Зубообрабатывающий инструмент обкатного типа для нарезания зубчатых колес с поднутренным основанием зубьев
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1731484
Авторы: Горманюк, Кузьмин, Старовойтов, Черкашин

Текст
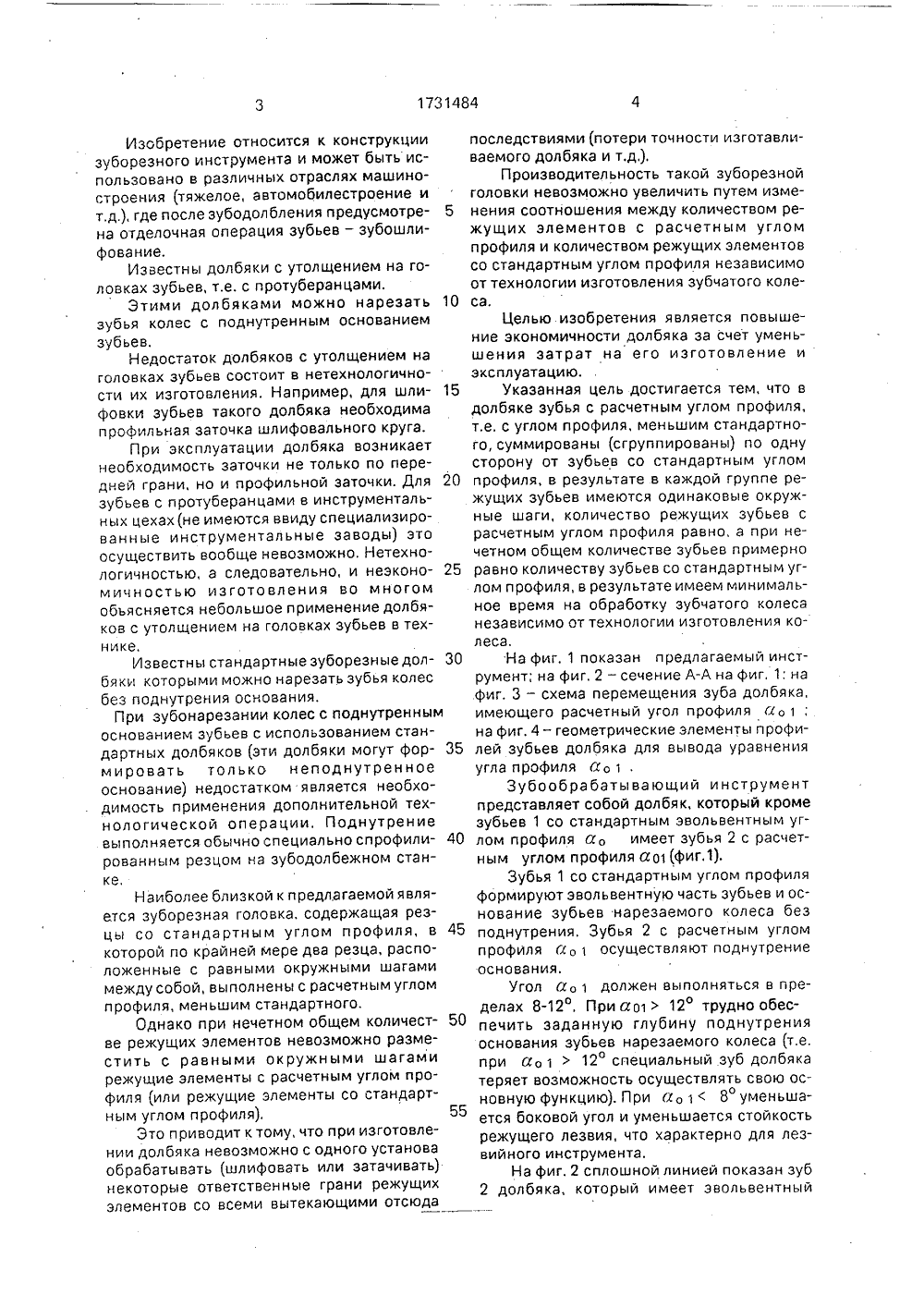
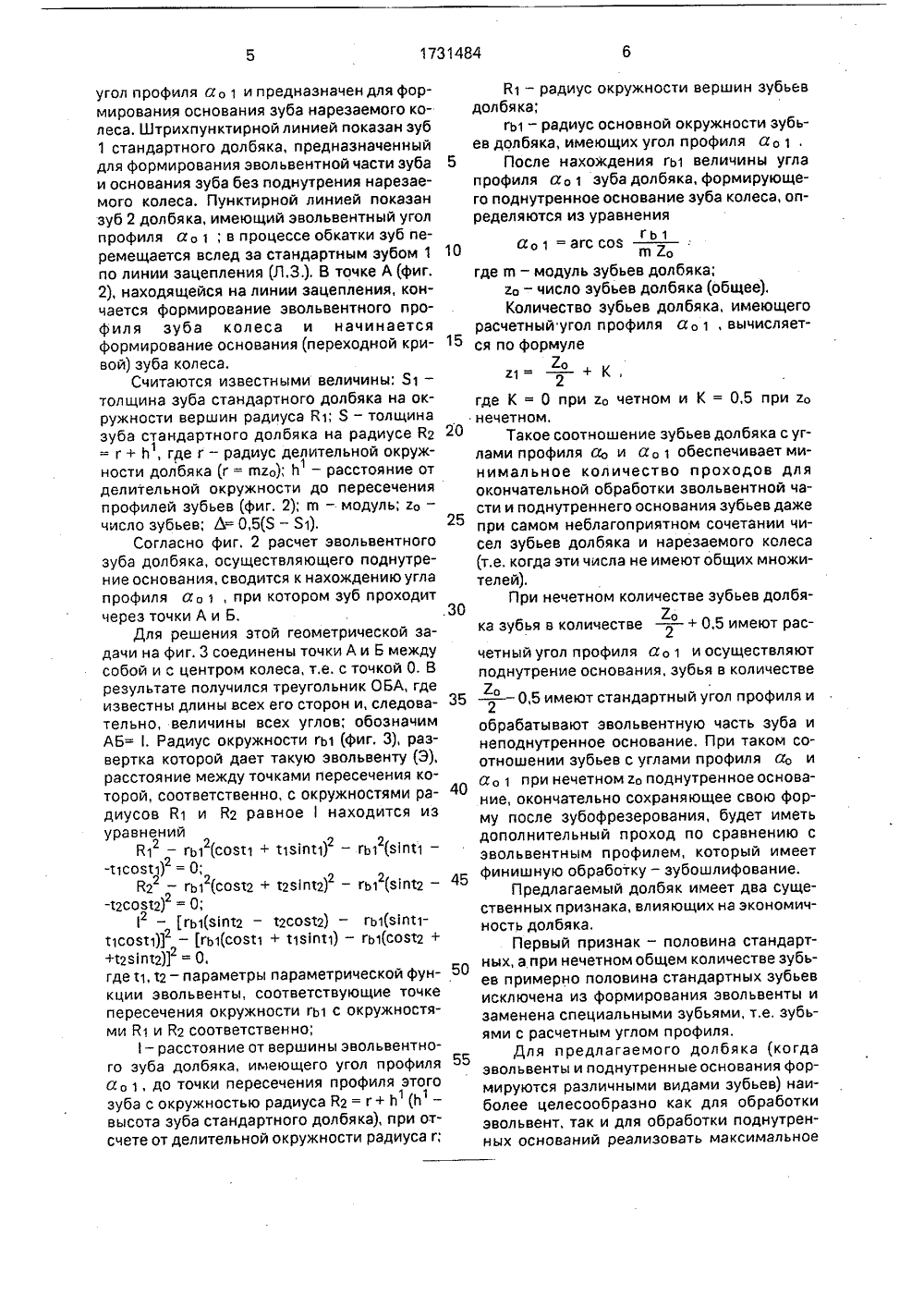
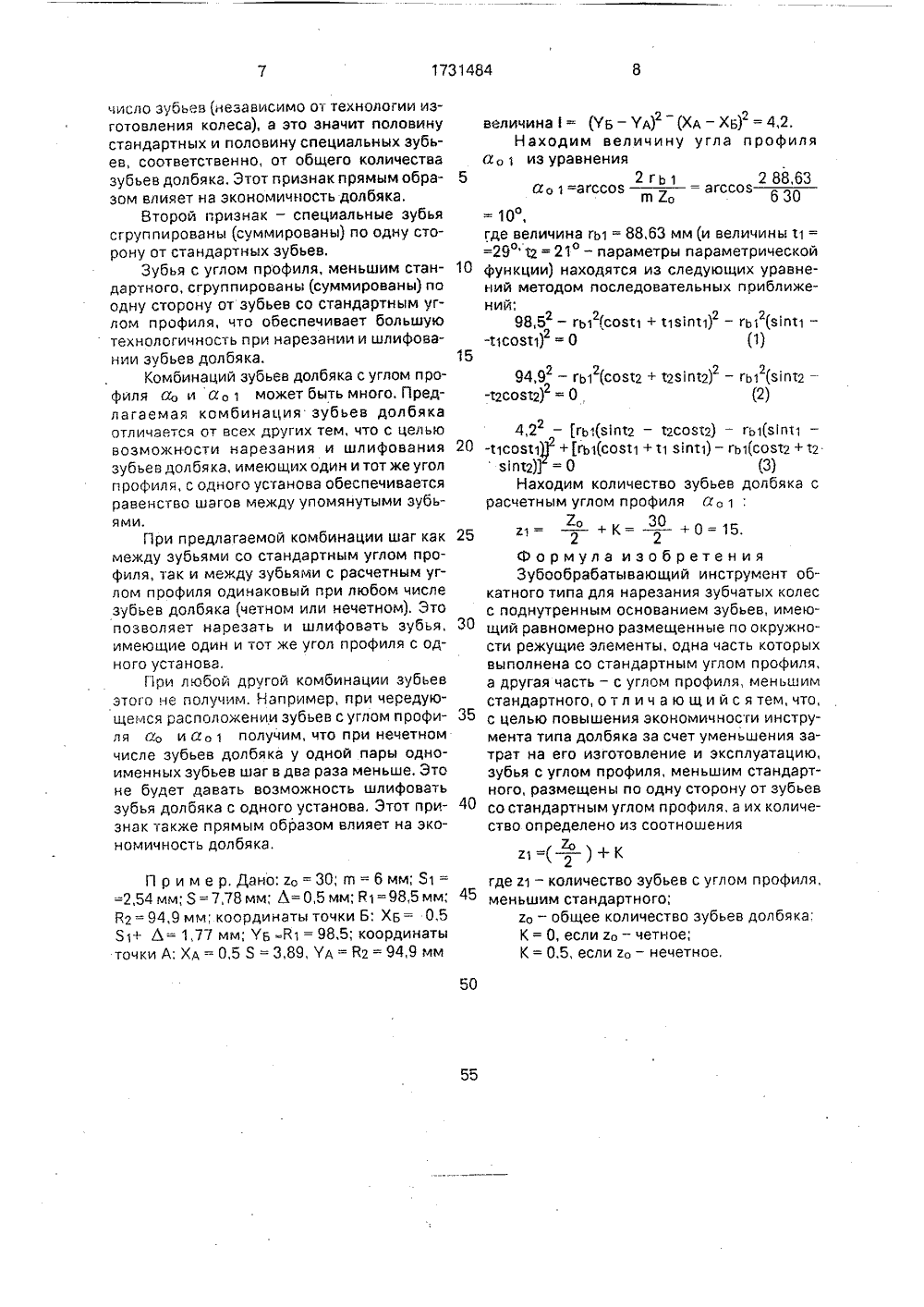
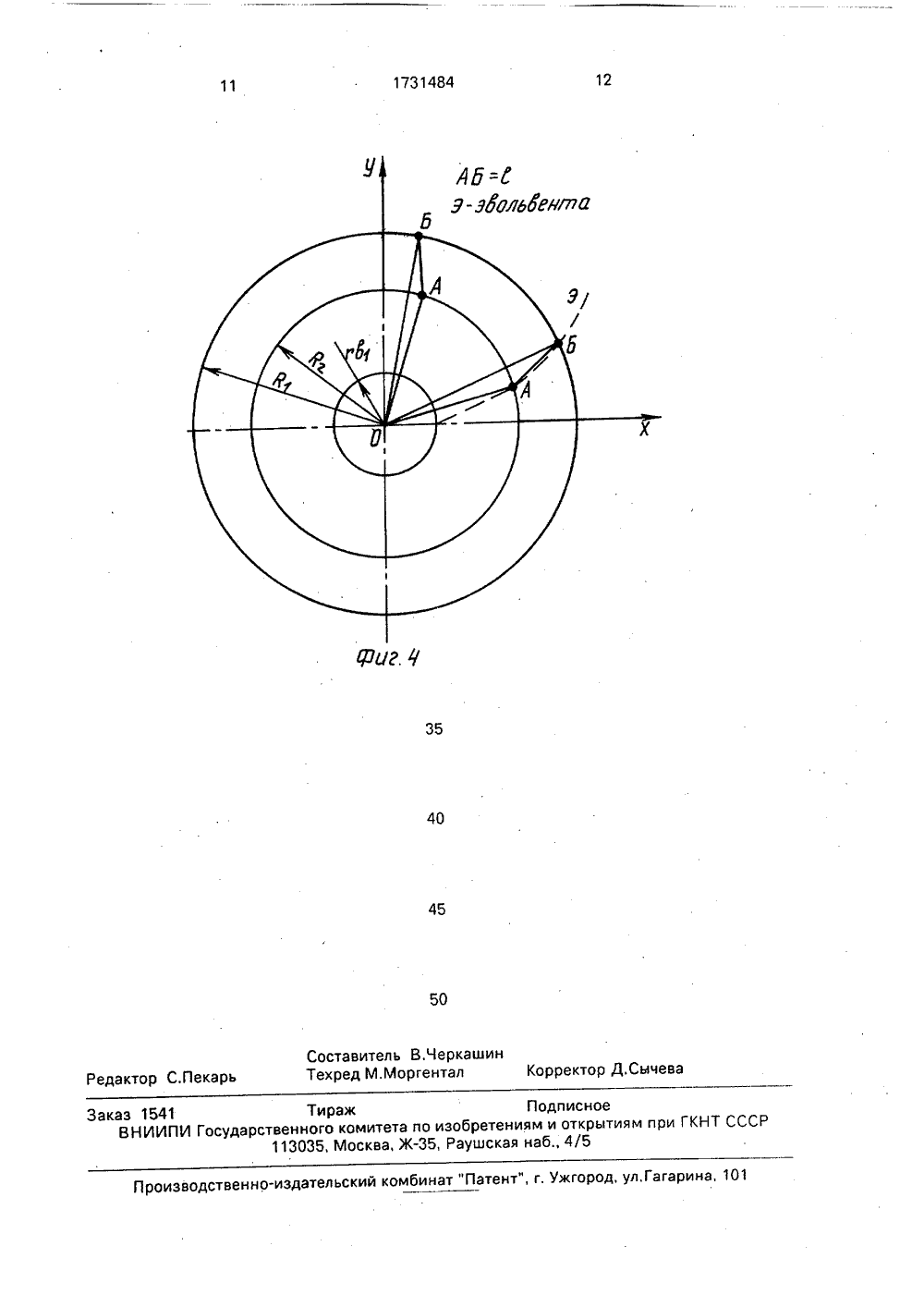
)5 В 23 Р 21/1 ОСУДАРСТВЕННЫЙКОМИТЕТ О ИЗОБРЕТЕНИЯМ И ОТКРЫТ ПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕН ИДЕТЕЛ ВТОРСКОМ нструк- нститутЬ Ь(71) Государственный проектно-котарский и экспериментальный иугольного машиностроения(56) Авторское свидетельство СССРМ 1569120, кл, В 23 Г 21/04, 1988.(54) ЗУБООБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ ОБКАТНОГО ТИПА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС СПОДНУТРЕННЫМ ОСНОВАНИЕМ ЗУБЬЕВ(57) Применение: изобретение относится кмашиностроению (тяжелое, автомобилестроение и т,д.), в частности к зубообработке,где после зубодолбления предусмотрена отделочная операция зубьев - зубошлифование, и позволяет повысить экономичность инструмента, типа долбяка за счет уменьшения затрат на его изготовление и эксплуатацию, Сущность изобретения: зуборезный долбяк имеет зубья 1 со стандартным эвольвентным углом профиля а 0 и зубья 2 с расчетным углом профиля а 01 . Зубья 1 формируют эвольвентную часть зубьев и основание зубьев. нарезаемого колеса без поднутрения. Зубья 2 осуществляют поднутрение основания и имеют угол профиля меньше стандартного. Зубья 2 суммированы по одну сторону от зубьев 1, а их количество определено в зависимости от общего числа зубьев. 4 ил.Изобретение относится к конструкциизуборезного инструмента и может бытьиспользовано в различных отраслях машиностроения (тяжелое, автомобилестроение ит.д,), где после зубодолбления предусмотрена отделочная операция зубьев - зубошлифование.Известны долбяки с утолщением на головках зубьев, т.е, с протуберанцами,Этими долбяками можно нарезать 10зубья колес с поднутренным основаниемзубьев.Недостаток долбяков с утолщением наголовках зубьев состоит в нетехнологичности их изготовления. Например, для шлифовки зубьев такого долбяка необходимапрофильная заточка шлифовального круга.При эксплуатации долбяка возникаетнеобходимость заточки не только по передней грани, но и профильной заточки. Для 20зубьев с протуберанцами в инструментальных цехах (не имеются ввиду специализированные инструментальные заводы) этоосуществить вообще невозможно. Нетехнологичностью, а следовательно, и неэкономичностью изготовления во многомобъясняется небольшое и рименение долбяков с утолщением на головках зубьев в технике.Известны стандартные зуборезные долбяки которыми можно нарезать зубья колесбез поднутрения основания.При зубонарезании колес с поднутреннымоснованием зубьев с использованием стандартных долбяков (эти долбяки могут формировать только неподнутренноеоснование) недостатком является необходимость применения дополнительной технологической операции, Поднутрениевыполняется обычно специально спрофилированным резцом на зубодолбежном станке,Наиболее близкой к предлагаемой является зуборезная головка, содержащая резцы со стандартным углом профиля, в 45которой по крайней мере два резца, расположенные с равными окружными шагамимежду собой, выполнены с расчетным угломпрофиля, меньшим стандартного,Однако при нечетном общем количестве режущих элементов невозможно разместить с равными окружными шагамирежущие элементы с расчетным углом профиля (или режущие элементы со стандартн ы м углом и рофил я), 55Это приводит к тому, что при изготовлении долбяка невозможно с одного установаобрабатывать (шлифовать или затачивать)некоторые ответственные грани режущихэлементов со всеми вытекающими отсюда последствиями (потери точности изготавливаемого долбяка и т.д,).Производительность такой зуборезной головки невозможно увеличить путем изменения соотношения между количеством режущих элементов с расчетным углом профиля и количеством режущих элементов со стандартным углом профиля независимо от технологии изготовления зубчатого колеса.Целью изобретения является повышение экономичности долбяка за счет уменьшения затрат на его изготовление и эксплуатацию.Указанная цель достигается тем, что в долбяке зубья с расчетным углом профиля, т,е. с углом профиля, меньшим стандартного, суммированы (сгруппированы) по одну сторону от зубьев со стандартным углом профиля, в результате в каждой группе режущих зубьев имеются одинаковые окружные шаги, количество режущих зубьев с расчетным углом профиля равно, а при нечетном общем количестве зубьев примерно равно количеству зубьев со стандартным углом профиля, в результате имеем минимальное время на обработку зубчатого колеса независимо от технологии изготовления колеса.На фиг. 1 показан предлагаемый инструмент; на фиг, 2 - сечение А-А на фиг, 1; на фиг. 3 - схема перемещения зуба долбяка, имеющего расчетный угол профиля ао ; на фиг. 4 - геометрические элементы и рофилей зубьев долбяка для вывода уравнения угла профиля аоЗубообрабатывающий инструмент представляет собой долбяк, который кроме зубьев 1 со стандартным эвольвентным углом профиля а имеет зубья 2 с расчетным углом профиля ао 1(фиг.1),Зубья 1 со стандартным углом профиля формируют эвольвентную часть зубьев и основание зубьев нарезаемого колеса без поднутрения, Зубья 2 с расчетным углом профиля ао 1 осуществляют поднутрение основания,Угол йо 1 должен выполняться в пределах 8-12. При а м12 трудно обеспечить заданную глубину поднутрения основания зубьев нарезаемого колеса (т,е. при ао 112 специальный зуб долбяка теряет возможность осуществлять свою основную функцию). При а 1 8 уменьшается боковой угол и уменьшается стойкость режущего лезвия, что характерно для лезвийного инструмента.На фиг. 2 сплошной линией показан зуб 2 долбяка, который имеет эвольвентныйугол профиля а о 1 и предназначен для формирования основания зуба нарезаемого колеса. Штрихпунктирной линией показан зуб 1 стандартного долбяка, предназначенный для формирования эвольвентной части зуба и основания зуба без поднутрения нарезаемого колеса. Пунктирной линией показан зуб 2 долбяка, имеющий эвольвентный угол профиля ао 1; в процессе обкатки зуб перемещается вслед за стандартным зубом 1 по линии зацепления (Л.З.). В точке А (фиг, 2), находящейся на линии зацепления, кончается формирование эвольвентного профиля зуба колеса и начинается формирование основания (переходной кривой) зуба колеса.Считаются известными величины: Я 1 - толщина зуба стандартного долбяка на окружности вершин радиуса Е 1; Я - толщина зуба стандартного долбяка на радиусе Кг = г+ 1, где г - радиус делительной окружности долбяка (г = его); 1 - расстояние от делительной окружности до пересечения профилей зубьев (фиг, 2); а - модуль; 2 о - чиСлО ЗубьЕв; Ь= 0,5(Я - Я 1),Согласно фиг. 2 расчет эвольвентного зуба долбяка, осуществляющего поднутрение основания, сводится к нахождению угла профиля ао 1, при котором зуб проходит через точки А и Б,Для решения этой геометрической задачи на фиг. 3 соединены точки А и Б между собой и с центром колеса, т,е. с точкой О. В результате получился треугольник ОБА, где известны длины всех его сторон и, следовательно, величины всех углов; обозначим АБ= , Радиус окружности гь 1 (фиг, 3), развертка которой дает такую эвольвенту (Э), расстояние между точками пересечения которой, соответственно, с окружностями радиусов В 1 и Вг равноенаходится из уравненийк 1 - гь 1(созт 1 + т 18 пс 1) - гь 1 (зщ 1 -2 2 -т 1 с 0811) =0;гЯг - гь 1 (созтг + багзпег) - гь 1 (8 птг -2 2 -1 гсозтг) = 0;- (ГЬ 1(8 пег тгсозтг) - ГЬ 1(8 И 1- 11 СОМ 1 ГЬ 1(созт 1 + 118 пт 1) ГЬ 1(созтг + +128 пег)1 = О,где 11, тг - параметры параметрической функции эвольвенты, соответствующие точке пересечения окружности гь 1 с окружностями Я 1 и Яг соответственно;- расстояние от вершины эвольвентного зуба долбяка, имеющего угол профиля а,1, до точки пересечения профиля этого зуба с окружностью радиуса Йг = Г+ 1 (1 - высота зуба стандартного долбяка), при отсчете от делительной окружности радиуса г; К 1 - радиус окружности вершин зубьевдолбяка;гь 1 - радиус основной окружности зубьев долбяка, имеющих угол профиля а, 1, 5 После нахождения гь 1 величины углапрофиля ао 1 зубадолбяка,формирующего поднутренное основание зуба колеса, определяются из уравненияГЬ 1а,1 = агС СО 8гп огде в - модуль зубьев долбяка;ъ - число зубьев долбяка (общее).Количество зубьев долбяка, имеющегорасчетный угол профиля а, 1, вычисляется по формулео21= - + К2где К = 0 при го четном и К = 0,5 при го нечетном.Такое соотношение зубьев долбяка с углами профиля а, и ао 1 обеспечивает минимальное количество проходов для окончательной обработки звольвентной части и поднутреннего основания зубьев даже при самом неблагоприятном сочетании чисел зубьев долбяка и нарезаемого колеса (т.е. когда эти числа не имеют общих множителей).При нечетном количестве зубьев долбяЕока зубья в количестве о + 0,5 имеют расчетныйугол профиля ао 1 и осуществляют поднутрение основания, зубья в количестве 35 -- 0,5 имеют стандартный угол профиля иЕообрабатывают эвольвентную часть зуба и неподнутренное основание. При таком соотношении зубьев суглами профиля ао и а, 1 при нечетном о поднутренное основание, окончательно сохраняющее свою форму после зубофрезерования, будет иметь дополнительный проход по сравнению с эвольвентным профилем, который имеет 45 финишную обработку - зубошлифование.Предлагаемый долбяк имеет два существенных признака, влияющих на экономичность долбяка.Первый признак - половина стандартных, а при нечетном общем количестве зубьев примерно половина стандартных зубьев исключена из формирования эвольвенты и заменена специальными зубьями, т,е. зубьями с расчетным углом профиля.Для предлагаемого долбяка (когдаэвольвенты и поднутренные основания формируются различными видами зубьев) наиболее целесообразно как для обработки эвольвент, так и для обработки поднутренных оснований реализовать максимальноечисло зубьев (независимо от технологии изготовления колеса), а это значит половину стандартных и половину специальных зубьев, соответственно, от общего количества зубьев долбяка, Этот признак прямым обра зом влияет на экономичность долбяка.Второй признак - специальные зубья сгруппированы (суммированы) по одну сторону от стандартных зубьев.Зубья с углом профиля, меньшим стан дартного, сгруппированы (суммированы) по одну сторону от зубьев со стандартным углом профиля, что обеспечивает большую технологичность при нарезании и шлифовании зубьев долбяка. 15Комбинаций зубьев долбяка с углом про- ФИЛЯ ао И а о 1 МОжЕт бЫтЬ МНОГО. ПРЕД- лагаемая комбинация зубьев долбяка отличается от всех друг тем, что с цеью возможности нарезания и шлифования 20 зубьев долбя ка, имеющих один и тот же угол профиля, с одного установа обеспечивается равенство шагов между упомянутыми зубьями.При предлагаемой комбинации шаг как 25 между зубьями со стандартным углом профиля, так и между зубьями с расчетным углом профиля одинаковый при любом числе зубьев долбяка (четном или нечетном). Это позволяет нарезать и шлифовать зубья, 30 имеющие один и тот же угол профиля с одного установа,При любой другой комбинации зубьев этого не получим. Например, при чередующемся расположении зубьев с углом профи ля а, и а,1 получим, что при нечетном числе зубьев долбяка у одной пары одноименных зубьев шаг в два раза меньше, Это не будет давать возможность шлифовать зубья долбяка с одного установа. Этот при знак также прямым образом влияет на экономичность долбяка. П р и м е р. Дано; го = 30, Гп = 6 мм; Я 1 = =2,54 мм; Я = 7,78 мм; Л= 0,5 мм; Р 1= 98,5 мм; 45 Рг = 94,9 мм: координаты точки Б: Хь = 0,5 Я 1+ Ь - -1,77 мм; Уь -В 1= 98,5; координаты точки А; Хд =- 0,5 Я = 3,89, Уд = йг = 94,9 мм50 величина 1 - (УБ Уд) (Хд Хь) 4,2.Находим величину угла профиля ао 1 ИЗ ураВНЕНИя2 гь 1 2 8863ао 1=аГССоз 2 - аГССоз 6 30Гп 2 о= 10 о,где величина гь 1 = 88,63 мм (и величины т 1 = =29 о 12 = 21 - параметры параметрической функции) находятся из следующих уравнений методом последовательных приближений;98,5 - гь 1 (созо + т 181 п 11) - гь 1 (81 м 1 -г 2 2 -11 созт 1) = 0 (1)94,9 - гь 1 (соз 12 + 1281 птг) гь 1 (з(птг 2 2 2 2-тгсозг) = 0 (2) 4,2 - 1 Гь В 1(81 п тг - 12 со 812) - Гь 1(81 п 1111 СОВ 11 Ц В (ГВ 1(СОВ 1 1111 О 11) - ГВ 1(СОВ 12 В 128(п 12) = 0 (3)Находим количество зубьев долбяка срасчетным углом профиля а,1:г 1= + К= +0=15,2 о 302 2Формула изобретенияЗубообрабатывающий инструмент обкатного типа для нарезания зубчатых колесс поднутренным основанием зубьев, имеющий равномерно размещенные по окружности режущие элементы, одна часть которыхвыполнена со стандартным углом профиля,а другая часть - с углом профиля, меньшимстандартного, о т л и ч а ю щ и й с я тем, что,с целью повышения экономичности инструмента типа долбяка за счет уменьшения затрат на его изготовление и эксплуатацию,зубья с углом профиля, меньшим стандартного, размещены по одну сторону от зубьевсо стандартным углом профиля, а их количество определено из соотношения-( )+Кгде г 1 - количество зубьев с углом профиля,меньшим стандартного;го - общее количество зубьев долбяка:К = О, если го - четное;К = 0,5, если го - нечетное,оставитель В.Черкашинехред М.Моргентал Корректор Д.Сыче Тираж Подписноесударственного комитета по изобретениям и открытиям при ГКНТ СС113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4736464, 13.07.1989
ГОСУДАРСТВЕННЫЙ ПРОЕКТНО-КОНСТРУКТОРСКИИ ЭКСПЕРИМЕНТАЛЬНЫЙ ИНСТИТУТ УГОЛЬНОГО МАШИНОСТРОЕНИЯ
ЧЕРКАШИН ВАЛЕНТИН ПАВЛОВИЧ, ГОРМАНЮК НИКОЛАЙ АЛЕКСАНДРОВИЧ, СТАРОВОЙТОВ ВЛАДИМИР ГЕРАСИМОВИЧ, КУЗЬМИН ГЕННАДИЙ ПЕТРОВИЧ
МПК / Метки
МПК: B23F 21/10
Метки: зубообрабатывающий, зубчатых, зубьев, инструмент, колес, нарезания, обкатного, основанием, поднутренным, типа
Опубликовано: 07.05.1992
Код ссылки
<a href="https://patents.su/6-1731484-zuboobrabatyvayushhijj-instrument-obkatnogo-tipa-dlya-narezaniya-zubchatykh-koles-s-podnutrennym-osnovaniem-zubev.html" target="_blank" rel="follow" title="База патентов СССР">Зубообрабатывающий инструмент обкатного типа для нарезания зубчатых колес с поднутренным основанием зубьев</a>
Станок для притирки конических колес со спиральными зубьями

Номер патента: 208421
Опубликовано: 25.06.1976
Авторы: Богачев, Кузнецов, Сороковский
МПК: B23F 19/02
Метки: зубьями, колес, конических, притирки, спиральными, станок
...возвратно-постулат; .,нс;: движение ролику 17,которЫЙ через наклонные плоскости секторов 18 пере,.ещает лодзун 19. Последниечерез вилку 20, диск 16 и гипьзу 2 сообщают осевое движение шпиндепю 1.Веиичина осевого перемецения при переходе от обработки одной стороны зубьевк другой . изменяется автоматически наклоном секторов 18 гидроципиндрами, каждый иэ которых имеет регулируемые упоры,опредепяющие его крайние рабочие поп 6 женияэПривод гильзы 3 осуществпяется от чер-вячнсй пары 21-22,Величине рааиадьного перемещения шпинделя 1 ретупируется накпоном паза 8 спомощью гидроцидиндра 23,Поворотом .ервяка 13 от гицроципиицра 24 изменяется несимметричность радиального авижения шпиндепяотноситепьно гильзы 3, Одновременно винт 12 поворачивается в...
Способ чистового нарезания гипоидных колес с круговыми зубьями и большими углами спирали

Номер патента: 234128
Опубликовано: 01.01.1969
МПК: B23F 9/04
Метки: большими, гипоидных, зубьями, колес, круговыми, нарезания, спирали, углами, чистового
...В известном способе обрабатываемое колесо устанавливается на угол внутреннего конуса впадины зуба, при этом инструменту сообщают вращательное движение и поступательное в плоскости люльки.Предложенный способ отличается тем, что обрабатываемое колесо устанавливают с гипоидным смещением под осооым углом, не рав ным внутреннему конусу впадины зуба. При этом инструменту, кроме вращения вокруг своей оси, сообщают поступательное движение, параллельное плоскости люльки станка и вдоль ее оси, причем последние два двияения 15 согласуют с углом установки зубчатого колеса. Такое отличие позволяет улучшить качествцепления гипоидной передачи. Предмет изооретенияСпосоо чистового нярезания гипоидныч колес с круговыми зуоьями и оольшими углями...
Зуборезная головка для нарезанияконических и гипоидных колес скруговыми зубьями

Номер патента: 823023
Опубликовано: 23.04.1981
Авторы: Барац, Денисов, Иноземцев, Лубков
МПК: B23F 21/14
Метки: гипоидных, головка, зуборезная, зубьями, колес, нарезанияконических, скруговыми
...в котором посредством резцедержателей 2 установлены круглые фасонные резцы 3. Резцедержатели закреплены в корпусе с помощью вингов 4 и 5. Последний служит 1 о также для тонкой регулировки резцав направлении радиуса головки. Круглый фасонный резец 3 имеет два режущих элемента (зуба), передняя поверхность или боковая режущая кромка одного из которых используется для установки резца в резце держателе по упору 6, Закрепление резца.в резцедержателе осуществляется с помощью винта 7 и двух прихватов 8, одним из которых закрепляется упор 9, выполнен.ный в виде сектора, как часть рабочего ,о профиля резца.После затупления одного зуба резецосвобождается от зажимов и устанавливается в рабочее положение другим зубом путем поворота резца вокруг оси...
Зубчатое колесо со съемными зубьями
Номер патента: 42766
Опубликовано: 30.04.1935
Автор: Попов
МПК: F16H 55/16
Метки: зубчатое, зубьями, колесо, съемными
...предлагается колесо, в котором зубья снабжены цапфами, вставляемыми в отверстия в шайбах, и имеют в основании цилиндрическую поверхность, скрепляемую с ободом колеса посредством шпонки.На чертеже фиг. 1 изображает боковой внд с частичным разрезом предлагаемого колеса, а фиг. 2 - поперечный разрез его обода.На ободе 1 колеса прикреплены с ков болтами 5 две кольцевых шайб с отверстиями по числу зубьев. Зубь которые в рстия в ш го зуба вставл цилинд нием з ыемкой, а на внеш а- йпрояемой ричеуба и е боы 2 яЗ Клз,ее 47 Ь, 23 И; И, Попова, заявленномур, о перв,142450).оиубликоваио 30 апрела 1935 года. имеют с торцов цапфы 6, вляются в указанные отве бах, а закрепление каждо изводится шпонкой 4, между выполненным по ской поверхности основ...
Устройство для измерения угла пово-pota колеса железнодорожного вагона

Номер патента: 846993
Опубликовано: 15.07.1981
Авторы: Архарова, Лесик, Пастушенко, Резниченко
МПК: G01B 5/24
Метки: вагона, железнодорожного, колеса, пово-pota, угла
...вагона, предназначенными для размещения в них свободных концов кронштейнов.На фиг. 1 схематически изображено предлагаемое устройство для измерения угла поворота колеса железнодорожного вагона; на фиг. 2 - вид А на Фиг, 1.Устройство содержит цилиндрический корпус 1 с соосно установленным в846993 ие. нем реостатным датчиком 2, жестко соединенный с осью датчика 2 вал 3,имеющий на торце штифты 4, неподвижно закрепленный на корпусе 1 подшипник 5 качения, установленный на немпо скользящей посадке Фланец б сдиаметральным пазом 7 и с резьбовымиотверстиями 8, размещенные в этихотверстиях винты 9, взаимодействующие с подшипником 5 качения,диаметрально расположенные на цилиндрическом корпусе 1 кронштейны 10 и 11 иподпружиненные зажимы 12 и...
Предыдущий патент: Сборная фреза
Следующий патент: Стол зубообрабатывающего станка
Случайный патент: Способ получения фурфурола