Система автоматического регулирования профиля и формы полосы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
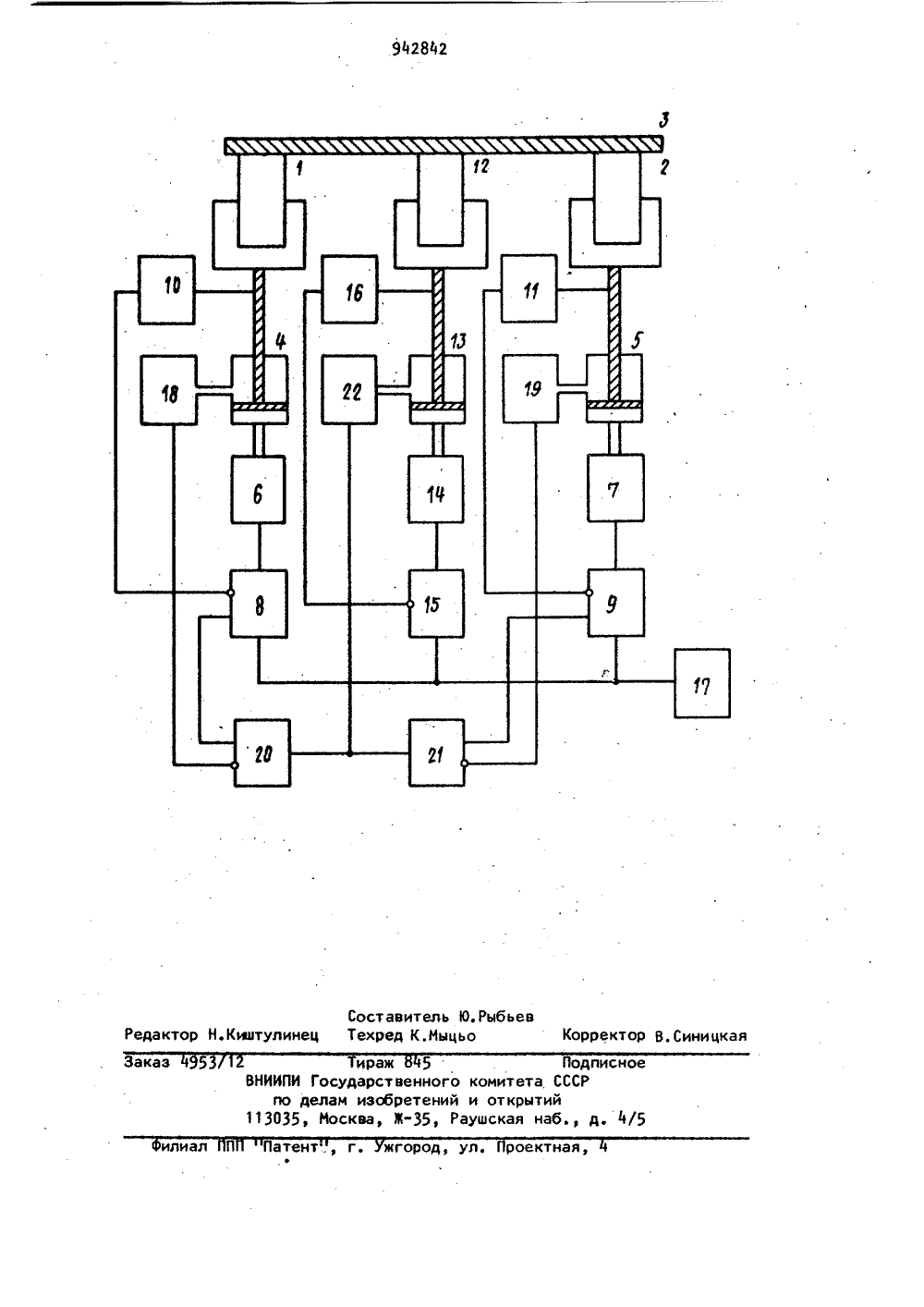
ОЬ ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветсиикСоциалистическиеРеспублнн и 942842(53) УДК 621771. .503.51(088.8) Опубликовано 15. 07. 82. Бюллетень И 26 Дата опубликования описания 15. 07, 82(54) СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОФИЛЯ И ФОРМЫ ПОЛОСЫ1Изобретение относится к прокатному производству, а именно к системам регулирования технологических параметров на станах холодной прокатки,Известно устройство для устранения волнистости и коробоватости листового проката, в котором регулирование профиля и формы полосы производится следующим образом. Лист размещается между двумя параллельными опорными плитами, в которых смонтировано большое количество равномерно расположенных гидродомкратов и зажимается в вертикальном положении. Каждый домкрат содержит щуп, измеряющий искажение формы, для чего щупы одновременно подводятся к поверхности проката с двух сторон. Полученная информация поступает в блок, 2 о который вычисляет величину хода и усилия правки для каждого домкрата. Включаются домкраты, расположенные только с выпуклой стороны поверхности, которые осуществляют местный прогиб проката в сторону, обратную выпуклости 1 1,Недостатками устройства являютсягромоздкость и сложность конструкции, введение процесса регулирования формы листа не в темпе с процессом его прокатки, а после пореза налисты и установки каждого из них вопорные плиты.Известно также устройство регу 1"лирования профиля и формы полосы,содержащее секционный измеритель натяжения по ширине полосы, электромагниты, блоки сравнения и регулиро"вания, которое по информации от секционного измерителя натяжения управляет секциями электромагнитов, создающих различные по ширине полосыместные натяжения в ней, тем самымустраняя искажения формы в процессепрокатки 2.Недостатками таких устройств является невозможность их использова 942842ния для регулирования формы полосиз немагнитных материалов (например,меди, латуни, алюминия), а такжезапаздывание управляющего воздействия при устранении искажений формы ЮполосыНаиболее близким к предлагаемомупо технической сущности и достигаемому результату является устройстводля регулирования плоскостности металлического листа при прокатке. Плоскостностью прокатываемого листа управляют путем изменения распределе"ния натяжения по ширине листа с помощью коротких роликов, установленных по середине и краям полосы. Этиролики механически связаны со штока-.ми гидроцилиндров, которые в своюочередь через регулятор связаны сдатчиками формы. По информации от дат-,вчиков формы, установленных на удалении от регулирующих роликов, гидроцилиндры через штоки перемещаютролики и устраняют искажения формыполосы ,25Однако это устройство характеризуется необходимостью использованияпри регулировании формы полосы датчиков формы, что приводит к усложнению конструкции, запаздыванием вотработке сигналов искажения профиля и формы полосы (величина запаздывания определяется расстоянием меж"ду измерительными и регулирующими роликами); недостаточной точностью регулирования вследствие наличия погрешности в оценке формы полосы. Этотнедостаток возникает из-за расположения измерительных роликов на расстоянии от регулирующих и являетсярезультатом. дополнительного перераспределения внутренних напряжений вполосе на удалении от очага деформа"ции в соответствии с принципом СенВенана.Цель изобретения - улучшение качества прокатываемой полосы за счетустранения запаздывания в оценке ирегулировании формы полосы. Указанная цель достигается тем, что в устройстве, содержащем ролики, установленные по краям полосы, механически связанные со штоками первого и второго гидроцилиндров, а также ролик, установленный по середине полосы и механически связанный со штоком третьего гидроцилиндра, дополнительно установлены по числу гидроц или ндро в дат чи ки положения, датчики давления, электрогидравлические преобразователи, а также сумматоры и задатчик положения, причем гидравлические входы, первого и второго гидроцилиндров через электро- гидравлические преобразователи соединены с электрическими выходами первого и второго сумматоров, инверсные входы первого и второго сумматоров подключены к выходам первого и второго датчиков положения, которые своими входами механически соединены со штоками первого и второго гидроцилиндров, гидравлический же вход третьего гидроцилиндра через электро- гидравлический преобразователь соединен с электрическим выходом третьего сумматора, инверсный вход третьего сумматора подсоединен к выходу третьего датчика положения, который своим входом механически связан со штоком третьего гидроцилиндра, первые прямые входы первого, второго и третьего сумматоров подключены к выходу задатчика положения, кроме того, гидравлические выходы первого и второго гидроцилиндров подсоединены ко входам первого и второго датчиков давления, электрические выходы которых подсоединены к инверсным входам четвертого и пятого сумматоров, а гидравлический выход третьего гидроцилиндра подсоединен ко входу третьего датчика давления, электрический выход которого подсоединен к прямым входам четвертого и пятого сумматоров, выходы которых соединены со вторыми прямыми входами первого и второго сумматоров.За счет использования одних и тех же роликов как для измерения искажений формы полосы путем обработки сигналов от дополнительно установленных датчиков давления в полостях гидро- цилиндров, так и для регулирования искажений формы полосы путем воздействия на ролики со стороны гидроцилиндров с использованием датчиков положения, сумматоров и электрогидравлических преобразователей достигается устранение запаздывания в оценке и регулировании формы полосы, что приводит к повышению ее качества.На чертеже изображена схема предлагаемого устройства.Система автоматического регулирования профиля и формы полосы со5 9428 держит ролики 1 и 2, расположенные по краям полосы 3, механически связанные со штоками гидроцилиндров 4 и 5, гидравлические входы которых через электрогидравлические 6 и 7 преобразователи связаны с электрическими выходами сумматоров 8 и 9, инверсные входы которых подключены к выходам датчиков 10 и 11 положения соответственно, которые своими входа- в ми механически связаны со штоками гидроцилиндров 4 и 5, ролик 12, расположенный по середине полосы 3 механически связан со штоком гидроцилиндра 13, гидравлический вход которого 1 через электрогидравлический 14 преобразователь связан с электрическим выходом сумматора 15, инверсный вход сумматора 15 подключен к выходу датчика 16 положения, который своим вхо дом механически связан со штоком гидроцилиндра 13, первые прямые входы сумматоров 8, 9 и 15 подключены к выходу задатчика 17 положения. Кроме того, гидравлические выходы гидро цилиндров 4 и 5 подсоединены ко входам датчиков 18 и 19 давления, электрические выходы которых подключены к инверсным входам сумматоров 20 и 21, а гидравлический выход гидроци- зо линдра 13 подсоединен ко входу датчика 22 давления, электрический выход которого подключен к прямым входам сумматоров 20 и 21,.выходы которых связаны со вторыми прямыми входамисумматоров 8 и 9.Устройство работает следующим об" разом.Перед началом прокатки ролики 1, 2 и 12, установленные на выходе из кле- в ти по середине и по краям полосы 3, находятся в крайнем нижнем положении. После заправки полосы 3 в последующую клеть или на моталку по команде от устройства наличия металла в вал ках последующей клети, или от датчика тока привода моталки подается сигнал из задатчика 17 положения через сумматоры 8, 9 .и 15 на входы электрогидравлических 6 7 и 14 преобразователей Выходной сигнал задатчика 17 положения характеризует заданное положение роликов 1, 2 и 12. воздействующих на прокатываемую полосу 3 с усилием , соответствующим заданному натяжению,Задание на исходное положение роликов 1, 2 и 12 выбрано по середине диапазона его возможного изменения. 42 6Под действием этого сигнала электро- гидравлические 6, 7 и 14 преобразователи изменяют давления в полостях гидроцилиндров 4, 5 и 13, вызывая перемещения их штоков, связанных с роликами 1, 2 и 12. Датчики 1 О, 11 и 16 положения механически связанные со штоком гидроцилиндров 4, 5 и 13 соответственно и характеризующие положение роликов 1, 2 и 12, вырабатывают сигналы отрицательной обратной связи по положению этих роликов и подают их на инверсные входы сумматоров 8, 9 и 15. В результате при прокатке ролики 1, 2 и 12 находятся на заданном уровне от нижнего исходного положения и воздействуют на полосу 3 при отсутствии искажений форимы типа "волна или "короб" с равными усилиями. При этом выходные сигналы датчиков 18 и 22 давления, которые гидравлически связаны с полостями гидроцилиндров 4 и 13, поступают соответственно на инверсный и прямой входы сумматора 20 и на выходе его связанном со вторым прямым входом сумматора 8, отсутствуют сигналы.Аналогично выходные сигналы датчиков 19 и 22 давления, которые гидравлически связаны с полостями гидроцилиндров 5 и 13 поступают, соответственно на инверсный и прямой входы сумматора 2 1 и на выходе его, связанном со вторым прямым входом сумматора 9, отсутствует сигнал,При появлении дефекта формы полосы 3 типа "волна", что сопровождается увеличением вытяжки и уменьшением натяжений по краям полосы по сравнению с ее серединой, уменьшаются усилия воздействия полосы 3 на ролики 1 и 2, расположенные по краям полосы 3 относительно усилия, воздействующего на ролик 12, что приводит к уменьшению величины сигналов на выходах датчиков 18 и 19 давления по сравнению с величиной сигнала на выходе датчика 22 давления, в результате чего на выходах сумматоров 20 и 21, появляются положительные сигналы по 1 ступающие на вторые прямые входы сумматоров 8 и 9Под действием этих сигналов электрогидравлические 6 и 7 преобразователи через гидроцилиндры 4 и 5, штоки которых связаны с роликами 1 и 2 увеличивают усилия воздействия роликов 1 и 2 на полосу 3 по ее краям, 7 9428 что приводит к такому перераспреде" лению удельных натяжений поширине полосы, которое посредством поперечного перераспределения деформации сплющивания в межвалковых зазорах 5 приводит к устранению дефекта формы полосы типа "волна".Аналогично при появлении дефекта формы полосы 3 типа "короб", что со" провождается уменьшением вытяжки и увеличением натяжений .по краям полосы по сравнению с ее серединой, увеличиваются усилия воздействия полосы на ролики 1 и 2, расположенные по краям полосы относительно усилия, 15 воздействующего на ролик 12, что привОдит к увеличению величины сигналов. на выходах датчиков 18 и 19 давлений, по сравнению с величиной сигнала на выходе датчика 22 давления, в: резуль о тате чего на выходах сумматоров 20 и 21 появляются отрицательные сигналы, поступающие на вторые прямые входы сумматоров 8 и 9.Под действием этих сигналов элект рогидравлические 6 и 7 преобразователи через гидроцилиндры 4 и 5, штоки которых связаны с роликами 1 й 2, уменьшают усилия воздействия роликов 1 и 2 на полосу 3 по ее краям, зв что приводит к такому перераспределению удельных натяжений по ширине полосы, которое посредством поперечного перераспределения деформации сплющивания в межвалковых зазорах приводит к устранению, дефекта формы полосы типа "короб".Экономический эффект от внедрения системы по предварительному расчету 400 тыс, руб. в гоД.4 вформула изобретенияСистема автоматического регулирования профиля и формы полосы, содержащая ролики, установленные по краям полосы, механически связанные со штоками первого и второго гидро- цилиндров, а также ролик, установлен" ный по середине полосы и механически связанный со штоком третьего гидроцилиндра, о т л и ч а ю щ а я с я тем, что, с целью .улучшения качества прокатываемой полосы за счетустранения запаздывания в оценке ирегулировании ее формы, в ней дополнительно установлены по числу гидроцилиндров датчики положения, датчики давления, электрогидравлическиепреобразователи, а также сумматорыи задатчик положения, причем гидравлические входы первого и второго гидроцилиндров через электрогидравлические преобразователи соединены с элек-трическими выходами первого и второгосумматоров, Инверсные входы первогои второго сумматоров подклюЧены к выходам первого и второго датчиков положения, которые своими входами механически .соединены со штоками первого и второго гидроцилиндров, гидравлический же вход третьего гидроцилиндра через электрогидравлический преобразователь соединен с электрическимвыходом третьего сумматора, инверсный вход третьего сумматора подсоединен к выходу третьего датчика положения, который своим входом механически соединен со штоком третьегогидроцилиндра, первые прямые входыпервого, второго и третьего сумматоров подключены к выходу задатчикаположения, кроме того, гидравлическиевыходы первого и второго гидроцилиндров подсоединены ко входам первогои второго датчиков давления, электрические выходы которых подсоединены кинверсным входам четвертого и пятого сумматоров, а гидравлический выходтретьего гидроцилиндра подсоединен ковходу третьего датчика давления, электрический выход которого подсоединен к прямым входам четвертого и пятого сумматоров, выходы которых соединены со вторыми прямыми входамипервого и второго сумматоров,Источники информации,принятые во внимание при экспертизе 1. Патент Японии Мф 52-2714,кл. 12 С 311, 1976. 2. Авторское свидетельство СССР М 523733, кл. В 21 В 7/06, 1974,3. Патент Великобритании И 1501836, кл. В 21 В 37/06, 1977,942842 Зэка ираж 5 НИИПИ Государственного комитпо делам изобретений и отк 13035, Москва, Ж"35, Раушска Патент г лиал од, ул. Проек едактор Н.Кинтулин Составитель Ю. РыбьТехред К.Мыцьо орректор В, Синицкая Подписноета СССРытийнаб., д, 4/5
СмотретьЗаявка
3223320, 26.12.1980
КИЕВСКИЙ ИНСТИТУТ АВТОМАТИКИ ИМ. ХХУ СЪЕЗДА КПСС
ЗАЛЕВСКИЙ ЕВГЕНИЙ АЛЕКСЕЕВИЧ, ЦВЕТКОВ ВАЛЕРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B21B 37/28
Опубликовано: 15.07.1982
Код ссылки
<a href="https://patents.su/5-942842-sistema-avtomaticheskogo-regulirovaniya-profilya-i-formy-polosy.html" target="_blank" rel="follow" title="База патентов СССР">Система автоматического регулирования профиля и формы полосы</a>
Устройство для демпфирования колебаний

Номер патента: 598022
Опубликовано: 15.03.1978
Автор: Рыбников
МПК: G05B 13/02
Метки: демпфирования, колебаний
...прошедший через сумматор 18, закрывает первь 1 й ключ 14. Выходной сигнал амплитудного детектора 1 Д открывает третий и четвертый ключи 16, 17,При этом цепь канала подстройки частоты20 замыкается, цепь канала 22 подстройкиамплитуды размыкается, цепь канала 21 подстройки фазы остается разомкнутой. На выходе смесителя 10 образуется сигнал частоты Ь (й, равный разности частот внешнего возмущения на систему 5 и сигнала генратора 9. Указанный сигнал преобразуется .частотным детектором 11 в сигнал управления, который через четвертый ключ 17 по.ступает на вход первого блока управления6. Блок управления 6 осуществляет изменение частоты сигнала генератора, устраняющего наличие сигнала Ь аПри Ь д щ 0 выходные сигналы смесителя 10 и частотного...
Корреляционное устройство для определения задержки

Номер патента: 1051545
Опубликовано: 30.10.1983
Автор: Кедо
МПК: G06F 17/15
Метки: задержки, корреляционное
...вторые входыпервого, второго и третьего блоковвычитания подключены соответственнок выходам второго, первого и третьего регистров сдвига, тактовые входыкоторых объединены и подключены квыходу перь го элемента И, второйвход которого подключен к выходу второго дешифратора, выход первого регистра сдвига соединен с информационным входом второго регистра сдвига,выход которого соединен с информационным входом третьего регистоа сдвига, выходы группы младших разрядовреверсивного счетчика и выход управляемого делителя частоты являютсявыходом устройства. Кроме того, блок коррекции содержит первый и второй элементы сравнения, первый, второй и третий элементы НЕ, первый и второй элементы И, выходы которых являются соответственно первым и...
Устройство для измерения и контроля параметров электрооборудования

Номер патента: 1343494
Опубликовано: 07.10.1987
МПК: H02H 3/38
Метки: параметров, электрооборудования
...2 д Р 5 КоэфФициент передач су торов38-43 выбираются согласно выражениям(1) - (6) .Напряжения с выходов блоков 3 обработки входных сигналов блоков 4междуфазных составляющих и блоков 5симметричных составляющих поступаютна входы соответствующих измерителей16 параметров блока 6 определения пареметров.Выходные напряжение измерителей 16параметров пропорциональны амплитудампервичных Фазных, междуфазных и симметричных составляющих токов и напряжений, активным и реактивным сопротивлениям и т.д,40Перечисленные параметры определяются в блоке б определения параметров с помощью реализации аналоговымиперемножителями сигналов и операционными усилителями действий умноже 4 Бния, деления извлечения квадратногокорня, суммирования и т.д. над входными...
Устройство для вычисления степенной функции
Номер патента: 1348831
Опубликовано: 30.10.1987
Авторы: Валов, Виткин, Герасимов, Кубовэ
МПК: G06F 7/552
Метки: вычисления, степенной, функции
...основан на том, что при режиме возведения в квадрат после завершения цикла вычисления содержимое прямых выходов счетчика 2 является корнем квадратным от величины, снимаемой с выходов накапливающего сумматора 4.Режим 2-ой извлечения квадратного корня задается нулевым сигналомБЯ =0 с входа 18 режима устройства.В этом режиме единичным сигналомс пятого выхода 4 блока 7 управления мультиплексор 15 подключает навторой вход первой схемы 1 сравнениявыход комбинационного сумматора 17,коммутатор 16 подключает на выход19 результата прямой выход счетчика2, на второй вход схемы 14 сравнения .выход накаплицаюшгго сумматораВ результате таких подключений цавторые входы схем 14, 1 сравнениябудут подаватгся значеция, гоответствующгц концам...
Устройство для считывания графической информации

Номер патента: 667977
Опубликовано: 15.06.1979
Авторы: Давейнис, Маньшин, Тормышев
МПК: G06K 11/00
Метки: графической, информации, считывания
...координате Х, то (после определения первой пары координат) при перенесении прямого кода содержимого счетчика 10 в сумматор 11, в нем будет установлено значение числа, пропорциональное координате У и наоборот,Если в сумматоре 11 находилось значение числа, пропорциональное координате У, то при перенесении содержимого счетчика 10 с инверсных выходов в обратном коде в сумматор 11, в последнем будет установлено значение числа, пропорциональное координате Х.Действительно, пусть считывающий элемент 3 установлен на поверхность планшета 1. При возбуждении координатной шины Х счетчик 10 устанавливается в нулевое состояние. Перенос содержимого счетчика 10 в сумматор 11 (нулевой код) не меняет содержимого сумматора 11, и начиная с номера шины Х+1 в...
Предыдущий патент: Устройство для регулирования натяжения полосы на непрерывном прокатном стане
Следующий патент: Устройство для изменения расстояния между валками
Случайный патент: Способ обработки изделий на поточно-глобоидном технологическом модуле