Линия форматной обрезки листовых материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
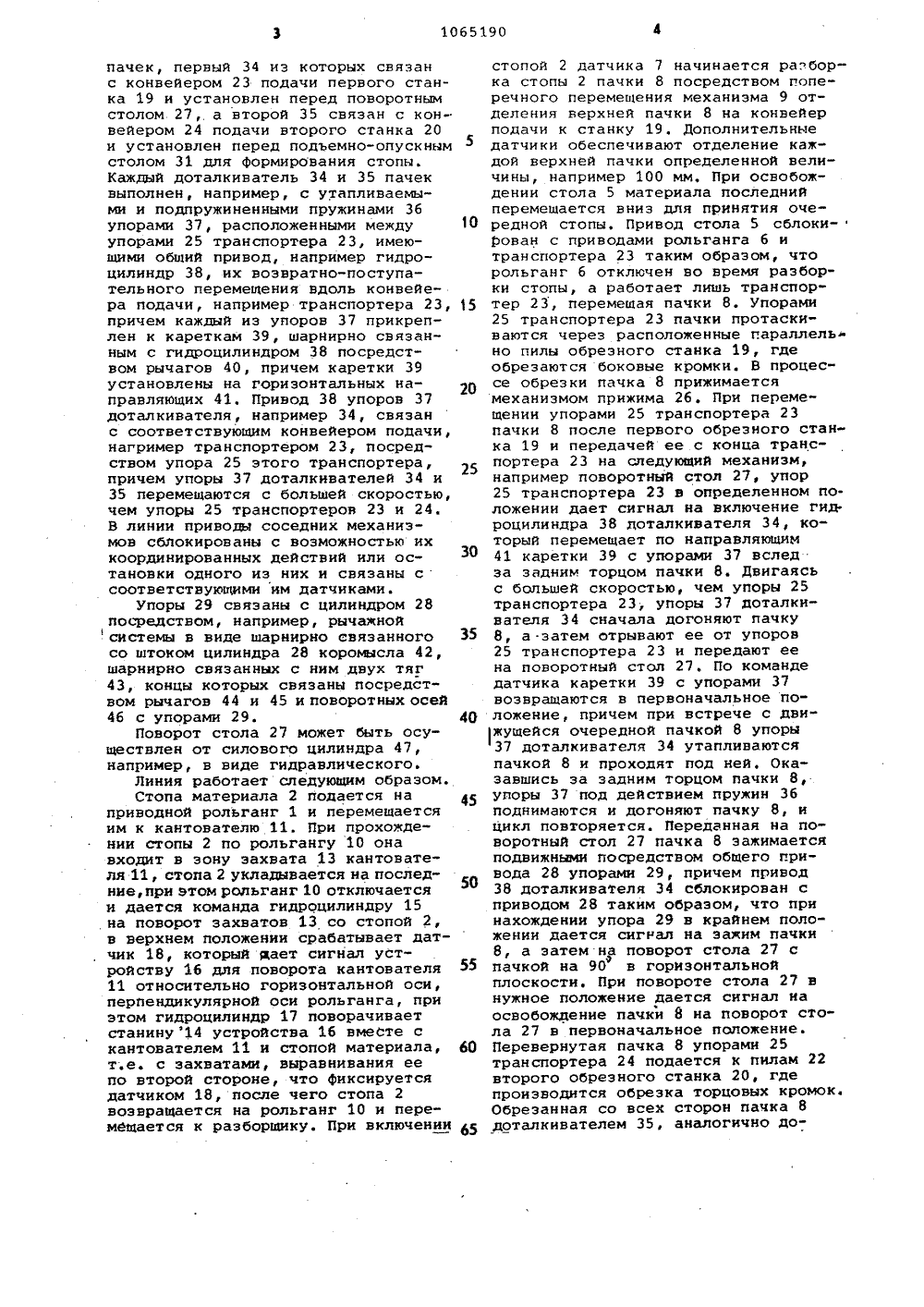
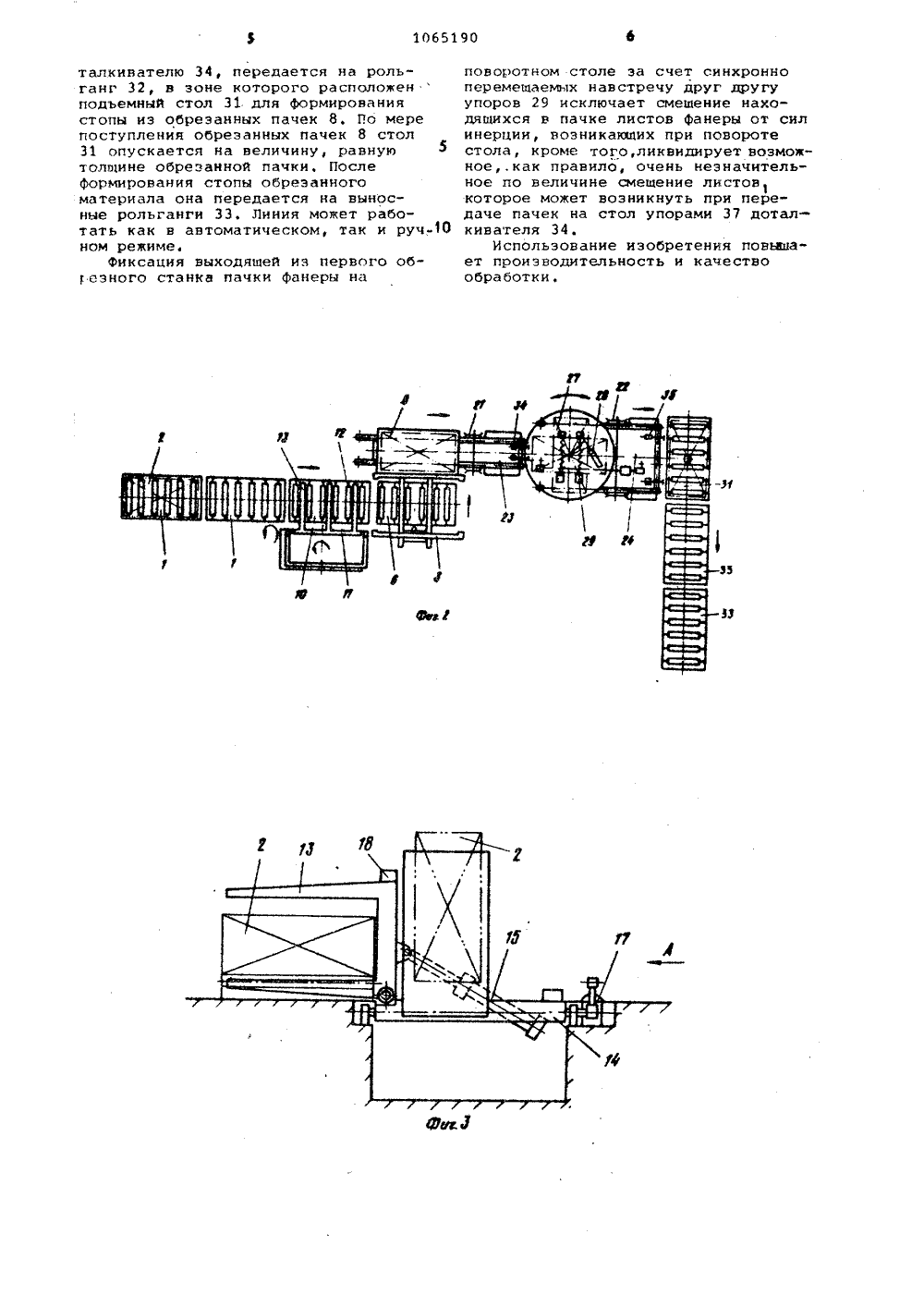
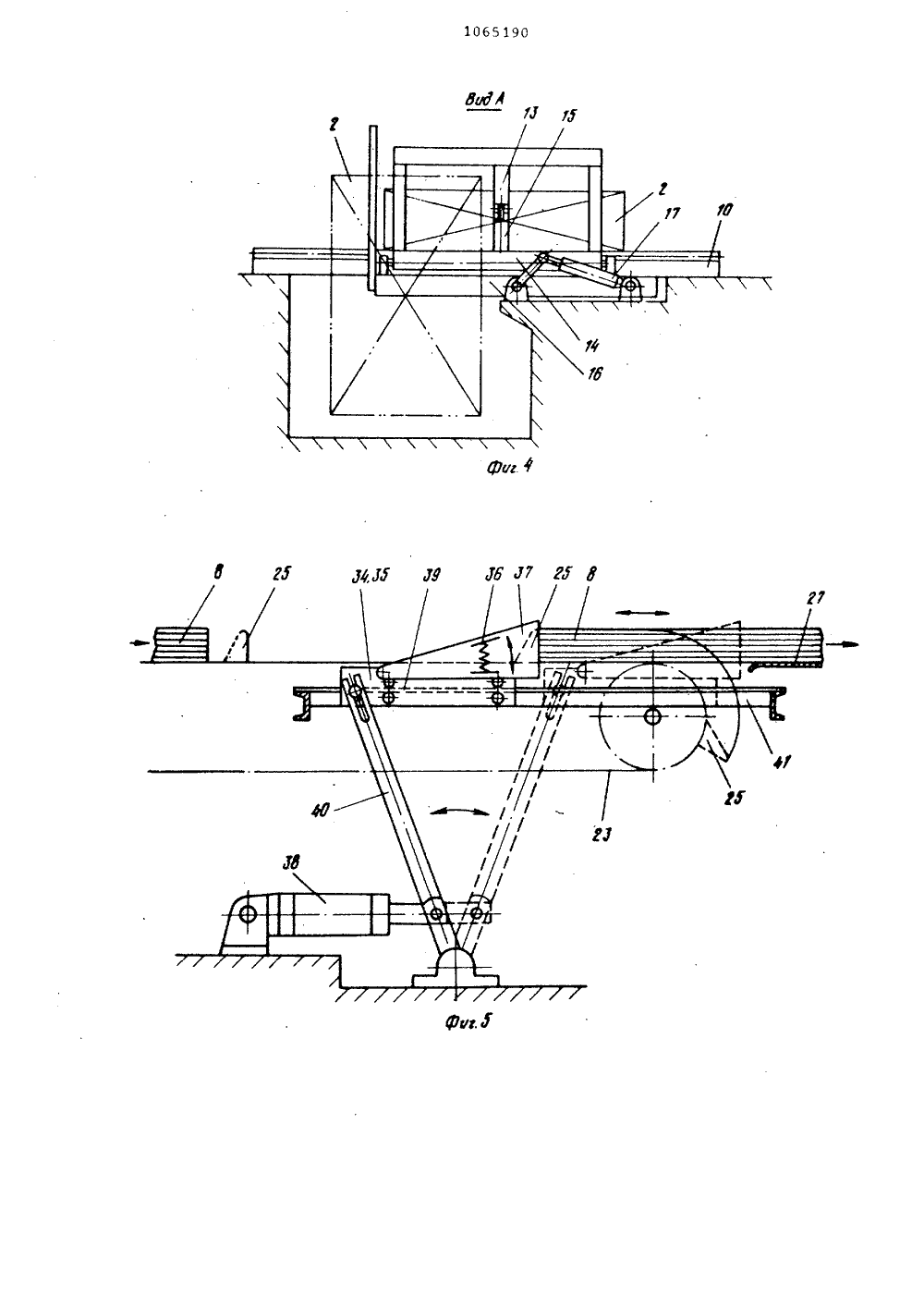
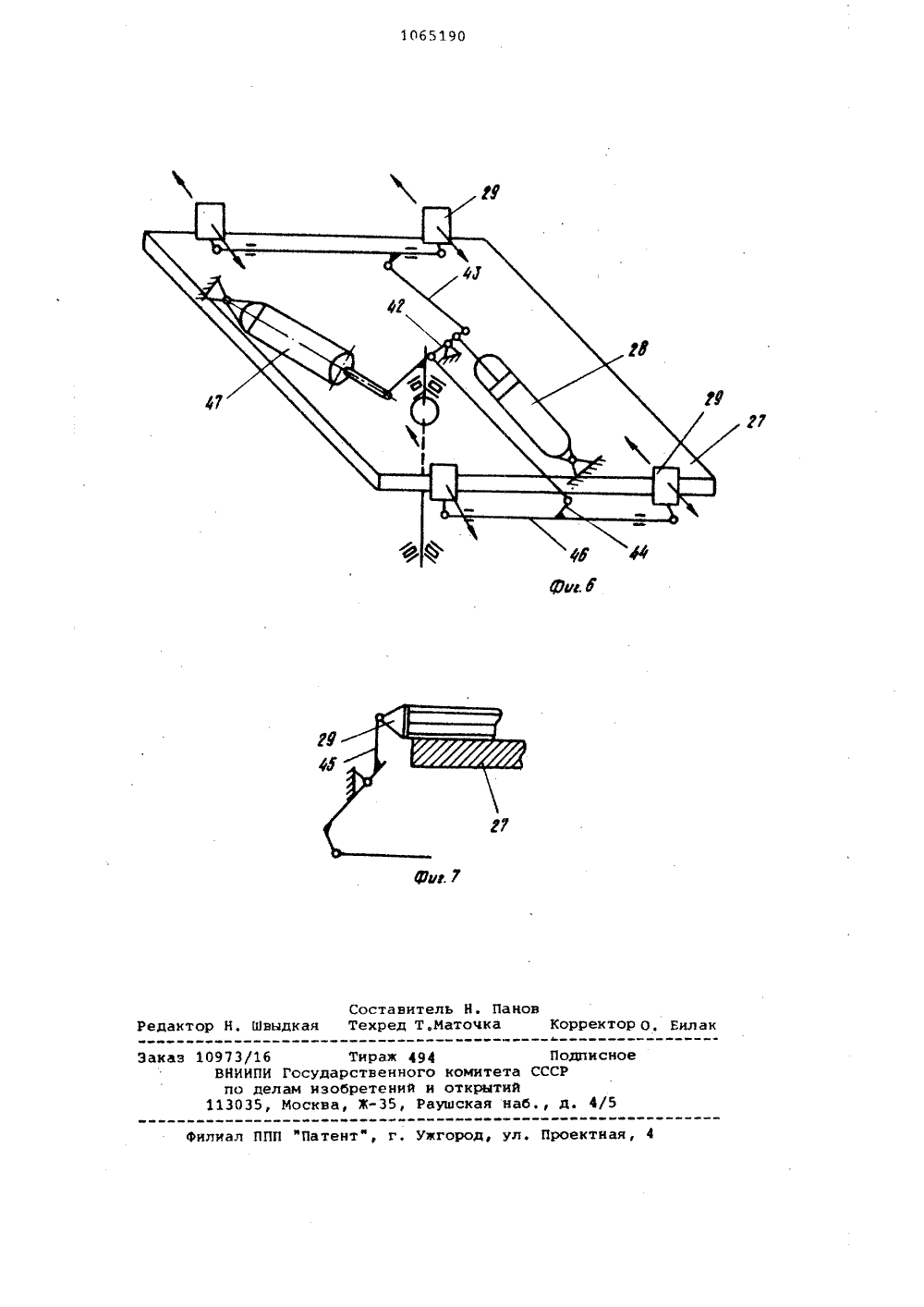
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН П В 27 Я А а юсобой ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЦТИЙ ИСАНИЕ ИЗОБ СКОМУ СВИДЕТЕЛЬСТВУ 1(21) -3438911/29-15(71) Головное конструкторское бюродеревообрабатывающего оборудования(56) 1 Плиты и Фанера, Реферативнаяинформация, М., ВНИПИЭИлеспром,1976, Р 7, с. 8-9.2. Патент США В 3662798,кл. В 27 В 5/06, 1972.3. Руководство по эксплуатации клинии форматной обрезки, мод.ФОФ,ЦПКТБ Миндревпрома Латв. ССР, 1978.(54)(57) 1, ЛИНИЯ ФОРМАТНОЙ ОБРЕЗКИЛИСТОВЫХ МАТЕРИАЛОВ, содержащаяустройства для загрузки и выгрузкистопы материала и расположенные между ними рольганги, кантователь дляповорота стопы относительно гориэонТЖьной оси, параллельнои оси рольгайга, раэборщик стопы, два двухпильных обрезных станка, между которыми расположен поворотный в горизонтальной плоскости стол, о т л яч а ю щ а я с я тем, что, с целью повышения производительности и качества обработки, кантователь снаб" жен механизмом для поворота стопы относительно горизонтальной осн, перпендикулярной оси рольганга, а обрезные станки - доталкивателями, установленными после станков.2. Линия по п. 1, о т л и м а М- щ а я с я тем, что каждый доталки" ватель выполнен по крайней мере с одним утапливаемым упором, уставов-ленным на каретке.3. Линия по п. 1, о т л и ч щ а я с я тем, что механизмы и рота кантователя связаны между датчиками положения.Изобретение относится к оборудованию для Форматной обрезки листоных материалов и может бить использовано в деревообрабатывающей промышленно стиИзвестна полуавтоматическая линия обрезки фанеры, содержащая рольганг для подачи стопы Фанеры к разборщику ее на пачки, устройство для выравнивания одной боковой стороны в пачки н ниде направляющей линей О ки и пневматических упорон для выравнивания ее переднего торца, смонтированные за разборщиком два двусто ронних обрезных станка, установленных под углом 90 , с конвейерамипо дачи приводами и упорами, встроенное между станками, установленное в месте стыковки конвейеров упорное устройство для передачи пачки к второму станку, механизм для форми ронания стопы из обрезанных пачек 1.Известна линия для форматной обрезки листовых материалов, содержащая устройство для загрузки и выгрузки стопы лис -оного материала 25с расположенными между ними роль- гангами, устройстнами для базирования стопы по двум кромкам и пильными станками 2 .Известна также линия Форматной обрезки листовых материалов, содержащая устройства для загрузки и выгрузки стопы материала и расположенные между ними рольганги, кантонатель для поворота стопы относительно горизонтальной оси, параллель ной оси рольганга, разборщик стопы, два двупильних обрезных станка, меж" ду которыми расположен поворотный в горизонтальной плоскости стол Я .Недостатками известных линий 40 являются невысокая производительность, вызванная необходимостью при транспортировке обрезаемого материала выдерживать большие межторцовые разрывы, и низкое качество обработки,45 вызнанное тем, что подравнивание листов материала производится и горизонтально лежащей пачке, вследстние чего может произойти сбивание обрезанных боковых сторон.5 ОЦель изобретения - повышение производительности и качества обработки.Поставленная цель достигается тем, что кантователь снабжен механизмом для поворота стопы относительно 55 горизонтальной оси, перпендикулярной оси рольганга, а обрезные станки - доталкивателями, установленными после станков.При этом каждый доталкиватель выпол-бО нен по крайней мере с одним утапливаеьим упором, установленным на кареткЕКроме того, механизмы поворота кантонателя связаны между собой датчиками положения, 65 На Фиг. 1 изображена линия, общий нид, на фиг. 2 - то же, вид снер ху, на фиг. 3 - кантонатель, общий вид, на Фиг. 4 - нид А на фиг. 3," на фиг. 5 - доталкинатель пачек, общий вид; на фиг. б - кинематическая схема поворотного стола с механизмомфиксации пачки, на фиг. 7 - часть поворотного стола с рычагом.Линия форматной обрезки листовых материалов включает приводные роль- ганги 1 для подачи стопы 2 фанеры к разборщику 3, выполненному, например, в виде подъемно-опускного посредством гидроцилиндра 4 стола 5 с приводным рольгангом б и датчиками 7 для разборки стопы 2 на пачки 8 определенной величины посредством механизма 9 отделения верхней пачки8 от стопы 2 подачи ее н станок, Между рольгангами 1 и разборщиком 3 в зоне рольганга 10 расположен канто- ватель 11 стопы 2 в виде установленных между роликами 12 рольганга 10 захватов 13 для стопы 2, закрепленных на станине 14. Захваты 13 выполнены поворотными посредством, например, гидроцилиндра 15. Для выравнивания стопы по второй стороне кантонатель 11 снабжен устройством 16 для понорота относительно горизонтальной оси, перпендикулярной оси рольганга в виде станины 14, снабженной индивидуальным приводом ее поворота вместе с кантователем 11 в виде, например, гидроцилиндра17. Кроме того, приводы 15 и 17 кантователя 11 и устройства 16 для по- . ворота его электрически связаны между собой посредством датчиков 18 их положений.За разборщиком 3 смонтированы два двусторонних обрезных станка 19и 20 для обрезки кромок пачки 8, первый 19 с двумя пилами 21 для боковых кромок, второй 20 с пилами 22 для торцовых кромок с конвейерами подачи в ниде, например, транспортеров 23 и 24 с приводами и упорами 25. Кроме того, каждый из обрезных станков 19 и 20 снабжен механизмом прижима 2 б, Между двумя обрезными стрнками установлен поворотный на 90 в горизонтальной плоскости стол 27, снабженный механизмом Фиксации пачек во время поворота, н ниде закрепленных на столе 27 подвижных посредством общего гидроцилиндра 28 упоров 29. За вторым обрезным станком 20 установлен механизм для Формирования стопы иэ обрезанных пачек в виде подъемно-опускного посредст" вом, например, гидроцилиндра 30 стола 31 с рольгангом 32, а за ним установлены выносные рольганги 33. Линия форматной обрезки фанерывключает два доталкинателя 34 и 351 О пачек, первый 34 из которых связан с конвейером 23 подачи первого станка 19 и установлен перед поворотным столом 27, а второй 35 связан с конвейером 24 подачи второго станка 20 и установлен перед подъемно-опускным столом 31 для формирования стопы. Каждый доталкиватель 34 и 35 пачек выполнен, например, с утапливаемыми и подпружиненными пружинами 36 упорами 37, расположенными между упорами 25 транспортера 23, имеющими общий привод, например гидро- цилиндр 38, их возвратно-поступательного перемещения вдоль конвейера подачи, например транспортера 23, 15 причем каждый из упоров 37 прикреплен к кареткам 39, шарнирно связанным с гидроцилиндром 38 посредством рычагов 40, причем каретки 39 установлены на горизонтальных направляющих 41. Привод 38 упоров 37 доталкивателя, например 34, связан с соответствующим конвейером подачи, нагример транспортером 23, посредством упора 25 этого транспортера, причем упоры 37 доталкивателей 34 и 35 перемещаются с большей скоростью, чем упоры 25 транспортеров 23 и 24. В линии приводы соседних механизмов сбЛокированы с возможностью их координированных действий или остановки одного из них и связаны с соответствующими им датчиками.Упоры 29 связаны с цилиндром 28 посредством, например, рычажнойсистемы в виде шарнирно связанного 35 со штоком цилиндра 28 коромысла 42, шарнирно связанных с ним двух тяг 43, концы которых связаны посредством рычагов 44 и 45 и поворотных осей 46 с упорами 29. 40Поворот стола 27 может быть осуществлен от силового цилиндра 47, например, в виде гидравлического.Линия работает следующим образом.Стопа материала 2 подается на 45 приводной рольганг 1 и перемещается им к кантователю 11. При прохождении стопы 2 по рольгангу 10 она входит в зону захвата 13 кантователя 11, стопа 2 укладывается на последние, при этом рольганг 10 отключается и дается команда гидроцилиндру 15 на поворот захватов 13 со стопой 2, в верхнем положении срабатывает датчик 18, который дает сигнал устройству 16 для поворота кантователя 55 11 относительно горизонтальной оси, перпендикулярной оси рольганга, при этом гидроцилиндр 17 поворачивает станину 14 устройства 16 вместе с кантователем 11 и стопой материала, 60 т.е. с захватами, выравнивания ее по второй стороне, что фиксируется датчиком 18, после чего стопа 2 возвращается на рольганг 10 и перемещается к разборщику. При включении 65 стопой 2 датчика 7 начинается разборка стопы 2 пачки 8 посредством поперечного перемещения механизма 9 отделения верхней пачки 8 на конвейерподачи к станку 19. Дополнительныедатчики обеспечивают отделение каждой верхней пачки определенной величины, например 100 мм, При освобождении стола 5 материала последнийперемещается вниз для принятия очередной стопы. Привод стола 5 сблокирован с приводами рольганга б итранспортера 23 таким образом, чторольганг б отключен во время разборки стопы, а работает лишь транспор"тер 23, перемещая пачки 8. Упорами25 транспортера 23 пачки протаскиваются через расположенные параллельно пилы обрезного станка 19, гдеобрезаются боковые кромки. В процессе обрезки пачка 8 прижимаетсямеханизмом прижима 26. При перемещении упорами 25 транспортера 23пачки 8 после первого обрезного станка 19 и передачей ее с конца транспортера 23 на следующий механизм,например поворотный стол 27, упор25 транспортера 23 в определенном положении дает сигнал на включение гид.роцилиндра 38 доталкивателя 34, который перемещает по направляющим41 каретки 39 с упорами 37 вследза задним торцом пачки 8, Двигаясьс большей скоростью, чем упоры 25транспортера 23, упоры 37 доталкивателя 34 сначала догоняют пачку8, а .затем отрывают ее от упоров25 транспортера 23 и передают еена поворотный стол 27, По командедатчика каретки 39 с упорами 37возвращаются в первоначальное положение, причем при встрече с дви 1жущейся очередной пачкой 8 упоры37 доталкивателя 34 утапливаютсяпачкой 8 и проходят под ней. Оказавшись за задним торцом пачки 8,упоры 37 под действием пружин 36поднимаются и догоняют пачку 8, ицикл повторяется. Переданная на поворотный стол 27 пачка 8 эажимаетсяподвижными посредством общего привода 28 упорами 29, причем привод38 доталкивателя 34 сблокирован сприводом 28 таким образом, что принахождении упора 29 в крайнем положении дается сигнал на зажим пачки8, а затем на поворот стола 27 спачкой на 90 в горизонтальнойплоскости. При повороте стола 27 внужное положение дается сигнал наосвобождение пачки 8 на поворот сто"ла 27 в первоначальное положение.Перевернутая пачка 8 упорами 25транспортера 24 подается к пилам 22второго обрезного станка 20, гдепроизводится обрезка торцовых кромок.Обрезанная со всех сторон пачка 8доталкивателем 35, аналогично до 1065190талкиватепю 34, передается на роль- ганг 32, в зоне которого расположен подьемный стол 31 для Формирования стопы из обрезанных пачек 8. По мере поступления обрезанных пачек 8 стол 31 опускается на величину, равную толщине обрезанной пачки, После Формирования стопы обрезанного материала она передается на выносные рольганги 33. Линия может работать как в автоматическом, так и руч 10 ном режиме.Фиксация выходящей иэ первого обр езного станка пачки Фанеры на поворотном столе за счет синхронно перемещаемых навстречу друг другу упоров 29 исключает смешение находящихся в пачке листов Фанеры от сил инерции, возникающих при повороте стола, кроме того, ликвидирует возможное,.как правило, очень незначительное по величине смещение листов 1 которое может возникнуть при передаче пачек на стол упорами 37 доталкивателя 34.Использование изобретения повышает производительность и качество обработки.1065190 Соста Техре тель НПановТ,Иаточка ректор О, Била Швыдк"Патент", г, Уагород, ул. Проектная,иа Заказ 10973/16 Тира ВНИИПИ Государстве по делам изобрете 113035, Москва, Ф494 Подписноеного комитета СССРнй и открытийРаушская наб., д. 4/5
СмотретьЗаявка
3438911, 14.05.1982
ГОЛОВНОЕ КОНСТРУКТОРСКОЕ БЮРО ДЕРЕВООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ
ФОМИЧЕВ АЛЬБЕРТ АЛЕКСАНДРОВИЧ, СЕДОВ СЕРГЕЙ КОНСТАНТИНОВИЧ, ГЛАДЫШЕВ ВЛАДИМИР ПАВЛОВИЧ
МПК / Метки
МПК: B27B 5/06
Метки: линия, листовых, обрезки, форматной
Опубликовано: 07.01.1984
Код ссылки
<a href="https://patents.su/6-1065190-liniya-formatnojj-obrezki-listovykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Линия форматной обрезки листовых материалов</a>
Способ автоматического поддержания перпендикулярного положения оси шпинделя относительно поверхности стола станка

Номер патента: 452435
Опубликовано: 05.12.1974
Авторы: Новиков, Титов, Шашурин
МПК: B23B 25/06
Метки: оси, относительно, перпендикулярного, поверхности, поддержания, положения, станка, стола, шпинделя
...устройстве 3 синие относит з найти приме станкостроении, в части расточных станках и ко натно-изм льных машинах. Известны способ ческого родположения ы автомат кулярного тельно по ия перпен инделя отно держосила стних д ерхности стоения внутреннка путем перераспрееформаций. пособ отличается от изорпусные детали, опредеоси шпинделя, подвергаюких сил, величину и нагаемый ем, что Предстных оложениемеханич юши деиствиюправлени зависимос выбира ения ос которых и шпинделя.йоддерживат ны отклспособапряже от величФ озволяе ках деталеи.принципиальнлизации предла ие в ст ображен гоянное троистваособа.йство сои перпен ма у м ержит датчик 1 контро икулярное положение ос Устро лиру юши3гналы датчика включают электрический шаговый двигатель...
Устройство для отделения от стопы пачки листов

Номер патента: 927700
Опубликовано: 15.05.1982
Автор: Злотковский
МПК: B65H 3/32
Метки: листов, отделения, пачки, стопы
...подъемно-опорный элемент 7 с пакетом листов и поднимает его до касания с прижимными роликами 3. При этом пакет выгибается, захватные ролики 1 устанавливаются против прижимных роликов 3,талрепом 5 оба валика соединяютсямежду собой, сжимая края пакета(фиг.б), Величина сжатия Рс ,пакета зависит от физических свойствматериала листОв, наличия междулистами защитного покрытия - смазки и т.п. Сила сжатия обеспечивает неподвижность листов друг относительно друга (фиг.5), .После окончания сжатия краев выгнутого пакета болтами 16 освобождаются фиксаторы 6, связывающие верхние валики 3 с Г-образными упорами 2. Подъемно- транспортное средство 11 опускает на стол 1 средство 7 для изгиба пачки листов с пакетом листов, сжатых роликами 3 и 4...
Автоматическая линия для упаковывания штучных изделий в картонные пачки

Номер патента: 1782870
Опубликовано: 23.12.1992
Авторы: Дронченко, Пороховник
МПК: B65B 23/22
Метки: автоматическая, картонные, линия, пачки, упаковывания, штучных
...с воз направляющих 42 и 43, установленных с закс рядов по длине и ши ине.можностью группирования пачек в несколь- эором для прохождения и эагибания на них о Р я д е ширине. язычка клапана, и Г-образной пластины 44, с монтиЛиния состоит из рамы 1, на которой закрепленной консольно на шарнирнойрованы все исполнительные меха одной из направляющи 42оси низмы тих, а другимранспортера 2 для перемещения 40 концом связанной шарнирной осью 46 со сформированных коробок к рабочим пози- штоком 47 пневмоцилин ра 48 циям с по ом 3 и ио ми ву р м и приводом 4; механизма вокруг горизонтальной оси с возможнос ю ф р ро ания картонных пачек 5 из пред- контактирования с язычком клапана; мехать варительно вырубленных заготовок, вклю- низмазагйбания на...
Устройство для накапливания листового материала в стопу, например пачек бумаги

Номер патента: 152412
Опубликовано: 01.01.1962
Автор: Казанов
МПК: B65G 47/69
Метки: бумаги, листового, накапливания, например, пачек, стопу
...2 в крайнее верхнее положение.Устройство снабжено приводом 14 цепей с реверсивным механизмом 15, который, в свою очередь, имеет две электромагнитные муфты,обеспечивающие периодическое перемещение цепей в вертикальной плоскости. Электромагнитный тормоз 16 предназначен для остановки цепей.Работа устройства осуществляется следующим образом,При включении привода 14 вращение передается ведущему валу17 реверсивного механизма 15 и приводится электромагнитная муфтареверсивного механизма, передающая вращение валу 18, от которогочерез шестерни 19 вращение получают валы 20 цепей. Эти валы, вращаясь в противоположные стороны, поднимают полочки 2.В верхнем положении полочки 2 освобождают из зажима 6 очередную пачку 21 бумаги. В это же время...
Мерительная головка, преимущественно для измерения расстояний между осями рельсов подкрановых путей

Номер патента: 107861
Опубликовано: 01.01.1957
Автор: Такшеев
МПК: B61K 9/00, G01B 3/22, G01D 5/04
Метки: головка, между, мерительная, осями, подкрановых, преимущественно, путей, расстояний, рельсов
...пт 1)т) цмсет вид зубчатой )вухстороцце 1 рейки. Последняяняходцтся в зацепснии с зуочятымколесо) 9 ня Осц 1 О мк;зятсльнои 1стрелки 1 ц с одним гз цяпряв;яюпцх;3 уоятых ко,сс 12 цли 1:)в зависимости от того, прцменея,и готовка для правого ццсвогорельса подкрянового пути. Стрсгцс,перемспается по циферблату 14,защищенная стеклом 1) в оправке1 б, Осц 17 цяправляк)иих колес закреплены в корпусе 18 укязятс,я цего крьппкс 19.Ня мер цтельном штифте с помощью перестявцой обоймы 20 установлен также указатель 21, указательное острие которого расположено против измеритеьной линейки 22. Эта линейка устацовеня гястойке 1 с возможностьо перестановки в держателе 23 ц рсположсцд ГООизоцтс.ьцо,На стойке головки монтировяцялебедка с приводной...
Предыдущий патент: Лесопильная рама
Следующий патент: Шипорезный суппорт
Случайный патент: Резервная первичная батарея, активируемая морской водой