаются цо охватыва- ния резьбы копирного болта и фиксируются в этом положении, Выполняется циклследующего прохода.Перев каждым проходом угол поворота водила получает приращение на величину угла поворота заслонки 7. При этом водило сообщает дополнительную радиальную подачу резцу, а после выполнения рабочего хоца вся система возвращается в исходное положение.Цикл повторяется цо получения полного профиля резьбы.После выполнения последнего прохода нажатием кнопки 21 при помощи вилки 20 повнимакг рычаг 14 внейтральное положение и, воздействуя на выступ 19, возвращают заслонку 7 в нулевое положение. Головка готова к нарезанию резьбы следующего отверстия.Величина эксцентриситета 8 оси пальца 4 относительнооси вращения шпинделя выбирается из оптимальных условийреэьбонареэания и устанавливается перевначалом резьбонарезания поворотом оправки 5, после чего оправка фиксируетсяв отверстии полого вала 6 винтами 22через окна в шпинделе головки,Наибольшее значение Г равно сумме( йэксцентриситетов Я оправки и 6 пальца, наименьшее значение Е равно ихразносги,Формула, изобретения1. Головка для нарезания внутренней резьбы резцом по авторскому свидетельству К. 319422, о т л и ч а ю ш а я - с я тем, чу, с целью увеличения циапазона нарезаемых резьб и производительности обработки головка снабжена полымвалом, связанным с вопцлом, и пальнем эксцентрично размегцецным в установленной с возможностью регулцровагц 1 я оправке, эксцентрично расположенной в полом валу. 2. Головка по и. 1, о т л и ч а и - гп а я с я тем, чго коццрная гайка выполнена раз 1.емной в вице пвух сегментов, а храповое колесо выполцецо с внугрецним зацеплением.614910 иа,Составитель Е. Деева Техреду 3, Фанта 1 оРР А ко едактор Г, Мо з 3814/9ЫНИИПИ ноеов ОСр Тираж 1263 Подпи осударственного комитета Совета Минист по делам изобретений и открытий 3035, Москва, Ж, Раушская наб
СмотретьЗаявка
2418087, 05.11.1976
ЧЕЛЯБИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА, ОРДЕНА ЛЕНИНА, ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД ИМ. С. ОРДЖОНИКИДЗЕ
ГОЛЬФЕЛЬД МИХАИЛ ХЕМАВИЧ, ГОНЧАРУК РИНАЛЬД ВАСИЛЬЕВИЧ, КАШУТИН ЮРИЙ НИКОЛАЕВИЧ, ЗАГОРОДСКИЙ ВЛАДИМИР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B23G 5/00
Метки: внутренней, головка, нарезания, резцом, резьбы
Опубликовано: 15.07.1978
Код ссылки
<a href="https://patents.su/4-614910-golovka-dlya-narezaniya-vnutrennejj-rezby-rezcom.html" target="_blank" rel="follow" title="База патентов СССР">Головка для нарезания внутренней резьбы резцом</a>
Головка для накатывания внутренней резьбы

Номер патента: 473554
Опубликовано: 15.06.1975
МПК: B21H 3/08
Метки: внутренней, головка, накатывания, резьбы
...с кольцевым.канавками, профиль которых соответствуетпрофилю пакатываемой резьбы. 1 тобы виткироликов вписывались в винтовую линию, ро- ЭЗ НИЯ ВНУТРЕННЕЙ РЕЗЬБЬ лики смещены один относительно другого ца /4 шага, Пружины 8 и 9 удерживают ро. лики от выпадения. Контакт роликов с корпусом головки осуществляется через шарики 10, а их положение в осевом направлении фиксируется натяжением винтов 11, которые коитрятся гайкой 12, Направляющие поверхности 6 пары роликов 3 опираются ца копиры 13 и 14, а направляющие поверхности 7 пары роликов 4 - на копир 15, чем достигается независимость работы роликов. Копир 13 выполнен за одно целое с распределительным валом 16 и расположен симметрично по отношению к копиру 14, посаженному ца вал и...
Головка для нарезания мелких резьб

Номер патента: 768580
Опубликовано: 07.10.1980
Авторы: Калинин, Рафальский
МПК: B23G 5/00
Метки: головка, мелких, нарезания, резьб
...с помощью винтов 12 пружинами 13 поджаты собачки 14 и 15, а пружинами 16 собачки поджаты к штыря 17 и 18. В зоне расположения собачек шпиндель 1 имеет упор 19 с торцами 20 и 21, причем длина его рсгламентируется глуби. ной перемещения нарезаемой резьбьь Команда на реверсирование шпинделя осуществлястся конечниками (нс показаны),Работает головка следующим образом.Вращение шпинделю 1 передается от колеса 5 через шпонку 7 и копирную гайку 8. Одновременно вращение зубчатого колеса б через втулку 10 передастся диску 11 с собачками 14 и 15. Собачка 14, контактпередает крутящий момпри этом штырь 17 не двернуться вокруг винта768580 1 И пйю 7 I Г :;я с1 Изд, Ъд 521 Тираж 1160 Заказ 7476 одписи Загорская типография Упрполиграфиздата блисполко...
Резьбонакатная головка для накатывания внутренних резьб

Номер патента: 125459
Опубликовано: 01.01.1960
Автор: Стольный
МПК: B21H 3/08
Метки: внутренних, головка, накатывания, резьб, резьбонакатная
...подшитниках. Ролик 1 Рпжге"1 ястО Опираются;я регу,пру 0 цЙ к.п 11 3, который при:тоз 10 ПРП регулия 10 ц 1 ей ГяЙк;1 4 хожст переме 11 яться В корпусе головки и раздвигать ролики в радиальном няпраьлен;ш. Из сквозных накатанных деалеЙ Головка автоматвски выводится реВсрсироВяниех при помоши ВозвратОЙ п) жиы стягиваюшей корпус ГОЛОВки с няпряв;яющих с 1 акяном 3. Этот стякян 1 ыполнсн заодно с коУсов МОРзе Ъ 5 д;Я заднсЙ Оаоки ТОКЯР;ОГО ст 11 КЯ.Для других рязх 1 еров някятывяемых пздслРЙ между рсгулирующиз кли 1 ом и ОПОРОЙ рОГ 1 икОВ посшяотся цилиндрические зякяленныс Вставки, дя 10 шие зозхО:кность этОЙ же ГОГовкОЙ накатывать другис резьбы. С цельк обеспечения необходимого угля подьемя Винтово линии для различных резьб,...
Устройство для доворота шпинделя до определенного углового положения

Номер патента: 952517
Опубликовано: 23.08.1982
МПК: B23Q 5/20
Метки: доворота, определенного, положения, углового, шпинделя
...на фланце 6, закрепленном на шпинделе 2 с возможностью осевого перемещения под действием пружин 7, смещающих его влево до упора на диске 1, 15 обеспечивая зазор между диском 1 и элементом 4.Механизм включения и отключения устройства представляет собой рычаги 8, установленные на диске 1, и грузы 9. Рычаги 8 установлены с возможностью контактирования одним концом с поверхностью грузов 9, а другим - с поводковым элементом 4.Устройство работает следующим образом, При невращающемся шпинделе 2 зазормежду диском 1 и поводковым элементом 4и магнитные поля, создаваемые постоянными магнитами 3 и 5, взаимодействуя друг с другом, ориентируют поводковый э емент 4 относительно диска 1 в одном из трех положений через 20, ориентируя тем самым...
Способ определения положения оси вращения ротора
Номер патента: 945694
Опубликовано: 23.07.1982
Авторы: Дегтярев, Порубаймех
МПК: G01M 1/12
Метки: вращения, оси, положения, ротора
...При достиженииуровня сигнала датчика 4 перегрузок,соответствуоцего нулевой перегрузке, .ол- его перемещение прекращают и останавливают вращение платформы 1. При20 этом место нахождения центра массыего груза чувствительного элемента датчи. ка 4 перегрузок соответствует положению оси вращения платформы.ти . Применение описанного способаыпозволяет с высокой точностью находить положение действительной осивращения платформы, а следовательноа- и величину перегрузок, действующих на испытуемое иэделие,Цель изобретения - повышениеточности измерения.Эта цель достигается тем, чтоустанавливают в геометрическом центротора датчик перегрузок, перемещаюпри вращении ротора датчик перегру,зок в плоскости, перпендикулярнойоси вращения, до достижения...
Предыдущий патент: Механизм управления скоростью подачи зуборезного станка
Следующий патент: Ультразвуковое устройство для лужения проволоки
Случайный патент: 169436