Способ восстановления радиальных зазоров в концевых и диафрагменных уплотнениях паровой турбины
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1724901
Авторы: Зуев, Прибыловский

Текст
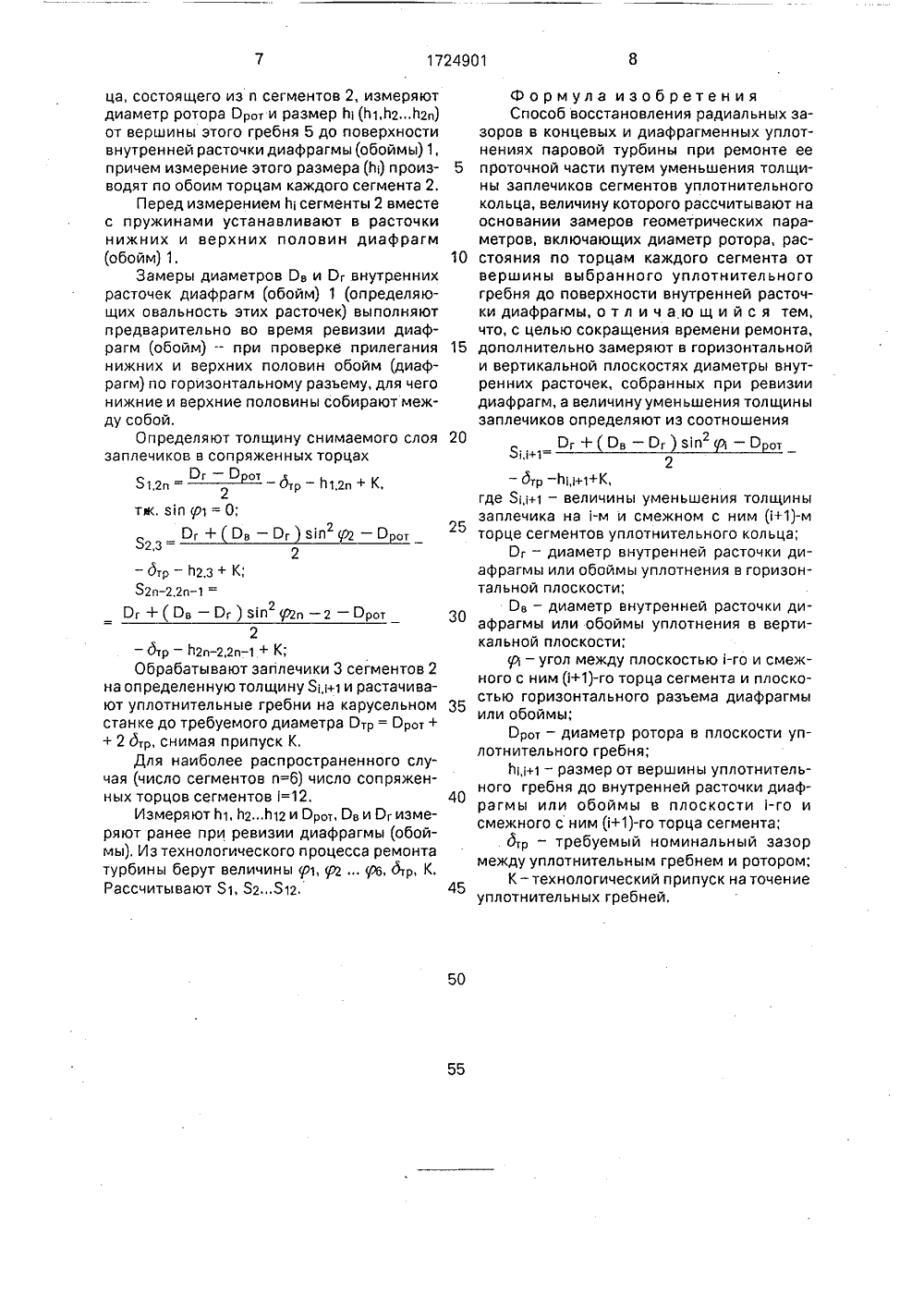
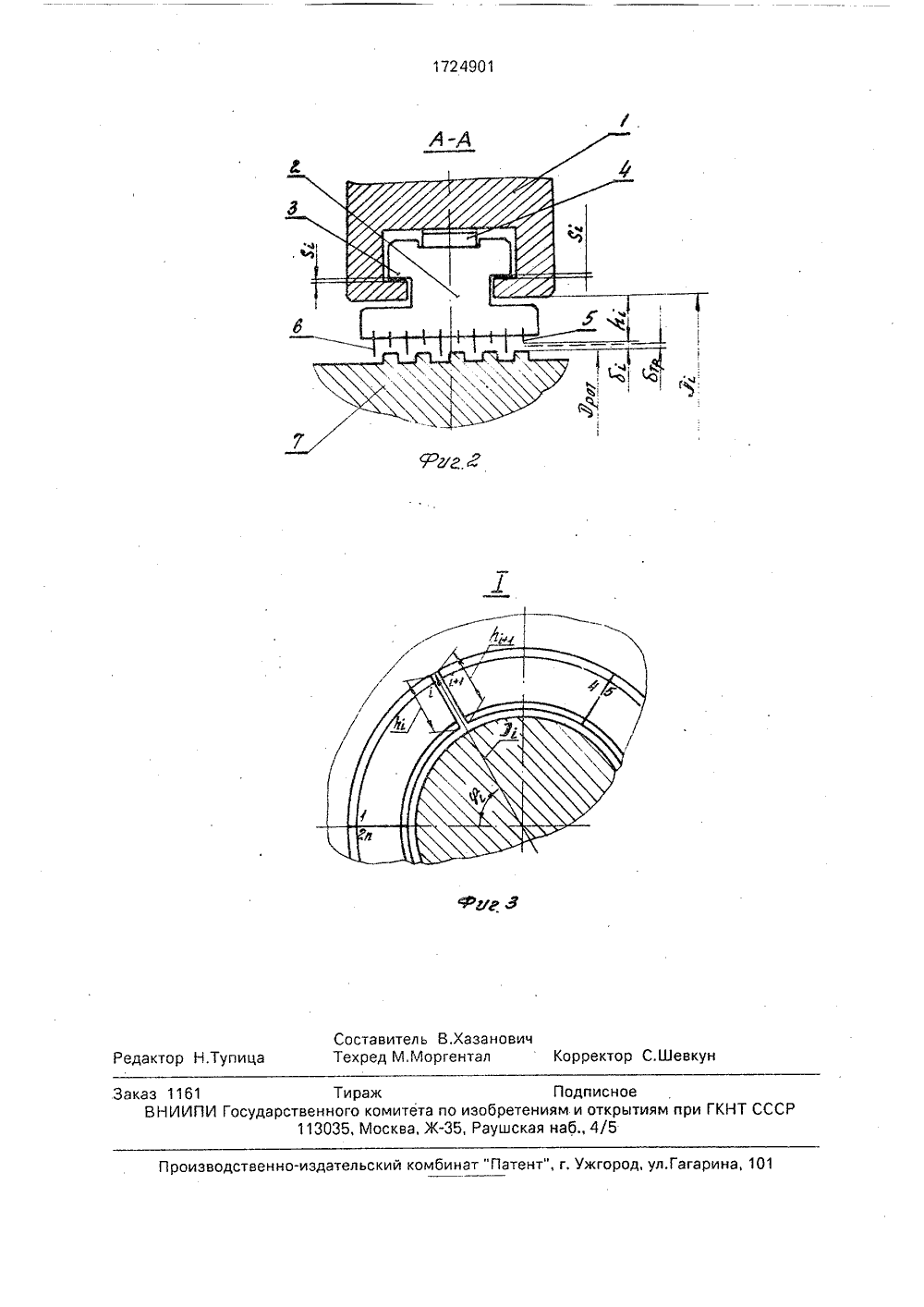
(5)5 Р 01 О 2 ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(71) Харьковский фиструкторского бюро%13лиал Центрального конСоюзэнергоремонта кий и В, И. Зуев тельство СССР 11/02, 1971.(54) СПОСОБ ВОССТАНОВЛЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ В КОНЦЕВЫХ И ДИАФРАГМЕННЫХ УПЛОТНЕНИЯХ ПАРОВОЙ ТУРБИНЫ57) Изобретение относится к технологии ремонта паровых турбин, может быть испольИзобретение относится к технике ремонта паровых турбин и может быть использовано при восстановлении зазоров в уплотнениях ротора паровой турбины. Известен способ восстановления радиальных зазоров в концевых и диафрагменных уплотнениях паровой турбины при ремонте ее проточной части путем уменьшения толщины заплечиков сегментов уплотнительного кольца, величину которого рассчитывают на основании замеров геометрических параметров, а именно величины отклонения радиального зазора в плоскости торцов каждого сегмента от требуемого номинального зазора, Перед этим проверяют и исправляют центровку диафрагм и обойм уплотнений, снимают верхние половины диафрагм и обойм уплотнений,зовано при восстановлении радиальных зазоров в уплотнениях ротора паровой турбины и позволяет определить величину снимаемого слоя заплечиков сегментов уплотнительного кольца, необходимую для восстановления радиальных зазоров уплотнений, используя известные в результате ревизии значения диаметров внутренних расточек диафрагм (обойм) в вертикальной и горизонтальной плоскостях и произведя при этом лишь замеры диаметра ротора и расстояния от вершины уплотнительного гребня по поверхности внутренней расточки диафрагмы (обоймы). Величина снимаемого слоя заплечиков рассчитывается по эмпирическому соотношению. 3 ил 1 табл. укладывают в цилиндр ротор, доводят до требуемой величины боковой (в плоскости горизонтального разъема) радиальный зазор каждого уплотнительного кольца, уменьшая толщину соответствующего заплечика. Вынимают ротор, укладывают борштангу, отцентровав ее в цилиндре аналогично ротору. Последовательно устанавливая верхние половины диафрагм и обойм на нижние, сболчивая горизонтальный разъем и проворачивая борштангу с закрепляемым на ней штырем, щупом измеряют зазор в плоскости торцов каждого сегмента между выбранным гребнем уплотнительного кольца и штырем.Имея боковой требуемый зазор как базовый, по отношению к нему рассчитывают величину уменьшения толщины заплечиков остальных сегментов.Последовательно снимают верхние половины обойм и диафрагм, выводят сегменты с пружинами из расточек, на специальном приспособлении обрабатывают заплечики. Затем, поочередно устанавливая уплотнительные кольца на место, собирая верхние и нижние половины диафрагм (обойм), контролируют щупом получаемый зазор в плоскости торцов каждого сегмента, при необходимости доводя его до нормы.Недостатком этого способа, помимо его большой трудоемкости, является то, что все работы, кроме обработки заплечиков, выполняют непосредственно в цилиндре турбины, что задерживает работы по дефектации и ремонту цилиндра и работы по центровке валопровода турбоагрегата.Известен способ восстановления радиальных зазоров в концевых и диафрагменных уплотнениях паровой турбины при ремонте ее проточной части путем уменьшения толщины заплечиков сегментов уплотнительного кольца, величину которого рассчитывают на основании замеров геометрических параметров, в том числе диаметра ротора, и размеров расстояний по торцам каждого сегмента от вершины выбранного уплотнительного гребня до мерной втулки центроискателя, для чего собирают нижние и верхние половины диафрагм и обойм уплотнений, устанавливают во внутреннюю расточку на специальных лапках четырехопорный центроискатель и от его мерной втулки, находящейся в центре расточки, замеряют необходимые размеры. Расчетом определяют величину уменьшения толщины заплечиков с учетом припуска на дополнительную обработку гребней - для снятия различных погрешностей, вносимых при осуществлении данного способа. Затем разбирают обоймы (диафрагмы), выводят сегменты с пружинами из расточек, на специальном приспособлении, по данным расчета, обрабатывают заплечики, снова устанавливают на место сегменты и собирают диафрагмы и обоймы. Устанавливают центроискатель, и по изменившимся показаниям замеров контролируют правильность обработки заплечиков, при необходимости дополнительно обрабатывают конкретные заплечики.После этого собранные диафрагмы и обоймы с уплотнительными кольцами устанавливают на карусельный станок и растачивают гребни уплотнительных колец до требуемого диаметра, снимая припуск. Все операции данного способа выполняются вне цилиндра турбины, 5 10 15 20 25 30 35 40 45 50 55 Недостатком этого способа, несмотря на то, что все операции выполняются вне цилиндра турбины, является его большая трудоемкость. Известен способ восстановления радиальных зазоров в концевых и диафрагменных уплотнениях паровой турбины при ремонте ее проточной части путем уменьшения толщины заплечиков сегментов уплотнительного кольца, величину которого рассчитывают на основании замеров геометрических параметров, в том числе диаметра ротора, размеров расстояний по торцам каждого сегмента от вершины выбранного уплотнительного гребня до поверхности внутренней расточки диафрагмы (обоймы), а также диаметров выбранного уплотнительного гребня в плоскостях, проходящих через торцы каждого сегмента, для чего собирают нижние и верхние половины диафрагм и обойм уплотнений, Имея эти замеры и используя разработанное соотношение (формулу), расчетом определяют величину уменьшения толщины заплечиков с учетом припуска на дополнительную обработку гребней - для снятия различных погрешностей, вносимых при осуществлении данного способа. Затем разбирают обоймы (диафрагмы), выводят сегменты с пружинами из расточек, на специальном приспособлении, по данным расчета, обрабатывают заплечики, снова устанавливают на место сегменты с пружинами, собирают обоймы (диафрагмы) и растачивают гребни уплотнительных колец до требуемого диаметра на карусельном станке, снимая припуск. Все операции данного способа выполняются вне цилиндра турбины.Недостатком известного способа является его большая трудоемкость отчего на сетевой модели капитального ремонта турбины работы по восстановлению зазоров в уплотнениях ложатся на критический путь, т, е, определяют продолжительность ремонта.Цель изобретения - сокращение времени ремонта турбины путем уменьшения трудоемкости работ по восстановлению зазоров в уплотнениях за счет исключения замеров диаметров уплотнительного гребня в плоскостях, проходящих через торцы сегментов, и необходимой для этого сборки диафрагм и обойм уплотнений.При использовании способа например для турбины К-240 ХТГЗ, сокращение времени ремонта составляет 1,25 сут.Поставленная цель достигается тем, что в способе восстановления радиальных зазоров в концевых и диафрагменных уплотнениях паровой турбины при ремонте ееЯ 1,+1 -проточной части путем уменьшения толщины заплечиков сегментов уплотнитепьного кольца, величину которого рассчитывают на основании замеров геометрических параметров, в том числе диаметра ротора, размеров расстояний по торцам каждого сегмента от вершины выбранного(взятого в плоскости замера диаметра ротора) уплотнительного гребня до поверхности внутренней расточки диафрагмы (обоймы), замеряют дополнительные геометрические параметры, а именно; диаметры внутренней расточки диафрагмы (обоймы) в горизонтальной и вертикальной плоскостях, используя имеющиеся во время ревизии собранные диафрагмы (обоймы), а величину уменьшения толщины заплечиков определяют из следующего соотношения;- дтр Ь,+1+К (1)где Я,+1 - величина уменьшения толщинызаплечика на 1-м и смежном с ним (1+1)-мторце сегментов уплотнительного кольца;Ог. - диаметр внутренней расточки диафрагмы или обоймы уплотнения в горизонтальной плоскости;Ов - диаметр внутренней расточки диафрагмы или обоймы уплотнения в вертикальной плоскости;р - угол между плоскостью 1-го и смежного с ним (1+1)-го торца сегмента и плоскостью горизонтального разьема диафрагмыили обоймы;Орот - диаметр ротора в плоскости уплотнительного гребня;Ь,+1 - размеры расстояний от вершиныуплотнительного гребня до внутренней расточки диафрагмы или обоймы в плоскости1-го и смежного с ним (1+1)-го торца сегмента;дтр - требуемый номинальный зазормежду уплотнительным гребнем и ротором;К - технологический припуск на точениеуплотнительных гребней на карусельномстанке.Технологический припуск, равный 0,5 -0,8 мм, создается для снятия различных погрешностей, вносимых при осуществлениипредлагаемого способа.Соотношение (1) получено следующимобразом:Я,+ = (дц+1 - д,р)+ К (2)где дц+1 - расчетный зазор в плоскости 1-гои смежного с ним (1+1)-го торца сегмента,апцн - ---- ь,н,О О от(3)где О - расчетный диаметр внутренней расточки диафрагмы или обоймы в-ой плоско 5 10 15 20 25 30 35 40 45 50 55.сти, определяемый по разработанной эмпирической формулеО = О, + (О, - Ог) з 1 п р; (4)Для проверки приемлемости данной эмпирической формулы для практических целей сравнивают величины диаметров,рассчитанных по этой формуле и определенных графически, для чего вычерчивают эллипсы по известному методу.Все данные сведены в таблицу, где Э -Ов Оговапьность внутренних расточек: Э -2Для того, чтобы формула (4) удовлетворяла практическим целям, должно выполняться следующее соотношение:(Орасч Ограф)2 К,где К - технологический припуск на точениегребней, равный 0,5 - 0,8 мм.Припуск на точение на одном сегментеравен К, а на диаметре припуск будет уже2 К,т,е,Орасч Ограф1,0 мм - 1,6 мм.Допустимая овальность (Э) внутреннихрасточек обойм (диафрагм) в соответствии стехническими условиями на ремонт турбины не должна превышать 2,0 мм, т.е. Эдоп2,0 мм.Из таблицы видно, что при Э = 2,0 ммразность (Орасч Ограф) = 0,3 мм, что существенно ниже допустимой величины (1,0 -1,6 мм), т. е, погрешность формулы составляет малую долю от общей погрешности,Можно сделать также вывод о том, что приЭ = 2,0 мм эта разность будет еще меньше,т, е, формула (3) вполне удовлетворяет практике.Следовательно, и соотношение для определения величины Я 1,+1 обработки запле- .чиков, полученное путем подстановкивы раже н ий (3) и (4) в (2), также удовлетворяет практике.На фиг, 1 показанб диафрагменное уплотнение со схемой замеров, общий вид; нафиг, 2 - сечение А - А на фиг. 1; на фиг, 3 -узел 1 на фиг. 1.Уплотнение содержит расположенное врасточке (или расточках) диафрагмы (обоймы) 1 уппотнительное кольцо (или кольца),состоящее из определенного количествасегментов 2, прилегающих заплечиками 3 кдиафрагме(обойме) 1 и прижатых к ней плоскими пружинами 4. Сегменты 2 снабженыгребнями 5 и 6, образующими с уплотнительной поверхностью (не обозначена) ротора 7 необходимый зазор дтр.Способ осуществляют следующим образом.В плоскости, проходящей через один изгребней, например 5, уплотнительного коль-.1724901 50 55 ца, состоящего из и сегментов 2, измеряют диаметр ротора Орот и размер Ь (М,йг.тгп) от вершины этого гребня 5 до поверхности внутренней расточки диафрагмы (обоймы) 1, причем измерение этого размера (Ь) производят по обоим торцам каждого сегмента 2.Перед измерением т сегменты 2 вместе с пружинами устанавливают в расточки нижних и верхних половин диафрагм (обойм) 1.Замеры диаметров Ов и Ог.внутренних расточек диафрагм (обойм) 1 (определяющих овальность этих расточек) выполняют предварительно во время ревизии диафрагм (обойм) - при проверке прилегания нижних и верхних половин обойм (диафрагм) по горизонтальному разъему, для чего нижние и верхние половины собирают между собой,Определяют толщину снимаемого слоя заплечиков в сопряженных торцах51,п -- - - Ар - П 1,п + К,Ог - О от2тик, зи р 1 = 0;- дтр Ь 2,3 + КЯгп - 2,2 п=Ог + ( Ов Ог ) 3 и 62 п - 2 - Орот, г2- дтр "2 п,2 п - 1 + К;Обрабатывают заплечики 3 сегментов 2на определенную толщину Яц+1 и растачивают уплотнительные гребни на карусельномстанке до требуемого диаметра Отр = Орот++ 2 дтр, снимая припуск К,Для наиболее распространенного случая (число сегментов п=б) число сопряженных торцов сегментов =12,Измеряют Ь 1, Ьг.п 12 и Орот, Ов и Ог измеряют ранее при ревизии диафрагмы (обоймы), Из технологического процесса ремонтатурбины берут величины гр 1, рггу 6, дтр, К.Рассчитывают 31, Я 2.512,Формула изобретенияСпособ восстановления радиальных зазоров в концевых и диафрагменных уплотнениях паровой турбины при ремонте ее5 проточной части путем уменьшения толщины заплечиков сегментов уплотнительногокольца, величину которого рассчитывают наосновании замеров геометрических параметров, включающих диаметр ротора, рас 10 стояния по торцам каждого сегмента отвершины выбранного уплотнительногогребня до поверхности внутренней расточки диафрагмы, отл и ч а ю щи й с я тем,что, с целью сокращения времени ремонта,15 дополнительно замеряют в горизонтальнойи вертикальной плоскостях диаметры внутренних расточек, собранных при ревизиидиафрагм, а величину уменьшения толщинызаплечиков определяют из соотношения20 О+ О - О з - О2Я,+1- дтр -т,+1+К,где Яц+1 - величины уменьшения толщинызаплечика на -м и смежном с ним (+1)-мторце сегментов уплотнительного кольца;Ог - диаметр внутренней расточки диафрагмы или обоймы уплотнения в горизонтальной плоскости;Ов - диаметр внутренней расточки диафрагмы или обоймы уплотнения в вертикальной плоскости;гр - угол между плоскостью 1-го и смежного с ним (+1)-го торца сегмента и плоскостью горизонтального разъема диафрагмыили обоймы;Орот - диаметр ротора в плоскости уплотнительного гребня;бац+1 - размер от вершины уплотнительного гребня до внутренней расточки диафрагмы или обоймы в плоскости -го исмежного с ним (+1)-го торца сегмента;д,р - требуемый номинальный зазормежду уплотнительным гребнем и ротором;К - технологический припуск на точениеуплотнительных гребней,1724901 оставитель В,Хазановичехред М,Моргентал Корректор едак Н.Туп аказ 1161 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
СмотретьЗаявка
4711974, 27.06.1989
ХАРЬКОВСКИЙ ФИЛИАЛ ЦЕНТРАЛЬНОГО КОНСТРУКТОРСКОГО БЮРО СОЮЗЭНЕРГОРЕМОНТА
ПРИБЫЛОВСКИЙ ВАЛЕРИЙ АЛЕКСАНДРОВИЧ, ЗУЕВ ВЛАДИМИР ИЛЬИЧ
МПК / Метки
МПК: F01D 11/02
Метки: восстановления, диафрагменных, зазоров, концевых, паровой, радиальных, турбины, уплотнениях
Опубликовано: 07.04.1992
Код ссылки
<a href="https://patents.su/6-1724901-sposob-vosstanovleniya-radialnykh-zazorov-v-koncevykh-i-diafragmennykh-uplotneniyakh-parovojj-turbiny.html" target="_blank" rel="follow" title="База патентов СССР">Способ восстановления радиальных зазоров в концевых и диафрагменных уплотнениях паровой турбины</a>
Диафрагма паровой турбины

Номер патента: 1015081
Опубликовано: 30.04.1983
Авторы: Коршунов, Кустов, Лазарев
МПК: F01D 9/00
Метки: диафрагма, паровой, турбины
...диафрагмой и размещенным за ней рабочим колесом и, смешиваясь с основным потоком, создает дополнительные гидравлические потери, не совершая при этом полезной работы, что снижает КПД турбины.Наиболее близкой к предлагаемой является диафрагма паровой турбины, содержащая полые сопловые лопатки со щелями в выходной кромке и полотно с гребнями на внутренней расточке, образующими с валом турбины камеру лабиринтного уплотнения 2.Однако в такой диафрагме пар во внутренние полости лопаток подается по специальному трубопроводу от постороннего источника, что не устраняет потери энергии, связанные с перетечками через лабиринтное уплотнение, снижая тем самым, КПД,Цель изобретения - повышение КПД турбины.Указанная цель достигается тем, что в...
Лопатка для армирования диафрагм паровых турбин

Номер патента: 531644
Опубликовано: 15.10.1976
Авторы: Зотов, Меркулов, Павлов
МПК: B22D 19/00
Метки: армирования, диафрагм, лопатка, паровых, турбин
...полуформы 1 и 2, в которых выполнены связанные перепускными каналами 3 полости 4 и 5 для образования наружного и внутреннего ободьев диафрагмы. В литейной форме при помощи стержня 6 установлены лопатки 7, имеющие переменную толщину. На концах лопатки выполнены сквозные пазы 8, имеющие в проекции их на рабочие поверхности лопатки профиль окружности. Пазы располо 531644жены с равномерным шагом 1 эквидистантно границе заливаемого контура лопатки. Диаметр окружностей увеличивается пропорционально с увеличением толщины б лопатки. Коэффициент пропорциональности увеличения диаметра д равен О,б - 0,8. При максимальной толщине лопатки более 30 мм коэффициент пропорциональности равен О,б; при максимальной толщине лопатки до 30 мм - 0,7.В...
Поворотная диафрагма паровой турбины

Номер патента: 549584
Опубликовано: 05.03.1977
Авторы: Альтшуллер, Терехов, Филаретов
МПК: F01D 25/24
Метки: диафрагма, паровой, поворотная, турбины
...пара, вызванные перекосом поворотного кольцапо опорным пояскам.Целью изобретения является повышениенадежности в работе и экономичности паровой турбины.Это достигается тем, что на торцовой поверхности размещены кольцевые лабиринтные уплотнения, примыкающие к ободу ителу диафрагмы, а в кольце выполнены отверстия, сообщающие полости, заключенныемежду поясками и уплотнениями, с проточнойчастью перед диафрагмой.На фиг, 1 изображена поворотная диафрагма, поперечный разрез; на фиг. 2 - поворотное кольцо диафрагмы, общий вид.Поворотная диафрагма содержит собст- з 0 патками 2 1 поворот 4 и 5, а и б. Кро кольца 8 е уплотненные меж и 9, соотверстий проточной кольца 8 разтакже лаби- обеспечивает , действующеьца 8 на диае утечки пара рагмы, и как...
Регулирующая поворотная диафрагма осевой турбины

Номер патента: 931918
Опубликовано: 30.05.1982
Авторы: Гаркавенко, Лезман, Черноволенко
МПК: F01D 25/24
Метки: диафрагма, осевой, поворотная, регулирующая, турбины
...регулирующая поворотная диафрагма осевой турбины,0продольный разрез,Регулирующая поворотная диафрагмаосевой турбины содержит тело 1 с соплами 2 и установленной перед ними сопловой камерой 3 с наружной 4 и внутренней 155 кольцевыми стенками, в первой из которой выполнены окна 6, и концентричнорасположенную на наружной стенке камеры 4 поворотную втулку 7 с отверстиями8, совпадающими с окнами 6 камеры, 20причем сопла 2 выполнены двухъярусными,камера 3 снабжена перегородкой 9, разделяющей ее на соответствующие ярусамсопел полости, во внутренней стенке 5камеры выполненн дополнительные окна 2510, а концентрично последней расположена дополнительная втулка 11, соединенная с первой при помощи радиальной пе;ремычки 12 и имеющая отверстия...
Регулирующая поворотная диафрагма паровой турбины

Номер патента: 931919
Опубликовано: 30.05.1982
МПК: F01D 25/24
Метки: диафрагма, паровой, поворотная, регулирующая, турбины
...1 со стойками 2, образуюшими каналы 3 для подвода пара и неподвижную диафоагму с сопловыми лопатками 4. Причем лопатки 4 образуют 5, по которым поступает пар и выполнаы полыми и имеют в кромке 6 шеп 7, а во входной кромке 8 - прорезь 9.На номинальном режиме заданное давление в камере отбора (не показана поддерживают поворотным кольцом 1, 3 931 регулируя пропуск пара в последующие ступени турбины. Направление движения поворотного кольца 1 на закрытие диафрагмы показано стрелкой.На режимах частичной нагрузки (фиг. 3) вследствие перемещения кольца 1 открывают полость сопловых лопаток 4 и пар частично выдувают через выходные кромки 6, уменьшая таким образом неравномерность потока за ступенью турбины.При дальнейшем уменьшении нагрузки (фиг;...
Предыдущий патент: Рабочее колесо осевой турбины
Следующий патент: Способ корректировки виброхарактеристик полых конструкций
Случайный патент: Устройство для получения импульсных сигналов