Система автоматического регулирования натяжения и размеров полосы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
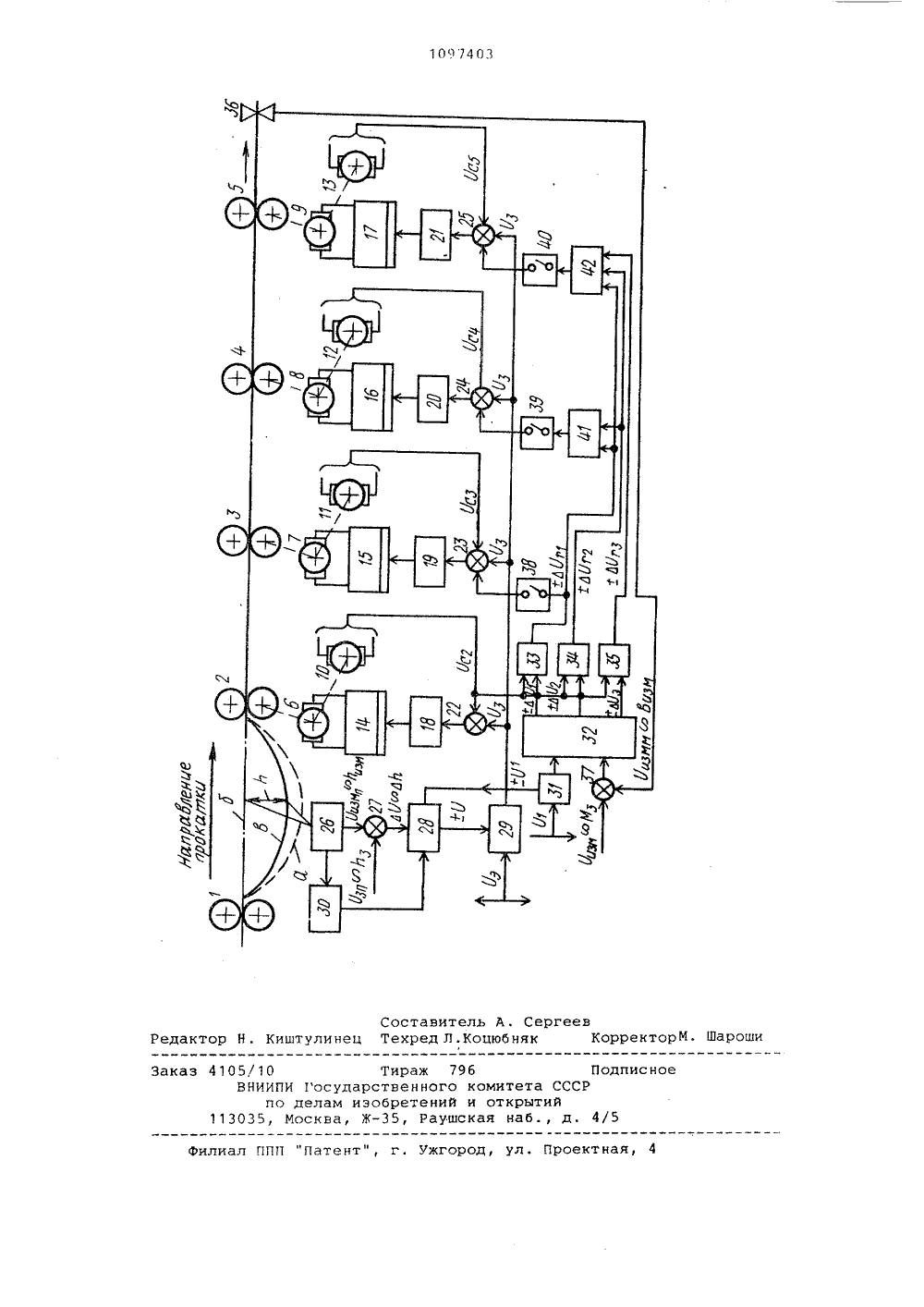
СООЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК 403 А ВНВ 21 В 37/02 ИСАНИЕ ИЗОБРЕТЕН// /в" ,ОСУДАРСТ 8 ЕННЦЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ВТОРСНОМ,Ф СВИДЕТЕЛЬСТВ(71) Криворожский металлургическийзавод "Криворожсталь" им.В,И,Ленина,МВТУ им. Н.Э; Баумана и Всесоюзныйнаучно-исследовательский и проектноконструкторский институт по автоматизированному электроприводу в промышленности, сельском хозяйстве и натранспорте(56) 1. Авторское свидетельство СССРР 184786, кл. В 21 В 37/00, 1967.(54)(57) СИСТЕМА АВТОМАТИЧЕСКОГОРЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ И, РАЗМЕРОВПОЛОСЫ, содержащая электродвигатели прокатных валков клетей чистовой группы с последовательно соединенными преобразователями напряженияизмерители и регуляторы скорости,первые блоки сравнения, первые входыкоторых соединены с выходами измерителей скорости, а выходы - с входами регуляторов скорости, выходыкоторых соединены с входами преобразователей напряжения, последовательно соединенные датчик петли, второйблок сравнения, блок памяти и регулятор эталонного напряжения, выходкоторого соединен с вторыми входамипервых блоков сравнения, датчик наличия полосы, вход которого соединенс выходом датчика петли, а выход -с вторым входом блока памяти, о т л и ч а ю щ а я с я тем, что, с целью повышения точности размеров готового проката, она дополнительно содержит нуль-орган, масштабный преобразователь/ три блока регулируемых задержек, измеритель размера проката, третий блок сравнения, три ключа и два сумматора, вход нуль-органа соединен с выходом блока памяти, а выход - с одним из входов масштабного преобразователя, второй вход которого соединен с выходом третьего блока сравнения, первый вход которого соединен с задатчиком масштаба регулирования натяжения полосы, а второй вход - с измерителем размера проката,а один из входов каждого из блоков регулируемых задержек соединен с одним из выходов масштабного преобразователя, а другие - с выходом измерителя скорости электродвигателя первой (по ходу прокатки) клети чистовой группы, выход первого блока регулируемой задержки через ключ соединен с входом первого блока сравнения электродвигателя второй (по ходу прокатки) клети и,с входами первого ,и второго сумматоров, выход второго блока регулируемой задержки соединен с входами первого и второго сумматоров; выход третьего блока регулируемой задержки соединен с входом вто- (ф ) рого сумматора, выходы первого и .второго сумматоров через ключисоединены с входами первых блоков сравнения регуляторов скорости приводных двигателей соответственно третьей и четвертой (по ходу прокатки) клетей чистовой группы.Изобретение относится к автоматизации процесса прокатки и может быть использовано для стабилизации размеров проката на непрерывных. преимущественно проволочных и мелкосортных станах. 5Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для автоматического бесконтактного управления процессом непрерывной 10 прокатки н чистовых клетях проволоч-" ного стана, содержащее электродвигатели прокатных валков клетей чистовой группы с последовательно соединенными преобразователями напряжения, 15 измерители и регуляторы скорости, первые блоки сравнения, первые входы которых соединены с выходами измерителей скорости, а выходы - с входами соответствующих регуляторов 20 скорости, выходы которых соединены с входами преобразователей напряжения, последовательно соединенные датчик петли, второй блок сравнения, блок памяти и регулятор эталонного напряжения, выход которого соединен с вторыми входами первых блоков срав нения, датчик наличия полосы, вход которого соединен с выходом датчика петли, а выход - с нторым входомблока памяти ) 1 1.30Однако известное устройство не . обеспечивает контроль размеров проЙата и согласованное регулирование скоростей последующих клетей безизменения межклетьеных натяжений по лосы и без коррекции обжатия по клетям.Цель изобретения - повышение точности размеров готового проката.Указанная цель достигается тем, 40 что система автоматического регулирования натяжения и размеров полосы, содержащая электродвигатели прокатных валков клетей чйстовой группы с последовательно соединенными пре образователями напряжения, измерители и регуляторы скорости, перные блоки сравнения первые входы которых соединены с выходами измерителей скорости а выходы - с входами соР50 ответствующих регуляторов скорости, выходы которых соединены с входами преобразователей напряжения, последавательно соединенные датчик петли, второй блок сравнения, блок памяти и регулятор эталонного напряжения, выход которого соединен с вторыми входами первых блоков сравнения, датчик наличия полосы, вход ;оторого соединен с выходом датчика петли, а выход - с вторым входом 60 блока памяти, дополнительно содержит нуль-орган, масштабный преобразователь, три блока регулируемых задержек, измеритель размера проката, третий блок сравнения, три ключа и дна сумматора, вход нульоргана соединен с выходом блокапамяти, а выход - с одним из входовмасштабного преобразователя, второйвход которого соединен с выходомтретьегс блока сравнения, первыйвход которого соединен с задатчикоммасштаба регулирования натяженияполосы, а второй вход - с измерителем размера проката, один из входон каждого из блоков регулируемыхзадержек соединен с одним из выходовмасштабного преобразователя, а другие - с выходом измерителя скоростиэлектродвигателя первой (по ходупрокатки) клети чистовой группы,выход первого блока регулируемойзадержки через ключ соединен е входом первого блока сравнения электродвигателя второй (по ходу прокатки)клети и с входами первого и второгосумматоров, выход второго блока регулируемой задержки соединен с входами первого и второго сумматоров,выход третьего блока регулируемойзадержки соединен с входом второгосумматора, выходы первого и нторогосумматоров через ключи соединены свходами первых блоков сраннениярегуляторов скорости приводных электродвигателей третьей и четвертой(по ходу прокатки) клетей чистовойгруппы,На черте:-.е пРиведена блок-схемасистемы автоматического регулирования натя,ения размеров полосы.Система содержит прокатные клети 1 - 5, приводные электродвигатели 6 - 9 прокатных валков, измерители 10 - 13 скорости приводныхэлектродвигателей, преобразонатели14 - 17 напряжения, регуляторы18 - 21 скорости приводных двигателей, первые блоки 22 - 25 сравнения,датчик 26 петли, второй блок 27сравнения, блок 28 памяти, регулятор29 эталонного напряжения, датчик 30наличия полосы, нуль-орган 31, масштабный преобразователь 32, блоки33 - 35 регулируемых задержек, измеритель 36 размера проката на выходе последней клети чистовой группы,третий блок 37 сравнения, ключи38 - 40 и сумматоры 41 и 42, причемпервые входы первых блоков 22 - 25сравнения соединены с выходами измерителей 10 - 13 скорости соответственно, а выходы - с входами соответствующих регуляторов 18 - 21 скорости, выходы которых соответственносоединены с входами преобразователей14 - 17 напряжения, выход регулятора29 эталонного напряжения соединенс вторыми входами первых блоков22 - 25 сраннения, вход датчика 30наличия полосы соединен с выходомдатчика 26 петли, а выход - с вторым входом блока 28 памяти, входнуль-орган 31 соединен с выходомблока 28 памяти, а выход - с однимиз входов масштабного преобразователя 32, второй вход которого соединен с выходом третьего блока 37сравнения, первый вход которого соединен с задатчиком (не показан) масштаба регулирования натяжения полооы,а второй вход - с измерителем 36 раз 1мера проката, один из входов каждогоиз блоков 33 - 35 регулируемых 10задержек соединен с одним из выходовмасштабного преобразователя 32, адругие - с выходом измерителя 10скорости электродвигателя 6 (первыйпо ходу прокатки) клети 2 чистовой 15группы, выход первого блока 33 регулируемой задержки через ключ 38соединен с входом первого блока 23сравнения электродвигателя 7 второй(по ходу прокатки) клети 3 и с входами первого 41 и второго 42 сумматоров, выход второго блока 31 регулируемой задержки соединен с входами первого 41 и второго 42 сумматоров, выход третьего блока 35 регулируемой задержки соединен с входом второго сумматора 42, выходыпервого 41 и второго 42 сумматоровчерез ключи 39 и 40 соединены свходами первых блоков 24 и 25 сравнения регуляторов 20 и 21 скоростиприводных электродвигателей третьейи четвертой (по ходу прокатки) клетей чистовой группы. Например, для проволочного стана погрешность скорости клетей 2 или 5 на 0,5 дает отклонение ширины готового профиля на 0,1 мм (погрешность скоростей клетей 3 и 4 влияет .в.меньшей степени на отклонение размера готового проФиля) . 60 Система работает следующим обра ЭОМ.Скорости клетей 1 - 5 определяются общим уровнем скорости прокатки, калибровкой стана и особенностями его технологии. В рассматриваемом 40 варианте особенностью технологии является то, что между клетями 1 и 2 находится полоса в свободном состоянии (петля), а между остальными клетями 2 - 5 процесс прокатки осу ществляется с натяжением, Прокатка с петлей требует согласованного скоростного режима клетей 1 и 2 (при-(. чем высокоточного для поддержания заданной величины петли при отсутствии возмущений), а режим натяжения требует рассогласования скоростей смежных клетей. При этом величина рассогласования скоростей клетей оказывает влияние на ширину готового проката на выходе стана, что в свою очередь также требует высокоточной регулировки скоростей клетей. Требуемая точность регулированияскоростей клетей обеспечивается подсистемами автоматического регулирования скоростей,Перед началом прокатки установкаскоростей клетей 2 - 5 осуществля,ется оператором стана вручную путем(регулирования эталонного О, напряжения, поступающего на вход регулятора 29 эталонного напряжения. Изменением эталонногонапряженияосуществляется групповое согласованное регулирование скоростейклетей 2 - 5Индивидуальное значение скорости каждой клети 1 - 5, атакже величина исходного рассогласования скоростей устанавливаетсятакже оператором посредством изменения коэффициента передачи напряжения Оз задания в блоках 22 - 25сравнения,Начальная скорость клети 2 устанавливается несколько выше (на 1-2)скорости полосы с целью предотвращения подпора и тем самым улучшенияусловия захвата валками клети 2 переднего конца полосы, который имеетбольшие размеры сечения, чем егосредний участок (основная длина) полосы, Передний конец полосы из предыдущей клети 1 направляется в клеть2 по криволинейной (дугообразной)траектории (на чертеже обозначенаштриховой линией а ) . При этомобразуется петля максимального прогиба до захода полосы в следующуюклеть.После обжатия в клети 2 полосанаправляется прямолинейно в клеть 3,где также производится обжатие полосы, после чего она, имея еще меньшиеразмеры сечения, направляется такжепрямолинейно в клеть 4, а из нее впоследнюю плеть 5 стана. Из последней клети 5 стана выходит готовыйпрокат,1Прокатка полосы в клетях 2 - 5осуществляется с натяжением. Поэтому в этих клетях деформация полосыпроисходит за счет двух факторов:за счет обжатия и за счет натяжения.Высота готового профиля устанавливается раствором валков последнейклети стана, а ширина готового профиля может регулироваться как изменением раствора валков, т.е. изменением величины обжатия в любой изклетей, так и за счет изменения натяжения между этими клетями, кроме клетей 1 и 2, где технологиейпредусмотрено свободное состояниеполосы (петля).Прокатка переднего конца в клетях 2 - 5 сопровождается одновременно уменьшением прогиба начальной петли, так как скорость клети 2 устанавливается несколько выше, а такжевследствие того, что полоса имеетклиновидную форму по длине (сечениеполосы в основном за счет горизонтального размера уменьшается к серелине) . Однако полоса при этом попадает. в зону действия датчика 26 5подсистемы автоматического регулирования петли, сигнал которого О,пропорционален прогибу Ь петли, суммируется но втором блоке 27 сравнения с заданным напряжением Оз, 10пропорциональным заданному значению)1 прогиба петли. Результирующий сигнал 40, пропорциональный отклонению заданного прогиба ЛЬ, поступаетна вход блока 28 памяти, выходнс". 15напряжение 0 которого воздействуетна регулятор 29 эталонного напряжения, вызывает уменьшение напряженияО задания в первых блоках 22 - 25сравнения на одинаковую величину,Это в свою очередь уменьшает входные сигналы регуляторов 18 - 21скорости и приводит к согласованному снижению скоростей клетей 2 - 5.Снижение скоростей клетей прекращается после достижения заданного значения петли, например положение б.Если нет рассогласования скоростейклетей 1 и 2, а также сечение полосы не изменяется, то достигнутое значение петли остается неизменным,Уменьшение Ь петли увеличиваетвыход датчика 26 и разбаланс в втором блоке 27 сравнения растет, следовательно, увеличивается входнойсигнал Л блока 28 памяти, пропор- З 5ционально которому возрастает еговыход. Так как выходное напряжениеблока 28 памяти поступает на входрегулятора 29 эталонного напряжения,на его выходе напряжение уменьшается,40что приводит и к уменьшению напряжения 0 задания в первых блоках 22 - 25сравнения подсистем автоматическогорегулирования скоростей клетей 2 - 5Поэтому продолжается снижение скорости этих клетей, причем без изменения рассогласования, т.е, безизменения натяжения полосы. Снижениескорости клетей происходит до техпор, пока петля не примет заданноеположение,%,При увеличении прогиба 11 уменьшается выход датчика 26, уменьшает.иэмся разбаланс блока 27 сравнения,уменьшается входной сигнал 40,уменьшается выход блока 28 памяти,увеличивается выход регулятора 29эталонного напряжения, поэтому увеличивается напряжение О задания вблоках 22 - 25 подсистем автоматического регулирования скоростей кле-.тей 2 - 5. Увеличение скоростей этихклетей протекает также согласованно,т.е. без дополнительного изменениянатяжения полосы. И это увеличение 65 скоростей клетей осуществляется дотех пор, пока не восстановится заданный прогиб полосы,Как отмечалось раньше, передняячасть полосы имеет горизонтальныйразмер профиля больше, чем основнойее части,Аналогичная, только еще с большим масштабом, проявляется клиновидность изменения ширины конечногоучастка .полосы (заднего конца) . Причиной этих отклонений является прокатка с натяжением в черновых ипромежуточных клетях стана, вследствие чего концы и средняя частьполосы прокатывается в указанных клетях в различных условиях, а именнопередняя часть с переменным, до момента установления, натяжением; средняя часть - с установившимся натяжением; концевая часть - без натяже,ния. Поэтому прокатка конечной части полосы в клетях 1 - 5 сопровождается наиболее интенсивным увеличением петли, При этом подсистемаавтоматического регулирования петли сохраняет заданный прогиб полосыза счет увеличения скоростей клетей 2 - 5,И только самый конечный участок полосы (последние метры), равный длине петли между клемяти 1 и 2, перемещается по дугообразной траектории о направляющей петлеобразователя, Одновременно полоса уходит из зоны действия датчика 26 петли, который соединен с датчиком 30 наличия полосы. В момент ухода конца полосы из клети 1 срабатывает датчик 30 наличия полосы, который дает команду на запоминание выходного значения напряжения усилителем 28 с памятью, Пропорционально этому значению будет величина эталонного напряжения на выходе регулятора 29 эталонного на- пряжения и напряжение .О задания в блоках 22 - 25 сравнения. Следовательно, и скорости клетей 2 - 5 сохраняют свое значение при уходе полосы из клети 1. Эти скорости заходные для следующей полосы, т,е. захват и прокатка переднего конца последующей полосы осуществляется с той скоростью, с которой прокатывается задний конец предыдущей полосы. Величины этих скоростей могут быть меньше установленных оператором, но их вполне достаточно для обеспечения надежного захвата, потому что секундные объемы переднего конца (сечение) полосы меньше секундных объемов конечного участка полосы (по той причине, что, как отмечалось раньше, задний конец прокатывается без натяжения в предшествующих клетях черновых и промежуточных групп) .С целью стабипизации ширины готового профиля предлагаемой системой предусматривается дополнительный контроль отклонения размера полосы перед чистой группой клетей и регулирование натяжения в предлагаемой 5 системе осуществляют посредством изменения рассогласования скоростей валков смежных клетей путем дополнительного воздействия сигналом отклонения заданной петли на скорости 10 электродвигателей чистовой группы с возрастающим по ходу прокатки масштабом.Это достигается тем, что снимаемое напряжение О блока 28 памяти поступает на нуль-орган 31, который соединен с входом масштабного преобразователя 32.В нуль-орган 31 подают также регулируемОе ОператорОм В прОцессе настройки стана напряжение 0 . Величину напряжения О устанавливают такой, чтобы при заданных значениях петли и ширины готового профиля, это напряжение компенсировало выходное напряжение 01 блока 28 памяти в нуль-органе 31, т,е, на его выходе величина сигнала равна нулю, В дальнейшем при отклонении петли от заданного значения в нуль-органе 31 возникает разбаланс и на его выходе появляется сигнал, который поступает на вход масштабного преобразователя 32, Если петля увеличивается, то сигнал положительный, а если петля уменьшается то сигнал на выходе нуль-органа 35 отрицательный. В масштабном преобразователе 32 пропорционально заданному масштабу и входному сигналу формируются управляющие напряжения: АДЬО, АДЬО;АДЬО, которые, поступая в 40 блоки 33 - 35 задержки, задерживаются в них на время Г,Г и 1; транспортирования полосы от датчика 26 измерителя петли до регулирующей клети и через ключи 38 - 40, 45 а также сумматоры 41 и 42 поступают в блоки 23 - 25 сравнения подсистем автоматического регулирования скорости клетей 3 - 5.Ввод линии задержек, а также сумматоров обусловлен тем, что подсистемой автоматического регулирования натяжения предусмотрено поочередное регулирующее воздействие на натяжение полосы между клетями 2 и 3, 3 и 4, 4 и 5 с увеличением масштаба регулирования к выходу стана. Это значит, что выходное напряжение +ьО масштабного преобразователя 32 посту пает через блок 33 задержки и ключ 38 в блок 23 сравнения, а также в 60 сумматоры 41 и 42 и через них в блоки 24 и 25 сравнения через одинаковый промежуток времени , котороеравно транспортированию полосы отдатчика 26 петли до клети 3. Приэтом клети 3 - 5 синхронно изменяютскорости, воздействуя тем самымна натяжение полосы между клетями 2 и 3,Выходное напряжение тьО масштабного преобразователя задерживаетсяв блоке 34 задержки на время Г , равное транспортированию полосы отдатчика 26 петли до клети 4, и, суммируясь с напряжением + Ь О в сумматорах 41 и 42, поступает в узлы 24и 25 сравнения соответственно, изменяя согласованно (синхронно) скорости клетей 4 и 5, воздействуя темсамым на напряжение полосы междуклетями 3 и 4.И наконец, выходное напряжение+ЬО масштабного преобразователя 323задерживается в блоке 35 задержки навремя З транспортирования полосыот датчика 26 петли до клети 5, суммируется с напряжениемЬОи ЬОв сумматоре 42 и поступает в блок 25сравнения, изменяя скорость клети 5и регулируя тем самым натяжение полосы между клетями 4 и 5, Увеличениемасштаба регулирующих воздействийна скорости клетей 3 - 5, а следовательно, и на натяжение полосы меж-.ду этими клетями достигается за счеттого, что напряжение + ЬО АДЬО, + ЬОзв масштабном преобразователе 32 формируются по возрастающей зависимости к выходу стана.Современность регулирующих воздействий независимо от измененияскорости прокатки достигается за счетсинхронизации времени задержек Ти1 Т , которая осуществляется путемввода в блоки 33 - 35 задержек синхронизирующего напряжения измерителя10 скорости, соединенного с валомэлектродвигателя 6 клети 2, Приувеличении скорости прокатки увели,чивается сигнал с выхода измерителя скорости, а вРемя Т 1, Т 2 и "ьблоков 33 - 35 задержек уменьшаетсяобратно пропорционально величине этого сигнала и наоборот уменьшениескорости прокатки приводит к увеличению времени Т, 7 и з задержек регулирующих напряжений + ЬО 1, ЬО 2, +ЬОУзлы и блокч предлагаемой системы могут быть реализованы на базеУБСРАИ-ДИ,Таким образом, дополнительный контроль размера полосы перед чистовой группой клети и регулирование натяжения при помощи предлагаемой системы позволяют значительно повысить точность готового проката.КорректорМ. Шарош сное ка илиал ППП "Патент", г. Ужгород, ул. Проектная 5/10ВНИИПпо035,Тираж 1 осударственн елам иэобрете сква, Ж, Р796 Подо комитета СССРй и открытийшская наб., д. 4/5
СмотретьЗаявка
3563100, 11.03.1983
КРИВОРОЖСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД "КРИВОРОЖСТАЛЬ" ИМ. В. И. ЛЕНИНА, МОСКОВСКОЕ ОРДЕНА ЛЕНИНА, ОРДЕНА ОКТЯБРЬСКОЙ РЕВОЛЮЦИИ И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧИЛИЩЕ ИМ. Н. Э. БАУМАНА, ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО КОНСТРУКТОРСКИЙ ИНСТИТУТ ПО АВТОМАТИЗИРОВАННОМУ ЭЛЕКТРОПРИВОДУ В ПРОМЫШЛЕННОСТИ, СЕЛЬСКОМ ХОЗЯЙСТВЕ И НА ТРАНСПОРТЕ
АНЧИШКИН ЕВГЕНИЙ АЛЕКСАНДРОВИЧ, ГЛАДУШ ВИКТОР ДМИТРИЕВИЧ, ЛЫЗЛОВ ГЕНРИХ ИВАНОВИЧ, ФИЛОНОВ ОЛЕГ ВАСИЛЬЕВИЧ, КУЗЬМЕНКО АНАТОЛИЙ ГРИГОРЬЕВИЧ, ГЕРАЙМОВИЧ ИВАН ТИХОНОВИЧ, САМАРСКИЙ ИВАН ИВАНОВИЧ, ГУДОВ ВЛАДИМИР ЛЕОНИДОВИЧ, СВЕТЛИЧНЫЙ ДМИТРИЙ СВЕТОЗАРОВИЧ, МАКАРЕНКО ЮРИЙ МИХАЙЛОВИЧ, КВАШИН ВАЛЕРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B21B 37/52
Метки: натяжения, полосы, размеров
Опубликовано: 15.06.1984
Код ссылки
<a href="https://patents.su/6-1097403-sistema-avtomaticheskogo-regulirovaniya-natyazheniya-i-razmerov-polosy.html" target="_blank" rel="follow" title="База патентов СССР">Система автоматического регулирования натяжения и размеров полосы</a>
Узел соединения блоков сборно-разборного сооружения

Номер патента: 1404602
Опубликовано: 23.06.1988
Авторы: Аксельрод, Анохин, Гаврилов
МПК: E04B 1/348
Метки: блоков, сборно-разборного, соединения, сооружения, узел
...8.35Вторая пара штырей установлена .наползуне 8, который размещен в пазу 7пластины 2 с возможностью его перемещения вдоль него.Штыри 3 и 4 имеют коническую форму 40в верхней части.В зазоре 5 между блоками 1 уста-:1.навливают герметик 9. Для стыковкиблоков 1 по периметру. здания используют соединительную деталь 10 с однойпарой неподвижно установленных напластине 2 штырей 11 и 12. Один ивэтих штырей 12 выполнен со. срезанными.лысками для компенсации погрешностейизготовления и сборки блоков 1.Между штырями 11 и 12 выполнено50разделительное ребро 13,В верхних торцах блоков 1 выполнены отверстия 14, в которых утопленыстроповочные петли 15, и закреплены5пальцы 16, между которыми установленысоединительные элементы 2 следующего этажа...
Устройство для соединения блоков радиоэлектронной аппаратуры

Номер патента: 585631
Опубликовано: 25.12.1977
МПК: H05K 7/00
Метки: аппаратуры, блоков, радиоэлектронной, соединения
...аппаратуры, содерПааем скобу, установленную в пазах сопрягаемых блоков, и крепежные ,элементы, скоба снабжена выступами конусообразной Формы с выполненными в них отверстиями, а в пазах сопрягаемых блоков выполнены ответные впа дины с отверстиями для крепежных эле. ментов.На Фиг, 1 изображено устройство, общий вид. на Фиг. г - устройство в аксонометрии. Устройство содержит скобу 1, установленную в пазах Е сопрягавяых блоком 3 и крепежные элементы в виде. винтов 4. Скоба 1 снабжена пыступамн 5 конусообразной Форййс вТЙЯл" ненными в них отверстиями. В пазах 2 аопрягаемых блоков 3 выполнеиы ответные впадины б с отверстиями длявинтов 4.Двухсторонний клин, образованныи ответными впадинами б сопрягавмых блоков 3, при закручивании винтов...
Устройство для соединения блоков радиоэлектронной аппаратуры

Номер патента: 930779
Опубликовано: 23.05.1982
МПК: H05K 7/12
Метки: аппаратуры, блоков, радиоэлектронной, соединения
...которого выполнены в 23виде винтовых граней 9 и 10. Торец11 конца рукоятки 5, обращенного всторону конического вала 1, выполненв виде сферической поверхности. Выступы полого цилиндра ч входят в соот.ветствующие пазы профилированной подвижной гайки 12, которая при взаимодействии с профилированным кулачком2 на конце конического вала 1 образует винтовую пару. На,цилиндрической поверхности полого цилиндра 4 вы- Зэполнены диаметрально расположенныекольцевая канавка 13 и пазы 14. Вобойме 3 размещен закрепленный посредством кольцевой пружины 15 фик"сатор 16, причем сама пружина 15 удерЩживается от проворота винтом 17. Вкольцевой канавке 13 размещен упор18 определения, положения рукоятки 5,неподвижно закрепленный гайкой 19. Вобойме 3...
Устройство для управления движением поезда

Номер патента: 882803
Опубликовано: 23.11.1981
Авторы: Астрахан, Дмитриев, Комков, Королев, Куксов, Малеев, Павлов, Передера, Скороходов
МПК: B61L 3/02
...движении со скоростью меньшепрограммной с выхода блока 5 сравненияснимается сигнал 1, формирующий команду, запрещающую служебное, торможениена поезде. Эта команда передается напоезд генератором 4 АЛС с помощью кодовой частоты 4 и через станционную рельсовую цепь 15, поездной приемник 16 АЛСпоступает в исполнительный блок 17. Впоследнем случае (при Ч СЧп) выходнойсигнал 1 на выходе блока 5 подается такжена пятый вход блока 7 выделения программной скорости и запрещает прием сигнала Ви с выхода блока 6 выделения програмпрмйого замедления на вход блока 7 и размешает прием сигнала фактического замедления В с третьего выхода блока 8 измерения параметров на второй вход блока 5 7 выделения программной скорости.В тех случаях, когда фактическая...
Устройство для измерения коэффициента усиления антенны

Номер патента: 1737373
Опубликовано: 30.05.1992
Авторы: Николаенко, Попов, Сошников, Чикризов
МПК: G01R 29/10
Метки: антенны, коэффициента, усиления
...на управляющий вход ключа 7. Ключ 7 закрывается и поступление прямоугольных импульсов Оз на счетные входы первого и второго счетчиков 8 и 9 прекращается, Напряжение О на выходе цифроаналогового преобразователя 10 принимает значение 041 (фиг. 2, г), а частота генератора 4 перестраивается на частоту 11(фиг. 2, 3).Электромагнитный сигнал с выхода генератора 4 поступает на вход первой исследуемой антенны 23 и излучается в пространство. Принимаемый второй исследуемой антенной 24 сигнал поступает на входы измерителя мощности 5 и частотомера 11. С выхода измерителя мощности 5 измеренное значение мощности Рпр сигнала подается на вход блока 6 извлечения корня квадратного. В момент окончания длительности импульса ждущего мультивибратора 19,...
Предыдущий патент: Составной прокатный валок
Следующий патент: Устройство для компенсации биения опорных валков прокатной клети
Случайный патент: Рельсовая цепь