Система регулирования температуры металлических литейных форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
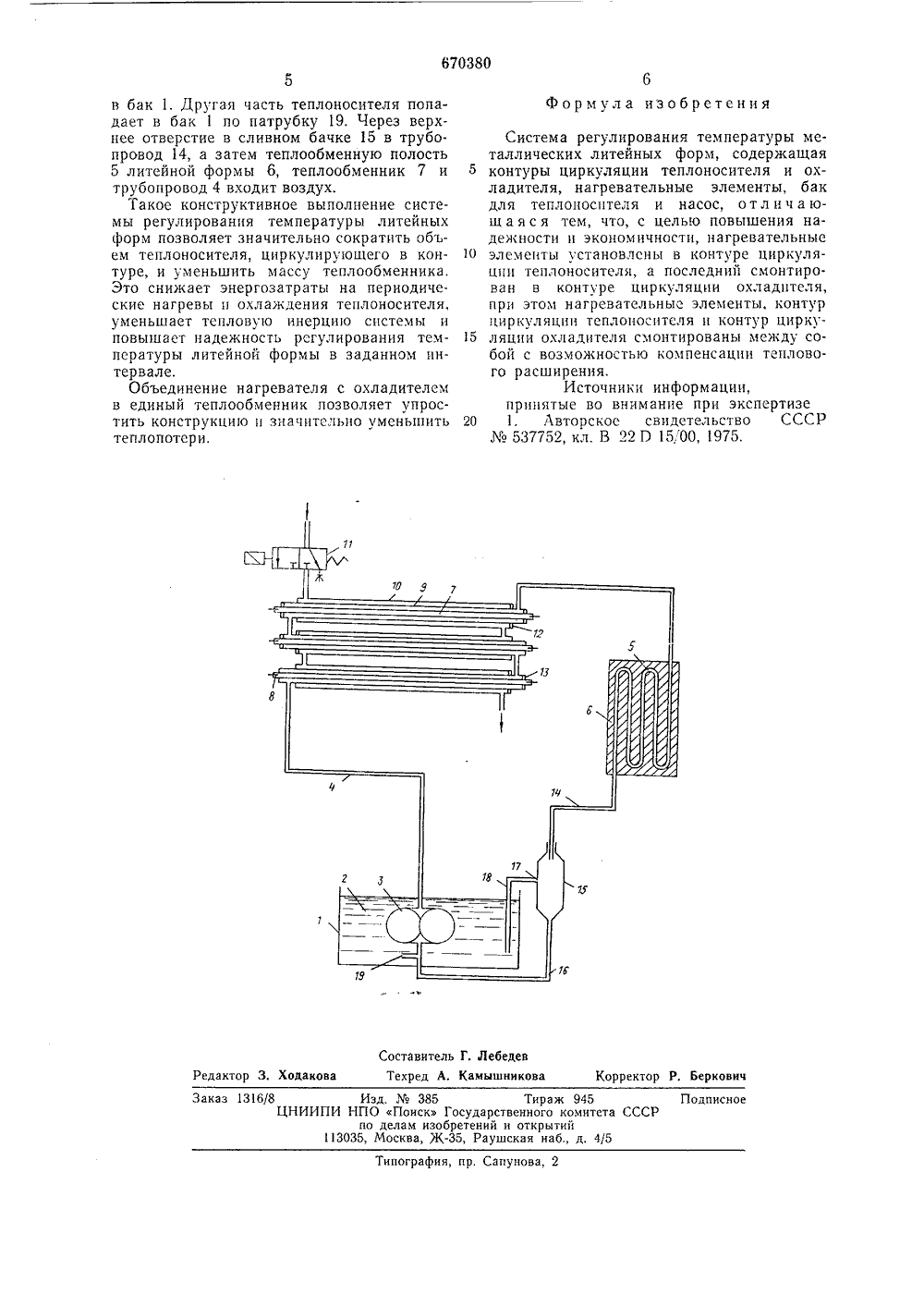
1111 670380 Союз Советских Социалистических Республик) Дополнительное к авт. ) Заявлено 05.04,77 (21) 1 Д-ВУ 69341/22 присоединением заявки Государственный комитет 23) ПриоритетОпубликовано 30,06.79. Бюллетень Ьо Дата опубликования описания 30.0 б,7 СССР ло делам изобретений и открытий(72) Авторы изобретен Анохи Ь. Т. Фроленко К знецов и Г. Заявител) СИСТЕМА РЕГУЛИРОВАНИЯ ТЕМПЕРАТУ МЕТАЛЛИЧЕСКИХ ЛИТЕЙНЫХ ФОРМИзобретение относится к литейному производству и может применяться при литье под давлением и под низким давлением в кокиль, при центробежном литье, а также в других процессах с применением преимущественно металлических формообразующих элементов (кристаллизаторы, штампы, пресс-формы для пластмасс, для резины, стержневые ящики для изготовления стержней из смесей горячего твердения и др.).Известна система регулирования температуры металических литейных форм, в которой выполнен общий для всех контуров циркуляции жидкого теплоносителя бак, В каждом контуре нагреватель и охлади- тель смонтирован на трубопроводах, насос выполнен реверсивным, на возвратном трубопроводе выполнен сливной бачок. Верхнее сливнос отверстие бачка соединено с теплообменной полостью литейной формы, нижнее - выходное - с всасываюп 1 ей полостью насоса, а промежуточнос соединено с баком. Управление работой нагревателя и охладителя в каждом контуре осуществляется датчиками температуры теплоносителя и литейной форме 11,Такое конструктивное выполнснис приводит к необходимости нагрева всей массы охладителя при разогреве литейной формы, а следовательно, к необходимости теплоизоляции не только нагревателя, но и охладитсля. Р 1 наоборот, при охлаждении литейной формы требуется охлаждать и всю массу нагревателя. Все это вызывает дополни тельные затраты энергии на периодическиеподогревы и охлаждения значительной массы теилообменников.Кроме гого, как в нагревателе, так и вохладитслс необходимо обеспечить трсбус мую повсрхность тсплопсредачи между теплоносителем и источником тепловой энергии в нагревателе, и источником отбора тепла в охладителе. Все это приводит к увеличению габаритов установки, к усложнению 15 конструкции.Целью настоящего изобретения являетсяповышение надежности и экономичности системы рсгулирования температуры литейных форм,20 Указанная цель достигается тем, что вкаждом контуре циркуляции жидкого лоносителя нагреватель и охладитель объединены в единый тсплообменник. Нагревательные элементы, например, смонтирова иы в контуре циркуляции теплоносителя, апоследний в свою очередь смонтирован в контурс циркуляции охладитсля, Нагрсватсльные элементы, контур циркуляции теплоносителя и контур циркуляции охлаждад 0 ющей жидкости смонтированы между со3бой с возможностью компенсации тепловогорасширения элементов конструкции,На чертеже схематически изображенодин из контуров циркуляции жидкого теплоносителя в системе регулирования температуры литейных форм.В общем для всех контуров циркуляциибаке 1 с залитым в него теплоносителем 2смонтирован отдельный в каждом контуренасос 3, соединенный нагнетающим трубопроводом 4 с тсплообменной полостью 5литейной формы б. На нагнетающем трубопроводе 4 смонтирован теплообменник 7.Нагревательные элементы 8 теплообмснника 7 смонтированы в контуре 9 циркуляциитеплоносителя теплообменника 7. Контур 9циркуляции теплоносителя в свою очередьсмонтирован в контуре 10 циркуляции охлаждающей жидкости теплообменника 7.На входе контура циркуляции охлаждающей жидкости смонтирован электромагнитный клапан 11. Контуры 9 и 10, циркуляции теплоносителя и охлаждающей жидкости снабжены узлами уплотнения 12 и 13.Возвратным трубопроводом 14 теплообменная полость 5 литейной формы б соединенас верхним отверстием сливного бачка 15,нижнее отверстие которого соединено трубопроводом 16 с всасывающей полостью насоса 3, а сливное отверстие 17 в боковойстенке сливного бачка 15 посредством трубопровода 18 соединено с баком 1. Всасывающая полость насоса 3 сообщена с теплоносителем 2 в баке 1 патрубком 19, гидравлическое сопротивление которого заведомо больше гидравлического сопротивления трубопровода 16,В литейной форме 6 и нагнетающем трубопроводе 4 смонтированы датчики температуры литейной формы и теплоносителя,на чертеже не показанные. Приборы управления работой нагревателя и охладителя начертеже не показаны.Работает система регулирования температуры металлических литейных форм следующим образом.Включение системы в работу осуществляется запуском насоса 3 и одновременнымс ним включением приборов, которые посигналам датчиков температуры литейнойформы и теплоносителя управляют работойнагревательных элементов 8 и электромагнитного клапана 11, Насосом 3 теплоноситель 2 из бака 1 всасывается через патрубок 19 и нагнетается по трубопроводу 4 втеплообменную полость 5 литейной формы6, откуда по трубопроводу 14 поступает всливной бачок 15. По мере заполнения сливного бачка уровень теплоносителя в немстановится выше, чем в баке 1. В результате этого дальнейшее поступление теплоносителя во всасывающую полость насосаиз бака через патрубок 19 прекращается,а происходит по трубопроводу 16 из сливного бачка 15. Таким образом, после запол 1 О 15 20 25 зо 35 1 О 45 50 55 60 65 пения всего контура теплоносителем начинается его циркуляция по замкнутому конуру, причем теплоноситель, находящийся в баке 1, в циркуляции не участвует.В начале работы теплоноситель и литейная форма холодные, поэтому от датчиков температуры поступает команда па включение нагревательных элементов 8, которые нагревают циркулирующий по контуру теплоноситсль. 1 еплоноситель, проходя через теплообменную полость 5 литейной формы б, отдает ей тепло и тем самым нагревает литейную форму б. Если теплоноситель, циркулирующий в контуре, достиг максимально допустимой температуры, то по команде датчика температуры теплоносителя нагревательные элементы 8 отключаются на период, пока температура теплоносителя не опустится ниже установленного предела. Нагрев литейной формы 6 при этом продолжается, так как ее температура нивке, чем температура теплоносителя. Когда температура литейной формы б достигнет нижнего предела интервала рабочих температур, происходит выключение нагревательных элементов 8. В дальнейшем, если в литейную форму 6 не производится заливка сплава, ее температура поддерживается на нижнем пределе интервала рабочих температур за счет периодических включений нагревательных элементов 8,При заливке сплава в литейную форму 6 происходит ее нагрев за счет тепла, отдаваемого охлаждающимся сплавом, Когда температура литейной формы 6 достигнет верхнего предела интервала рабочих температур, по команде датчика температуры литейной формы включается электромагнитный клапан 11. При этом в контур 10 циркуляции охлаждающей жидкости происходит подача охлаждающей жидкости. Охлажденный теплоноситель, циркулируя по контуру, охлаждает литейную форму 6.Когда температура литейной формы б понизится и окажется в установленном рабочем интервале, электромагнитный клапан 11 отключится, а охлаждающая жидкость, оказавшаяся в этот момент в контуре 10 циркуляции охлаждающей жидкости, сливается из него самотеком.Изменение объема теплоносителя, циркулирующего в контуре вследствие его теплового расширения или потерь за счет утечек, компенсируется теплоносителем 2 в баке 1 за счет перетекания теплоносителя в бак или из бака в контур по патрубку 19,Перед отсоединением литейной формы теплоноситель из контура циркуляции перекачивают в бак 1. Для этого насос 3 включают на реверс. Теплоноситель, находящийся в трубопроводе 4, теплообменнике 7, теплообменной полости 5 литейной формы 6 и в трубопроводе 14, частично перекачивается по трубопроводу 16 в сливной бачок 15, откуда по трубопроводу 18 он переливается670380 Формула изобретения Составитель Г. ЛебедевТехред А, Камышиикова Корректор Р, Беркович Редактор 3. Ходакова Подписное Заказ 1316/8 Изд. Мо 385 Тираж 945 ЦНИИПИ НПО Поиск Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Типография, пр. Сапунова, 2 в бак 1. Другая часть теплоносителя попадает в бак 1 по патрубку 19. Через верхнее отверстие в сливном бачке 15 в трубопровод 14, а затем теплообменную полость 5 литейной формы 6, теплообменник 7 и трубопровод 4 входит воздух.Такое конструктивное выполнение системы регулирования температуры литейных форм позволяет значительно сократить об ьем теплоносителя, циркулирующего в контуре, и уменьшить массу теплообменника. Это снижает энергозатраты на периодические нагревы и охлаждения теплоносителя, уменьшает тепловую инерцию системы и повышает надежность рсгулирования температуры литейной формы в заданном интервале.Объединение нагревателя с охладителем в единый теплообменник позволяет упростить конструкцию и значительно умень 1 пить теплопотери. Система регулирования температуры металлических литейных форм, содержащая5 контуры циркуляции теплоносителя и охладителя, нагревательные элементы, бакдля теплоносителя и насос, о т л и ч а ющ а я с я тем, что, с целью повышения надежности и экономичности, нагревательные10 элементы установлены в контуре циркуляции теплоносителя, а последний смонтирован в контуре циркуляции охладителя,при этом нагревательные элементы, контурциркуляции теплоносителя и контур цирку 15 ляции охладителя смонтированы между собой с возможностью компенсации теплового расширения.Источники информации,пршгятые во внимание при экспертизе20 1. Лвторское свидетельство СССРЮв 537752, кл. В 22 Г) 15,00, 1975.
СмотретьЗаявка
2469341, 05.04.1977
ПРЕДПРИЯТИЕ ПЯ А-1575
ФРОЛЕНКО БОРИС ТИХОНОВИЧ, КУЗНЕЦОВ КОНСТАНТИН МИХАЙЛОВИЧ, АНОХИН ГЕННАДИЙ ГЕОРГИЕВИЧ
МПК / Метки
МПК: B22D 15/00
Метки: литейных, металлических, температуры, форм
Опубликовано: 30.06.1979
Код ссылки
<a href="https://patents.su/3-670380-sistema-regulirovaniya-temperatury-metallicheskikh-litejjnykh-form.html" target="_blank" rel="follow" title="База патентов СССР">Система регулирования температуры металлических литейных форм</a>
Контур теплоносителя для обогрева транспортного средства с независимым от двигателя нагревателем

Номер патента: 1830009
Опубликовано: 23.07.1993
МПК: B60H 1/03
Метки: двигателя, контур, нагревателем, независимым, обогрева, средства, теплоносителя, транспортного
...транспортного средства.При достижении второй пороговой температуры нагреватель 5 включается полностью, так что там создается тепло для частичного контура. Обычная температурная зона для этого режима нагрева - это от 70 до 85 С в третьей зоне 15 подводящей части 8 контура. Во время этой описываемой фазы режима постепенно охлаждается теплоноситель в остальной части контура 6 теплоносителя, состоящей в основном, из второй зоны 18 отводящей части 8 контура, второй зоны 14 подводящей части 8 контура и передней зоны поперечной ветви.Когда температура теплоносителя, полученная от датчика 23 температуры в первой зоне 12 подводящей части 8 контура, опустится ниже первой пороговой температуры, которая, например, лежит в зоне 20 С,...
Способ обработки заготовок многоугольной формы с равноосным контуром

Номер патента: 1291373
Опубликовано: 23.02.1987
Авторы: Скоморохов, Терехин
МПК: B24B 19/08
Метки: заготовок, контуром, многоугольной, равноосным, формы
...сопряженных окружностей с радиусами г и Я, проведенными из центров Оь Огь , О образующих вершины правильного мгогоугольника с геометрическим центром О.К основным характеристикам профиля относятся: О - средний диаметр (О = -Ямалс + Ямип = 2 Р,) и е - эксцентриситет (е = (Яякс - Ячин)/2), где Я 1 зкс и Ям н - наибольший и наименьший радиус-векторы. Такой профиль является равноосным, у которого расстояние между двумя любыми параллельными касательными Т - Т остается неизменным и равным среднему диаметру О.Для обработки наружной поверхности профиля можно использовать инструмент любой формы и размеров (остроконечный, плоский, цилиндрический), а для внутренней -- цилиндрический диаметром О, (2 т и остроконечный.В начальном положении, когда...
Автоматическое устройство для регулирования температуры пара, газа или жидкости в трубопроводах

Номер патента: 15035
Опубликовано: 30.04.1930
Автор: Полянский
МПК: G05B 11/16, G05D 23/02
Метки: автоматическое, газа, жидкости, пара, температуры, трубопроводах
...из которой он по каналу 10 поступает в блокировочный цилиндр 7, поднимает поршень 9 со штоком 12 и приводит в движение через систему рычагов 18, 14, 1 б, 16 дроссельные заслонки 17 и 18, одна из которых прикрывает проход для пара, газа или жидкости с более высокой температурой, а .другая увеличивает проход для пара и др. с более низкой температурой; изменение начального давления в блокировочном цилиндре 7 производят до тех пор, пока пцрометр 19 не покажет требуемую темпе- ратуру. Если же пирометр 19 показывает температуру ниже требуемой, то, открыв кран 22, выпускают из-под поршня 9 блокировочного цилиндра часть воздуха, вследствие чего поршень 9, под действием пружины 11, опускается, приводя в движение рычаги 13, 14, 1 б, 16 и...
Прибор для измерения давления и температуры в бутылках с жидкостью или газом (афрометр)

Номер патента: 119008
Опубликовано: 01.01.1959
Автор: Ротенберг
МПК: G01L 19/00, G01L 7/00
Метки: афрометр, бутылках, газом, давления, жидкостью, прибор, температуры
...поднимают по штанге 3 ползушку с термопарой, затем отводят в исходное положение рычаг 2, после чего, повернув зажим 10, поднимают его вверх,Предмет изобретения Комитет по делам изобретений н открытий при Совете Министров СССР Редактор Р, Б, Кауфман Гр. 173, 172, 171Информационно-издательский отдел.Объем 0,34 и. л. Зак. 2908 Подп, к печ. 27,1 Чг.Тираж 785Цена 50 коп. Типография Комитета по делам изобретений и открытий при Совете Министров СССР Москва, Петровка, 14.1. Прибор дляизмерения давления и температуры в бутылках с жидкостью или газом (афрометр) с применением пружинного манометра, термопары от электрического термометра и полых металлических пробойников, служащих для ввода внутрь бутылки концов термопары и трубки манометра,...
Состав для покрытия печатающих элементов формы

Номер патента: 537852
Опубликовано: 05.12.1976
Авторы: Бесков, Захарычев, Сущинский
МПК: B41M 1/02
Метки: печатающих, покрытия, состав, формы, элементов
...5 изготовления печа печати без увлажн Недостатком т низкая адгезия кра537852 Составитель В. БалдинРедактор Н, Пегрова Техреду М, Ликович Корректор Л. Боринская Заказ 5616/9 Тираж 502 ПодписноеЖИИПИ Государственного комитета Совега Министров СССРпо делам изоорегений и открытий113035, Москва, Ж ЗЬ, Раушская набд, 4/5 Филиал ППП "Патентф, г. Ужгород, ул. Проектная, 4 Перекись бензоила 0,05 - 0,1 Отвердигель 0 201Растворитель остальное Сущность изобретения заключается в том, что наносимый на печатающие элементы сос- Ь гав способен в достаточном количестве воспринимать краску с валов краскораспределигельной системы, в го же время адгезия краски к запечатываемому материалу выше, чем адгезия краски к покрытию печатающих 1 О элементов.Пример...
Предыдущий патент: Устройство для смазки изложниц
Следующий патент: Камера охлаждения
Случайный патент: Устройство для зажима инструментальной оправки