Способ моделирования процесса электромеханической обработки зубчатых колес
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
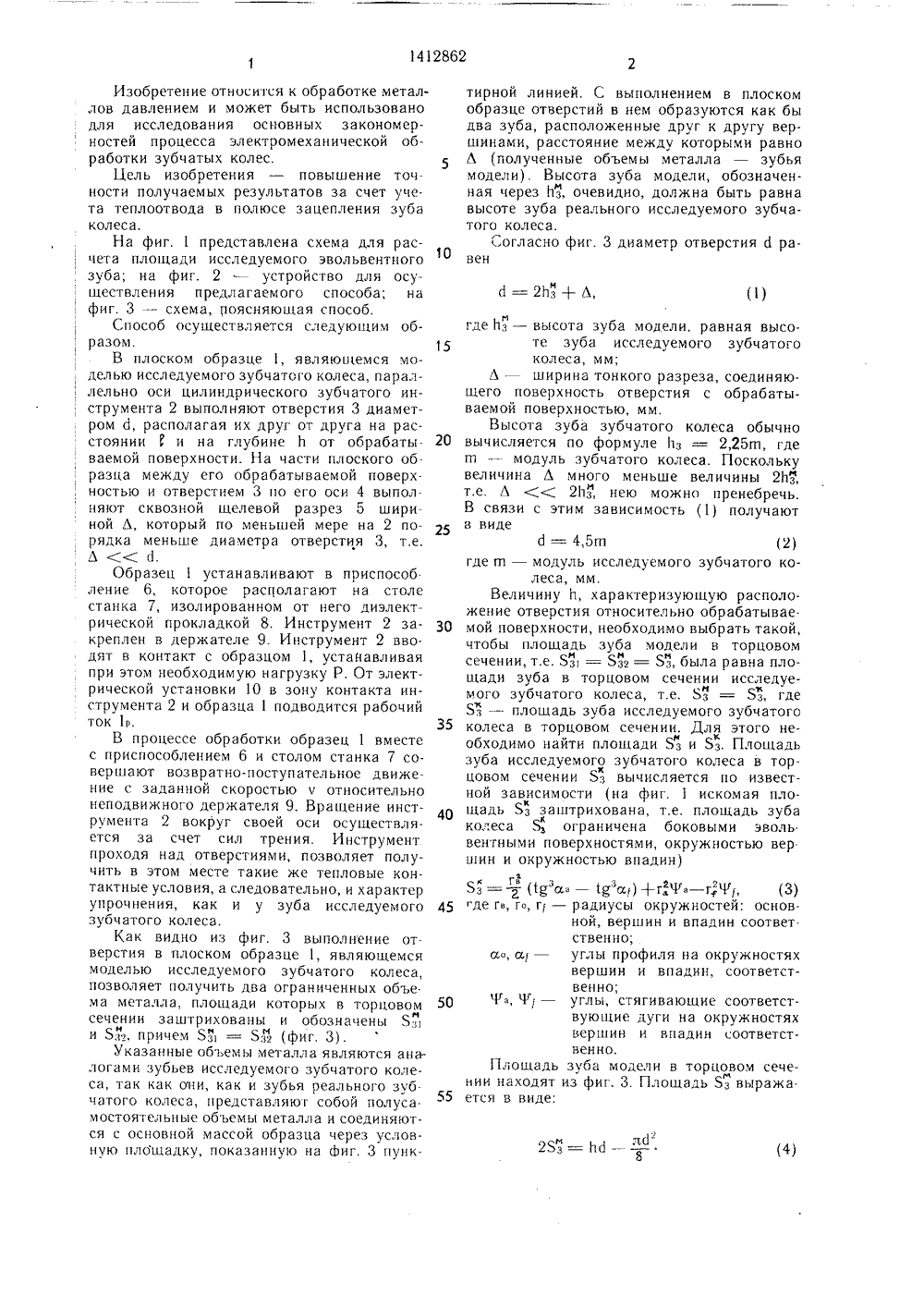
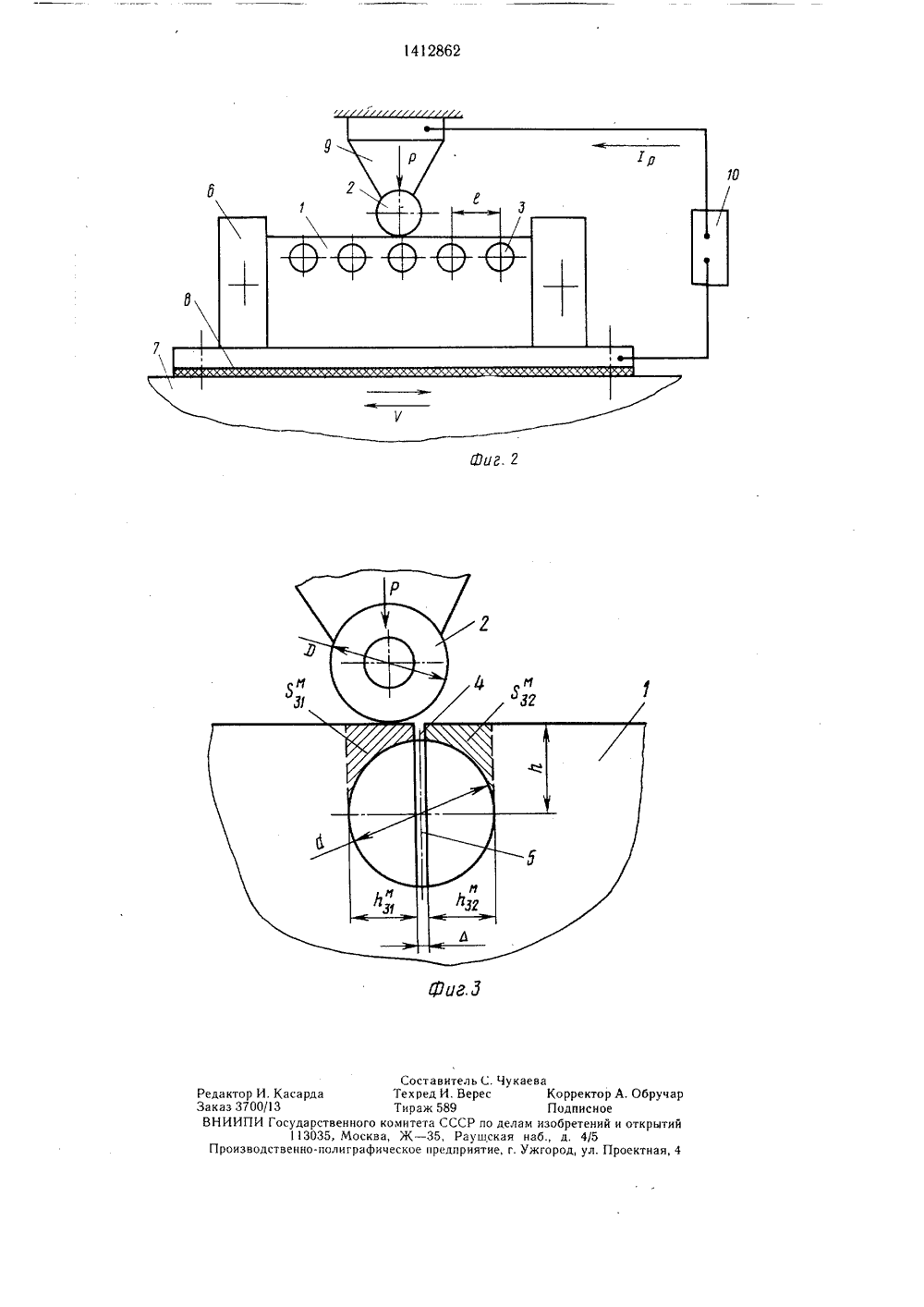
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 128 ц 4 В 2 Н 5 02 ОПИСАНИЕ ИЗОБРЕТЕНИЯ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ ВТОРСКОМУ СВИДЕТЕЛЬСТ(71) Курганский машиностроительный институт(56) Шиленков В. ф. Исследование электромеханического упрочнения зубчатых колес в условиях ремонтного производства. - Диссертация. шифр ГБЛ Вк, Ульяновск,69 - 535281969, с. 65 - 67, рис. 13, 14.(54) СПОСОБ МОДЕЛИРОВАНИЯ ПРОЦЕССА ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС(57) Изобретение относится к обработке металлов давлением и может быть использовано для исследования процесса электро механическои обработки зубчатых колес. Цель изобретения - повышение точности получаемых результатов. Способ заключается в обкатывании цилиндрического инструмента диаметром Р, равным Р = 0,5 гп 7 зпав, по плоскому образцу, в котором на расстоянии Ь от обрабатываемой поверхности выполняют отверстия диаметром с 1, равным д = =4,5 т, располагая их друг от друга на расстоянии 3, равном Б = Огп, а по кратчайшему расстоянию между обрабатываемой поверхностью и поверхностями отверстий выполняют тонкие разрезы, соединяющие эти поверхности и имеющие ширину Л, много меньшую диаметра отверстия. Между плоским образцом и инструментом пропускают ток. По качеству упрочнения в полюсе зацепления можно судить о качестве упрочнения остальной части эвольвентного профи. ля зубчатого колеса. 3 ил.Изобретение относится к обработке металлов давлением и может быть использованодля исследования основных закономерностей процесса электромеханической обработки зубчатых колес.Цель изобретения - повышение точ.ности получаемых результатов за счет уче.та теплоотвода в полюсе зацепления зубаколеса.На фиг. 1 представлена схема для расчета площади исследуемого эвольвентногозуба; на фиг. 2 - устройство для осуществления предлагаемого способа; нафиг. 3 - схема, поясняющая способ.Способ осуществляется следующим образом.В плоском образце 1, являющемся моделью исследуемого зубчатого колеса, параллельно оси цилиндрического зубчатого инструмента 2 выполняют отверстия 3 диаметром д, располагая их друг от друга на расстоянии 1 и на глубине Ь от обрабатываемой поверхности. На части плоского образца между его обрабатываемой поверх.ностью и отверстием 3 по его оси 4 выполняют сквозной гцелевой разрез 5 шириной Л, который по меньшей мере на 2 порядка меньше диаметра отверстия 3, т.е.Л С( д.Образец 1 устанавливают в приспособление 6, которое располагают на столестанка 7, изолированном от него диэлектрической прокладкой 8. Инструмент 2 закреплен в держателе 9. Инструмент 2 вводят в контакт с образцом 1, устанавливаяпри этом необходимую нагрузку Р. От электрической установки 10 в зону контакта инструмента 2 и образца 1 подводится рабочийток 1 р.В процессе обработки образец 1 вместес приспособлением 6 и столом станка 7 совершают возвратно-поступательное движение с заданной скоростью ч относительнонеподвижного держателя 9. Вращение инструмента 2 вокруг своей оси осуществляется за счет сил трения. Инструментпроходя над отверстиями, позволяет получить в этом месте такие же тепловые контактные условия, а следовательно, и характерупрочнения, как и у зуба исследуемогозубчатого колеса,Как видно из фиг, 3 выполнение отверстия в плоском образце 1, являющемсямоделью исследуемого зубчатого колеса,позволяет получить два ограниченных обье.ма металла, площади которых в торцовомсечении заштрихованы и обозначеныи Ьзз, причем Я =- 8 Я (фиг. 3).Указанные объемы металла являются аналогами зубьев исследуемого зубчатого колеса, так как они, как и зубья реального зуб.чатого колеса, представляюг собой полуса.мостоятельные обьемы металла и соединяются с основной массой образца через условную пло 1 цадку, показанную на дзиг. 3 пунк с 1 = 2 йз+ Л,где Вз - высота зуба модели, равная высо.те зуба исследуемого зубчатогоколеса, мм;Л - ширина тонкого разреза, соединяющего поверхность отверстия с обрабатываемой поверхностью, мм,Высота зуба зубчатого колеса обычно20 вычисляется по формуле Ьз = 2,25 гп, гдегп - модуль зубчатого колеса. Посколькувеличина Л много меньше величины 21 з,т е. Л ( 211 зз, нею можно пренебречь.В связи с этим зависимость (1) получают25 д = 4,5 гп (2)где гп - модуль исследуемого зубчатого колеса, мм.Величину (з, характеризующую расположение отверстия относительно обрабатывае.30 мой поверхности, необходимо выбрать такой,чтобы площадь зуба модели в торцовомсечении, т.е. Яз 1 = з = .)з, была равна площади зуба в торцовом сечении исследуемого зубчатого колеса, т.е. з = 8 з, гдеЯ - плошадь зуба исследуемого зубчатого35 колеса в торцовом сечении. Для этого нем кобходимо найти площади 8 з и Ьз. Площадьзуба исследуемого зубчатого колеса в торкцовом сечении Яз вычисляется по известной зависимости (на фиг. 1 искомая плокшадь 8 з заштрихована, т.е. плошадь зубакколеса Я, ограничена боковыми эволь.вентными поверхностями, окружностью вершин и окружностью впадин)8 з =(1 даз - 1 да) +гЧа - гР, (3)45 де гв, го, гу - радиусы окружностей; основ.ной, вершин и впадин соответ.ственно;ао, а - углы профиля на окружностяхвершин и впадин, соответственно;Ч"а, Ч" - углы, стягивающие соответствующие дуги на окружностяхвершин и впадин соответственно,Площадь зуба модели в торцовом сечемнии находят из фиг. 3. Площадь 8 з выража.55 ется в виде:(4) тирной линией. С выполнением в плоском образце отверстий в нем образукзтся как бы два зуба, расположенные друг к другу вершинами, расстояние между которыми равно Л (полученные объемы металла - зубья модели). Высота зуба модели, обозначенная через 1 тзз, очевидно, должна быть равна высоте зуба реального исследуемого зубчатого колеса.Согласно фиг. 3 диаметр отверстия д ра вен(5) 5 10 15 20 25 30 Р = 0,5 гпг ып а,(9) 35 40 45 55 После преобразований получают Приравнивают выражения (З и (5), т.е. выполняют условие Яз = 8 з и выражают величину Е После преобразований получают а- (1 Д аа - 1 Я а) +ГаЧа - Г 1 Ч 1) + (6) Располагают отверстия на таком расстоянии друг от друга, чтобы при обработке участка обрабатываемой поверхности над одним отверстием, аналогичный участок над другим (соседним) отверстием не подвергался термическому влиянию со стороны соседнего отверстия. Предварительные эксперименты показывают, что величину 1 можно принимать равной величине 10 т, т,е.Г= 10 гп где гп - модуль исследуемого зубчатого ко.леса, мм.Диаметр Р цилиндрического инструмента 2 (фиг.З) выбирается из следующих соображений. Для того, чтобы при ЭМО плоского образца достичь таких же тепловых контактных условий как при ЭМО реальных зубчатых колес необходимо, чтобы при прочих равных условиях площадь контакта цилиндрического инструмента и плоского образца была такой же, как в контакте зубьев колес. Как известно, площадь контакта двух тел можно охарактеризовать величиной приведенного радиуса кривизны, Величина приведенного радиуса кривизны в контакте цилиндрической и плоской поверхностей является, как известно, величиной постоянной, независящей от взаимного положения этих поверхностен и равной величине радиуса цилиндрической поверхности.Величина приведенного радиуса кривизны в контакте двух эвольвент не является величиной постоянной и зависит от положения контактной точки на эвольвентном профиле, причем наибольшую величину приведенный радиус кривизны имеет в полюсе зацепления. Ввиду того, что приведенный радиус кривизны в полюсе зацепления имеет наибольшую величину по профилю, пло. щадь контакта зубьев в этой точке также будет наибольшей по профилю зуба. Это приводит к тому, что полюс зацепления является той точкой на профиле зуба, которая меньше всего подвергается упрочнению, так как наибольшая площадь контакта зубьев в этой точке обуславливает, при прочих равных условиях, наименьшую по профилю зуба плотность электрического тока в контакте, а следовательно, и наименьшую величину контактных тепловыделений. Поэтому, обеспечив при ЭМО зубчатых ко лес требуемое качество упрочнения в полюсе зацепления, можно предположить, что остальная часть эвольвентного профиля будет упрочнена не хуже чем в полюсе. В связи с этим контроль качества упрочнения обычно производят в полюсе зацепления. Данное обстоятельство приводит к тому, что в предлагаемом способе моделируется контакт зубьев в полюсе зацепления. При этом необходимо, чтобы площадь контакта, а следовательно, и приведенный радиус кривизны в контакте были одинаковыми при взаимодействии цилиндрического инструмента с плоским образцом и при взаимодействии двух зубьев в полюсе зацепления.Приведенный радиус кривизны в полюсе зацепления двух зубьев при одинаковых числах зубьев инструмента и обрабатываемого зубчатого колеса (это допущение принимают для простоты получаемых зависимостей) определяется по известной фор- муле р, = - пзг з 1 п а.1(8)Поскольку приведенный радиус кривизны в контакте цилиндрической поверхности и плоской равен радиусу цилиндрической поверхности, то радиус цилиндрического инструмента также вычисляется по зависимости (8). Значит, диаметр цилиндрическо. го инструмента в предлагаемом способе оп. ределяется по зависимости Пример. При экспериментальной проверке предлагаемого способа моделирования процесса ЭМО зубчатых колес моделируется контакт зубьев в полюсе зацепления инструмента, имеющего параметры пз = 3 мм; Х = 50; Х = 0; ширина зубчатого венца 14 мм, выполненного из стали Р 6 М 5, и обрабатываемого зубчатого колеса, выполненного из стали 45 и имеющего параметры т = 3 мм; Хз = 50; Хз = О, ширина зубчатого венца 10 мм. В результате моделирования получают модель зубчатого колеса в виде плоского образца, выполненную в соответствии с указанными рекомендациями.В плоском образце, выполненном из стали 45, на глубине й = 10,11 мм (см. формулу (6) ) от обрабатываемой поверхности выполняют пять отверстий диаметром 0 50 = 13,5 (см. формулу (2. Эти отверстия располагаются на расстоянии 1 = 30 мм (см. формулу (7) ) друг от друга. Ширина обрабатываемой поверхности плоского образца равна 10 мм, аналогично ширине зубчатого венца обрабатываемого колеса. Цилиндрический инструмент, которым производится обработка модели, выполнен из стали Р 6 М 5, имеет диаметр Р = 25,7 мм (см. формулу (9) ) и ширину 14 мм.Электромеханическая обработка моделей производится на специально оборудованном для этой цели горизонтально-фрезерном станке модели 6 М 82 Г. В качестве источника тока применяется сварочная машина для контактной сварки модели МТП - 806 У 4 мощностью 100 кВт. ЭМО моделей осуществляется при следующем режиме: линейная плотность тока 1 л = 400 А/мм; усилие в контакте Р = 800 Н; скорость перемещения модели относительно инструмента Ч = 400 мм/мин; число проходов К = 1, Охлаждение осуществляется проточной водой. Исследование результатов ЭМО моделей: микротвердость поверхностного слоя Н, =7919 Н/мм (при исходной Н 3550 Н/мм), а глубина упрочнения Ь = 04 мм.Для проверки правильности полученных результатов при ЭМО моделей зубчатых колес проводят эксперимент на реальных зубчатых колесах, модели которых исследуются предлагаемым способом (параметры зубчатого инструмента и экспериментальчого зубчатого колеса указаны). ЭМО зубчатых колес проводится на специально модернизи рованном резьбонакатном станке модели 5 А 935, Режим обработки выбран аналогично режиму при обработке моделей, т.е.1 л = 400 А/мм; Р = 800 Н; Ч = 400 мм/мин (и = 1,2 об/мин); К = 1 (обработка осуществляется за один оборот обрабатываемого колеса). Охлаждение производится проточной водой.После ЭМО из обработанного зубчатого колеса вырезается часть зубьев, которые затем подвергаются исследованию. Причем, исследование качественных характеристик упрочненного слоя на боковой поверхности зуба осуществляется в том месте эвольвентной поверхности, которое при ЭМО на. ходится в полюсе зацепления инструмента и колеса. Результаты исследования следующие: микротвердость упрочненного слоя Нр -- 8010 Н(мм 2 (прн исходной Ну = = 3580 Н/мм 2), а глубина упрочненного слоя 6 = 042 мм.Таким образом, эксперименты показывают удовлетворительную сходимость результатов ЭМО при обработке моделей и зубчатых колес, Предлагаемый способ моделирования процесса ЭМО зубчатых колес позволяет обеспечить при обработке модели такие же условия как и при обработке известных зубчатых колес.Применение предлагаемого способа позволяет приблизить тепловые контактные условия при электромеханической обработке модели к реальным, увеличивая при этом достоверность полученных результатов; сократить затраты на исследование процесса электромеханической обработки зубчатых колес, так как в этом случае исследование можно проводить на моделях зубчатых колес, которые значительно проще в из готовлении и дешевле самих зубчатых колес,Формула изобретенияСпособ моделирования процесса электромеханической обработки зубчатых колес, при котором осуществляют относительное возвратно-поступательное перемещение модели в виде плоского образца и инструмента в виде цилиндрического зубчатого ролика, установленного с возможностью вращения, причем к последнему прикладывают нагрузку в радиальном направлении, а в место контакта плоского образца и инструмента подают электрический ток, отличающийся тем, что, с целью повышения точности получаемых результатов за счет учета теплоотвода в полюсе зацепления зуба колеса, в плоском образце параллельно оси цилиндрического зубчатого ролика выполняют отверстия диаметром Й на глубине Ь от обрабатываемой поверхности образца и располагают их друг от друга на расстоянии 1, а на части плоского образца между его обрабатываемой поверхностью и отверстием по его оси выполняют сквозной щелевой разрез шириной Л, по меньшей мере на два порядка меньшей диаметра отверс.30 тия, причем диаметр цилиндрического ролика Р, глубину К диаметр д отверстия, расстояниеи ширину разреза Ь определяют по зависимостямР = 0,5 гпгз 1 п к;352Ь= -- (1 д аа - 1 д а) +гЧа - гЧ" + 8,б 3где гв, га, г - радиусы окружностей: основной, вершин и впадин исследуемого зубчатого колеса соответственно;аа и а - углы профиля на окружностяхвершин и впадин соответственно;45 Ч"а и Ч" - углы, стягивающие соответствующие дуги на окружностяхвершин и впадин соответственно:с 1 = 4,5 в;1= 10 т;50Лд,т - модуль исследуемого зубчатого колеса;г - число его зубьев,ао в уг зацепления, 14128621412862 г Редактор И. КасардаЗаказ 3700/13ВНИИПИ Государственного к113035, МоскваПроизводственно-полиграфич Составитель С. ЧукаеТехред И. ВересТираж 589митета СССР по деламЖ - 35, Раушская наское предприятие, г. Уж Корректор А. Обруч арПодписноезобретений и открытийд. 4/5ород ул Проектная 4
СмотретьЗаявка
4257747, 08.06.1987
КУРГАНСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ ИНСТИТУТ
ПОНОМАРЕВ ВАСИЛИЙ ПЕТРОВИЧ, БОРИСОВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, ЗАИКИН НИКОЛАЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B21H 5/02
Метки: зубчатых, колес, моделирования, процесса, электромеханической
Опубликовано: 30.07.1988
Код ссылки
<a href="https://patents.su/6-1412862-sposob-modelirovaniya-processa-ehlektromekhanicheskojj-obrabotki-zubchatykh-koles.html" target="_blank" rel="follow" title="База патентов СССР">Способ моделирования процесса электромеханической обработки зубчатых колес</a>
Зубообрабатывающий инструмент обкатного типа для нарезания зубчатых колес с поднутренным основанием зубьев

Номер патента: 1731484
Опубликовано: 07.05.1992
Авторы: Горманюк, Кузьмин, Старовойтов, Черкашин
МПК: B23F 21/10
Метки: зубообрабатывающий, зубчатых, зубьев, инструмент, колес, нарезания, обкатного, основанием, поднутренным, типа
...вершин радиуса Е 1; Я - толщина зуба стандартного долбяка на радиусе Кг = г+ 1, где г - радиус делительной окружности долбяка (г = его); 1 - расстояние от делительной окружности до пересечения профилей зубьев (фиг, 2); а - модуль; 2 о - чиСлО ЗубьЕв; Ь= 0,5(Я - Я 1),Согласно фиг. 2 расчет эвольвентного зуба долбяка, осуществляющего поднутрение основания, сводится к нахождению угла профиля ао 1, при котором зуб проходит через точки А и Б,Для решения этой геометрической задачи на фиг. 3 соединены точки А и Б между собой и с центром колеса, т,е. с точкой О. В результате получился треугольник ОБА, где известны длины всех его сторон и, следовательно, величины всех углов; обозначим АБ= , Радиус окружности гь 1 (фиг, 3), развертка...
Способ изготовления зубчатых колес с профильной модификацией зубьев

Номер патента: 1683913
Опубликовано: 15.10.1991
Авторы: Бондаренко, Винокуров, Головкина, Еленский, Палагута, Радзевич, Тисновский
МПК: B23F 21/28
Метки: зубчатых, зубьев, колес, модификацией, профильной
...угол подъема винтовой линии на 2основном цилиндре, определяется, какА = агссдгде гьп - диаметр р основного цилиндра исходной инструментальной поверхности; 2гк - конструктивный угол установки,обычно равный угол подъема витка на делительном диаметреГПг, =агсэп - ,2 гцв - модуль инструмента.Расположенная под углом С 1 и проходящая через точку Р прямолинейная режущаякромка будет касательна к цилиндру радиуса гхо 35"(1 сс 05 22(7 5.4222 К 415502222554244 сновного цилиндра инст 40линдра, на котором монструмента намальном сече 57- угол между осью симметрии профиля зуба и прямой, проходящей через точку Р и ось инструмента;О - угол между касательной к винтовой 50 линии основного цилиндра и боковой режущей кромкой, проведенный через точку...
Устройство для выглаживания рабочих поверхностей зубьев зубчатого колеса

Номер патента: 766722
Опубликовано: 30.09.1980
Авторы: Меркушев, Мокроносов, Торбило
МПК: B21H 5/02
Метки: выглаживания, зубчатого, зубьев, колеса, поверхностей, рабочих
...зубьев зубчатой детали, что необходимо для получения регулярного рельефа ныглажинаемой поверхности.Расположение зубчатых колес блока с разных сторон инструмента позволяет обрабатывать все рабочие поверхности зубьев зубчатой детали за счет того, что в первоначальный момент обработки давление выглаживающих элементов на рабочие поверхности зубьев зубчатой детали посредством упругого элемента обеспечивает одно колесо блока, а в момент выхода - другое, расположенное с противоположной стороны инструмента.На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - вид сверху.Стрелки на чертеже обозначают, О - направление вращения инструмента, 6 - направление вращения обрабатываемого колеса, Ь - перемещение инструмента ндоль зуба обрабатываемого...
Способ шлифования зубчатых колес с круговыми зубьями

Номер патента: 1247202
Опубликовано: 30.07.1986
МПК: B23F 9/02
Метки: зубчатых, зубьями, колес, круговыми, шлифования
...15своей выпуклой рабочей поверхностьюГ с вогнутой поверхностью Б зубаколеса 1 у вершины зуба по линииаб, В процессе обката длина линиймгновенного контакта аб растет и 20в некоторый момент времени распространяется на всю ширину Н зубчатоговенца, При дальнейшем движении обката линии мгновенного контакта, перемешаясь от торцового профиля Ж зуба,входящего в зацепление с производящим колесом, к противоположному торцовому профилю К зуба, выходящему иззацепления, уменьшается постепеннодо нуля. Одновременно с этим в начале обката круг 2 контактирует своей вогнутой поверхностью Д с выпуклой поверхностью В зуба колеса 1 уего ножки. В процессе обката длиналиний мгновенного контакта а; б;35 также растет до некоторой величины,определяемой...
Способ обработки зубчатых колес с круговой формой зуба

Номер патента: 2005012
Опубликовано: 30.12.1993
МПК: B23F 9/00
Метки: зуба, зубчатых, колес, круговой, формой
...суппорта 35, ,управляется непосредственно первичным преобразователем импульсов 39 линейно. о п 806 м 81 цения, подпрух(иненный щуг 1 кото" РОГО ИМ 88 Т Г 10 СТОЯН 111 й КОНТВКТ С ПОВ 80 ХНО- стью копира 41, Управляющие импульсы от преобразователя, 9 посредством канала связи 21 направляются В аналоговую асть мноГофункционального усилителя 15, От которого затем по:(аналу 1 б направляются к исгюлнительному устройству 38, Система управлОния сОдерх(ит Г 1 ярВичный преобразОватель импул 1,сов 21 са двойных кача- тельных п 808 мещений рычаГВ З, связанный посредством информационного .(а нал а 28 с ко.: и оратором 17,Диаметра:1 ьнля поверхнОсть Г Г ИОпи ра 41 оасполагается Относительно рычага 31 таким Образом чтобы В сект 008 ОГО пеоемещ 8 ния с...
Предыдущий патент: Комплект валков для накатывания кольцевых канавок
Следующий патент: Накатный станок
Случайный патент: Способ кондиционирования водорастворимых солей