Способ восстановления изношенных деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
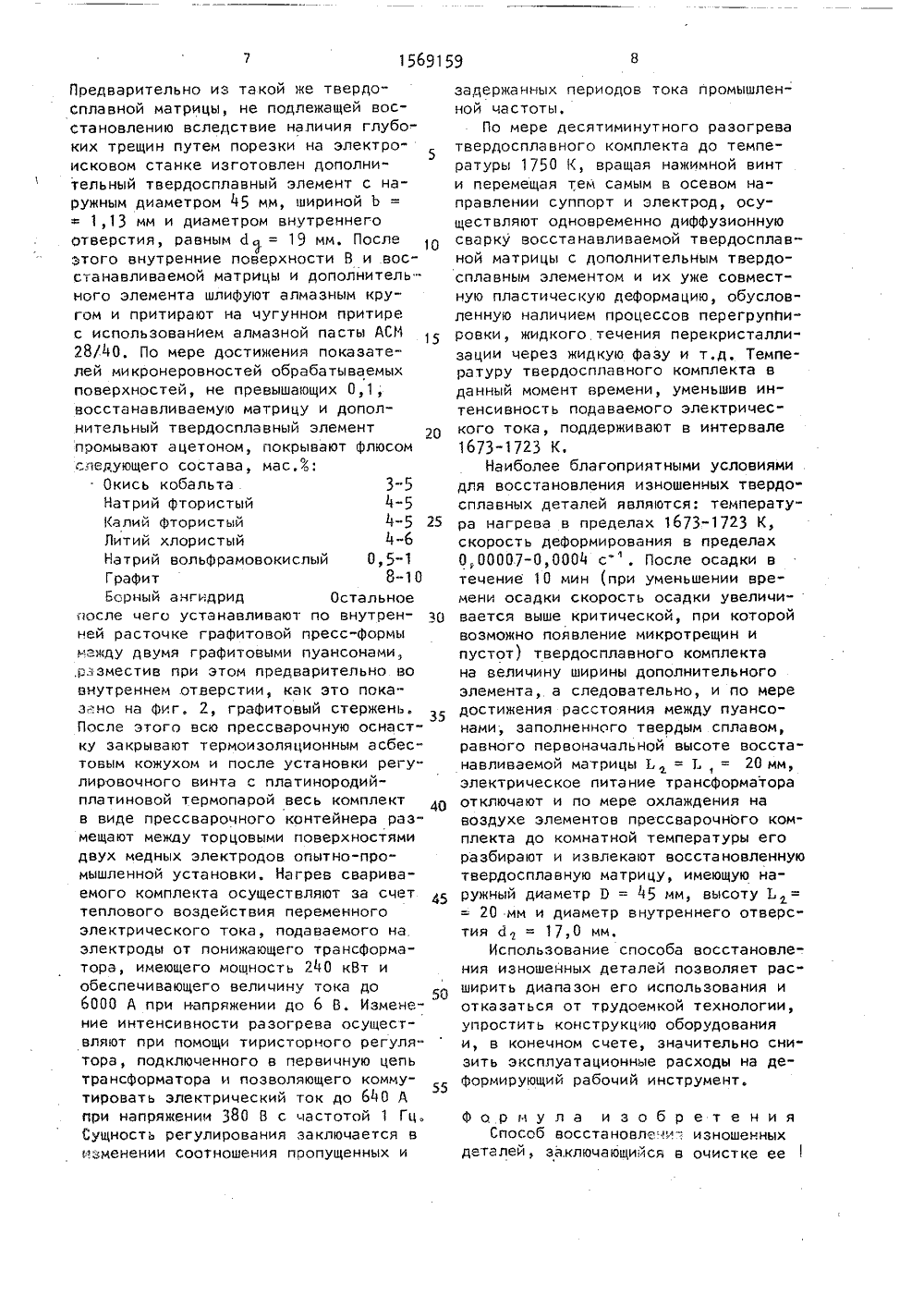
союз советснихсоцидлистичеснихРЕСПУБЛИН БО 1569159 1)5 В 23 Р б/00 ОПИСАНИЕ ИЗОБРЕТЕНИЯй АВТОРСКОМУ СВИДЕТЕЛЬСТВУ скии индустриальныи тельство СССР б/02, 1979,ВЛЕНИЯ ИЗНОЖИЕГОсудАРстВенный нОмитетпо изов етениям и отнрытиямпРИ гннт сссР(Я) СПОСОБ ВОССТАНО ННЫХ 0 ЕТАЛЕй(57) Изобретение относится к обработке металлов давлением и мажет бытьиспользовано для восстановления твердосплавных деталей, Цель изобретениярасширение технологических возможностей при восстановлении твердосплавных деталей. Способ заключается втом, что нерабочую поверхность изноИзобретение относится к обработке металлов давлением и может быть использовано для восстановления до первоначальных геометрических размеров изношенного твердосплавного штампово. го, прессового и волочильного инстру" мента,Цель изобретения - расширение технологических возможностей при восстановлении твердосплавных деталей.Способ заключается в том, что при восстановлении первоначальных геометрических размеров изношенных твердо- сплавных деталей, мапример матриц.и фильер, определяют массу изношенного металла детали, подготавливают элешениои детали шлифуют, притирают иобезжиривают, Сопрягаемую поверхность металла, компенсирующего износ, подвергают аналогичной обработке. Заполняют стык флюсом. Помещаютдеталь в пресс-форму, нагревают дотемпературы 16731723 К и подвергают пластической деформации со скоростью .0,00007-0,0004 с -, При этомпроисходит процесс совмещения диффузионной сварки и горяцей пластической деформации, Металл детали вытесняется в зазоры пресс-Формы и заполняет ее объем. После этого детальохлаждают и подвергают механическойобработке до номинального размера.Способ позволяет расширить диапазонего использования и отказаться оттрудоемкой технологии восстановлениятвердосплавных деталей. 3 ил,мент из такого же сплава для наращивания изношенной детали, масса которого превышает массу изношенного металла на величину допуска под шлифовку, соединяемые поверхности изношенной детали и наращиваемого элементашлифуют, притирают, после чего восстанавливаемую деталь и наращиваемыйэлемент обезжиривают, покрывают слоемфлюса и устанавливает в графитовуюпресс-Форму, где нагревают до 16731723 К, затем осуществляют одновременное горячее прессование восстанавливаемой детали и наращиваемого элемента со скоростью 0,00007-0,0004 сдо восстановления первоначальных гео 1569159 .метрических размеров твердосплавнойдетали, после чего деталь охлаждаютвместе с пресс-формой, затем извлекают и подвергают механической обработке,После шлифовки рабочий контур восстановленной детали, например матрицы или фильтры, будет полностью соответствовать аналогичному контуру нового инструмента, а указанные матрицы или фильеры могут быть вновь использованы для производства металлопродукции заданных типоразмеров.Нижний предел температуры, т.е.1673 К, обусловлен необходимостьюобеспечения достаточной пластичностидеформируемого сплава, При этой тем-пературе сохраняется исходная зернистость сплава, отсутствуют микротрещины, Верхний предел рабочей температуры, т.е. 1723 К, ограничивается повышенной склонностью деформируемого материала к росту зерен карбидной фазы при перегреве. 25Минимальная скорость деформации0,00007 собуславливается максимально возможной выдержкой при рабочейте,.пературе, не приводящей к заметному росту карбидной фазы и связанНому с этим снижению механическихс,войств деформируемого сплава. Увеличение скорости деформации 0,0004 сПриводит к потере сплошности, возникновению микротрещин и пустот и связанному с этим снижению прочности и35эксплуатационных свойствТак как компоненты твердых сплавов интенсивно окисляются при нагреве до температуры, превышающей 1723 К, 40то любую высокотемпературную обработку (сварка, спекание) твердосплавныхдеталей необходимо осуществлять ввакууме или в среде защитных газов,Применение флюса позволяет осуществлять процесс восстановления твердосплавных деталей на воздухе без окисления металла, что позволяет избежатьзащитной атмосферы или создания глубокого вакуума и, как следствие, значительно упростить конструкцию технологического оборудования, Следовательно, одновременный нагрев восстанавливаемой детали и наращиваемого элемента соответствующей массы до 16731723 К, а затем их одновременноегорячее прессование со скоростью0,00007-0,0004 с под слоем флюса,обеспечивает в своей совокупности полное восста новление первона чальныхгеометрических размеров твердосплавной детали, нарушенных вследствиеравномерного износа последнего.Предлагаемый способ позволяет восстанавливать твердосплавные детали,как со сколами, так и без заметногообразования износа рабочего инструмента, т,е, при относительно ровнойплощадке изчоса, а также твердосплавные детали, вышедшие из строя ввидуповышенного равномерного износа ихрабочих поверхностей, что в своюочередь свидетельствует о расширениидиапазона использования рассматриваемой технологии восстановления твердосплавных деталей.На фиг, 1 показана установка длявосстановления изношенных твердосплавных матриц и фильер, общий видв плане; на фиг, 2 - разрез А-А нафиг. 1 (первоначальный контейнер свосстанавливаемой твердосплавнойматрицей в начале процесса восстановления); на фиг, 3 - разрез А-А нафиг. 1 (прессварочный контейнер свосстанавливаемой твердосплавнойматрицей по окончании процесса восстановления),Установка, реализующая предлагаемый способ восстановления изношенныхматриц и фильер, состоит из станины1, на боковых направляющих 2 которойс воэможностью перемещения вдоль осивосстанавливаемого твердосплавногоинструмента размещен суппорт 3, сопряженный посредством шаровой опоры4 с нажимным винтом 5, имеющим гайку6, размещенную неподвижно в правойпоперечине станины. Непосредственнона суппорте 3, а также на левой поперечине станины 1 размещены соответ -ственно подвижный 7 и неподвижный 8медные электроды, сопрягаемые в процессе восстановления с торцовыми поверхностями прессварочного контейнера9. С целью исключения замыкания сварочного тока через станину боковыенаправляющие последней сопряжены слевой поперечиной через изолирующиепрокладки 10, Нагрев элементов прессварочного контейнера 9 осуществлялсяза счет теплового действия переменного электрического тока, подаваемогона электроды 7 и 8 понижающего трансформатора 11, а изменение интенсивности разогрева, а вместе с тем идостижение требуемой температуры осу 5 15ществляется при помощи тиристорногорегулятора 12, подключенного в первичную цепь трансформатора 11 и изменяющего соотношения пропущенныхи задержанных периодов тока промышленной частоты.Непосредственно прессварочный контейнер 9 состоит из графитовых пуансонов 13, сопряженных по торцовым поверхностям с медными электродами 7 и8, графитовый пресс-формой 1 ч, гра-Фитового стержня 15, регулировочноговинта с термопарой 16 и термоизолирующего асбестового кожуха 17, Приэтом восстанавливаемая твердосплавная матрица 18 и дополнительный твердосплавный элемент 19 размещены вовнутренней расточке графитовой прессформы 14; сопряжены между собой повнутренним торцовым поверхностям В,а по наружным сопряжены с графитовыми пуансонами 13. Графитовый же стержень 15, имеющий наружный диаметр,равный диаметру внутреннего рабочегоотверстия восстановленной матрицы 20,размещен во внутренней расточке вос-станавливаемой матрицы и центрируется относительно продольной оси последней при помощи внутренних расточек, выполненных в графитовых пуансонах 13,Предлагаемый способ восстановленияизношенных твердосплавных матриц иФильер в самом общем случае заключается в следующем.Предварительно из твердосплавнойматрицы, не подлежащей восстановлению, вырезают дополнительный твердосплавный элемент массой, превышающейна величину допуска под шлифовку снижение первоначальной массы восстанав-.ливаемой матрицы вследствие ее износа, а затем шлифуют и полируют вну.тренние торцовые поверхности В твердосплавных матриц и дополнительногоэлемента, обеспечивая при этом ихтребуемую плоскостность и удалениеокисных пленок. Затем восстанавливаемую матрицу 18 и дополнительный элемент 19 покрывают флюсом и устанавливают во внутренней расточке графитовой пресс-Формы 14, после чего собирают прессварочный контейнер 9, таккак это показано на фиг. 2. СобранныйконтейНер размещают между электродами 7 и 8, поджав при этом всю систему электродом 7 при помощи нажимноговинта. 691596По мере готовности установки натрансформатор подают электрическийток, регулируя и интенсивность разогрева свариваемых деталей при помощитиристорного регулятора, Электричес.кий ток, проходя через электроды,графитовые пуансоны, восстанавливаемую матрицу и дополнительный твердосплавной элемент, разогревает последние и по мере достижения требуемой температуры, контролируемой термопарой, вращая нажимной винт, производят одновременную диффузионнуюсварку и пластическую осадку твердосплавного комплекта, придавая егонаружному контуру габариты первоначального наружного контура восстанавливаемой матрицы и заполняя тем са мыМ участки ее рабочего износа, Строгая же цилиндричность рабочего отверстия восстановленной матрицы обеспечивается графитовым стержнем. Помере окончания процесса восстановле ния электрическое питание на трансформатор отключают, прессварочныйконтейнер охлаждают на воздухе докомнатной температуры, после чегоего разбирают и извлекают восстанов ленную матрицу с графитовым стержнем.После удаления 1-рафитового стержнявосстановленную твердосплавную матрицу направляют на участок шлифовки ипосле окончательной обработки рабочего отверстия на требуемый размерона вновь может быть использована вкачестве деформирующего инструмента.Аналогичной является и технологиятвердосплавных фильер с единственным 4 О отличием, заключающимся в том, чтографитовый стержень в этом случаевыполнен не цилиндрическим, а в соответствии с геометрическими размерами рабочего отверстия именно Филье РыП р и м е р, Восстановлению подвергают изношенные матрицы метизногопроизводства, выполненные из твердого сплава ВК 25 с наружным диаметром 50 П = 15 мм, высотой 1., = 20 мм и диаметром внутреннего отверстия, изменяющимся вследствие износа с й = 18 ммРдо й = 18,1 мм. Пресс-форма выполнена из графита с диаметром внутренней 55 расточки, равным 5 мм, такой же диа"метр, но уже наружный имели и графитовые пуансоны, Наружный диаметр графитового стержня с учетом припускапод последующую шлифовку 17,0 мм.Предварительно из такой же твердо- сплавной матрицы, не подлежащей восстановлению вследствие наличия глубоких трещин путем порезки на электро 5 исковом станке изготовлен дополнительный твердосплавный элемент с наружным диаметром ч 5 мм, шириной Ь =1,13 мм и диаметром внутреннего отверстия, равным й= 19 мм. После этого внутренние поверхности В и восстанавливаемой матрицы и дополнительного элемента шлифуют алмазным кругом и притирают на чугунном притире с использованием алмазной пасты АСМ 28/10. По мере достижения показателей микронеровностей обрабатываемых поверхностей, не превышающих 0,1, восстанавливаемую матрицу и дополнительный твердосплавный элемент20 промывают ацетоном, покрывают флюсом следующего состава, мас,3:Окись кобальта 3-5Натрий фтористый(алий фтористый 1-5 25Литий хлористый 4-6Натрий вольфрамовокислый 0,5-1Графит 8-10Борный ангидрид Остальное после чего устанавливают по внутрен- аО ней расточке графитовой пресс-Формы между двумя графитовыми пуансонами, ,разместив при этом предварительно во внутреннем .отверстии, как это показ;.но на фиг. 2, графитовый стержень. После этого всю прессвароцную оснастку закрывают термоизоляционным асбестовым кожухом и после установки регулировоцного винта с платинородийплатиновой термопарой весь комплект в виде прессвароцного контейнера размещают между торцовыми поверхностями двух медных электродов опытно-промышленной установки. Нагрев свариваемого комплекта осуществляют за счет теплового воздействия переменного электрического тока, подаваемого на. электроды от понижающего трансформатора, имеющего мошность 2 ч 0 кВт и обеспецивающего велицину тока до 6000 А при напряжении до 6 В. Изменение интенсивности разогрева осуществляют при помощи тиристорного регулятора, подключенного в первичную цепь трансформатора и позволяющего коммутировать электрический ток до 6 ч 0 А при напряжении 380 В с частотой 1 Гц. Сущность регулирования заключается в изменении соотношения пропущенных и задержанных периодов тока промышленной частоты,По мере десятиминутного разогреватвердосплавного комплекта до температуры 1750 К, вращая нажимной винти перемещая тем самым в осевом направлении суппорт и электрод, осуществляют одновременно диффузионнуюсварку восстанавливаемой твердосплавной матрицы с дополнительным твердосплавным элементом и их уже совместную пластическую деформацию, обусловленную наличием процессов перегрупйировки, жидкого течения перекристаллизации церез жидкую Фазу и т.д, Температуру твердосплавного комплекта вданный момент времени, уменьшив интенсивность подаваемого электрического тока, поддерживают в интервале1673-1723 К.Наиболее благоприятными условиями .для восстановления изношенных твердосплавных деталей являются: температура нагрева в пределах 1673-1723 К,скорость деформирования в пределах0,00007-0,000 ч с " . После осадки втечение 10 мин (при уменьшении времени осадки скорость осадки увеличивается выше критицеской, при которойвозможно появление микротрещин ипустот) твердосплавного комплектана величину ширины дополнительногоэлемента, а следовательно, и по мередостижения расстояния между пуансонами, заполненного твердым сплавом,равного первонацальной высоте восстанавливаемой матрицы Ь = 1., = 20 мм,электрическое питание трансформатораотключают и по мере охлаждения навоздухе элементов прессварочного комплекта до комнатной температуры егоразбирают и извлекают восстановленнуютвердосплавную матрицу, имеющую наружный диаметр 0 = ч 5 мм, высоту Т=20 мм и диаметр внутреннего отверстия с 1 = 17,0 мм.Использование способа восстановления изношенных деталей позволяет расширить диапазон его использования иотказаться от трудоемкой технологии,упростить конструкцию оборудованияи, в конечном счете, значительно снизить эксплуатационнь 1 е расходы на деформирующий рабочий инструмент. формула изобретения Способ восстановле:.и.-: изношенных деталей, за.клюцающийся в очистке ее9 15691591 О нерабочей поверхности, нанесение на ких возможностей при восстановлении нее компенсирующего износ металла с твердосплавных деталей, нагрев осуучетом под последующую механическую ществляют до 1673-1723 К, а пластиобработку и их совместной пластичес- ческую деформацию - со скоростью кой деформации в пресс-форме в нагр - деформации 0,00007-0,0004 с , при51 том состоянии, а также окончательной этом перед нанесением компеНсирую- механической обработке в номинальный щего износ металла стык покрывают размер, от лича ющи й с я тем, флюсом,что, с целью расширения технологичесираж 59 Подписное ри ГКНТ СССР та по и Ж,кои ос здательский комбинат Патент , г, Ужгород, ул, Г ФР н
СмотретьЗаявка
4087098, 14.05.1986
КРАМАТОРСКИЙ ИНДУСТРИАЛЬНЫЙ ИНСТИТУТ
ПОТАПКИН ВИКТОР ФЕДОРОВИЧ, ФЕДОРИНОВ ВЛАДИМИР АНАТОЛЬЕВИЧ, САТОНИН АЛЕКСАНДР ВЛАДИМИРОВИЧ, МАЙОРОВ ЛЕОНИД ВИТАЛЬЕВИЧ
МПК / Метки
МПК: B23P 6/00
Метки: восстановления, изношенных
Опубликовано: 07.06.1990
Код ссылки
<a href="https://patents.su/6-1569159-sposob-vosstanovleniya-iznoshennykh-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ восстановления изношенных деталей</a>
Способ восстановления матриц

Номер патента: 1611675
Опубликовано: 07.12.1990
Авторы: Лобанов, Степанко, Хохлов
МПК: B23P 6/00
Метки: восстановления, матриц
...полматрицы;у- угол наклона формообразующей ч сти инструмента,Способ восстановления матриц осущ ствляют следующим образом,Изношенную матрицу укладывают режущим выступом на проем газовой щелевой печи и производят нагрев режущего выступа до 1110 С, после чего его осаживают на молоте. В результате этого изношенная кромка режущего контура заполнилась металлом. С температуры 1000 С, которая соответствует температуре окончания осадки режущего выступа, производят закалку в масле, а затем отпуск . при 380 С в течение 2 ч. После термообработки осуществляют зачистки режущей кромки до получения окончательных размеров и формы матрицы. Параметры, при которых производят процесс восстановления, получают экспериментальным путем и являются оптимальным с...
Устройство для регулирования температуры пресс-форм

Номер патента: 868719
Опубликовано: 30.09.1981
Автор: Ливак
МПК: G05D 23/24
Метки: пресс-форм, температуры
...была равна заданной. Уменьшение времени выхода на заданный режим с заданной точностью достигается тем, что коррекция температуры производится в процессе нагрева тела и заканчивается к моменту достижения на нем заданной температуры.Цель изобретения - упрощение конструкции и уменьшение времени выхода на заданный режим регулирования с заданной точностью.Указанная цель достигается тем, что в устройство для регулирования температуры пресс-форм, содержащее ис точник питания, блок управления, входом связанный с выходом термочувствительного моста, в плечи которого включены эадатчик, термодатчик, установленный вблизи нагревателей, и по тенциометр, подвижный контакт которого соединен через редуктор с валом двигателя, а также второй термодатНа...
Способ восстановления поверхности детали с отверстиями

Номер патента: 1608031
Опубликовано: 23.11.1990
МПК: B23P 6/00
Метки: восстановления, детали, отверстиями, поверхности
...слой, будут напряжения среза, обеспечивающие образование четкого контура отверстия и исключающие нерегулируемые разрушения напыленного слоя в виде трещин и отслоение его от основы.Во избежание нарушения адгезии напыленного слоя с основой в процессе удаления заглушек и очистки отверстий напыленный слой зенкуют до выхода в отверстие основы, При этом угол зенковки напыленного слоя выполняют на 60 - 90 меньше угла зенковки основы, в результате чего достигается постепенное уменьшение толщины напыленного слоя на поверхности зенковки от максимальной у напыленной поверхности до нуля у входа в отверстие основы, где напыленный слой не подвергается эксплуатационным нагрузкам, что повышает эксплуатационную надежность адгезии напыленного...
Способ восстановления запрессованных в обойму конусных вырубных матриц

Номер патента: 599953
Опубликовано: 30.03.1978
Авторы: Дубровин, Федюшина, Цфас, Щенев
МПК: B23P 11/02
Метки: восстановления, вырубных, запрессованных, конусных, матриц, обойму
...обоймы2 вынимают простановочное кольцо 3, помещенное в цилиндрическую выточку 4 с малым5 зазором. На место прежнего кольца 3 устанавливают кольцо, имеющее высоту, большуюпрежнего на величину а износа рабочей кромки матрицы, замеренной вдоль оси (фиг. 2),После этого приложением осевого усилия к0 кольцу 3 со стороны его наружного торца пе.33 аж 1263 Заказ 925/6 П пография,ремещают матрицу 1 в конусном отверстии обоймы в направлении сс всрп 111 пы на вслнчи 1 у износа рабочей кромки матрицы, до 1;олнитслы 1 о запрессоьывая сс в обойму до совмещения торцов 5 и 6 кольца и обоймы (ф 11 г, 3). При псремещсн 1111 матрицы 1 в коническом канале Обоймы происходит скатке матрицы в радиальном направлении, бла 1 одаря чему происходит уменьшение...
Способ изготовления устройства для измерения температуры пресс-формы

Номер патента: 1415077
Опубликовано: 07.08.1988
Автор: Щиголь-Шенделис
МПК: G01K 7/02
Метки: пресс-формы, температуры, устройства
...на наружную цилиндрическую поверхность 9 корпуса 1 перпендикулярно его образующей.Поэтому при осевом деформировании отверстия 13 "закрываются" и стенка 14 корпуса 1, образующая контактную поверхность 5, приходит в соприкосновение с телом корпуса 1.Известными способами изготавливают обойму 2 и заготовку корпуса 1, Контактной сваркой соединяют термоэлектроды 3, образуя горячий спай 7. В заготовке корпуса 1 сверлят основное отверстие 12 для термоэлектродов 5 10 15 20 25 30 35 40 45 50 3 и дополнительные отверстия 13Величину хода деформирования корпусаподсчитывают по приведенной зависимости. Диаметр дополнительных отверстий 13 должен быть равен ходу деформирования, чтобы его стенки придеформировании сомкнулись. Отверстия13 располагают в...
Предыдущий патент: Устройство для ориентации и зажима деталей под сварку
Следующий патент: Приспособление для сборки изделия с промежуточным соединительным элементом
Случайный патент: Вентильный двигатель