Система регулирования температуры металлических литейных форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
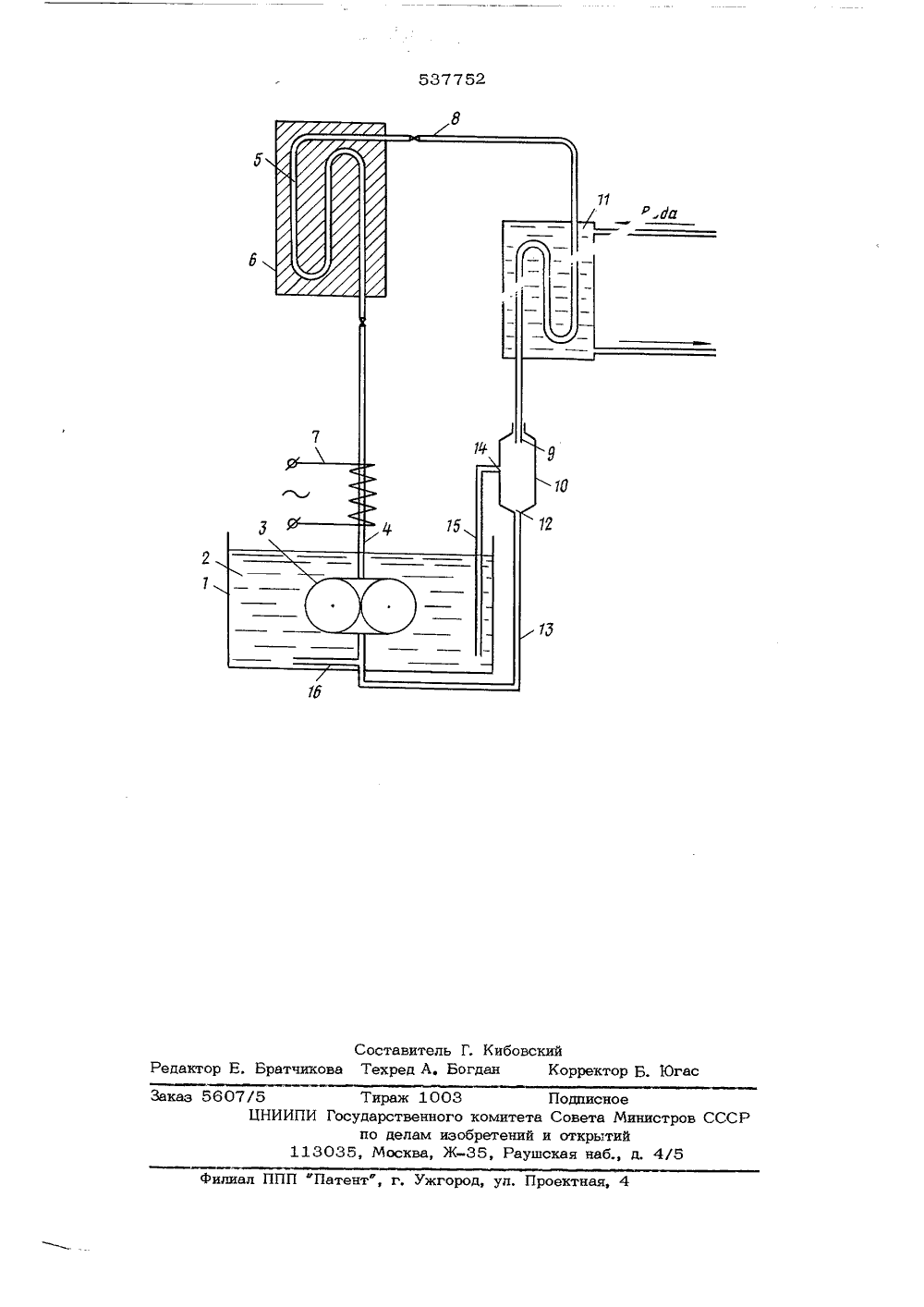
С" А Союз Советск СоциалистицескРеспублик ИЗОБРЕТЕН ВТОРСКО ВИДЕТВДЬ СТ 1) Дополнительное к авт, св 2) Заявлен.75 (2 50672/ М. Кл,"- В 22 2 15/00Я 05 3 23/00 аявкис при не Государственный комит Совета Министров ССС по делам изобретений н открытий) Да 2) Авторы изобретения Т. Фроленко,Г, Ано узнецов 71) Заявит 4) СИСТЕМА РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ МЕТАЛЛИЧЕСКИ".ХЛИТЕЙНЫХ ФОРМ ляется нагрев пл 11 не имекщие пе още пс констр",Изобретение относится к литейному производству и может применяться при литье под давлением и под низким давлением, в кокиль, при центробежном литье, а также в других процессах с применением металлических формообразуюших элементов кристаллизаторов, штампов, пресс-форм для пластмасс, для резины, стержневь 1 х ящиков для изготовления стержней из смесей горячего твердения и др,).30Известны системы для регулирования температурь; литейных форм, Охлаждение обычно осуществляется жидким теплоносителем, циркулирутсщим через теплообменную полссть охлаждаемого объекта, Нагрев осу шествляется электрическими нагревателями 1, газовыми горелками 2 или жидким теплоносителем31, нагреваемым в баке и нагревающим объект при циркуляции через его теплообменную полость. 20В этой системе имеются два бака с теп" лоносителем, один - для нагрева форм, другой - для охлаждения. С теплообменной полостью формы по мере надобности соединяется один из баков. За счет циркуляции 25 теплоносителя осушествохлаждение формы,Недостатком этой системь являетсянеобходимость периодически переключатьбаки в контуре. Применение перекл 1 отакщихзолотников при рабочей температуре теп 11 ооносителя порядка 200-250 С связано сопасностью заклинивания подвтькнь.х частейзолотника при их тепловом расщире 1.ии, возможностью возникновения утечек теплоносителя вследствие его пониженной вязкости при указанной те.пературе, невозх;ожностью использования стандартнь.х резиновых уплотнений, так как они не рассчитань,для аботы при температурах порядка 2 О С 250 С, Преодоление этих трудностей ведетк сложной и ненадежной конструкции золотников, Поэтому системы,ключаюших золотников, прции и надежнее в работе.Наиболее близким техническим реп 1 ениемк предлагаемому изобретению являетсяустановка для регулирования температурылитейной формы при литье под давлением 4,имеющая шесть контуров циркуляции жид53773кого теплоносителя, каждый из которыхвключает бак с залитым в него теплоносителем, Внутри бака смонтированы охладитель, нагреватель и насос, нагнетающийнагретый или охлажденный теплоноситель избака по трубопроводу в теплообменную полость формы. Соединения трубопроводов дляподачи теплоносителя в литейную форму иего возврата в бак выполнены с запорными клапанами, предотвращающими утечку 10теплоносителя при отсоединении литейнойформы. Работой нагревателей и охладителей в каждом контуре управляет датчик температуры. теплоносителя.Такое конструктивное выполнение приво Ьдит к необходимости нагрева или охлаждения всей массы теплоносителя, залитогов бак, Следствием этого является большаяинерция системы регулирования температуры и ненадежное поддержание заданногоинтервала температур литейной формы.Кроме того, такое устройство требуетзначительных затрат энергии на периодические подогревы и охлаждения большойИмассы теплоносителя в баке.При отсоединении литейной формы еетеплообменная полость и трубопроводы заполнены теплоносителем, Это вызывает необходимость применения сложных по конЗОструкции запорных клапанов и не исключаетвозможности утечки теплоносителя черезклапаны,Белью изобретения является повышениенадежности и экономичности системы регулирования текатературы литейных форм.Для этого в предлагаемой системе регулирования температуры выполнен общийдля всех контуров циркуляции жидкого теплоносителя бак, в каждом контуре нагреватель и охладитель смонтированы на трубопроводах, насос выполнен реверсивным,на всзвратнсм трубопроводе выполнен сливной бачок, Верхнее входное отверстие бачка соединено с теплообменной полостьюлитейной формы, нижнее - выходное - свсасывающей полостью насоса, а промежуточное соединено с баком,На чертеже схематически изображенодин из контуров циркуляции жидкого теплоносителя в системе регулирования температуры литейных форм (другие контурына чертеже не показаны).В общем для всех контуров циркуляциибаке 1 с залитым в него теплоносителем2 смонтирован отдельный в каждом контуре насос 3, соединенный нагнетающимтрубопроводом 4 с теплообменной полостью5 литейной формы 6. На нагнетающем трубопроводе 4 смонтирован нагреватель 7. 524Возвратным трубопроводом 8 теплообменная полость 5 литейной формы 6 соединена с верхним отверстием 9 сливного бачка 10, На возвратном трубопроводе 8 смонтирован охладитель 11. Нижнее отверстие 12 сливного бачка соединено трубопроводом 13 с всасывающей полостью насоса 3, а спивное отверстие 14 в боковой стенке сливного бачка 10 посредством трубопровода 15 соединено с баком 1. Всасывающая полость насоса 3 сообщена с теплоносителем 2 в баке 1, например, патрубком 16, гидравлическое сопротивление которого заведомо больше гидравлического сопротивления трубопровода 13.В литейной форме 6 и нагнетающем трубопроводе 4 смонтированы датчики температуры линейной формы и теплоносителя на чертеже не показаны). Приборы управления работой нагревателя и охладителя также на чертеже не показаны.Система регулирования температуры металлических литейных форм работает следующим образом.Включение системы в работу осуществляется запуском насоса 3 и одновременным с ним включением приборов, которые по сигналам дитчиков температуры литейной формы и теплоносителя управляют работой нагревателя 7 и охладителя 11. Насосом 3 теплоноситель 2 из бака 1 всасывается через патрубок 16 и нагнетается по трубопроводу 4 в теплообменную полость 5 литейной формы 6, откуда по трубопроводу 8 поступает в сливной бачок 10. Теплоноситель из бачка через нижнее отверстие 12 поступает в трубопровод 13. При этом уровень теплоносителя в трубопроводе 13 становится выше, чем в баке 1. В результате этого дальнейшее поступление теплоносителя во всасывающую полость насоса из бака через патрубок 16 прекращается, а происходит по трубопроводу 13 из сливного бачка 10, Таким обра. - зом, после заполнения трубопроводов 4, 8, 13 и теплообменной полости 5 литейной формы 6 теплоносителем начинается его цир куляция по замкнутому контуру, причем теплоноситель, находящийся в баке 1, в цир. куляции не участвует.В начале работы теплоноситель и литейная форма холодные, поэтому от датчиковтемпературы поступает команда на включение нагревателя 7, который нагревает проходящий по трубопроводу 4 теплоноситель, Циркулируя в контуре, теплоноситель подогревается нагревателем 7, а проходя через теплообменную полость 5 литейной формы 6, отдает ей тепло и тем самым нагревает литейную форму 6. Если теплоноситель, циркулирующий в контуре, достиг максимально допустимой температуры, по команде датчика температуры теплоносителя нагреватель 7 отключается на период, пока температура теплоносителя не опустится ниже установленного предела. Нагрев литейной формы 6 при этом продолжается, так как ее тем пература ниже, чем температура теплоносителя, Когдатемпература литейной фор мы 6 достигнет нижнего предела, установленного на приборе управления интервала рабочих температур, выключается нагреватель 7. Б дальнейшем, если в литейную форму 6 не заливается сплав, ее температура И поддерживается постоянной на достигнутом уровне за счет периодических включений нагревателя 7 и компенсации тепла литейной формой 6 вследствие естественного охлаждения.МПри заливке сплава в литейную форму 6 она нагревается за счет тепла, отдаваемого охдаждаюшимся сплавом. Когда температура литейной формы 6 достигнет верхнего предела заданного интервала рабочих температур, по команде датчика температуры литейной формы включается подача охлаждающего агента, например воды, в охладитедь 11, Охлажденный теплоноситель, циркулируя по контуру и через тепдообменную полость литейной формы, охлаждает ее,Когда температура литейной формы 6 понизится и окажется в установленном рабочем интервале, охладитель отключается, а вода, оказавшаяся в этот момент в охладителе, сливается из него самотеком.Изменения объема теплоносителя, циркулирующего в контуре, вследствие его теплового расширения или потерь за счет утечек компенсируются теплоносителем 240 в баке 1 за счет перетекания теплоносителя в бак или из бака в контур по патрубку 16.45Перед отсоединением литейной формы теплоноситель из контура циркуляции перекачивают в бак 1. Для этого насос 3 включают на реверс. Тепдоноситель, находящийся в трубопроводе 4, теплообмен- у ной полости 5 литейной формы 6 и в трубопроводе 8, частично перекачивается по трубопроводу 13 в сливной бачок 10, откуда по трубопроводу 15 он переливается в бак 1, Другая часть теплоносителя по- И падает в бак 1 по патрубку 1 6 Через верхнее отверстие 9 в сливногл бачке 10 в трубопровод 8, а затем в теплообменную полость 5 литейной формы 6 и трубопровод 4 входит воздух. 6 О Такое конструктивное выполнение системы регулирования температуры литейных форм позволяет нагревать или охлаждать небольшой по сравнению с количеством теплоносителя в баке объем теплоносителя, циркулирующего в контуре. Это снижает энергозатраты на периодические нагревы и охлаждения теплоносителя, уменьшает тепловую инерцию системы и повышает надежность регулирования температуры литейной формы в заданном интервале.Отсоединение литейной формы от системы после удаления теплоносителя из теплообменной полости литейной формы и из трубопроводов системы исключает возможность утечек теплоносителя при выполнении этой операции. Кроме того, прл этом отпадает необходимость в применении соединений с запорными клапанами.Ф ормула изобретенияСистема регулирования температуры металлических литейных форм, содержащаяконтуры циркуляции жидкого теплоносителяс нагревателями и охладитедями, состоящие из нагнетающего и возвратного трубопроводов, соединенных с тепдообменной полостью литейной формы, и смонтированногов баке с теплоносителем насоса, всасывающая полость которого соединена с теплоносителем в баке, ,о т л и ч а ю ш а я -с я тем, что, с целью повышения надежности и экономичности, в каждом контурециркуляции на возвратном трубопроводе установлен сливной бачок, верхнее входное отверстие которого соединено с тепдообменной полостью литейной формы, нижнее выходное - с всасываюшей полостью насоса,а промежуточное отверстие связано с баком,выполненным общим для всех контуровциркуляции, при этом насосы каждого циркулирующего контура выполнены реверсивными,а негреватеди и охладители смонтированына трубопроводах ,Источники информации, принятые во внимание при экспертизе:1. Патент франции2145600, В 223 27/00, 1970 г,2, Статья Я. И. Бергман и др. "Устройства подогрева форм литья под давлением"в журнале фЛитейное производство", 1975,1, стр, 7.3, Патент франции2211309, В 223 27/ОО, 1973 г.4. Статья В. П, Курочкина и др. "Автоматическое регулирование температурногорежима формы при литье под давлением"в журнале "Литейное производство", 1 97 4 г.,12, .стр. 30- прототип.537752 каз 5607/5 Тираж 1003 Подп ИПИ Государственного комитета Со по делам изобретений и от 113035, Москва, Ж, Раушская
СмотретьЗаявка
2150672, 02.07.1975
ПРЕДПРИЯТИЕ ПЯ А-1575
ФРОЛЕНКО БОРИС ТИХОНОВИЧ, КУЗНЕЦОВ КОНСТАНТИН МИХАЙЛОВИЧ, АНОХИН ГЕННАДИЙ ГЕОРГИЕВИЧ
МПК / Метки
МПК: B22D 15/00
Метки: литейных, металлических, температуры, форм
Опубликовано: 05.12.1976
Код ссылки
<a href="https://patents.su/4-537752-sistema-regulirovaniya-temperatury-metallicheskikh-litejjnykh-form.html" target="_blank" rel="follow" title="База патентов СССР">Система регулирования температуры металлических литейных форм</a>
Устройство для принудительного охлаждения литейной формы стереотипного литейного станка

Номер патента: 232285
Опубликовано: 01.01.1969
Авторы: Грибков, Московский, Научно, Розенфельд, Чист
МПК: B41D 3/28
Метки: литейного, литейной, охлаждения, принудительного, станка, стереотипного, формы
...цлц теплостойкое масло, а прц за.швке гальвано отложений - термостойкое масло, осуществляется электронагревательным элементом 11.Поддержание постоянной температуры теплоносителя обеспечивается терморегулятором 15, которьш при превышении рабочей температу ры по сравнению с заданной отключает электронаг 1)евательный элемент ц включает электромагнитный клапан 13, в результате чего вода из водопровода поступает в змеевик охлаждения 12. Прп понижении температуры 20 теплоносителя включается электронагревательный элемент 11 ц отключается клапан И Подача разогретого теплоносителя в полости охлаждения осуществляется насосом 16.По достижении ядром рабочей температуры 25 терморегулцрующая система ядра, состоящаяцз термодатчцка 9 и терморегулятора...
Способ приготовления песчано-смоляной смеси для изготовления литейных стержней и форм

Номер патента: 942860
Опубликовано: 15.07.1982
Автор: Литвинов
МПК: B22C 5/04
Метки: литейных, песчано-смоляной, приготовления, смеси, стержней, форм
...высушивается да влажности 0,2-0,44 по весу. При этом каждое зерно кварцевого песка смеси покрывается тонкой сухой пленкой катализатора отверждения,В высушенную промежуточную смесь через патрубок 5 корпуса 1 при помощи доэатора непрерывного действия (на чертеже не показан) подают смоляное связующее, которое пбсредством вращающегося лопастного вала 4 перемещается с укаэанной смесью, Приготовленная песчано-смоляная смесь через разгрузочный патрубок 8 поступает в технологическую емкостьна чертеже не показана). Продукты продувки промежуточной смеси в виде потока отработанного нагретого воздуха с парами и мельчайшими каплями водного раствора катализатора отверждения посредством вентилятора 9 отводятся иэ корпуса 1 и подаются в змеевик 10...
Способ изготовления литейных стержней и форм

Номер патента: 1002083
Опубликовано: 07.03.1983
Авторы: Алексеев, Баранов, Боровский, Власов
МПК: B22C 9/00
Метки: литейных, стержней, форм
...высокого давления идругой, что значительно упрощаетпроцесс изготовления литейных стержней и форм. Предлагаемый способ позволяет осуществлять подачу смеси воснастку свободной засыпкой, чтоувеличивает номенклатуру изготовляемых стержней и форм, Кроме того,повышается прочность стержней и форм,так как при подаче в нагретую смесьводы восстанавливается клеющая спо-.собность связующего. Нагрев вводимойв смесь воды до 50-85 С позволяетинтенсифицировать процесс отверждения стержней и Форм.На чертеже изображено устройство,с помощью которого реализуется предлагаемый способ, общий вид.На стол 1 лабораторного прессаустанавливают поддон 2, имеющийпробку 3, плотно замыкающую полость 4,уплотнительное кольцо 5, газопроницаемую пластину 6 с вентами 7,...
Способ получения отливок в оболочковой форме и литейная форма для его осуществления

Номер патента: 1197767
Опубликовано: 15.12.1985
Авторы: Ефремов, Пушкарев, Ткаченко
МПК: B22C 9/04, B22D 18/06
Метки: литейная, оболочковой, отливок, форма, форме
...отливок методом вакуумноговсасывания или под низким давлениемв газопроницаемых формах по выплавляемым моделям,Целью изобретения ярляется повышение производительности, расширениеноменклатуры получаемых отливок имногоразовое использование керамического металлопровода.На чертеже показана литейная фор"ма после заполнения ее расплавленным металлом методом вакуумного всасывания и отключения вакуума.Литейная .форма содержит рабочиеполости 1 для получения отливок,внутреннюю часть металлоподводящегостояка 2 и наружную часть металлоподводящего стояка 3.Форму помещают в герметичную каме"ру. 4 и опускают металлоподводящим стояком 3 в тигель 5 с расплавленным металлом 6. В камере 4 создают вакуум,под действием. которого расплавленныйметалл 6...
Способ изготовления литейных стержней и форм из жидких смесей

Номер патента: 201597
Опубликовано: 01.01.1967
МПК: B22C 9/02
Метки: жидких, литейных, смесей, стержней, форм
...агрегатах типа растворомешалок, способствующих вовлечениювоздуха в смесь и образованию пены. Вначалев смеситель загруя(ают сухие компоненты ипосле их перез:сшивания вводят предварительно смешанныс жидкие составляющие. Общаяпродолжительность приготовления смеси 3 -4 иин,Благодаря пенообразованию, происходящему при персмешивании, смесь переходит вжидкое состояние, необходимое для заливкиее в стержневые ящики или модели.у 1 идкие смеси после их заливки обычно не 25требуют дополнительпых мер для улучшениязаполнения стержневых ящиков, В отдельныхслучаях могут применяться вибрация, ультразвук, давление сжатого воздуха или резиновои диафрагмы, микровзрывы и другие известные средства механического воздействия наусловия заполнения смесью...
Предыдущий патент: Устройство для вытягивания слитка
Следующий патент: Устройство для охлаждения литьевых форм
Случайный патент: 411149