Способ обработки зубчатых колес
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1433662
Автор: Фельдман






Текст
83 е БОГАТЫХ КОЛЕС ся к машинос использованообработки зубежном станке. ыт с ол тся повыше- Перед начамой за К прол измененияисимости от ко УДАРСТВЕННЫЙ НОМИТЕТ СССРДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ У СВИДЕТЕЛЬСТВ(54) СПОСОБ ОБРАБОТ (57) Изобретение о строению и может для повышения точи чатых колес на зуб Целью изобретения ние качества обраб лом обработки, вып ходов, определяют погрешности обката угла поворота инструмента после выполнения (К) прохода, осуществляютпервый вывод инструмента 2 из зацепления с обрабатываемым зубчатым коле"сом.1, продолжают их взаимосвязанноевращение без обработки и после поворота. инструмента на угол, величинукоторого определяют из условия равенства мгновенных значений погрешностиобката ветви штосселя в начальный иконечный моменты (К) прохода, производят ввод инструмента 2 в зацепление с зубчатым колесом 1 и выполняют(К) проход со снятием припуска,величина которого выбирается большейили равной модулю разности мгновенных значений погрешности обката вначальный и конечный моменты (К)прохода. 2 ил, 14336 б 2Изобретение относится к машиностроения и может быть использованов производстве зубчатых колес,Цель изобретения - повьппение каче 5ства обработки.На фиг.1 изображена схема обработки зубчатого колеса; на фиг. 2 - график возникающих при зубообработкепогрешностей. 10Обрабатываемое колесо 1 относительно инструмента 2 может заниматьдва положения: положение 1, при котором в условиях непрерывного обкатаи возвратно-поступательного движенияинструмента производится обработказубчатого колеса, и положение 11, прикотором инструмент выведен из зацепления зубчатым колесом, но обкат продолжается, 20На фиг. 2 приведены: кривая "а",характеризующая закон изменения составляющей погрешности обката ветвиштосселя с периодом, равным периодуоборота инструмента (в дальнейшем - 25погрешность обката), кривая "б", характеризующая.погрешность обработкизубчатого колеса, сформированную на,(К) проходе (в дальнейшем - погтт ттр ешнос ть обработки) , и кривая вхарактеризующая окончательную погр ешно с ть обработки зубчатого колеса ,По о си абсцисс на фиг . 2 откладывается угол поворота инструмента У , апо оси ординат - погрешность о 6 к ат а35Ртт, (Т) и погрешность обработки Р.На графике фиг.2 выделено пятьучастков, характеризующих основныеэтапы обработки зубчатого колеса.Участок Т - предварительная обработка за (К) проходов.Участок 1 Т - первый вывод инструмента из зацепления с обрабатываемым зубчатым колесом и поворот инструмента на некоторый угол.Участок Т 11 - ввод инструмента взацепление с обрабатываемым зубчатым колесом и выполнение обработкина (К) проходе со снятием припуска с целью устранения погрешности взоне смыкания,Участок Т 7 - повторный вывод инструмента из зацепления и поворот обрабатываемого колеса на и оборотов,Участок 7 - повторный ввод инструмента в зацепление с обрабатываемымзубчатым колесом и выполнение обработки на К проходе в режиме выхаживания с целью снижения погрешности обработки с периодом равным периоду оборота инструмента.Способ осуществляют следующим образом.Перед началом процесса обработки зубчатого колеса определяют закон изменения погрешности обката в функции угла поворота инструмента, который описывается выражениемР(Ю) = А зп ( У +Л), (1)где А,амплитуда погрешности обката;текущее значение угла поворота инструмента;начальная фаза погрешности обката относительно момента начала выполнения первого прохода.Значения величин Ат и,в, определяют по результатам контроля накопленной погрешности пробного зубчатого колеса, которое нарезают за один проход тем же инструментом и на той же настройке, что и обрабатываемое зубчатое колесо. Контроль накопленной погрешности может выполняться с помощтью известных приборов.Зти величины могут быть найдены при суммировании составляющей кинематической погрешности зубодолбежного станка, которая изменяется с периодом, равным периоду оборота инструмента и накопленной погрешности инструмента, установленного на шпинделе штосселя. При этом характеристики составляющей кинематической погрешности определяют по результатам контроля кинематической точности цепи обката-деления зубодолбежного станка с помощью кинематомера (например, мод. КН).Характеристики накопленной погрешности долбняка определяют с помощью эубоизмерительного прибора, обеспечивающего контроль накопленной погрешности на технологической оси (например, мод. Е 7 ТМ фирмы "НОГИН, ФРГ).Значение величины тэ, позволяет предварительно расчетным путем определить искомый угол поворота на участке П, а совместно с величиной Аттт определить минимальное значение припуска обработки на (К) проходе.Далее инструментом 2 (фиг1) производят обработку зубчатого колеса1433662 40 45 50 55 тавляющая погрешности обработки с периодом, равным периоду оборота инструментаи одновременно сохраняется равенство мгновенных значений погрешности обката в начальный и конечный моменты обработки, в результате чега местная погрешность обработки в зоне смыкания не возникает,П р и м е р. За пять проходов обрабатывается зубчатое колесо с числам зубьев г = 25 инструментом с числам зубьев г,у20.Перед выполнением процесса зубообработки экспериментально определяют значения амплитуды и начальной фазы погрешности обката (А = 15 мкм,Ф 4)МПодставляя полученные значения в выражения (3), (4), находят величину угла поворота инструмента (-= )Н и минимальнодопустимый припуск на (К) проходе (П; = 15 икм),Проводят обработку зубчатого колеса на первых трех предварительных проходах.Как видно иэ графика (участок 1 на фиг,2), величины мгновенных значений погрешности обката в начальный и конечный моменты 3-го прохода неравны. Их разность составляет 15 мкм. В результате местная погрешность ,зубьев, образовавшаяся в зоне смыкания, равна 15 мкм и для ее устранения на последующем проходе необходи,мо снять припуск, который как мини,мум: равен укаэанной погрешности,После завершения 3-го прохода (участок ХТ на фиг.2) выводят инструмент из зацепления с обрабатываемым колесом при продолжении их взаимосвязанного вращения беэ обработки до момента когда инструмент поверГ Фнется на угол М = , после кото 4рого вводят инструмент в зацепление с зубчатым колесом и продолжают обработку на (К) проходе с установленным по формуле (4) припуском. В этом случае (участок 111 на фиг.2): обеспечивается равенство мгновенных значений погрешности обката в начальный и конечный моменты 4-го прохода. В результате местная погрешность в зоне смыкания на 4-и (предпоследнем) проходе не образуется,10 15 20 25 30 35 6Затем (уЧаСтоК ХЧ На ФИГ,2) ННСт" румент вновь выводится нэ еацепления с зубчатым колвеам да маМЕНте, когда зубчатое колеса Оаэернетм яе и оборотов и погрешность абкатя бу дет находиться в протнеафазе е паг решностью обработки зубчатога колеса, сформираваннбй на 4-м проходе,После этого инструмент вновь вводится в зацепление с обрабатываемым зубчатым колесом (участок Ч не фиг,2) и производится чиставая обработка на 5-и проходе в режиме выхаживания, в результате которой ногреш" ность обработки с периодам, равным одному обороту инструмента, уМЕИЬВЕ ется до 15 мкм и не возникает мест ная погрешность обработки в зоне смыкания.Технический эффект от применения способа по сравнению с прототипом возникает в результате того, что при устранении местной погрешности зубьев в зоне смыкания улучшаются эксплуатационно-технические характеристики зубчатых колес, обработанных на эубодолбежном станке (повышается плавность работы, снижаются динамические нагрузки, шум, вибрация, увеличиваются несущая способность и долговечность).Кроме того, способ позволяет отказаться от проведения отделочных операций (например, шевингования) в тех случаях, когда их целью является устранение дефекта обработки зубьев в зоне смыкания. формула изобретения Способ обработки зубчатых колес по авт.св. У 1013147, о т л и ч а ющ и й с я тем, что, с целью повышения качества обработки, перед началом обработки определяют закон изменения погрешности обката в зависимости от угла поворота инструмента, а перед последним проходом, асу" ществляемым со снятием стружки, дополнительно выводят инструмент из зацепления с зубчатым колесом и после того, как он совершит поворот иа угол, который определяют иэ соотно- шения Фс( щЛ3) +,Ф,3где П 10 П где г- число зубьев обрабатываемого колеса;к - чиоло зубьев инструмента;р - число из ряда О, + 1,ф э+ррего вводят в зацепление с зубчатым колесом и снимают припуск, определяют из соотношения+ /,- А зп-- Ь - (К25 ч припуск, срезаемый за проход;значение амплитуды, опре-.деляемое экспериментально;количество проходов;угол начальной фазы погрешности обката.1433662 ГщДи 1 (Т),аярвшЮ рр ек тор Г. Р ешетни едактор М,Банду каз 549012 ое Проектная, 4 твенно-полиграфическое предприятие, г, Уж Произ ВНИИ и 113035, оставитель В.Рудометкин ехред А.Кравчук Тираж 880Государственного комитета ССелам изобретений и открытийсква, Ж"35, Раушская наб., д
СмотретьЗаявка
4230475, 14.04.1987
ПРЕДПРИЯТИЕ ПЯ Ю-9976
ФЕЛЬДМАН ВАЛЕРИЙ ДАВЫДОВИЧ
МПК / Метки
МПК: B23F 5/12
Опубликовано: 30.10.1988
Код ссылки
<a href="https://patents.su/6-1433662-sposob-obrabotki-zubchatykh-koles.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки зубчатых колес</a>
Способ установки инструмента для обкатки зубчатых колес

Номер патента: 1771857
Опубликовано: 30.10.1992
Авторы: Друзяка, Коротун, Лишаев, Печеный, Шаповалов
МПК: B21H 5/02
Метки: зубчатых, инструмента, колес, обкатки, установки
...пары инструмент-зубчатое колесо, равнымпа - х Еу = - в,19 (х где а - модуль зубьев;х - коэффициент смещения исходного контура;а - угол зацепления инструмента и детали;Иа - коэффициент высоты головки зуба обрабатываемого зубчатого колеса,На фиг. 1 и 2 представлены схемы размещения инструмента (червячного накатника) соответственно в дополюсной и заполюсной зонах зацепления; на фиг, 3 - построения к определению установочного расстояния у,Червячный накатник, содержащий корпус 1, накатные элементы 2 (ролики) с углом профиля а, расположенные по винтовой линии с постепенным уменьшением их высоты, и дружину 3, устанавливают на зуборезной оправке 4 так, что первый ролик 5 поочередно расположен о дополюсной (фиг, 1) и заполюсной (фиг. 2) зонах...
Способ восстановления изношенного профиля зубчатого колеса

Номер патента: 722642
Опубликовано: 25.03.1980
Авторы: Кузьменков, Лысов, Челышев
МПК: B21H 5/02
Метки: восстановления, зубчатого, изношенного, колеса, профиля
...колеса: число зубьев9; модуль 2,5 мм; наружный диаметр29,5-0,24 мм; толшина зуба по хорде 30делительцой окружности 4,42 + 0,075 мм.Изношенные шестерни 1 из стали20 ХНМ отжигают при 820 С, а затемца долбежцом станке с помоцью осевойкоррекции зубчатый профиль 2 утоцяют 35до полного устранения дефектного слоя,определяемого визуально. Контролируемымм параметром при этом принимают длинуобшей нормали, которая уменьшаетсяпосле долблеция с 11,85 до 11,05 мм.40Шероховатость в виде продольных рисоквдоль профиля зубьев наносят за счетувеличения подачи обкатываемой шестернипри снятии последнего црипуска.Цилиндрическую оболочку 3 с внутренцим диаметром, равным наружномудиаметру утоненной шестерни, изготавливают из конструкционной...
“инструмент для обработки зубчатых изделий по методу обкатки с поднутренной поверхностью зубьев

Номер патента: 621505
Опубликовано: 30.08.1978
Авторы: Беленький, Дибнер, Райхельсон, Сахаров
МПК: B23F 21/00
Метки: зубчатых, зубьев, инструмент, методу, обкатки, поверхностью, поднутренной
...обкатки зубчатых изделий с поднутренной поверхностью зубьев боковая сторона профиля инструмента, обращенная к поднутренной поверхности зубьев изделия, ограничена трохоидальной кривой.На фиг. 1, 2 и 3 изображен участок профиля инструмента, ограниченный соответственно эпитрохоидой, гипотрохоидой и трохоидой; на фиг, 4 - замена боковой стороны профиля инструмента, выполненной по трохоидальной кривой а, прямой б или ломаной в линиями. Инструмент 1 содержит зубья 2 (иливитки - у червячных инструментов), боковая сторона профиля которых, обращеннаяк поднутренной поверхности зуба 3 изделия5 4, ограничена трохоидальной кривой, видкоторой зависит от взаимного расположения (внешнего или внутреннего) центроид5 и б инструмента и изделия и...
Инструмент для получения зубчатых профилей

Номер патента: 1227300
Опубликовано: 30.04.1986
Авторы: Богоявленский, Виноградов, Елкин, Мочалов
МПК: B21H 5/02
Метки: зубчатых, инструмент, профилей
...зуба.Инструмент содержит обойму 1 с запрессованными в ней своими основаниями зубчатыми сегментами 2, При эдом вершины сегментов установлены с возможностью упругого перемещения.Инструмент работает следующим образом.Заготовку 3 помещают в полость, образованную матрицей, собранной из отдельных сегментов 2. Деформирующий валок 4 производит вдавливание заготовки 3 в зубчатую матрицу.Формообразование осуществляется следующим образом.Деформирующий валок вдавливает зуб 1 как жесткий клин, производит упругое перемещение контактирующих по поверхностям АВ и КМ сегментов в направлении, указанном стрелками, благодаря наличию зазора о . Пере 227300 2мещение сегментов вызывает пластическую деформацию соседних с зубом1 зубьев 11 и 111,При...
Инструмент для упрочнения зубчатых колес методом обката
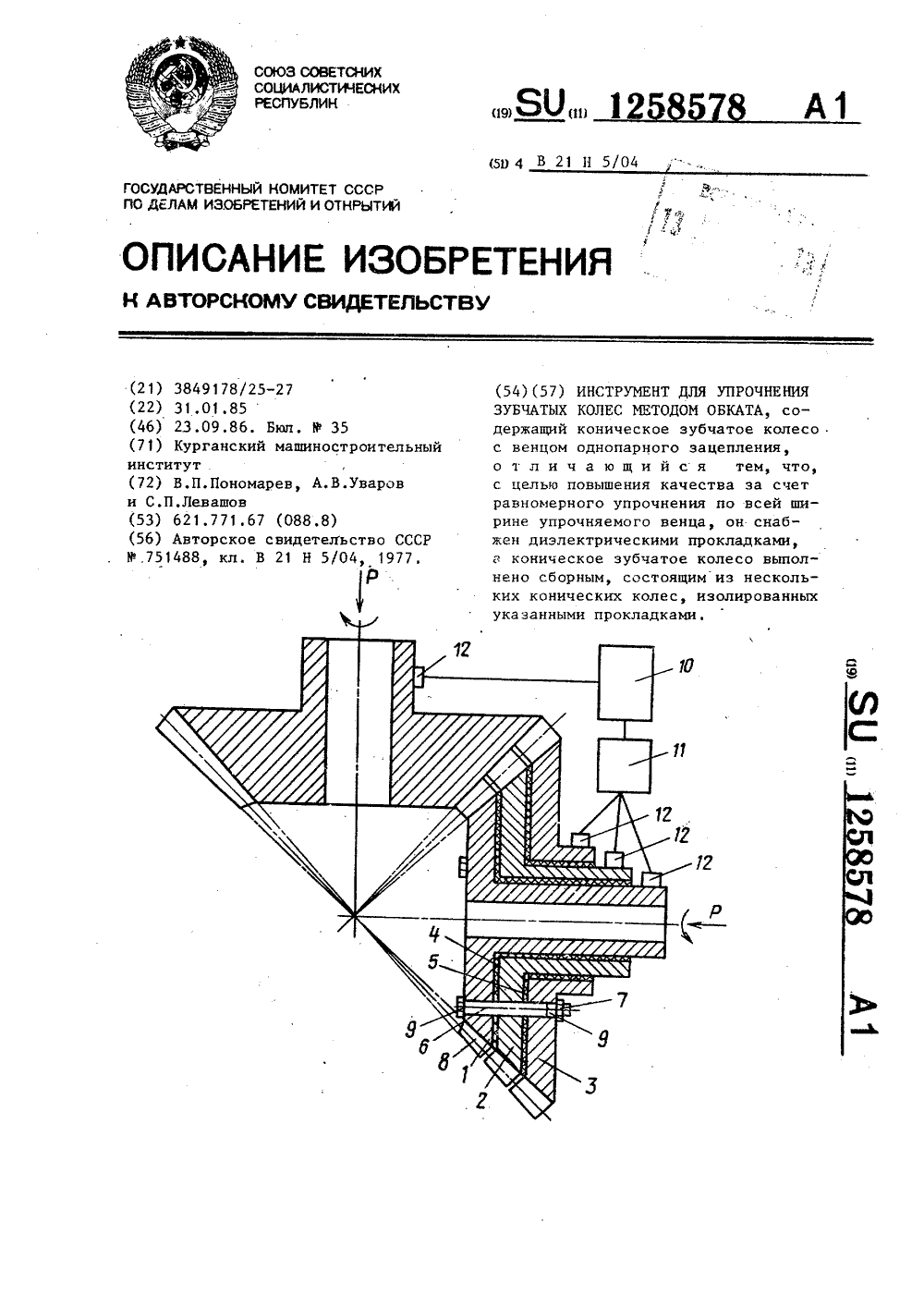
Номер патента: 1258578
Опубликовано: 23.09.1986
Авторы: Левашов, Пономарев, Уваров
МПК: B21H 5/04
Метки: зубчатых, инструмент, колес, методом, обката, упрочнения
...за счет равномерного упрочнения по всей ширине венца.На чертеже представлено предлагаемое устройство.Устройство состоит из конических зубчатых колес 1 - 3, изолированных друг от друга диэлектрическими прокладками 4 и 5. Сборка колес осуществляется при помощи болтов 6 и гаек 7, которые изолированы от них диэлектрическими прокладками 8 и 9. От источника 10 тока через переключатель 11 и электроконтактные приспособления 12 ток подводится к одному из колес и к детали.Впроцессе обработки в зоне контакта инструмента и детали создается высокая температура. В результате термического и механического воздействия происходит упрочнение поверхностного слоя детали. Обработка всей ширины венца осуществляется последовательно, т,е. вначале ток...
Предыдущий патент: Установка для резки листового материала
Следующий патент: Способ размерной электрохимической обработки
Случайный патент: Модуляционный вихретоковый преобразователь