Система регулирования температуры металлических литейных форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
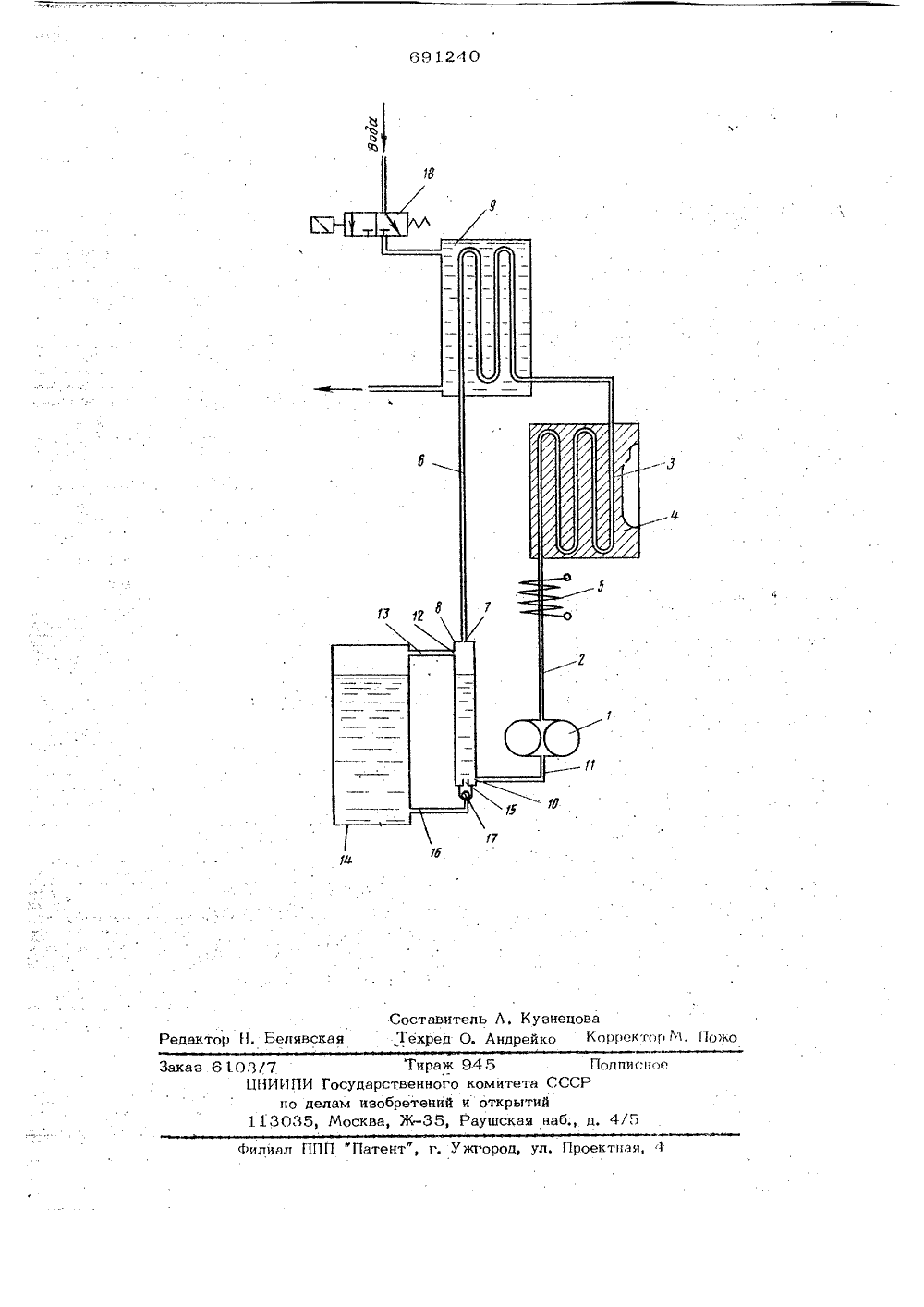
О П И С А Н И Е 691240ИЗОБРЕТЕНИЯ Союз Соввтскин Социалистицеских Республик(53) УД( 621. .7 46. 04 3 (088. 8 публиковано 15.1 Бюллетень М 3 та опубликования описания 20.10.79 СИСТЕМА РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ МЕТАЛЛИЧЕСКИХ ЛИТЕЙНЫХ, ФОРМ Изобретение относится к литейномупроизводству и может применяться прилитье под давлением и нод низким давлением, в кокиль, при центробежномлитье, а также в других процессах с5применением преимущественно металли, ческих форм,Известна система регулирования температуры металлических литейных форм,содержащая контуры циркуляции жидкоготеплоносителя и общий бак. В каждомконтуре нагреватель и охлвдитель смонтированы на трубопроводах, насос смонтирован в баке и выполнен реверсивным,на возвратном трубопроводе смонтирован сливной бачок, Верхнее входное отверстке бачка соединено с теплообменной полостью литейной формы, нижнее -выходное -со всасыввюшей полостью насоса,а спивное отверстие, выполненное в боковой стенке сливного бачка на промежуточном уровне между верхним и нижним отверстиями, соединено с баком.Всасывающая полость насоса, кроме то 2го, соединена с теплоносителем в баке патрубком, гидравлическое сопротивление которого заведомо больше гидравлического сопротивления трубопровода, соединяющего всасывающую полость насоса с нижним. отверстием сливного бачка. Управление работой нагревателя и охладителя в каждом контуре осуществляется датчиками температуры теплоносителя и литейной формы 1 .. Такое конструктивное выполнение приводит к необходимости непрерывной циркуляции теплоносителя в контуре, твк как иэ-за больщого гидравлического сопротивления патрубка, соединяющего теплоноситель и баке со всасывающей полостью насоса, требуется длительное время на заполнение контура циркуляции теплоносителя (на запуск системы), Это, естественно, приводит к сравнительно быстрому выходу насоса ив строя. Размещение части контура циркуляции в баке (насос и часть трубопроводов) приводит к дополнительным потерям3 6" -э 1 гергии за счет теплопередачи от наружных поверхностей насоса и трубопроводов к теплоносителю в баке, Крометого,вследствие этого увеличиваетсяинерпия системы.Целью изобретения является повышение надежности и экономичности системы регулирования температуры литейных форм.Указанная цель достигается тем, чтов нижней части сливного бачка выполнено дополнительное отверстие, связанноетрубопроводом через обратный клапан сбаком, причем насос размещен вне бака,На чертеже схематически изображенодин из контуров циркуляции жидкоготеплоносителя в системе регулированиятемпературы металлических литейныхформ.Каждый контур циркуляции включаетв себя насос 1, соединенный йагнетающитрубопроводом 2 с теплоооменнойполостью 3 литейной формы 4, На нагнетающем трубопроводе 2 смонтированнагреватель 5. Возвратным трубопроводо6 теплообменная полость 3 литейнойформы 4 соединена с верхним входнымотверстием 7 сливного бачка 8, На воз.вратном трубопроводе 6 смонтирован охладитель 9. Нижнее отверстие 10 сливного бачка 8 соединено трубопроводом11 с всасывающей полостью насоса 1а промежуточное отверстие 12 в боко-вой стенке сливного бачка посредствомтрубопровода 13 соединено с общим длявсех контуров пиркуляции баком 14 с .залитым в него теплоносителем. В нижней части сливного бачка 8 выполненодополнительное отверстие 15, котороесоединено с теплоносителем в баке 14трубопроводом 16 со смонтированнымв нем обратным клапаном 17. Охладитель 9 соединен с водопроводом черезклапан Ъ 8.В литейной форме 4 и нагнетающемтрубопроводе 2 смонтированы"датчикитемпературы литейной формы и теплоносителя, на чертеже не показанные,Приборы управления работой нагревателя и клапана 18 охладителя на чертежене показаны.Работает система регулирования металлических литейных форм следующимобразбм,Включение системы в работу осуществляется включением приборов управления, которые по сигналам датчйковтемпературы литейной формы и 1 еплоно 91240 4сителя управляют работой насоса 1,нагревателя 5 и клапана 18.В начале работы теплоноситель и питейная форма 4 холодные, поэтому отдатчиков температуры поступает командана включение нагревателя 5 и насоса 1.При этом насос 1,по трубопроводу 11начинает забирать теплоноситель из сливного бачка 8 и нагнетать его в трубо 1 О провод 2, При этом уровень теплоносителя в сливном бачке 8 станет ниже уровня теплоносителя в баке 14 и теплоноситель по трубопроводу 16 начнет поступать в сливной бачок 8 через отверстие15 16. При этом обратный клапан 17 напором теплоносителя будет открыт,По мере заполнения всего контура пиркуляпии теплоносителем уровни теплоносителя в баке 14 и сливном бачке 8выравниваются, обратный клапан 17 зам крывается и контур циркуляции отключается от теплоносителя в баке 14.лоносителя в баке 1,Нагреватель 5 нагревает циркулируюм щий по контуру теплоноситель, которыйпроходя по теплообменной полости 3 литейной формы 4, отдает ей тепло и темсамым нагревает литейную форму 4.Если теплоноситель, пиркулирующий в30форме, дОстиг яаксимвльно допустимоиУтемпературы, то по команде датчика температуры теплоносителя нагреватель 5отключается на период; пока температуратеплоносителя не снизится ниже установленного предела. Насос 1 при этом35остается включенным, нагрев литейнойформы продолжается, так как ее температураниже температуры теплоносителя,40пиркулирующего в контуре. Когда температура литейной формы 4 достигнет ниж-него предела интервала рабочих температур, датчик температуры литейнойформы дает команду на отключение насоса 1 и нагревателя 5, В дальнейшем,45если в литейную форму 4 не производит.ся залйвка сплава, ее температура поддерживается на нижнем пределе интервала рабочих" температур путем перио 50дического включения насоса 1 и нагревателя 5 по коЪланде датчика температуры литейной формы,При заливке сплава в литейную форму 4 происходитее нагрев теплом, отда-,ваемым, охлаждающимся сплавом, Когдтемпература литейной формы 4 достигнет верхнего предела интервала рабочихгемператур, по команде датчика температуры литейной формы включаются на691240 6таж всего контура диркуляции теплоноси теля вне бака уменьшает тепловые потери, а вместе с этим и энергозатратыкак в режиме нагрева, так и в режимеохлаждения, Кроме этого, уменьшаетсятепловая инерция системы и повышаетсянадежиость регулирования температурылитейной формы в заданном интервалес точностью +10 С,10 сос 1 и клапан 18, В охладитель 9 начинает поступать вода,Охлажденный теплоноситель дирклируя по контуру, охлаждает литейнуюформу 4.Когда температура литейной формы 4понизится и окажется в установленномрабочем интервале, насос 1 и клапан18 отключаются, а вода, оказавшаяся влэтот момент в охладителе 9, сливаетсяиз него самотеком,Изменение объема теплоносителя,Iциркулирующего в контуре вследствиеего теплового расширения или потерь засчет утечек при отключении насоса,компенсируется за счет перетекания теплоносителя в бак по трубопроводу 13или из бака в контур по трубопроводу 16,Перед отсоединением литейной формытеплоноситель из контура пиркуляции перекачивается в бак 14. Для этого насос 1 включают на реверс. Теплоноситель,находящийся в трубопроводе 2, теплообменной полости 3 литейной формы 4и в трубопроводе 6 перекачивается потрубопроводу 11 в сливной бачок 8, откуда по трубопроводу 13 переливаетсяв бак 14. Через верхнее отверстие 7в спивном бачке 8 в трубопровод 6, азатем в теплообменную полость 3 литейной формы 4 и трубопровод 2 входит воздух. После этого производят принеобходимости замену литейной формына новую, И цикл повторяется,Предложенная конструкдия позволяетзначительно сократить время работы насоса каждого контура, а следовательно,значительно увеличить срок его службыи надежность системы в делом. Монформула изобретения Система регулирования температуры15 металлических литейных форм, содержащая бак с жидким теплоносителем и контуры циркуляции жидкого теплоносителя,срстоящие из нагнетательного и возвратного трубопроводов, связанных с литейЖ ной формой, нагревателя и охладителя,смонтированных на трубопроводах,и реверсивного насоса, всасывающая полостькоторого соединена с нижним выходнымотверстием смонтированного на возвратном трубопроводе сливного бачка, верхнее,входное отверстие которого соединенос теплообменной полостью литейной формы, а промежуточное отверстие связанос баком, о т л и ч а ю щ а я ся тем,ЗО что, с целью повышения надежности и экономичности системы, в нижней частисливного бачка выполнено дополнительное,отверстие, связанное трубопроводом черезобратный клапан с баком, причем насосразмещен вне бака.Источники информапии,принятые ио внимание при экспертизе1,. Авторское свидетельство СССР6 103/7 Ти БНИИПИ Государствен по делам иэобрет 1 1 3 035, Москва, Ж раж 945ного комитета ССений и открытий35, Раушская наб дпис 4 влиял ППП "Патент", г. Ужгород, ул, Проектная, 4 Составитель А. Куенецовадактор Н, БелявскаяТехред О. Андрейко Корректор М, Поко
СмотретьЗаявка
2505124, 06.07.1977
ПРЕДПРИЯТИЕ ПЯ А-1575
ФРОЛЕНКО БОРИС ТИХОНОВИЧ, КУЗНЕЦОВ КОНСТАНТИН МИХАЙЛОВИЧ, АНОХИН ГЕННАДИЙ ГЕОРГИЕВИЧ
МПК / Метки
МПК: B22D 15/00, B22D 17/22
Метки: литейных, металлических, температуры, форм
Опубликовано: 15.10.1979
Код ссылки
<a href="https://patents.su/4-691240-sistema-regulirovaniya-temperatury-metallicheskikh-litejjnykh-form.html" target="_blank" rel="follow" title="База патентов СССР">Система регулирования температуры металлических литейных форм</a>
Устройство для регулирования температуры литейной формы

Номер патента: 996087
Опубликовано: 15.02.1983
Авторы: Бурбело, Дятленко, Зинкевич, Крейцер, Купенман, Ремнев, Шевчук, Щиголь-Шенделис
МПК: B22D 17/32
Метки: литейной, температуры, формы
...уст о ходится на одном .уровне (сообщающиесяройства в режиме. охлаждения. Тепло- сосуды), нагрев и охлаждение отключепроводящие элементы 22 расположены в ны,зоне 16 теплообмена таким образом, По сигналу датчика 26 температуры,что их нижние торцы 23 находятся на . установленного в литейной форме 1,уровне соединения 2 М теплообменника 2 з предлагаемое устройство обеспечивает3 и 1 с полостью 2 теплообмена литей- один из трех режимов: нагрев, выклюной формы 1, Этим достигается охват чено или.охлаждение.теплопроводящими элементами 22 всей . При температуре литейной формы 1зоны 16 теплообмена по высоте и обра- ниже установленного интервала темперазованию зазора между торцами тепло- о тур блок 27 режима дает команду по липроводящих элементов 22...
Устройство для регулирования температуры литейной формы

Номер патента: 1030094
Опубликовано: 23.07.1983
Авторы: Бурбело, Выходец, Зинкевич, Крейцер, Ремнев, Щиголь-Шенделис
МПК: B22D 17/32
Метки: литейной, температуры, формы
...теплоноситель в двух направлениях.Каждый теплообменник 3 или 4 содержит разделенные перегородкой 11 полости 12 и 13 охладителя и тепло" носителя соответственно, Полость 12 охладителя в свою очередь разделена перегородкой 14 на полость 15 подво-. да охладителя и полость 16 отвода охладителя, сообщенные между собой посредством каналов 17 охлаждающих элементов 18, каждый из которых образован двумя трубками 19 и 20, вставленными с зазорами одна в другую. При этом внутренние трубки 19 имеют открытые торцы и укреплены в перегородке 14.Наружные трубки 20 имеют закрытые верхние торцы 21, нижними торцами они укреплены в перегородке 11, Трубки 19 и 20 соединены перегородками 11 и 14 герметично.Охлаждающие элементы 18 размещены в полости...
Устройство для регулирования температуры литейной формы

Номер патента: 1196125
Опубликовано: 07.12.1985
Авторы: Выходец, Каминский, Крейцер, Ремнев, Щиголь-Шенделис
МПК: B22D 17/32
Метки: литейной, температуры, формы
...гидробаке. Насосная станция 10 содержит насос 62 (фиг. 5), электродвигатель 63, предохранительный клапан 64, гидробак 65 и манометр 66, Вход насосной станции 10 соединен гидролинией 67 (фиг. 1 и 5) с пер вым контуром 1 теплоносителя первого. теплообменника 6, выход насосной станции 10 соединен гидролннией 68 с вторым контуром теплоносителя 13 первого теплообменника 6. Эти соединения выполнены 30 через вентили 69 и 70. Первый контур 2 теплоносителя второго теплообменника 7 и его второй контур 14 соединены между собой посредством вентиля 71. Второй контур теплоносителя 13 первого теплообменника 6 теле 9 - в нижнем, нагрев и охлаждение отключены. На входах блока 52 реверсивной подачи теплоносителя сигналы отсутствуют, оба ключа 57 и 58...
Устройство для регулирования температуры литейной формы

Номер патента: 1252031
Опубликовано: 23.08.1986
МПК: B22D 17/32
Метки: литейной, температуры, формы
...заданного объема теплоносителя(фцг.1 и 6) содержит два элемента89 и 90 задержки и два нормальнозакрытых контакта 91 и 92 верхнегоц нижнего конечных выключателей 48и 49, При этом входы элементов 89 и90 задержки подключены линиями 93 ц94 к выходам триггера 79 со счетнымвходом блока 70 реверсивной подачитеплоносителя, а выходы нормальнозакрытых контактов 91 ц 92 подключены соответственно линией 95 к пускателю насосной станции 10 и к электромагниту вентиля 59 и линией 96к электромагниту вентиля 58. Подключения (условные) нормально закрытыхконтактов 91 и 92 к верхнему и нижнему конечным выключателям 48 ц 49показаны пунктирными линиями 97 и 98.Устройство работает следующимобразомВ исходном состоянии устройствапоршень 42 (фиг,1) в...
Система регулирования температуры металлических литейных форм
Номер патента: 537752
Опубликовано: 05.12.1976
Авторы: Анохин, Кузнецов, Фроленко
МПК: B22D 15/00
Метки: литейных, металлических, температуры, форм
...Приборы управления работой нагревателя и охладителя также на чертеже не показаны.Система регулирования температуры металлических литейных форм работает следующим образом.Включение системы в работу осуществляется запуском насоса 3 и одновременным с ним включением приборов, которые по сигналам дитчиков температуры литейной формы и теплоносителя управляют работой нагревателя 7 и охладителя 11. Насосом 3 теплоноситель 2 из бака 1 всасывается через патрубок 16 и нагнетается по трубопроводу 4 в теплообменную полость 5 литейной формы 6, откуда по трубопроводу 8 поступает в сливной бачок 10. Теплоноситель из бачка через нижнее отверстие 12 поступает в трубопровод 13. При этом уровень теплоносителя в трубопроводе 13 становится выше, чем в баке...
Предыдущий патент: Раструбный стержень для изложницы центробежной машины
Следующий патент: Устройство для пневматического дозирования расплава
Случайный патент: Устройство для получения временных отметок