Способ автоматического управления процессом получения олефинов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
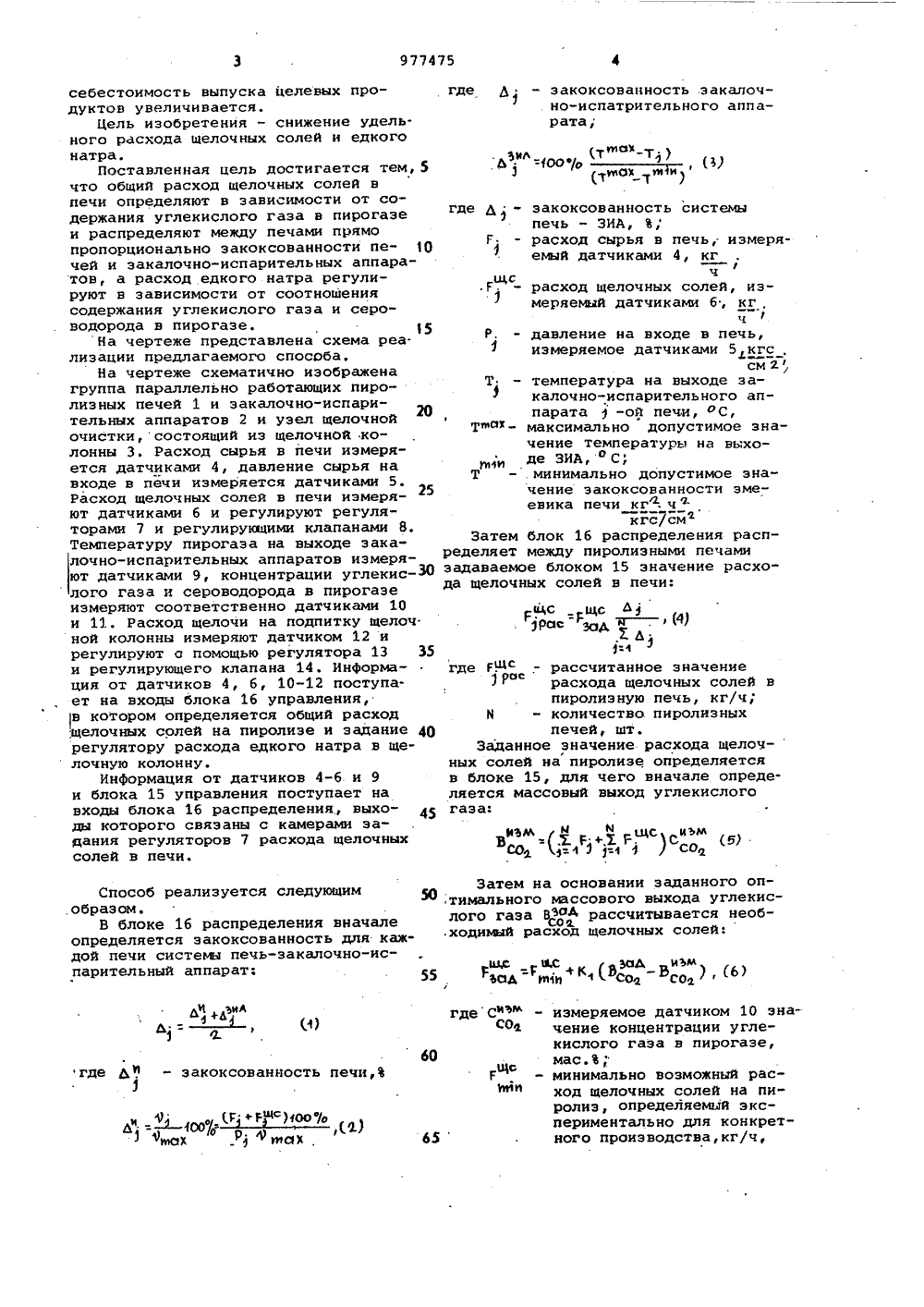
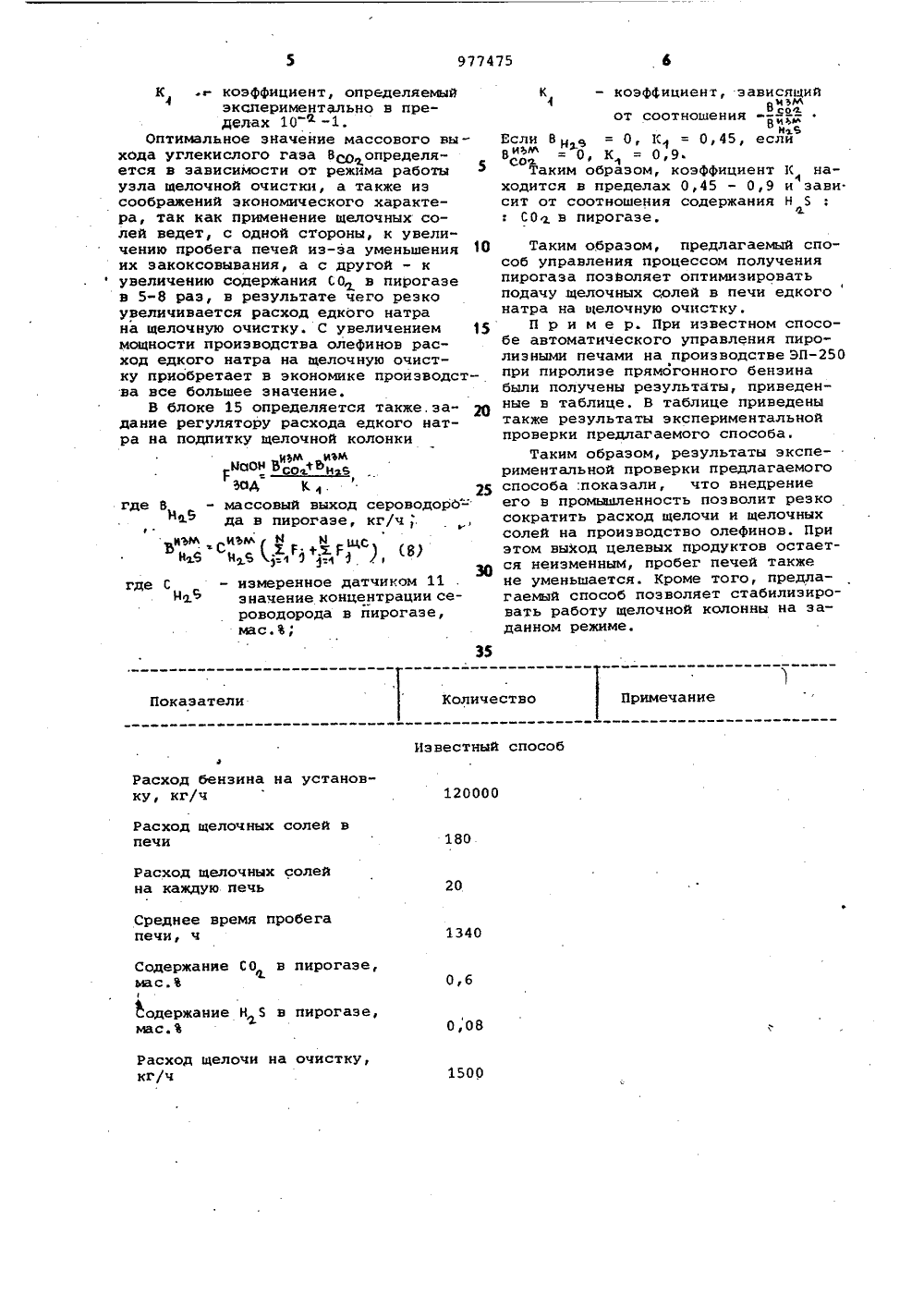
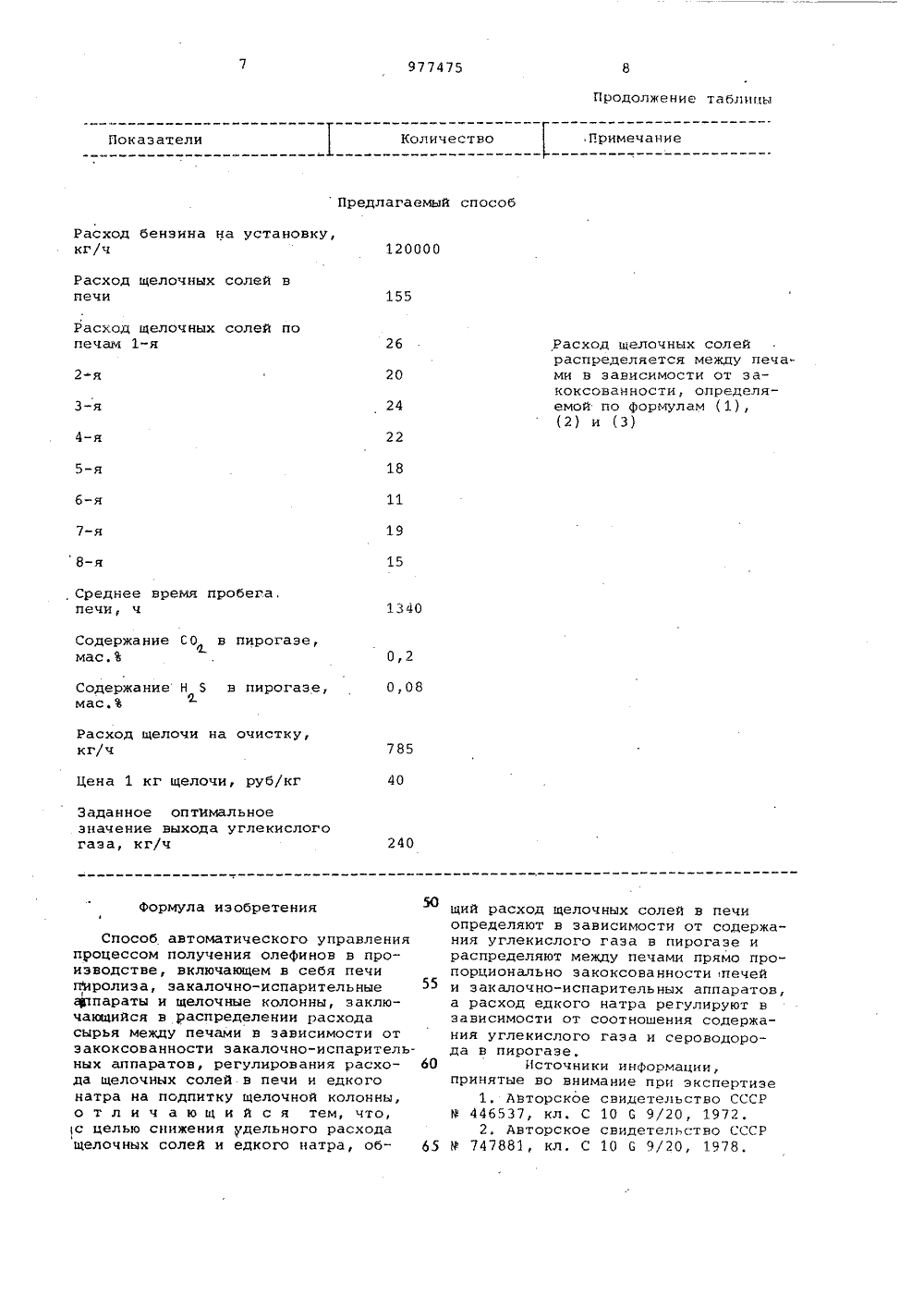
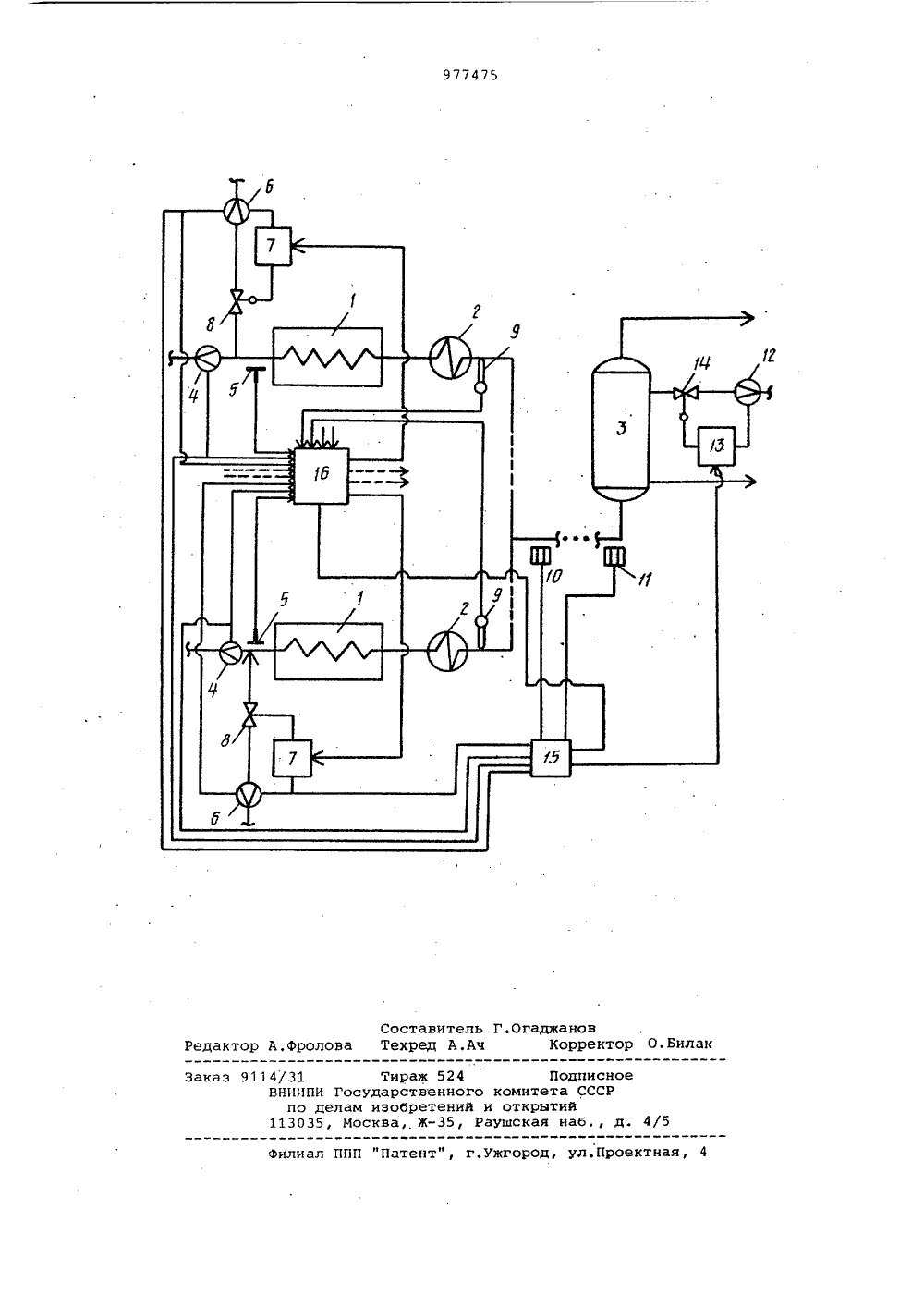
и 977475 ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскимиСоцналнстнческнкРеспублик й 1,.(Я 1 М. Кп.з С 10 С 9/20 С 05 0 27/00 с присоединением заявки Но -Государственный комитет СССР по делам изобретений и открытий(54) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ОЛЕФИНОВИзобретение относится к способам автоматического управления технологическими аппаратами в производстве олефинов и может быть-использовано при получении этилена, пропилена, бутиленов и других олефинов в химической и нефтехимической промышленности.Известен способ автоматического управления работой многопоточной пиролизной печи, служащей для переработки углеводородного сырья с последующей закалкой продуктов пиролиза в аппаратах эакалочно-испарительной системы, основанный на распределении расхода сырья в печи в зависимости от их закоксованности, характеризуемой соотношением давления на входах в отдельные печи и давлением перед всеми печами 11.Недостатком известного способа является то, что не учитываются режимы работы аппаратов эакалочно-испарительной системы, в которых, как показывает опыт эксплуатации, в наибольшей степени отлагается кокс, .являющийся одним из продуктов термического разложения углеводородов.В случае применения щелочных солей для снижения коксообразования это приводит к увеличению содержания углекислого газа в пирогаэе и соответственно к увеличению расхода едкого натра в колонну щелочной очистки пйрогаза.Известен также способ автоматического управления процессом получения олефинов в производстве, включающем в себя печи пиролиза, эакалочно-испарительные аппараты и щелочные колонны, заключающийся в распределении расхода сырья между печами в зависимости от закоксованности закалочноиспарительных аппаратов, регулировании расхода щелочных солей в печи и едкого натра на подпитку щелочной колонны21,Недостатком известного способа является то, что не предусматривается автоматическая подача щелочных солей в печи в зависимости от закоксованности их змеевиков и эакалочно-испарительных аппаратов и не регулируется общий расход щелочных солей в печи в зависимости от режима работы узла щелочной очистки. Все это ведет к тому, что режимы работы пиролиэныхпечей отличаются от оптимальных и увеличивается расход щелочи на очистку пирогаза, в результате чего(,1 Г +ГФф Р 4 Х,Х себестоимость выпуска целевых продуктов увеличивается.Цель изобретения - снижение удельного расхода щелочных солей и едкого натра.Поставленная цель достигается тем, 5 что общий расход щелочных солей в печи определяют в зависимости от содержания углекислого газа в пирогазе и распределяют между печами прямо пропорционально закоксованности пе чей и закалочно-испарительных аппаратов, а расход, едкого натра регулируют в зависимости от соотношения содержания углекислого газа и сероводорода в пирогаэе. 15На чертеже представлена схема реа лизации предлагаемого способа.На чертеже схематично изображена группа параллельно работающих пиролизных печей 1 и закалочно-испарительных аппаратов 2 и узел щелочной очистки,состоящий иэ щелочной колонны 3. Расход сырья в печи измеряется датчиками 4, давление сырья на входе в печи измеряется датчиками 5. Расход щелочных солей в печи измеряют датчиками б и регулируют регуляторами 7 и регулирующими клапанами 8. Температуру пирогаза на выходе эакалочно-испарительных аппаратов измеряют датчиками 9, концентрации углекис-ЗО лого газа и сероводорода в пирогаэе измеряют соответственно датчиками 10 и 11. Расход щелочи на подпитку щелоч ной колонны измеряют датчиком 12 и регулируют о помощью регулятора 13 35 и регулирующего клапана 14. Информация от датчиков 4, б, 10-12 поступает на входы блока 16 управления, в котором определяется общий расход щелочных солей на пиролизе и задание 4 О регулятору расхода едкого натра в щелочную колонну.Информация от датчиков 4-6 и 9 и блока 15 управления поступает на входы блока 16 распределения, выхо ды которого связаны с камерами задания регуляторов 7 расхода щелочных солей в печи. Способ реализуется следующим 50 образом.В блоке 16 распределения вначале определяется закоксованность для каждой печи системы печь-закалочно-испарительный аппарат;55- закоксованность печи где Ь - эакоксованность .закалочно-испатрительного аппарата; Ь ЧОО/о ", ( )и., 1 тфф-т ) )о е) где Л - закоксованность системыпечь - ЗИА, ,Г - расход сырья в печь, измеряемый датчиками 4, кг1щсГ - расход щелочных солей, измеряемый датчиками б, кг,ч )Р. - давление на входе в печь,измеряемое датчиками 5 кгс,см й,Т - температура на выходе эакалочно-испарительного аппарата 1 -ой печи, ОС,ТС 1"- максимально допустимое значение температуры на выходи .де ЗИА ОСТ - минимально допустимое значение закоксованности змеевика печи кг,чкгсс 7 смЗатем блок 16 распределения распределяет между пиролизными печамизадаваемое блоком 15 значение расхода щелочных солей в печи: Гцс щс д 3РОс эх.Ж)Р 1где ГЯс ; рассчитанное значение3расхода щелочных солей впиролизную печь, кг/ч;й - количество пиролиэныхпечей, шт.Заданное значение расхода щелоч-ных солей на пиролизе определяется в блоке 15, для чего вначале определяется массовый выход углекислого газа: Затем на основании заданного оптимального массового выхода углекислого газа В рассчитывается необсОэ.ходимый расход щелочных солей: гдеС" - измеряемое датчиком 10 значение концентрации углекислого газа в пирогазе, мас.%;Г - минимально возможный расщ" ход щелочных солей на пиролиэ, определяемый экспериментально для конкретного производства,кг/ч,977475 35 Примечание Количество Показатели Известный способ 120000 180 20 1340 О,б 0,08 1500 К .о- коэффициент, определяемыйэкспериментально в пределах 10-1.Оптимальное значение массового выхода углекислого газа ВСО определяется в зависимости от режима работыузла щелочной очистки, а также изсоображений экономического характера, так как применение щелочных солей ведет, с одной стороны, к увеличению пробега печей из-за уменьшения 10их закоксовывания, а с другой - кувеличению содержания СО, в пирогазев 5-8 раэ, в результате чего резкоувеличивается расход едкого натрана щелочную очистку. С увеличением 15мощности производства олефинов расход едкого натра на щелочную очистку приобретает в экономике производства все большее значение.В блоке 15 определяется также.за Одание регулятору расхода едкого натра на подпитку щелочной колонкииьм иэмооон Воо,фоьо к. 25где В - массовый выход сероводорд"-1 д 5 да в пирогаэе, кг/чУ30где С - измеренное датчиком 11значение концентрации сероводорода в йирогазе,маса% Расход бензина на установку, кг/ч Расход щелочных солей в печи Расход щелочных солейна каждую печь Среднее время пробегапечи, ч Содержание СО в пирогаэе,Ямас. ВСодержание Н 5 в пирогазе,мас.Ъ Расход щелочи на очистку,кг/ч К коэффициент, зависящийнот соотношенияО ф 2.Виьмн 6 Если Вн з = О, К 1 = 0,45, еслиТаким образом, коэффициент К находится в пределах 0,45 - 0,9 и зази. сит от соотношения содержания Н 5 1 СО р.в пирогазе,Я Таким образом, предлагаемый способ управления процессом получения пирогаза позволяет оптимизировать подачу щелочных солей в печи едкого натра на щелочную очистку.П р и м е р. При известном способе автоматического управления пиролизными печами на производстве ЭПпри пиролизе прямогонного бензина были получены результаты, приведенные в таблице, В таблице приведены также результаты экспериментальной проверки предлагаемого способа.Таким образом, результаты экспЕ- риментальной проверки предлагаемого способа:показали, что внедрение его в промьааленность позволит резко сократить расход щелочи и щелочных солей на производство олефинов. При этом вы 1 од целевых продуктов остается неизменным, пробег печей также не уменьшается. кроме того, предлагаемый способ позволяет стабилизировать работу щелочной колонны на заданном режиме.977475 Продолжение таблицы Количество Примечание Показатели Предлагаемый способ 120000 155 26 20 3-я(2) и (3) 4-я 22 18 5-я 6-я 7-я 15 8-я 1340 0,2 0,08 785 240 Формула изобретения Способ автоматического управления процессом получения олефинов в производстве, включающем в себя печи пиролиза, эакалочно-испарительные аппараты и щелочные колонны, заключающийся в распределении расхода сырья между печами в зависимости от эакоксованности закалочно-испарительных аппаратов, регулирования расхода щелочных солей в печи и едкого натра на подпитку щелочной колонны, о т л и ч а ю щ и й с я тем, что, с целью снижения удельного расхода щелочных солей и едкого натра, обРасход бензина на установку,кг/ч Расход щелочных солей впечи Расход щелочных солей попечам 1-я Среднее время пробега,печи, ч Содержание СО в пирогаэе,мас,% Содержание Н 5 в пирогазе,мас.Ъ Расход щелочи на очистку,кг/ч Цена 1 кг щелочи, руб/кг Заданное оптимальное значение выхода углекислого газа, кг/ч Расход щелочных солейраспрецеляется между печами в зависимости от закоксованности, определяемой по формулам (1),50щий расход щелочных солей в печиопределяют в зависимости от содержания углекислого газа в пирогаэе ираспределяют между печами прямо пропорционально эакоксованности печейи эакалочно-испарительных аппаратов,а расход едкого натра регулируют взависимости от соотношения содержания углекислого газа и сероводорода в пирогазе.60Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРР 446537, кл. С 10 6 9/20, 1972.2. Авторское свидетельство СССР 65 У 747881, кл. С 10 С 9/20, 1978.977475 Составитель Г.ОгаджановРедактор А.фролова Техред А.Ач Корректор О.Бил ак филиал ППП "Патент", г,Ужгород, ул.Проектная 114/31 ВНИПИ по д 113035Тираж 524 осударственного ам иэобретений МоскваЖ, Р Подписнокомитета СССРоткрытийушская наб., д
СмотретьЗаявка
3296227, 03.06.1981
ПРЕДПРИЯТИЕ ПЯ В-8296
АНАШКИН СЕРГЕЙ ГЕОРГИЕВИЧ, РОДНЫХ ЮРИЙ ВАСИЛЬЕВИЧ, КАФАРОВ ВЯЧЕСЛАВ ВИКТОРОВИЧ, ТУЧИНСКИЙ МАКС РАФАИЛОВИЧ, КУРИЦЫН ВЛАДИМИР АЛЕКСЕЕВИЧ, МЕЛЬНИКОВ СЕРГЕЙ ЕГОРОВИЧ
МПК / Метки
МПК: C10G 9/20
Опубликовано: 30.11.1982
Код ссылки
<a href="https://patents.su/5-977475-sposob-avtomaticheskogo-upravleniya-processom-polucheniya-olefinov.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического управления процессом получения олефинов</a>
Способ регулирования расхода топлива по фурмам доменной печи

Номер патента: 1765177
Опубликовано: 30.09.1992
Авторы: Бадин, Бузоверя, Гаврилов, Канаев, Крутась, Кулеш, Лозовой, Минаев, Приходько, Товаровский, Четыркин
МПК: C21B 7/24
Метки: доменной, печи, расхода, топлива, фурмам
...на головку сопла)-го фурменного прибора, Вт;сж - теплоемкость охлаждающей жидкости, Дж/(кг.ОС);30 п; - расход охлаждающей жидкости наголовку сопла)-го фурменного прибора, т/ч; а; - коэффициент теплоотдачи кон векций от дутья к водоохлакдаемой частиголовки сопла, Вт/м С;Л 11 - перепад температур охлаждающей жидкости на головку сопла, С; 11 хОд - температура охлаждающей жидкости на входе в водоохлаждаемую полость головки сопла, С;1 д - то же на выходе из головки сопла, С;1 д - температура дутья, С;1; - средняя температура охлаждающей жидкости на головку)-го фурменного прибора, С,55Р - площадь внутренней поверхности водоохлаждаемой головки сопла, м .Связь между коэффициентом теплоотдачи конвекций от потока дутья к водоохлаждаемым...
Способ получения двухосновных кислот из их щелочных солей

Номер патента: 124934
Опубликовано: 01.01.1959
Авторы: Иванова, Козаченко, Крысинский
МПК: C07C 51/02, C07C 55/02
Метки: двухосновных, кислот, солей, щелочных
...давлением СО до 40 атм. После этого раствор, вытесненный из соли адипиновой кислоты в растворителе, отфильтровывают через фильтр в автоклаве от кристаллического бикарбоната и непрореагировавшего адипата натрия. Растворитель затем отгоняют, а адипиновую кислоту перекристаллизовывают из водного раствора. Выход адипиновой кислоты составляет 89,39/о.П р и м е р 2. 5 г адипиновокислого натрия, 200 мл изобутилового спирта и 20 мл воды обрабатывают в течение 2 час. в автоклаве при температуре 18 под давлением 40 атм углекислым газом, После отделения бикарбоната и непрореагировавшей части соли адипиновой кисло124934 Предмет изобретения Способ получения двухосновных кислот из их щелочных солей, о тл и ч а и щ и й с я тем, что, с целью упрощения...
Устройство для регулирования расхода дутья через фурму доменной печи

Номер патента: 376446
Опубликовано: 01.01.1973
Авторы: Вител, Калмыков, Маковский, Шокул
МПК: C21B 7/24
Метки: доменной, дутья, печи, расхода, фурму
...состоит из распределительногоклапана 1 постоянного расхода, установленного на трубопроводе 2, подводящем нужноеколичество природного газа к фурме 3 по 0 средством рукавов 4 и 5, Рукав 4 представляет собой обычную линию подвода природного газа в полость фурмы, как это принятов практике доменного производства, Дополнительный рукав 5 соединен с коллектором б,5 вмонтированным в водоохлаждаемую частьфурмы и имеющим кольцевую щель 7. Образующая кольцевой щели наклонена под углом150 в 1 б 0 к оси потока воздушного дутья.Устройство работает следующим образом.0 При необходимости уменьшения расходадутья через фурму З,клапан 1 устанавливается в положение, при котором цужвое количество природного газа поступает в рукав 5,затем в...
Устройство для измерения расхода, скорости потока жидкости или газа

Номер патента: 238185
Опубликовано: 01.01.1969
Автор: Тара
МПК: G01F 1/64, G01F 1/68, G01P 5/10
Метки: газа, жидкости, потока, расхода, скорости
...малой рассеиваемой мощности от измерительного тока и отсутствия постоянной составляющей.11 а чертеже изООражена констр 5 кция датчи" ка предлагаемого устройства, где 1 - керамический диэлектрик конденсатора, 2 и 3 - обкладки тру очатого конденсатора, 4 и 5 - выводы обмотки нагревательного элемента,В предлагаемом устроистве температурноеполе конденсатора с диэлектриком из сегнетокеразНки зависит от его коэффициента епло Отдачи.Схема измерения состоит из двух электоичсских цепей: измерительной и подогревной. Измерительная цепь представляет собой генератор с частотозависимой связью, в цепь кото рой включен термоконденсатор, и с диэлектриком из сегнетокеразНки. ФункциОнальна 51 зависимость температура - частота определяется путем...
Способ получения сополимеров винилового спирта с щелочными солями акриловой и метакриловой кислоты

Номер патента: 486029
Опубликовано: 30.09.1975
Авторы: Алымов, Арбузов, Бузина, Газин, Нестеров, Панарин, Степанова, Файдель
МПК: C08F 27/16
Метки: акриловой, винилового, кислоты, метакриловой, солями, сополимеров, спирта, щелочными
...концентрации.П р и м е р 1. В аппарат, снабженный мешалкой и холодильником, помещают 450 кг (90 мол. %) винилацетата (ВА), 50 кг (10 мол, /о) метилакрилата (МА), 2,2 кг (0,4 % от суммы загруженных сомономеров) перекиси бензоила и 360 кг метанола. Полимеризацию ведут в течение 18 - 24 час до 95 - 98% превращения, после чего к реакционной смеси добавляют 1500 кг метанола и перемешивают до получения гомогенного раствора, затем добавляют при перемешивании,32,6 кг (0,1 моль от количества полученного сополимера) гидроокиси калия, растворенной в 360 кг метанола, Смесь нагревают до 30 - 35 С, создают вакуум 300 - 350 мм рт, ст. и перемешивают в течение 2 час, затем доводят вакуум до 400 мм рт. ст повышают температуру до 40 - 45 С и отгоняют...
Предыдущий патент: Дисперсионная среда буровых растворов на углеводородной основе
Следующий патент: Способ очистки масляных фракций нефти
Случайный патент: Червячная передача