Устройство регулирования заполнения пресс-форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
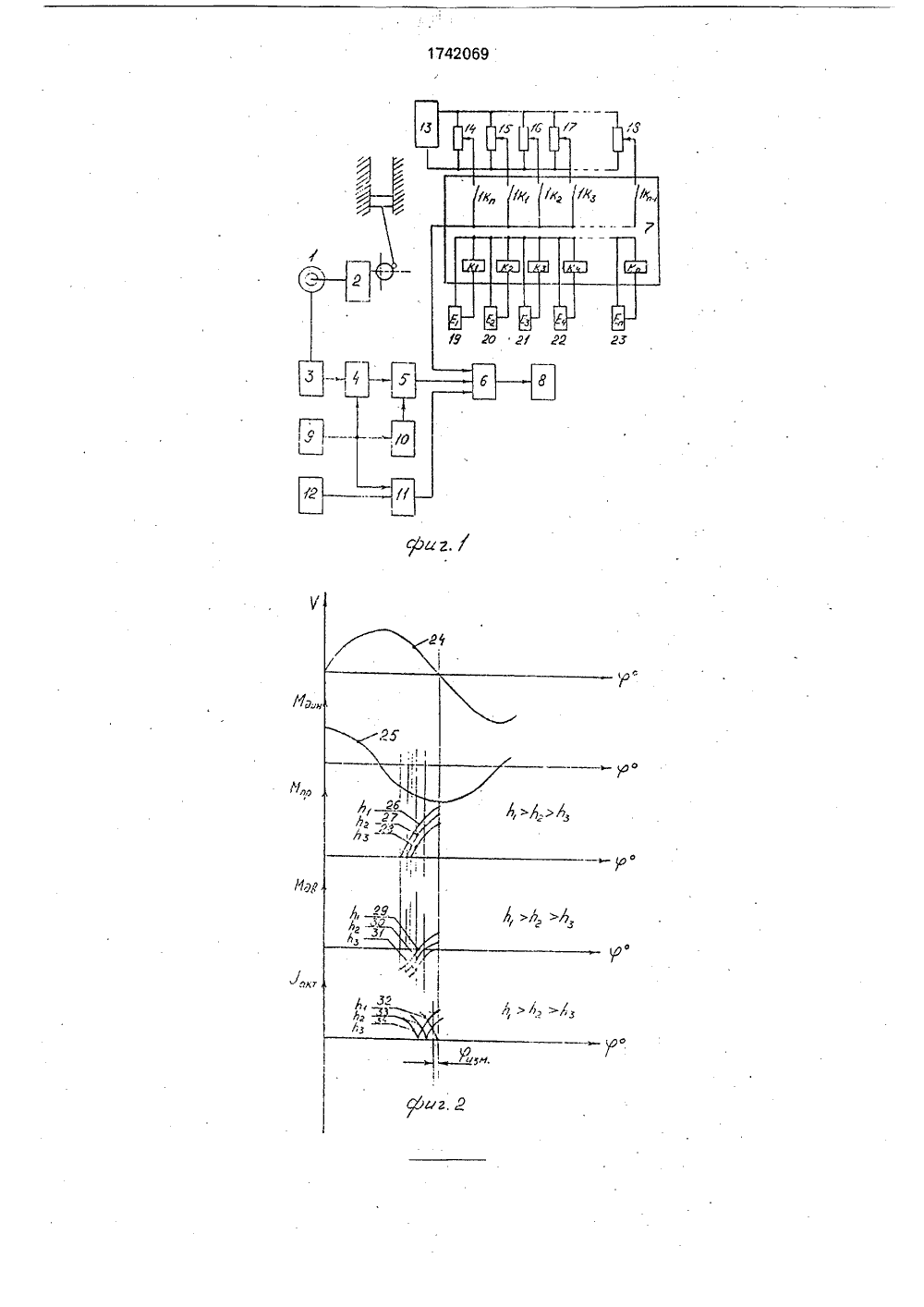
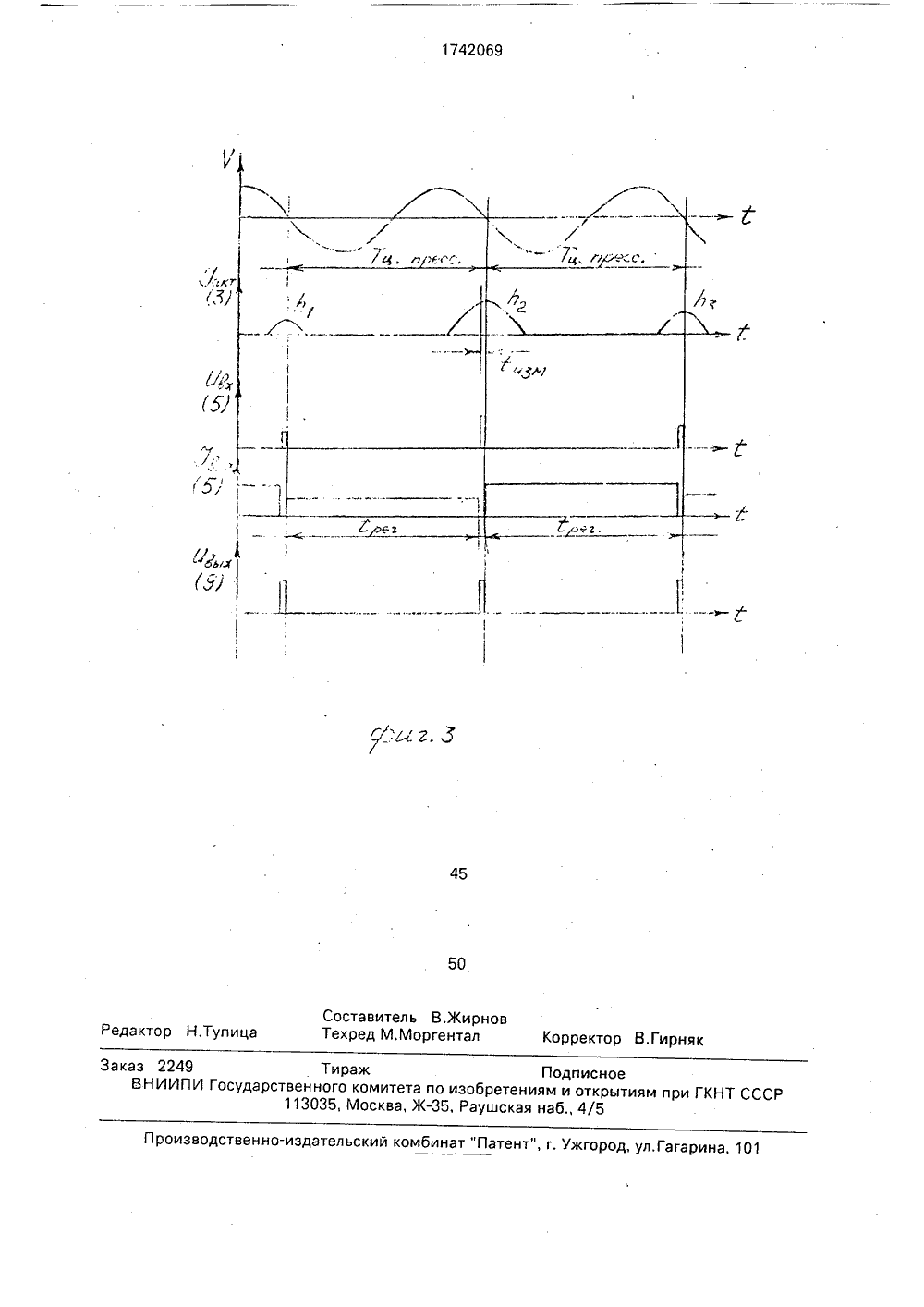
(5 ОСУДАРСТВЕННЫЙ О ИЗОБРЕТЕНИЯМ ПРИ ГКНТ СССР ОМИТЕТОТКРЫТИЯМ ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ С ТЕЛ ЬСТВУ%23водственное оН А.Н, Авельев ) дине СССР981.СССР детельство 28 В 17/00, детельство 28 В 17/00,Изобретение относится к автоматизации технологических процессов и может быть использовано для стабилизации плотности прессуемых изделий, в частности силикатного кирпича.Известно устройство для контроля работы пресса, содержащее электродвигатель, в одну из фаз которого включен трансформатор тока, узел согласования, первый элемент памяти, два коммутатора, датчик уровня, блок контроляуровня массы, датчик максимального давления, пороговый элемент, блок индикации, второй и третий элементы памяти, прИчем выход трансформатора тока подключен к входу узла согласования, выход которого соединен с первым входом первого коммутатора, первый выход которого через первый элемент памяти соединен с первым входом второго коммутатора, выход датчика уровня подключен к входу блока контроля уровня массы, выход которого соединен с первым входом блока индикации, выход узла согла-,. сования подключен к входу порогового эле(54) УСТРОЙСТВО РЕГУЛИРОВАНИЯ ЗАПОЛНЕНИЯ ПРЕСС-ФОРМ(57) Использование: стабилизация плотности прессуемых изделий. Сущность; устройство регулирования заполнения пресс-форм содержит приводной двигатель подъемного механизма прессования, датчик тока приводного двигателя, датчики положения прессующего поршня и уровня массы в мешалке, ключ, инвертор, элемент ИЛИ, амплитудный детектор, датчики положения пар пресс-форм, делители напряжения, соответствующие числу пар пресс-форм, коммутатор и источник напряжения. 3 ил. мента, выход которого соединен с вторыми С,.входами коммутаторов, второй выход первого коммутатора через второй элемент памяти соединен с третьим входом второгокоммутатора, выход которого соединен свторым входом блока индикации, выход дат-- фчика максимального давления подключен квходу третьего элемента памяти, выходы которого соединены с третьим и четвертымвходами первого коммутатора и четвертым,(и пятым входами второго коммутатора,Устройство позволяет получить информацию о максимальном токе прессованиякаждой пары штампов пресса, о среднемзначении максимального тока прессованиядвсех пар штампов за предшествующий измерению цикл прессования и осуществитьсигнализацию о зависании штампов.Однако устройство имеет большое запаздывание из-за наличия элементов памяти, производящих суммирование сигналов,для него характерна непропорциональность усилия прессования току двигателя, 1742069не осущест:;ляется также регулирование заполнения прг с-форм,Наиоол з близким по технической сущности и достигаемому результату техническим решением к предлагаемому является устройство для регулирования заполнения пресс-форм, включающее приводной двигатель подъемного механизма с датчиком тока, преобразователь засыпки пресс-форм, соединенньл 1 с исполнительным механизмом заполнения пресс-форм, суммирующий узел, задатчик веса прессуемых изделий, задатчик веса подъемного механизма и датчик номера укладываемого слоя изделий, причем вход преобразователя засыпки прессформ соединен с выходом суммирующего узла, входы которого подсоединены к выходу датчика тока приводного двигателя, задатчику веса подъемного механизма и задатчику веса прессуемых изделий, вход которого подключен к выходу датчика номера укладывемого слоя изделия,Устройство позволяет получить достаточно высокую точность регулирования заполнения пресс-форм в статике, однако наличие датчика номера укладываемого слоя и управляемого задатчика веса прессуемых изделий определяет большое запаздывание регулирования, низкие динамические свойства устройства, Имеет место также непропорциональность усилия прессования тому двигателя.Цель изобретения - повышение качества регулирования.Поставленная цель достигается тем, что устройство регулирования заполнения прессформ массой из мешалки, содержащее датчик тока приводного двигателя подъемного механизма и регулятор заполнения пресс-форм с соответствующим исполнительным механизмом, снабжено датчиками положения прессующего поршня и уровня массы в мешалке, ключом, инвертором, элементом ИЛИ, амплитудным детектором, датчиками положения пар пресс-форм, делителями напряжения, соответствующими числу пар пресс-форм, коммутатором и источником напряжения, причем датчик тока подключен к одному из входов ключа, выход которого подключен к первому входу амплитудного детектора, датчик уровня массы в мешалке подключен к одному из входов элемента ИЛИ, датчик положения прессующего поршня подключен соответственно к другим входам ключа и элемента ИЛИ и через инвертор к второму входу амплитудного детектора, выход которого подключен к первому входу регулятора заполнения пресс-форм, датчики положения пресс-форм подключены к одним соот",етствующим входам коммутатора, к другим 5 10 15 20 25 30 35 40 45 50 55 соответствующим входам которого подключены выходы делителей напряжения, входы которых соединены с выходом источника напряжения, выход коммутатора подключен к второму входу регулятора заполнения пресс-форм, к третьему входу которого подключен выход элемента ИЛИ.Введение амплитудного детектора (преобразующего импульс напряжения в постоянный ток), датчика положения прессующего поршня, датчиков положения пресс-формы, определяющих регулирующее воздействие на регулятор засыпки пресс-форм за время одного цикла Тц прессования изделия, позволяет повысить качество регулирования в динамике за счет ввода, опережающего воздействия на регулирующий орган засыпки, т,е. регулирование уровнем засыпки пары пресс-форм в предлагаемом устройстве производигся по току прессования предыдущей пары пресс-форм. Кроме того, наличие в предлагаемом устройстве датчиков положения пресс-форм, коммутатора, делителей напряжения, входы которых соединены с выходом источника напряжения, позволяет также устранить зависимость плотности прессуемых изделий от разности в геомерических размерах пресс-форм,На фиг,1 приведена блок-схема устройства регулирования заполнения прессформ, на фиг,2 - графики изменения параметров, характеризующих работу устройства в зависимости от угла поворота кривошипного вала подъемного механизма; на фиг,З - временные диаграммы работы механизма прессования, датчика активного тока, амплитудного детектора и датчика положения прессующего поршня.Устройство содержит приводной двигатель 1 (фиг,1) подъемного механизма 2 прессования, датчик 3 активного тока (например, измерительный преобразователь серии Е 829/1) приводного двигателя, выход которого подключен к входу ключа 4, выход ключа подключен к амплитудному детектору 5 (который представляет собой АЦП и ЦАП, соединенные последовательно, АЦП выполнен, например, на микросхеме КР 572 ПВЗ, ЦАП выполнен, например, на микросхеме КР 572 ПА 1), выход котрого подключен к первому входу регулятора б засыпки прессформ, коммутатор 7, выход которого подключен к второму входу регулятора 6, исполнительный механизм 8 засыпки прессформы (например, серии МЭО), датчик 9 положения прессущего поршня (например, бесконтактный конечный выключатель серии КВП), подключенный к входу импульсного инвертора 10, управляющему входу ключа 4 и первому входу элемента ИЛИ 11,1742069 10 15 20 25 30 35 40 45 50 причем выход импульсного инвертора 10 подключен к обнуляющему входу амплитудного детектора 5, к второму входу элемента ИЛИ 11 подключен выход датчика 12 уровня массы в мешалке (например, сигнализатор уровня СУС), а выход элемента ИЛИ 11 подключен к третьему входу (входу запрета) регулятора 6, источник 13 напряжения, соединенный с делителями 14 - 18 напряжения (по числу пар пресс-форм), датчики 19 - 23 положения пар пресс-форм (также по числу пар пресс-форм), Коммутатор 7 состоит из контактов 1 Кп, 1 К 1, 1 К 2, 1 Кз 1 Кли промежуточных реле К 1 - Кл также по числу пар пресс-форм, например, серии РП 21, которые соединены с датчиками 19 - 23 положения пар пресс-форм.На фиг.2 показаны графики зависимости: скорости механизма прессования (Ч) 24, динамического момента от инерционных масс (Мдин) 25, момента прессования(Мпр) 26 - 28 при разных уровнях засыпки (Ь 1, п 2, йз), момента двигателя (Мд) 29-31 при разных уровнях засыпки, активного тока (акт) 32 - 34 при тех же уровнях засыпки в зависимости от угла поворота кривошипного вала подъемного механизма.Устройство регулирования работает следующим образом.При прессовании изделий датчик 3 активного тока выдает сигнал, максимум которого пропорционален усилию прессования изделий. Датчик 9 положения прессующего поршня в момент максимального усилия прессования через импульсный инвертор 10 обнуляет амплитудный детектор 5, одновременно происходит замыкание ключа 4, в результате получают измерение активного тока на последнем участке прессования, Амплитудный детектор 5 запоминает значение максимума активного тока двигателя, получаемого с датчика 3 активного тока, после чего ключ 4 размыкается, Одновременно с датчика 9 положения прессующего поршня сигнал поступает на первый вход схемы ИЛИ 11, с выхода которой поступает сигнал запрета на третий вход регулятора 6 засыпки пресс-форм. Таким образом, в процессе измерения регулирования не происходит.Датчик 12 уровня массы в мешалке пресса разрешает регулирование при определенном уровне массы в мешалке. Амплитудный детектор 5 выдает сигнал постоя нного тока, сохраняющийся до следующего измерения, который сравнивается с 55 сигналом, поступающим с выхода коммутатора 7, причем в этом время подключен делитель напряжения следующей пары пресс-форм, а не той, на которой происходит прессование, т.е. идет опережающее регулирование. После момента максимального прессования ключ 4 размыкается и происходит регулирование уровня засыпки на следующую пару пресс-форм, осуществляемое за время цикла работы подъемного механизма, за исключением времени измерения, Поскольку за время регулирования сигнал с амплитудного детектора 5 и время между измерениями остаются неизменными, для получения пропорционального закона регулирования уровня засыпки регулятор уровня засыпки должен быть интегральным, например регулятор типа РП - 4. В дальнейшем цикл прессования повторяется.Цикл работы пресса - наполнение массой двух пресс-форм, прессование массы и выталкивание двух отформованных кирпичей - осуществляется за один оборот коленчатого вала. При повороте стола замыкается один из датчиков положения пар прессформ, например, Е 2, при этом включается промежуточное реле К 2, которое своим контактом 1 К 2 подключает делитель 16 напряжения к второму входу регулятора 6, и по результату сравнения с сигналом амплитудного детектора 5 уменьшается или увеличивается уровень засыпки пресс-форм. При следующем повороте стола замыкается датчик Ез, далее работа устройства аналогична вышеописанному,Делители 14 - 18 напряжения выставляются предварительно по номинальному току прессования двигателя на каждую пару пресс-форм индивидуально, при одном уровне засыпки, что позволяет устранить зависимость плотности прессуемых изделий из-за разности в геометрических размерах пресс-форм,График зависимости скорости Ч 24 (фиг,2) отражает изменение скорости подъемного механизма в зависимости от угла поворота кривошипного вала подъемного механизма, график 25 показывает зависимость Мдин динамического момента инерционных масс от угла поворота того же кривошипного вала подъемного механизма, Графики 26 - 28 момента прессования показывают зависимости Мпр от угла поворота кривошипного вала подъемного механизма при разных уровнях засыпки, причем п 1 п 2 пз, Графики 29 - 31 отражают зависимость момента двигателя от угла поворота кривошипного вала подъемного механизма при разных уровнях засыпки и строятся путем сложения графиков 26 - 28 с графиком 25.Графики 32-34 отражают зависимость активного тока а двигателя от угла поворота кривошипного вала подъемного меха1742069 55 низма и строятся в зависимости от графиков момента двигателя 29 - 31.Угол измерения уъзм отражает область измерения активного тока двигателя при замыкании ключа 4. Как видно из кривых 29 - 34, из-за наличия участков генераторного режима двигателя активный ток его пропорционален усилию прессования лишь в узком диапазоне изменения угла поворота кривошипного вала. Именно в этой зоне и производится предлагаемым устройством измерение активного тока двигателя.На фиг,З представлены временные диаграммы скорости механизма прессования Ч, активного тока 1 ект (3) датчика 3 активного тока, входного напряжения Овх (5) амплитудного детектора 5, выходного тока 1 еых (5) амплитудного детектора 5, выходного напряжения Оемх(9) датчика 9 положения прессующего поршня.Время регулирования трег на фиг.З равно времени периода цикла прессования Тц,пресс. минус время измерения и записи сигнала тизм, амплитудным детектором 5 срег. = Тц.пресс тизмИспользование предлагаемого устройства обеспечивает по сравнению с известным качество регулирования в динамике за счет опережающего воздействия на регулирующий орган засыпки, а также пропорциональность усилия прессования заданию, Устройство позволяет также устранить зависимость плотности прессуемых изделий от разности в геометрических размерах и ресс-форм.Прессуемые изделия (кирпич) укладываются в пирамиду, средний слой которой состоит из 72 кирпичей, получаемых за Зб циклов прессования, только после которых в известном устройстве может быть получено корректирующее воздействие. В известном устройстве имеет место также непропорциональность усилия прессования току двигателя.В предлагаемом устройстве корректирующее воЗдействие производится после каждого цикла прессования, что позволяет устройству регулирования реагировать на случайные флуктуционные изменения влажности сырья. За счет этого предлагаемое устройство позволяет стабилизировать качество продукции. Применение датчика активного тока, датчика положения прессу ющего поршня позволяет получить усилиепрессования, пропорциональное току двигателя. Марочность изделий при применении предлагаемого устройства повышается приблизительно на 15, уменьшение брака 10 составляет около 12 (от существующегоуровня),Формула изобретения 15 Устройство регулирования заполненияпресс-форм массой из мешалки, содержащее датчик тока приводного двигателя подъемного механизма и регулятор заполнения пресс-форм с соответствующим ис полнительным механизмом, о т л и ч а ю щ е ес я тем, что, с целью повышения качества регулирования, оно снабжено датчиками положения прессующего поршня и уровня массы в мешалке, ключом, инвертором, эле ментом ИЛИ, амплитудным детектором,датчиками положения пар пресс-форм, делителями напряжения, соответствующими числу пар пресс-форм, коммутатором и источником напряжения, причем датчик тока 30 подключен к одному из входов ключа, выходкоторого подключен к первому входу амплитудного детектора, датчик уровня массы в мешалке подключен к одному из входов элемента ИЛИ, датчик положения прессующе го поршня подключен соответственно кдругим входам ключа и элемента ИЛИ и через инвертор к второму входу амплитудного детектора, выход которого подключен к первому входу регулятора заполнения 40 пресс-форм, датчики положения прессформ подключены к одним соответствующим входам коммутатора, к другим соответствующим входам которого подключены выходы делителей напряжения, входы 45 которых соединены с выходом источниканапряжения, выход коммутатора подключен к второму входу регулятора заполнения пресс-форм, к третьему входу которого подключен выход элемента ИЛИ.50/l бильд-т г. 3 Составитель В.Жирновактор Н.Тупица Техред М,Моргентал Карре ирняк Заказ 2249 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, Ж, Раушская наб., 4/5 оизводственно-издательский комбинат "Патент", г. Уж агарина, 101
СмотретьЗаявка
4839329, 15.06.1990
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "РОСАВТОМАТСТРОМ"
ЖИРНОВ ВАЛЕНТИН ВАСИЛЬЕВИЧ, АВЕЛЬЕВ АЛЬБЕРТ НИКОЛАЕВИЧ
МПК / Метки
МПК: B28B 17/00
Метки: заполнения, пресс-форм
Опубликовано: 23.06.1992
Код ссылки
<a href="https://patents.su/6-1742069-ustrojjstvo-regulirovaniya-zapolneniya-press-form.html" target="_blank" rel="follow" title="База патентов СССР">Устройство регулирования заполнения пресс-форм</a>
Пресс-форма для прессования изделий кольцевойформы

Номер патента: 268880
Опубликовано: 01.01.1970
Авторы: Кабельский, Логинов, Соколовский
МПК: B22F 3/03, B22F 3/105
Метки: кольцевойформы, пресс-форма, прессования
...вхождения в него электрода 5 и обеспечивает достаточную герметичность соединения).Второй конец диэлектрика закреплен на конической поверхности электрода б. Для обеспечения герметичности соединения электрод 6 вместе с нижним концом диэлектрика подтягивается гайкой к конической поверхности стакана 13. После запирания диэлектрика электродом 5 начинается заполнение внутренней полости диэлектрика водой, поступающей через штуцер 14 (избыток воды после заполнения диэлектрика сливают через штуцер 15).Площадь сечения выходных и входных от. верстий в электродах 5 и б должна быть подобрана так, чтобы обеспечить необходимое сопротивление выбросу воды в момент электрического разряда.После заполнения в воде производят разряд между верхним и нижним...
Пресс-форма для прессования изделий из порошка

Номер патента: 385754
Опубликовано: 01.01.1973
МПК: B30B 15/30
Метки: порошка, пресс-форма, прессования
...10 и 11. Кран 12 шарнирно соединен с тягой 13. На крышке бункера 9 расположен клапан 14. Пресс-форма содер жит также упор 15 и выталкиватель 16.Работа пресс-формы осуществляется следующим образом.Порошок поступает в матрицу 1 из бункера9 с помощью сжатого воздуха по трубопроводу 10 10 и открытому крану 12 в тот момент, когдастержень 3 входит в матрицу с соответствующим зазором, обеспечивая необходимый объем, при этом пуансон 5 перекрывает отверстие сверху матрицы, а выталкиватель 16 - снизу.15 После наполнения насыпного объема порошком реле времени пресса включает движение стержня 3 вниз, а выталкивателя 16 - вверх, осуществляя при этом прессование изделия, Во время наполнения насыпного объема по рошком смесь воздуха с избыточным...
Пресс-форма для прессования винтовых пластин

Номер патента: 774800
Опубликовано: 30.10.1980
Авторы: Бешенков, Бутаков, Декопов, Злобин
МПК: B22F 3/03
Метки: винтовых, пластин, пресс-форма, прессования
...с нижнего пуансона, нижний1 ф пуансон 2 идет вниз, и матрица 1 сновазаполняется порошком. Формула изобретения30 3 7 товой боковой поверхностью, установленных на горизонтальных параллельных осях с возможностью поворота, причем сектора подпружинены в направлении поворота.На фиг. 1 представлена пресс-форма, общий вид; на фиг. 2 - схема работы пресс. формы.Пресс-форма содержит матрицу 1, расположенный в ней нижний пуансон 2 и верхний пуансон с формующей полос тью, состоящий из корпуса 3, в котором закреплены две параллельные горизонтальные оси 4, и пары кольцевых секторов 5 с винтовой боковой поверхностью, установленных на осях 4 с возможностью поворота, Через толкатели 6 на кольцевые сектора 5 воздействует пружина 7. фВерхний пуансон...
Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий

Номер патента: 903184
Опубликовано: 07.02.1982
Автор: Латыпов
МПК: B29H 3/10
Метки: кольцевых, литьевого, многогнездная, пресс-форма, прессования, резиновых
...на боковых плитах 16 с помощью винтов 22. Клиновые элементы 21 имеют рабочую поверхность с двумя клиновыми участками 23 и 24 с разными углами наклона и с двумя вертикальными плоскими участками 25 и 26.Длина отверстия 20 зависит от удаленности его от оси симметрии пресс-формы, а глубина большей ступени должна быть, по меньшей мере, равна сумме высот буртика 14 и участка 26 клинового элемента 21.Для разрезки выпрессовки на полосы на рабочем торце плунжера выполнены параллельно расположенные клиновые выступы 27.При эксплуатации пресс-формы собранная обойма 7 с установленными в отверстиях 20 стержнями 6 боковыми плитами 16 закрепляется на нижней плите пресса, матрица 3 прикрепляется к направляющей пресса, а плунжер 2 - к верхней плите...
Пресс-форма для прессования изделий из порошка

Номер патента: 1092005
Опубликовано: 15.05.1984
Авторы: Гуревич, Пономарев, Реймер, Соколов, Тюменев
МПК: B22F 3/03
Метки: порошка, пресс-форма, прессования
...с проме. жуточным пуансоном,н подпятники. Прнизготовлении резьбовой нижней втулки ходимой прочности запрессоваиа вобойму 15 и закреплена гайкой 16, несущей на себе ограничитель 17 ходавнутренней детали 10 промежуточногопуансона при выталкивании. Обойма 15по подвижной посадке установлена вкорпусе 18 и может в процессе прессования перемещаться относительноего оси, что обеспечивается пружинами 19 и толкателями 20, расположенными во Фланце 21. Последний установлен в расточке, выполненной во втулке 22, на резьбовую часть которой навинчен корпус 18. От произвольного проворачивания корпуса 18 и реэьбовой втулки 22 установлены контргай"ки 23 и 24. Нижняя опора связана свыталкивателем пресса (не показан)через...
Предыдущий патент: Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую
Следующий патент: Установка для формования многопустотных панелей из бетонных смесей
Случайный патент: Устройство для соединения тягача с прицепом