Способ бесцентрового шлифования шариков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки






Текст
(505 В 24 В 11/О ОПИСАНИЕ ИЗОБРЕТЕН ЕТЕЛЬСТВУ. ВТОРСКОМУ л 3 СР ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Саратовский авиационный завод(56) Авторское свидетельство СССРМ 72114, кл. В 24 В 11/02, 1948.(57) Использование: в машиностроении, вподшипниковой промышленности для обработки шариков, в том числе пустотелых, имеющих тонкостенную конструкцию, Сущность; обрабатываемый шарик 4 размещают на опорном ноже 3 между периферийными поверхностями кругов 1 и 2. Круги 1 и 2 вращают в одном направлении вокруг их геометрических осей, при этом шарику 4 задают вращение от ведущего круга 2 и подачу на врезание. Вектор силы резания направляют эксцентрично обрабатываемой сфере. Создается крутящий момент М,вращающий шарик в плоскости, не совпадающей е плокостью основного вращения. В процессе обработки положение оси вращения шарика изменяется множество раз и в неограниченном диапазоне углов. Одновременно может обрабатываться группа шариков в зависимости от модели станка, на котором реализуется способ. 5 ил.= Ру Изобретение относится к машиностроению, и может быть использовано в подшипниковой промышленности дляобработки шариков, в том числе пустотелых,имеющих тонкостенную конструкцию, 5На фиг.1 изображена схема бесцентрового шлифования шариков, фронтальнаяпроекция, на фиг 2 - то же. вид в плане; нафиг,3-5 - различные варианты схем реализации способа, 10На фигурах обозначены: шлифовальныйкру 1, ведущий круг 2, опорный нож 3, обрабатываемый шарик 4, струя свободногоабразива 5 и сопло б.На периферийной поверхности шлифовального круга 1 выполнена радиуснаякольцевая канавка с радиусом В и глубиной., Ка периферийной поверхности ведущегокруга 2 выполнена призматическая канавкас углом при вершине ф =ф 1 + ф, Опорный 20нож 3 имеет скос в сторону ведущего круга2.Способ реализуется следующим образом,Обрабатываемый шарик 4 размещают 25на ноже 3 между периферийными поверхностями кругов 1 и 2. Круги 1 и 2 вращают водном направлении вокруг их геометрических осей, при этом шарику 4 задают вращение от ведущего круга 2 и подачу на 30врезание. Ввиду того, что шарик 4 в сеченииимеет погрешности формы, снимаемый припуск всегда будет несимметричным относительно оси ОУ. Поэтому точка приложениярадиальной составляющей силы резания Ру 35будет смещена относительно оси ОУ на некоторую величину а, Если предположить,что сила Ру приложена в центре тяжестисечения сКб (точка Ц), а она является равнодействующей распределенной нагрузки Ру 40(поэтому такое предположение не противоречиво), то координаты точки приложенияРу можно определить следующим образом: где Я - площадь фигуры сМ.Так как амплитуда неровностей на по верхности шарика весьма мала по сравнению с радиусом шарика, можно предположить, что центр тяжести сечения скб лежит на образующей окружности,Тогда 2,Гх у(х) б ха сщи=вЬХу (х)бхс гдер - центральный угол, характеризующий положение точки приложения векторасилы резания Р; с=-б= В ( ) рирования;В - радиус кольцевой канавки шлифовального круга;- глубина кольцевой канавки шлифовального круга,По правилам теоретической механики силу Ру можно перенести в центр масс тела (точка О), приложив равную ей и противоположную по направлению силу. В результате этих построений становится ясно, что в случае несимметричного припуска на шарик в сечении ОХУ действуют два силовых фактора: сила Ру, приложенная в центре масс, и пара сил, создающая крутящий момент ве- личиной- В -- и ределы интегОпределим величины реакций ведущего круга Й 1 и Й 2 из условия равновесия шарика под действием приложенных к нему силовых факторовХРу-Й 1 з 1 п ф+ Й 2 зи ф 1 - Ру=О; (5)бшЯ М р+Р созе бш- Й 2 - з 1 п (ф +ф 1 ) =02отсюда Мкр + Ру - соз 12 бш Й 2 2 2 ш з 1 п (ф 1 +ф) Произведем преобразование1742040 Используя ту же методику, определимвеличины реакций опор М - ---31 п.Аналогично (13) получим условие предельного состояния шарика при ао ак как наряду с силой Ру, приложенной тре масс шарика, на него действует т Мкр, шарик стремится провернуться равлении действия этого момента. препятствуют силы трения 1-1. 1-2 и 1-. кающие в точках контакта шарикас им и шлифовальным кругами.олучим условие проворота шарика по ой стрелке из условия равновесия его ействием активных моментов и моменсил трения. з 1 п у( з 1 п ф 31 пф г 1 1 п ф т 2 3 и ф ) 1 соз ф 3 и ф 31 п ф(16- б з 1 п ф + 11 соз ф 31 п ф -52 созе з 1 пф =0 часо под тов Запишем выражение для суммаромента трения при проврроте шарикасовой стрелке и против го бш Ру -2- Ру 2 осле преобразования получим пф пределим разность между (17) и (18) т 2 45 озфз 1 лф =0 Выражение (13) описывает предесостояние шарика, когда он еще нахов равновесии при ао. но итс Таким образом, суммарн ния при провороте шарика и стрелки больше, чем при пр противоположную сторону на ределяемую выражением(20). этого можно сделать следую Если обеспечить условия МтркМкр Мтр 1вы егает У,и отив Расспуклыйна шлифполучимчасовой перь случай, когдафиля шарика набруг слева от оси Ооворота шарика пр мотрим теучасток провальныйусловие прстрелки.(20) к цен момен в нап Этому возни ведущ 31 п а з 1 п+ 6 з 1 п И - пф) - 1 соз рз 1 п 1 Щ 31 п 1 31 п ф+ т 1 соз ф зи ф 1 + бш Мщ 2= Ру - 1 соз О+ 2ый момент треротив часовой овороте его в величину, опНа основаниищий вывод, при которыхспределение налияет соотношесимметричность о круга 2. С точки тного положения леаует выбирать то шарик будет проворачиваться по часовой стрелке и не будет проворачиватьсяпротив часовой стрелки в плоскости ХОУ,т,е, при этом условии будет обеспечена развертка сферы. 5Если жеМкрМтр 2Мтр 1, (21)то проворот шарика возможен как почасовой стрелке, так и против, Но при этомамплитуда проворота шарика в одну сторону будет больше амплитуды проворота его впротивоположную (в зависимости от соотношения величины углов ф и ф,Каждому конкретному состоянию технологической системы должно соответствовать некоторое соотношение (обозначимего 5) значений ее параметров, при которомсистема .находится в критическом состоянии,.Как уже говорилось, уравнение (13) описывает предельное состояние шарика, когда он еще находится в равновесии, т.е.находится в состоянии, предшествующемначалу его разворота в зоне обработки,Преобразовав его, получим 25(22)Если при обработке шарика, имеющегоконкретные параметры формы, шлифовальным кругом, имеющим определенную форму режущей кромки, значение 61 цр, то 35процесс развертывания сферы не обеспечивается. Если щ р6, то процесс развертывания сферы будет обеспечен,Это условие является необходимым, а всовокупности с условием(21) и достаточным 40для обеспечения развертывания сферы,Способ был реализован на установке,созданной на базе бесцентрового круглошлифовального станка мод.ЗШ 182. В результате проведенных исследований были 45установлены оптимальные параметры наладки и режимы обработки.Было, в частности, установлено, что необходимая точность формы шарика достигается при значениях: й=(0,5 - 0,51)бш,1.=(0,15 - 0,2)бш, где бщ - диаметр шарика.Большое влияние на формированиесферы обрабатываемого шарика оказываетхарактеристика шлифовального круга, Увеличение степени твердости шлифовального 55круга приводит к увеличению погрешностиформы, так как снижается способность круга к самозатачиванию, В данных условияхнаилучшей способностью к самоэатачиванию обладают круги с твердостью от М 1 до СТ, Кроме того, в условиях самозатачиваниялучшие результаты достигнуты кругами навулканитовой связке. Например, для обработки пустотелого шарикаФ 25,4 мм из высокопрочной хромоникелевой стали 07 Х 16 Нббыл выбран материал шлифовального круга14 А 12 СТВЗ,Величина зернистости шлифовальногокруга оказывает значительное влияние навеличину шероховатости обработанной поверхности. С уменьшением величины абразивного зерна величина шероховатоститакже уменьшается.При правильном выборе шлифовального круга шлифование пустотелых шариковиз стали 07 Х 16 Нб, имеющих твердость 1416 НКСГ, достигается шероховатостью й =10-11 мкм, что является достаточным длядостижения окончательной шероховатостина последующей операции суперфиниширования.Угол скоса опорного ножа 3 выбираютследующим образом.Установлено, что с увеличением угласкоса растет величина реакций ножа 3 иведущего круга.2; Возрастание реакции ведущего круга приводит к увеличению сцепляемости шарика с ведущим кругом,возрастание же реакции опорного ножаприводит к увеличению момента его отжимаи даже к заклиниванию шарика, Поэтомувеличину круга скоса ножа свыше 20 братьнецелесообразно Наиболее оптимальнаявеличина угла скоса 5 - 15 при превышениицентра шарика над осями кругов 2 - 4 мм.Величину сцепляемости шарика 4 с ведущим кругом 2 можно повысить, уменьшаяугол ф профиля канавки ведущего круга.Однако чрезмерное его уменьшение (менее70 ) может привести к заклиниванию шарика, Наряду с этим, для увеличения угловойскорости вращения шарика в зоне резаниянеобходимо увеличивать угол ф При этомнаибольшая скорость вращения достигается при ф=180. Однако при больших углахф снижается устойчивость шарика, появляются биения его на опоре, что приводит кпонижению грчности обрабатываемой сферы, Таким образом, целесообразно братьугол фв пределах 72-150 О. Экспериментально установлено, что оптимальное значениеугла ф=120. Кроме того, на пере грузок в зоне обработки ние углов ф 1 и ф, т, е профиля канавки ведуще зрения сохранения расч шарика при обработкепрофиль канавки ведущего круга близким к симметричному, т.е. ф 1 -+ ф.Также экспериментально установлено, что рациональной частотой вращения ведущего круга 2, при которой обеспечивается равномерное вращение шарика в зоне реза-. ния и высокая производительность обработки,.является частота пцк=90 об/мин.Направление вектора силы резания эксцентрично обрабатываемой сфере позволяет обеспечить условия для создания крутящего момента М,р, вращающего шарик в плоскости, не совпадающей с плоскостью основного вращения. В процессе обработки положение осивращения шарика изменяется множествораз и в неограниченном диапазоне углов,что позволяет обеспечить полную разверткусферы за одну загрузку. Это достигается засчет того, что на участках поверхности шарика, имеющих наибольшие отклоненияформы, больше упругий натяг и сила резания, а также больше крутящий момент, следовательно, в этом месте процесс снятияприпуска проходит интенсивнее.Участки поверхности с наибольшимприпуском поступают под режущую кромкушлифовального круга в аиде криволинейного клина, угол при вершине которого меньше угла трения, что приводит к ещебольшему увеличению натяга и интенсификации процесса затягивания новых участковповерхности шарика в зону резания, т.е.активизируется процесс развертываниясферы,Предлагаемый способ может быть реализован по различным схемам, с различными значениями параметров рабочей зоны., Например, на фиг.З векторсилы резания Ру,представляющий собой равнодействующую сил Ру и Рр, направлен эксцентрично сфере 4 за счет удаления части абразивногоматериала с периферийной поверхностишлифующего круга 1.5 За счет того, что на этой поверхностипрорезана канаака, расположенная нижеплоскости симметрии А А, результирующийвектор Ру смещен относительно нее на величину а (эксцентриситет) и создает крутя.10 щий момент Мр=Руа, вызывающийформообразующее вращение заготовки 4 вплоскости АОХ.Такого же эффекта можно достичь, еслииспользовать составной шлифующий круг 115 (фиг.4),В этом случае смещение результирующего вектора силы резания Ру будет возникать, если составные части шлифующегокруга 1 будут выбраны с разной характери 20 стикой хотя бы по одному из параметров:зернистость, твердость, вид связки, вид абразивного материала и т;и, В случае, еслисоставные части выбраны.с одинаковой характеристикойой, эффект смещения Ру будет25 достигнут при В ФО,На фиг,5 показан. пример реализациипредлагаемого способа бесцентрового шлифования, в котором вместо шлифующегокруга 1 используется струя свободного аб 30 разива 5, подаваемого через сопло 6.Формула изобретения .Способ бесцентрового шлифования шариков, при котором их размещают на опорном ноже между ведущим и шлифовальным35 инструментами и сообщают им относительные перемещения, отл ича ю щи йся тем,что, с целью повышения точности и производительности обработки, относительныеперемещения шарику и инструментам сооб 40 щают из условия направления вектора силырезания эксцентрично шарику.тор М,Янкович Т Корректор О.Ципле роизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 Заказ 2247 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4698276, 31.05.1989
САРАТОВСКИЙ АВИАЦИОННЫЙ ЗАВОД
ВАСИН АЛЕКСЕЙ НИКОЛАЕВИЧ, ИЗНАИРОВ БОРИС МИХАЙЛОВИЧ, НОВИКОВ ВЛАДИМИР ИВАНОВИЧ
МПК / Метки
МПК: B24B 11/08
Метки: бесцентрового, шариков, шлифования
Опубликовано: 23.06.1992
Код ссылки
<a href="https://patents.su/6-1742040-sposob-bescentrovogo-shlifovaniya-sharikov.html" target="_blank" rel="follow" title="База патентов СССР">Способ бесцентрового шлифования шариков</a>
Резервуар для чернильной пасты к автоматическим ручкам с шариком в качестве пишущего острия

Номер патента: 82385
Опубликовано: 01.01.1950
МПК: B43K 7/10
Метки: автоматическим, качестве, острия, пасты, пишущего, резервуар, ручкам, чернильной, шариком
...фиг. 3 - сечение резервуара по Аа фг. 2; на фиг, 4 - резервуар с присоединенным тк 1 бКом для чернильой пасты.Резервуар выполнен в виде труоки 1 для пасты, одним концом скреп.1 еннь асадкой 6 с конусным н;КОечником 2 д 1 я подвод асы к каналу 3 наконечника 4 автоматической рчки, в котором шарнирно смонтирован пишущий шарик 5.Для заполения пастой резервуар вывинчивается з наконечника 4, а а его резьоовой конец 7 непосредственно ли посредством переходной резьбой муфты 8 рРг. 4) присоединяется тюбик 9 с чернильной пастой, рР сжатии которого происходит заполнение резервуара пастой до Ояв;1 е 11 ее изоытка 10 на кон 4 ческом аконечике резервуара.Для предохранения от образования воздушных пузырьков в канале.,ежд шариком и резервуаром,...
Способ принятия грузов с земли на трос аэроплана

Номер патента: 36182
Опубликовано: 30.04.1934
Автор: Акимов
МПК: B64D 1/22
Метки: аэроплана, грузов, земли, принятия, трос
...грузу подвесить особый трос (длиною в б 0 - 80 м) с сигнальными, легко разрывающимися от толчков дымовыми снарядами, расположенными по тросу так, как указано на фиг. 3,При первом разрыве сигнального снаряда летчик прекращает подачу троса торможением катушки, и остановившийся (натянутый) трос берут в спе. циальный зажимф, пристроенный у вы. хода его из фюзеляжа аппарата (с внешней стороны); далее, освободив от тормозов катушку, производят с нее запасной напуск в размере, несколько большем, чем расстояние груза (тросов), от земли. Когда запасной напуск будет закончен, летчик нажимом на педаль освобождает натянутый трос от зажима и одновременно ставит руль аппарата на замыкание круга, Результатом будет то, что груз свободно упадет...
Способ обработки винтовых поверхностей лопастей гребных винтов

Номер патента: 1745526
Опубликовано: 07.07.1992
Автор: Данилов
МПК: B23C 3/18, B24B 19/14
Метки: винтов, винтовых, гребных, лопастей, поверхностей
...вокруг оси 4, Зависимости (1) и (2) следуют из фиг.2, За время обработки каждой строчки инструмент 2 контактирует с лопастью в наиболее удаленном от оси 4 сечении, ограниченном винтовой линией с углом наклона 45 )ъин. в точке А, а в наименее удаленном сечении, характеризующимся умакс, в точке В. Точка О пересечения нормалей к прямым с углами наклона умин и умакс определяет положение центра окружности, по которой профилируют рабочую поверхность инструмента. Угол между прямым ОА и ОВ составляет умакс. - умин, поэтому при ширине режущей части инструмента, равной Ь, радиус г его профилирования выражается за висимостью (1). Изменение расстояния от оси 4 инструмента до точек контакта его с лопастью и, следовательно, скорости резания будут...
415627

Номер патента: 415627
Опубликовано: 15.02.1974
МПК: G02B 5/18
Метки: 415627
...3), Варьируя о, со и ЛТ, а также угловое расстояние мекду точками с разной температурой, можно получить различное распределение показагеля преломления по длине кристалла, Кристалл вытягивается со скоростью о (которая будет своей для кристаллов разного типа) до тех пор, пока его длгша не превзойдет размер необходимого дифрякционного элемента. Диаметр выращиваемого кристалла подбирается также в зависимости от желаемых размеров дифракционного элемента, Другой прием получения периодического изменения показателя преломления - выращивание кристалла в поле с периодически меняющейся (например, за счет изменены мощности нагрева) температурой. Кристалл при этом можно вращать или не вращать. Можно менять периодически и другие параметры роста...
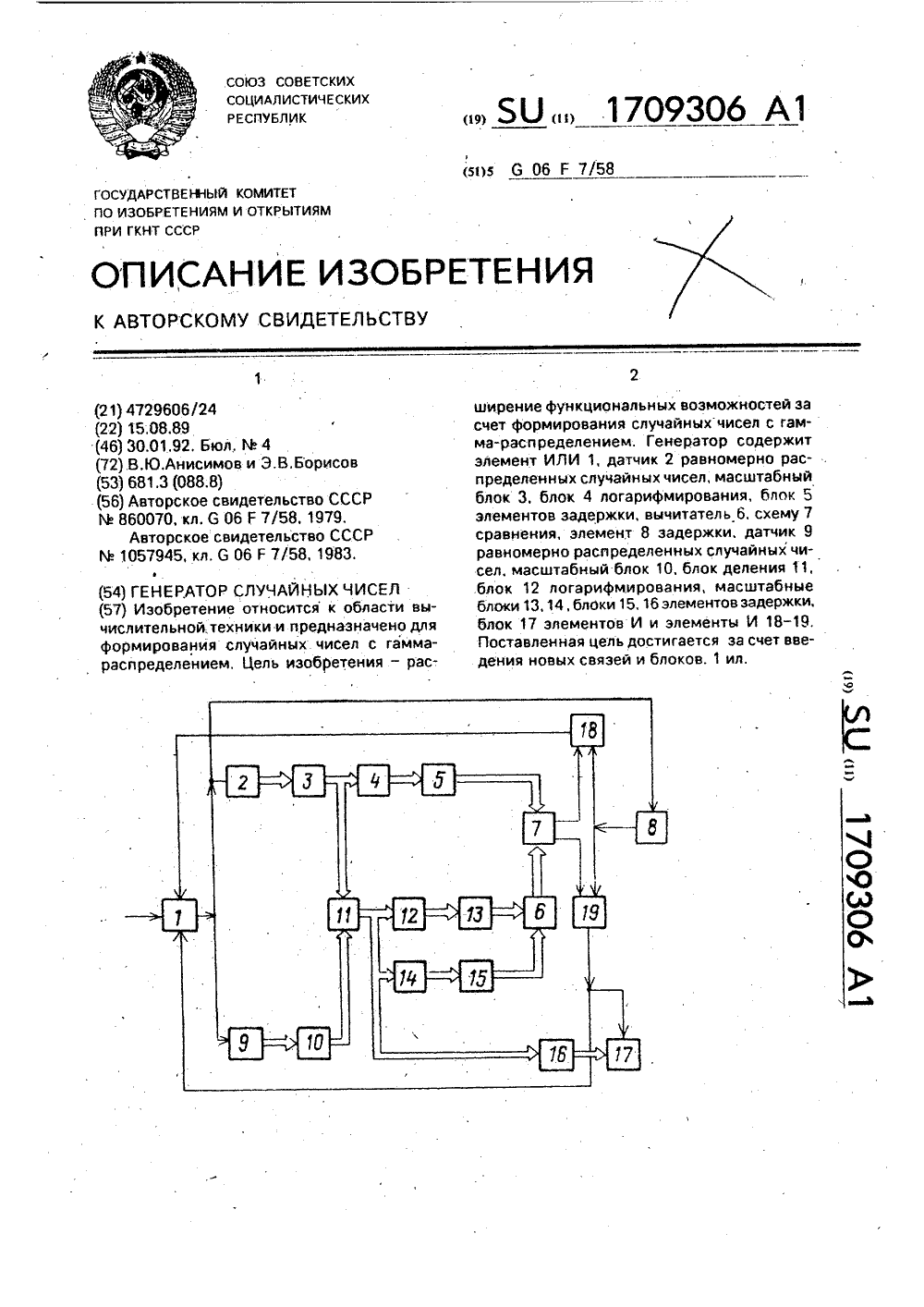
Генератор случайных чисел
Номер патента: 1709306
Опубликовано: 30.01.1992
МПК: G06F 7/58
Метки: генератор, случайных, чисел
...случайному числу О,.равномерно, распределенному в интервале 15 (О, Омакс), через последовательно соединенные блок 4 логарифмирования и блок 5 элементов задержки поступит на первый вход схемы 7 сравнения,На выходе датчика 9 формируется слу чайное число, равномерно распределенноев интервале 0.1), которое поступит на вход масштабного блока 10, С выхода масштабного блока 10 сигнал, соответствующий случайному числу Ч, равномерно распреде ленному в интервале (О, Чмакс), поступит навход делимого блока деления 11, на вход делителя которого поступит сигнал с выхода блока 3. Сигнал с выхода блока 11, соответствующий значению Х = ИО, через после довательно соединенные блок 12 логарифмирования и блок 13 поступит на вход уменьшаемого...
Предыдущий патент: Абразивный инструмент
Следующий патент: Устройство для обработки сферических оптических деталей
Случайный патент: Верхняя рама вагона-самосвала