Способ изготовления нетканого ворсового материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1744156
Авторы: Галинская, Россиневич, Семенов, Цыплаков
Текст
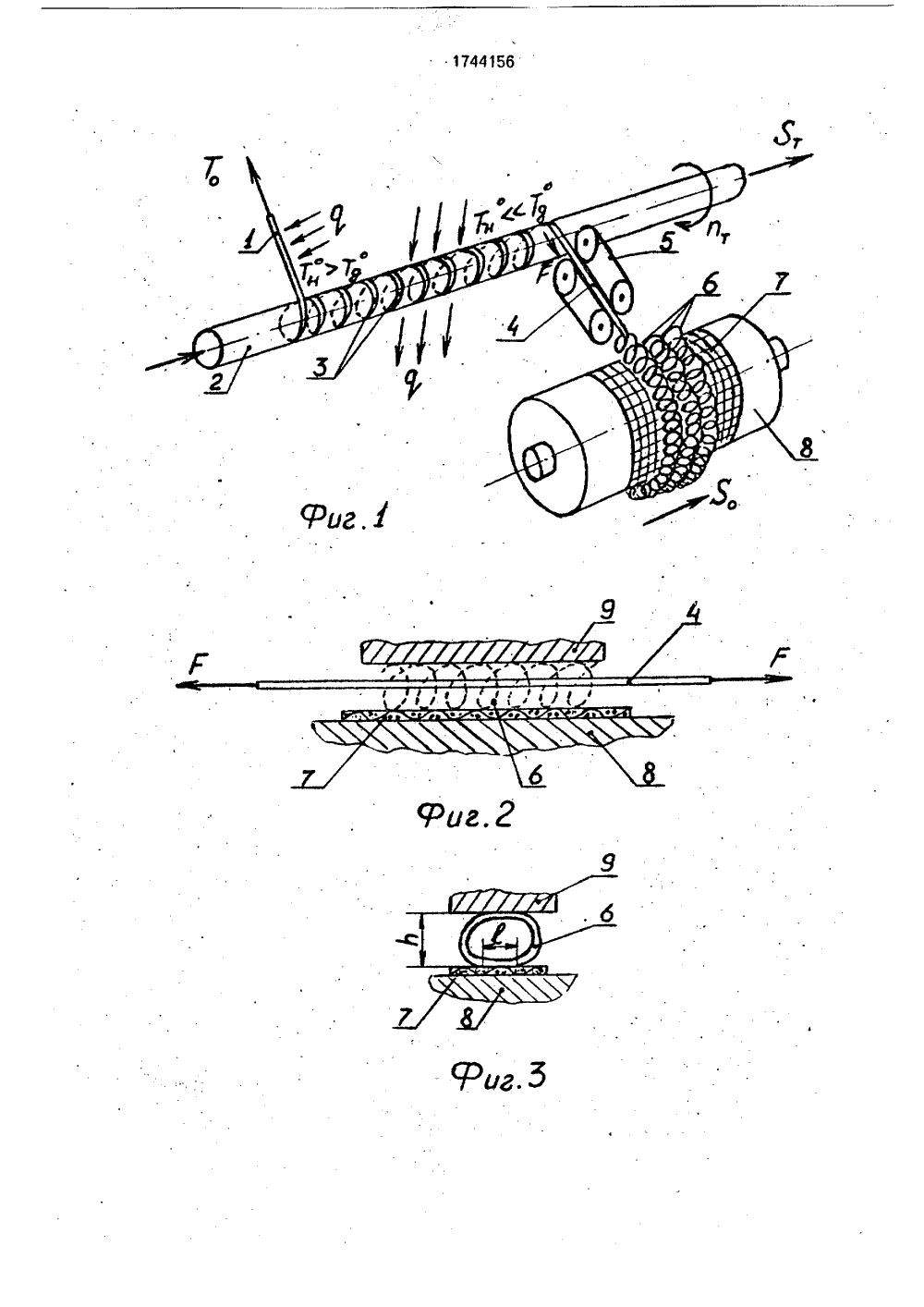
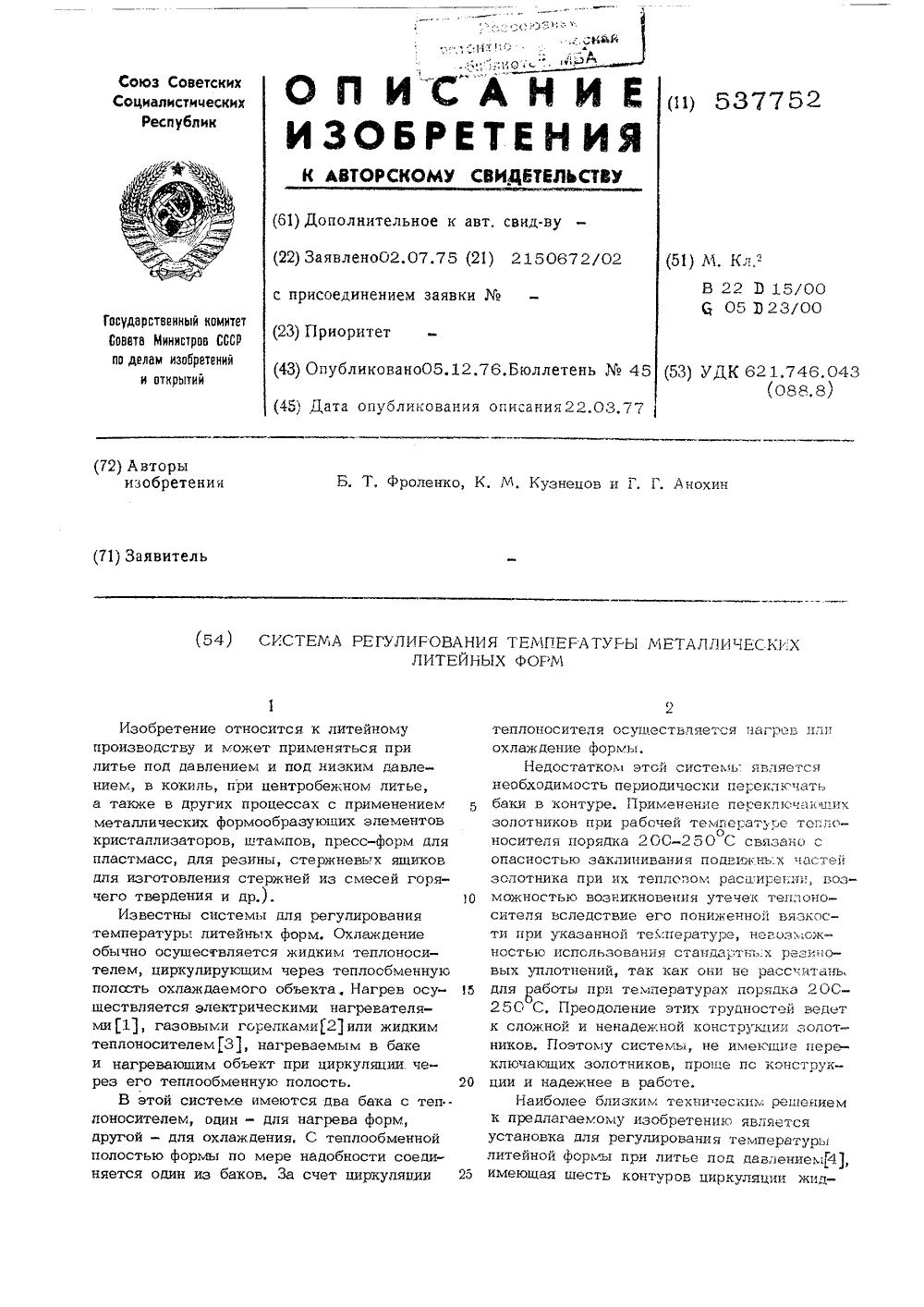
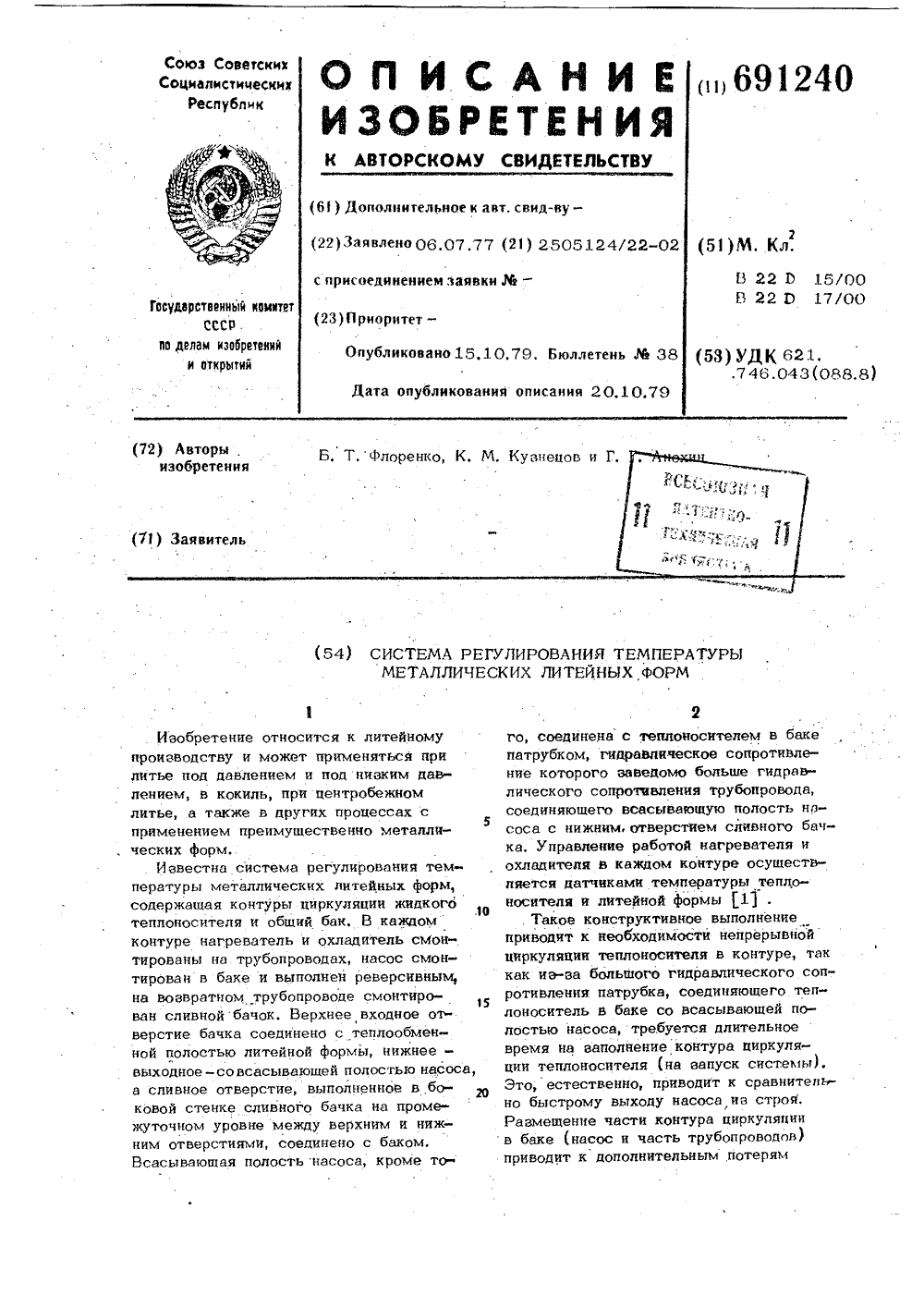
(31)з О 04 Н 1 ИЗОБ Я С)ПИСА ВУ ЕТЕЛ АВТОРСКОМУ 6 одствубыть рсовых онных нного ия ворсового ющий обмотку в виде планок окон, установнанесенным ние клеевого ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР(71) Ленинградский механический институтим, Маршала Советского Союза УстиноваД.ф.(56) Авторское свидетельство СССРМ 382781, кл. О 04 Н 11/04, 1973,Авторское свидетельство СССРЬЬ 825727, кл, О 04 Н 11/04, 1978,(54) СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ВОРСОВОГО МАТЕРИАЛА(57) Использование: область производстванетканого ворсового материала, Сущность .изОбретения: способ состоит иэ операцийформирования спиральной волокнистойленты путем обмотки жгутом из волокнистоИзобретение относится к произв нетканых ворсовых изделий и може использовано для изготовления во теплоизоляционных и звукоизоляц материалов и покрытий из искусств волокна, а также искусственного мех Известен способ получе нетканого материала, включа ворсообразующих элементов жгутом из искусственных во ку этих планок на основу клеевым подслоем, отвержд подслоя и удаления планок. го материала формообразующего транспортера, выкладки ленты на основе и скрепления с нею. Лентообразующий волокнистый материал нагревают выше температуры стеклования его и наматывают на формооб-. разующий транспортер с натяжением, составляющим 30-50 от усилия разрыва материала при данной температуре, Полученную спиральную волокнистую ленту охлаждаютдо температуры ниже температуры стеклования материала ее волокон для придания ей свойства памяти формы и затем вытягивают прямолинейный жгут, который помещают в зазор между основой и формующей поверхностью и, снимая растягивающие усилия, восстанавливают спиральную форму волокнистого жгута, витки которого, заполняя зазор, принимаются силами упругости к основе и склеиваются с ней. 1 з.п. ф-лы, 3 ил. Недостатком способа являются прерывистость процесса и низкая производительность труда вследствие дискретности операций: формование ворса на планках, скрепление ворса с основой и удаление планок. Каждая из указанных операций требует самостоятельного устройства для ее осуществления и транспортировки планок от устройства к устройству, причем отдельные операции и весь процесс в целом сложно автоматизировать. Другими недостатками известного способа являются ограниченные технологические возможности при формовании текстуры (рисунка) ворсового матери1744156 ала, поверхностный рисунок которого определяется формой ворсообразующих планок.Наиболее близким к предлагаемому является непрерывный автоматизированый способ получения нетканого ворсового материала, включающий укладку основы с клеевым слоем на круглую вращающуюся оправку и непрерывную намотку на основу спиральной волокнистой ленты, которую формируют путем обмотки нитью формообразующего транспортера, и прижимают к основе одной иэ ветвей этого транспортера,Недостатками способа являются ограниченные технологические воэможности при формировании текстуры (рисунка) ворсового материала, обусловленные невозможностью получения текстуры ворсового материала, отличной от линейчатых полосатых рисунков, а также невозможностью изготовления многослойных нетканых ворсовых материалов и изделий. Технологическая возможность изменять и разнообразить рисунок текстуры ворсового покрытия отсутствует, что ограничивает ассортимент выпускаемой продукции и снижает потребительский спрос на нее.Цель изобретения - расширение технологических возможностей и ассортимента изготавливаемой продукции,Поставленная цель достигается тем, что согласно способу изготовления нетканого ворсового материала, включающему формирование спиральной волокнистой ленты путем обмотки нитью формообразующего транспортера, выкладку спиральной волокнистой ленты на основе и склеивание с нею, лентообразующую волокнистую нить нагревают до температуры, превышающей температуру стеклования ее волокнистого материала, и наматывают на формообразующий транспортер с натяжением, равным (ЗО - 50)ь от усилия разрыва нити при данной температуре, полученную спиральную волокнистую ленту охлаждают на формообразующем транспортере по крайней мере до температуры ниже температуры стеклования материала нити для придания ей свойства "памяти формы", а затем вытягивают спиральную волокнистую ленту в прямолинейную нить и помещают ее в зазор между основой и формующей поверхностью технологической оснастки, после чего снимают растягивающие усилия. Под действием внутренних сил собственной упругости происходит восстановление спиральной формы волокнистой нити. Высота зазора между основой и формующей поверхностью технологической оснастки должна быть меньше диаметра витков спиральной волокнистой ленты. Благодаря этому при восста 4новлении спиральной формы волокнистойнитью витки ее оказываются приплюснутыми и принимаются к основе силами собственной упругости. Усилие прижима витков5 спиральной волокнистой ленты к основе необходимо для получения высококачественного прочного склеивания их, и регулируютего путем изменения величины сплющивании .витков. Изменяя величину сплющива 10 ния витков спиральной волокнистой ленты,регулируют одновременно поверхностьконтакта (т.е. поверхность склеивания) витков с основой. Изменяя длину контакта каждого витка спиральной волокнистой ленты с15 основой, регулируют высоту ворсового материала и прочность скрепления волокнистых петель с основой ворсового нетканогоматериала,В зазор между основой и формующей20 поверхностью технологической оснасткиспиральная волокнистая лента может бытьуложена параллельными рядами с получением линейно-полосчатых текстур ворсово. го нетканого материала, по эквидистантным25 синусоидам с получением волнообразнойполосатой текстуры. Непрерывная спиральная лента, укладываемая в зазор произвольным образом, позволяет. получатьразнообразные неповторяющиеся рисунки30 текстуры ворсового нетканого материала,подобно естественному каракулю, а по Архилидовой спирали - спиральные текстурыи т.д. Для получения многослойных нетканых ворсовых материалов в зазор вводят35 одновременно несколько слоев растянуты(полностью или частично) спиральных волокнистых лент и, снимая затем одновременно усилия растяжения со всехспиральных лент или последовательно по40 слоям, формируют многослойную ворсовуюструктуру нетканого ворсового материала.Для расширения технологических возможностей предлагаемого способа уп ругуюспиральную ворсовую ленту, вытянутую в45 прямолинейную нить, сматывают в компактные бобины (катушки, шпули), которыеудобны для хранения, накопления производственных заделов транспортировки ииспользования непосредственно на трудно 50 доступных и крупных объектах для формирования звуко- и теплозащитного ворсовогопокрытия по месту эксплуатации, В подобных случаях в труднодоступные места стационарных объектов доставляют бобины из55 растянутых в нити упругих спиральных ворсовых лент, обладающих "памятью" формы,сматывают растянутые ленты с бобин и после восстановления ими спиральной формыприклеивают их к защищаемой поверхностиили покрытию, выполняющим роль основы.Подобным образом могут быть организованы специализированные производстаа(участки, цеха, предприятия) по раздельному производствуупругих спиральных волокнистых лент и нетканых ворсовых материалов 5 (изделий).На фиг,1 показана принципиальная схема способа изготовления нетканого ворсового материала непрерывным методом; на фиг,2 - схема восстановления растянутой 10 спиральной лентой своей первоначальной спиральной формы в технологическом зазоре; на фиг.З - схема создания контактного усилия для приклеивания витков спираль-. ной ленты к основе за счет сил их собствен ной упругости.П р и м е р 1, Жгут 1 из органического волокна СВМ нагревают с помощью источника инфракрасного излучения (р) до температуры 15+5 С и с натяжением Т - 20 (0,3 - 0,5)Тр наматывают на вращающийся и перемещающийся вдоль своей оси стальной цилиндрический транспортер 2 (фиг.1). Тр - усилие разрыва жгута при 150 +5 С; Диаметр формообразующего транспортера оп ределяет размер витков формируемой волокнистой спиральной ленты 3, а соотношение частоты вращения транспортера пт и его продольной подачи Ь определяет шаг волокнистой спирали. 30 Под действием силы натяжения жгута Т происходит переориентация фибрилярной структуры арамидных волокон, и сбздаются радиальные контактные давления на 35 поверхности сопряжения витков жгута СВМ и формообразующего транспортера. Под действием радиального давления происходит уплотнение волокон в структуре жгута и создания консолидированного состояния, 40 когда элементарные волокна в жгуте оказываются скрепленными между собой достаточно прочными связями, В результате после охлаждения жгут приобретает упругость и "память" формы. Для увеличения 45 эффекта "памяти" формы можно использовать крученые жгуты. С увеличением числа кручений (скрутки) жгута эффект памяти формы у формируемой спиральной ленты возрастает, Охлаждение спиральной волок нистой ленты производят на формообразующем транспортере, чтобы зафиксировать точные геометрические и размерные параметры спиральной ленты. Охлаждение выполняют обдувом холодным воздухом. 55 Возможно также охлаждение посредством пропускания через внутреннюю полость транспортера охлаждающего агента, например, воды,Охлажденную спиральную ленту 3 сматывают с транспортера, распрямляют в прямолинейный жгут 4 с помощью тянущего устройства 5 и подают в виде спирально- винтовой ленты 6 на основу 7, закрепленную на вращающейся оправке 8. При входе из тянущего устройства 5 усилия растяжения перестают действовать на жгут 4 и оно под действием внутренних упругих напряжений ("памяти" формы) восстанавливает свою спиральную конфигурацию. Восстановленную спиральную ленту 6 укладывают на вращающуюся основу 7 и приклеивают к ней,П р и м е р 2. В отличие от рассмотренного примера 1 спиральную ленту, растянутую в прямолинейный жгут 4, подают в зазор между основой 7 изготавливаемого ворсового материала и формирующей,поверхностью 9 технологической оснастки, Затем отрезают стержни мерной длины, которые, утратив воздействие растягивающих усилий, стремятся восстановить спиральную конформацию волокнистой ленты 3 и превратиться в спирально-волонистые ленты 6 (фиг.2 и фиг.З). Высоту зазора и принимают меньше диаметра спиральной ленты 3, благодаря чему витки восстановленной спиральной ленты 6 оказываются приплюснутыми. Изменяя высоту и, регулируют длину(см. фиг.З) поверхности склеивания витков спиральной ленты 6 с основой, а следовательно, и прочность скрепления витков ворса с основой. Изменением высоты зазора и регулируют также и усилие прижатия витков спиральной ленты к основе,Использование предлагаемого способа изготовления нетканого ворсоаого материала позволяет по сравнению с известными способами существенно расширить технологические возможности изготовления нетканых ворсовых материалбв и значительно увеличить их ассортимент благодаря появлению возможностей изготовления ворсовых материалов не только однослойных прямолинейно-полосатой текстуры, но и аолонообрээно-полосатого рисунка, спирально-круговой текстуры,текстуры естественного каракуля и любые другие не- повторяющиеся по рисунку или стереотипные текстуры,Предлагаемый способ позволяет изготавливать ворсовые нетканые материалы не только нэ наружной цилиндрической вращающейся подложке, Он позволяет наносить ворсовый покров и нэ внутренние вращающиеся и неподвижные поверхности, и нэ наружные поверхности сложной кривизны (парэболоиды, овалоиды и т.п.), нэ плоско 174415610 15 20 25 30 ного ворсового материала и ассортимент 40 сти и многогранные поверхности, а также формировать ворсовые покрытия в полостях с поднутрением, в узких щелях на бугристых поверхностях.Предложенный способ сделал возможным изготавливать многослойные ворсовые материалы, обладающие высокими звукоизоляционными, теплоизоляционными и амортизирующими свойствами. Вместе с тем он позволяет в отличи от прототипа организовать раздельное производство. заготовки ворсовой спиральной ленты и изготовление из них ворсовых материалов по месту использования непосредственно на объектах тепловой или шумозащиты.Таким образом, предложенный способ изготовления ворсовых нетканых материалов пополняет арсенал технологических средств производства, причем весьма эффективных, обладающих очень широкими технологическими воэможностями, что делает его практически универсальным, легко настраиваемым и перенастраиваемым на различные виды продукции, что делает его гибким и легко управляемым. В предлагаемом изобретении благодаря тому, что ворсообраэующую нить из искусственного волокна перед намоткой на формообразующий транспортер нагревают выше температуры стеклования материала волокон, а затем охлаждают на транспортере ниже температуры стеклования спиральная ворсовая лента приобретает свойство "памяти формы", что позволяет снимать ее с транспортера не только вдоль оси, но и путем поперечной размотки, вытягивая при этом спираль в натянутую нить, Благодаря этому существенно расширяются технологические возможности изготовления неткаизготавливаемой продукции, В частности может быть использован непрерывный автоматизированный способ изготовления ворсового нетканого материала или, наоборот, дискретный его вариант, когда получаемую спиральную ленту не сразу подают на основу ворсового нетканого материала, а предварительно сматывают в катушки. Таким образом, расширяется арсенал технологических методов производства и его технологические воэможности.Благодаря тому что спиральную ленту вытягивают в прямолинейную нить, уменьшается ее уладка на основу, укладка ее в зазор между основой и формующей поверх 50 55 ностью такжерасширяет арсенал методов нанесения и формования ворсового слоя, одновременно возникает воэможность формировать в зазоре не только однослойные, но и многослойные структуры ворсового покрытия, варьировать. усилие и поверхность склеивания витков ворса и основы, т,е. варьировать прочность их скрепления. Путем "набивки" зазора спиральной лентой можно получать любой рисунок текстуры ворсового покрытия, т.е. расширяются технологические воэможности производства нетканого ворсового материала разнообразных рисунков текстуры (например, искусственного меха), ворсовых материалов многослойной структуры, производство не только готовой продукции, но и ее полуфабрикатов, Расширяется ассортимент изготавливаемой продукции и расширяется потребительский спрос на продукцию, изготавливаемую предлагаемым способом.формула изобретения 1, Способ .изготовления нетканого ворсового материала, включающий формирование жгута из волокнистого материала в спиральную ленту путем обмотки жгутом Формообразующей оправки, выкладку спиральной ленты на основу и склеивание с нею, о т л и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей и ассортимента изготавливаемой продукции, лентообразующий волокнистый жгут нагревают до температуры выше температуры стеклования материала и наматывают на формообразующую оправку с натяжением, равным ЗОот усилия разрыва .жгута при данной. температуре, полученную спиральную ленту охлаждают на Формообразующей оправке по крайней мере до температуры, ниже температуры склеивания материала жгута, а затем вытягивают спиральную ленту в прямолинейный жгут и помещают его в зазор между основой и формующей поверхностями, снимают растягивающие усилия, вызывая упругое восстановление спиральной формы жгута, при котором витки спирали силами собственной упругости прижимаются один к другому и к основе, обеспечивая необходимые усилия и поверхности контакта вит-. ков ленты для склеивания их с основой.2. Способ по п.1,отл ич а ю щи йс я тем, что упругую спираль, вытянутую в прямолинейную нить, сматывают в компактные бобины для хранения и транспортировки,
СмотретьЗаявка
4834346, 04.06.1990
ЛЕНИНГРАДСКИЙ МЕХАНИЧЕСКИЙ ИНСТИТУТ ИМ. МАРШАЛА СОВЕТСКОГО СОЮЗА УСТИНОВА Д. Ф
ГАЛИНСКАЯ ОЛЬГА ОЛЕГОВНА, РОССИНЕВИЧ АЛЕКСАНДР ЮРЬЕВИЧ, СЕМЕНОВ ЮРИЙ ВЛАДИМИРОВИЧ, ЦЫПЛАКОВ ОЛЕГ ГЕОРГИЕВИЧ
МПК / Метки
МПК: D04H 11/04
Опубликовано: 30.06.1992
Код ссылки
<a href="https://patents.su/5-1744156-sposob-izgotovleniya-netkanogo-vorsovogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления нетканого ворсового материала</a>
Скользящий прибор для измерения температуры стеклянной ленты при ее вытягивании

Номер патента: 34711
Опубликовано: 28.02.1934
Автор: Бромлей
МПК: C03B 15/02
Метки: вытягивании, ленты, прибор, скользящий, стеклянной, температуры
...(соответственно лмоно"-или гипертермопаре") ниппелями 4 и 5. Последние, будучи связаны между собой зубчатками б и 7, раздви- гаются, как указано на фиг, 2, стрелками, зажимами 8 и 9, вращаемыми карданным валом 1 О.Несущая указанное устройство рамка 11 устанавливается на пустотелой рукоятке 72 параллельно поверхности стекла, или под наивыгоднейшим углом к ней путем вращения ее на оси 13 шарнирными тягами 15, 15 и трубчатой тягой 1 б, один конец которой 1 ба рас. положен вне прибора.Спаи ветвей 2 и 3 термопары на поверхности ленты 1 защищаются от действия газов и лучистой теплоты дублированным асбестовой, волокнисто- стеклянной или иной изоляцией 78 выпуклым слюдяным экраном 19, прижимаемым к ветвям рычагом 20, вращаемым на оси 13...
Устройство для измерения температуры движущейся ленты

Номер патента: 445859
Опубликовано: 05.10.1974
Авторы: Колесников, Попов, Черкасов
МПК: G01K 13/04
Метки: движущейся, ленты, температуры
...все но. ,той устройство снабжено двумя пеложительные электроды выведены на ремещающимися валиками, которые соответствующие сегменты разрезно- изменяют угол охвата измерительного кольца по количеству спаев,в от ного валика лентой.рицательные термоэлектроды - йа- Устройство работает следующим сплошное кольцо. образом.Измерение температуры проис- Лента, проходя вдоль измеритель ходит в точках контакта рабочих ного валика и вращая его,нагреваспаев многоснайной термопары и 20 ет рабочие спаи термопар до собдвижущейся ленты. ственной температуры. Образующаясяа чертеже изображено предлага- термо- э.д.с, по термоэлектродам емое устройство. подается на контактные кольца иУстройство включает в себя круг через токосъемники - на измерительлый...
Система регулирования температуры металлических литейных форм
Номер патента: 537752
Опубликовано: 05.12.1976
Авторы: Анохин, Кузнецов, Фроленко
МПК: B22D 15/00
Метки: литейных, металлических, температуры, форм
...Приборы управления работой нагревателя и охладителя также на чертеже не показаны.Система регулирования температуры металлических литейных форм работает следующим образом.Включение системы в работу осуществляется запуском насоса 3 и одновременным с ним включением приборов, которые по сигналам дитчиков температуры литейной формы и теплоносителя управляют работой нагревателя 7 и охладителя 11. Насосом 3 теплоноситель 2 из бака 1 всасывается через патрубок 16 и нагнетается по трубопроводу 4 в теплообменную полость 5 литейной формы 6, откуда по трубопроводу 8 поступает в сливной бачок 10. Теплоноситель из бачка через нижнее отверстие 12 поступает в трубопровод 13. При этом уровень теплоносителя в трубопроводе 13 становится выше, чем в баке...
Система регулирования температуры металлических литейных форм

Номер патента: 670380
Опубликовано: 30.06.1979
Авторы: Анохин, Кузнецов, Фроленко
МПК: B22D 15/00
Метки: литейных, металлических, температуры, форм
...литейных форм следующим образом.Включение системы в работу осуществляется запуском насоса 3 и одновременнымс ним включением приборов, которые посигналам датчиков температуры литейнойформы и теплоносителя управляют работойнагревательных элементов 8 и электромагнитного клапана 11, Насосом 3 теплоноситель 2 из бака 1 всасывается через патрубок 19 и нагнетается по трубопроводу 4 втеплообменную полость 5 литейной формы6, откуда по трубопроводу 14 поступает всливной бачок 15. По мере заполнения сливного бачка уровень теплоносителя в немстановится выше, чем в баке 1. В результате этого дальнейшее поступление теплоносителя во всасывающую полость насосаиз бака через патрубок 19 прекращается,а происходит по трубопроводу 16 из сливного бачка 15....
Система регулирования температуры металлических литейных форм
Номер патента: 691240
Опубликовано: 15.10.1979
Авторы: Анохин, Кузнецов, Фроленко
МПК: B22D 15/00, B22D 17/22
Метки: литейных, металлических, температуры, форм
...температуры поступает командана включение нагревателя 5 и насоса 1.При этом насос 1,по трубопроводу 11начинает забирать теплоноситель из сливного бачка 8 и нагнетать его в трубо 1 О провод 2, При этом уровень теплоносителя в сливном бачке 8 станет ниже уровня теплоносителя в баке 14 и теплоноситель по трубопроводу 16 начнет поступать в сливной бачок 8 через отверстие15 16. При этом обратный клапан 17 напором теплоносителя будет открыт,По мере заполнения всего контура пиркуляпии теплоносителем уровни теплоносителя в баке 14 и сливном бачке 8выравниваются, обратный клапан 17 зам крывается и контур циркуляции отключается от теплоносителя в баке 14.лоносителя в баке 1,Нагреватель 5 нагревает циркулируюм щий по контуру теплоноситель,...
Предыдущий патент: Способ перезаправки волокнистого материала на навивочной каретке
Следующий патент: Устройство для нанесения обрабатывающего раствора на текстильный материал
Случайный патент: 411861