Способ гидростатического деформирования профильных изделий из трубных заготовок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1655589
Авторы: Александро, Бабин, Каменецкий, Колмогоров





Текст
СО)ОЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 19) 111 655 51)5 В 21 С 0 ОСУДАРСТВЕННЫЙО ИЗОБРЕТЕНИЯМРИ ГКНТ СССР МИТЕТОТКРЫТИЯМ САНИЕ ИЗОБРЕТЕН в Уральского лмогоров,ЕСКОГО ДЕ ЬНЫХ ИЗДЕ ОКбработке ме ольэованием ды, Цель изо одительност К АВТОРСКОМУ СВИДЕТЕЛЬ(71) Институт физики металлоотделения АН СССР(54) СПОСОБ ГИДРОСТАТИЧФОРМИРОВАНИЯ ПРОФИЛЛИЙ ИЗ ТРУБНЫХ ЗАГОТОВ(57) Изобретение относится к оталлов давлением с испгидростатически сжатой сребретения - повышение произв за счет сокращения трудоемкости изготовления путем сокращения числа вспомогательных операций и уменьшения усилия извлечения оправки. При опускании плунжера 1 трубная заготовка 6 совместно с уплотняющей втулкой 7 движется относительно вставшей на упор неподвижной оправки 15, цилиндрическое утолщение которой установилось в очке матрицы. При этом пластичный наполнитель вытекает с определенным сопротивлением в зазор и обеспечивает необходимое давление в полости трубной заготовки, предотвращая потерю ее устойчивости, а в очаге деформации обеспечивает хорошее заполнение профиля матрицы. Величину приведенного зазора определяют по расчетной формуле, 4 ил,Изобретение относится к обработке металлов давлением с использованием гидростатически сжатой среды.Целью изобретения является повышение производительности за счет снижениятрудоемкости изготовления путем сокращения числа вспомогательных операций иуменьшения усилия извлечения оправки,На фиг. 1 схематично показано устройство для осуществления способа гидропрессования в момент установки заготовки соправкой в контейнер (слева) и в моментсоздания давления жидкости (справа); нафиг, 2 - то же, в момент окончания деформации (слева), в момент удаления готовогоизделия из матрицы (справа); на фиг. 3 -форма готового изделия; на фиг, 4 - сечениеА-А на фиг. 3,Устройство состоит из плунжера 1 с уплотнениями, контейнера 2, ограничительного кольца 3, гайки 4, уплотнения 5, трубнойзаготовки 6, уплотняющей втулки 7, йаправляющей втулки 8, соединительного трубопровода 9, бандажа 10, толкателя 11,уплотнения 12, гайки 13, пластичного наполнителя 14, линзового уплотнения 15, оправки 16, матрицы 17, рабочей жидкости 18,изделия 19.Плунжер 1 скреплен с ползуном пресса,а контейнер 2 посредством бандажа 10 с, помощью шпилек соединяется со столомпресса. Полость бандажа 10 с помощью соединительного трубопровода 9 сообщаетсяс масляной ванной, расположенной на верхнем торце контейнера 2. Толкатель 11 соединяется с выталкивателем пресса (непоказано) и герметизируется с помощьюгайки 13 и уплотнения 12. В бандаже 10плотно устанавливается профильная матрица 17, которая сопрягается с бандажом 10по конической поверхности, Стык контейнера 2 и бандажа 10 сопрягается с помощьюлинзового уплотнения 15, Сочетание элементов (позиций), состоящее из трубы 6,уплотняющей втулки 7, гайки 4, уплотнения5, оправки 16, пластичного наполнителя 14и ограничительного кольца 3 в дальнейшемназовем специальной заготовкой, Сборкаспециальной заготовки осуществляется внеконтейнера следующим образом, Оправка16 вместе с уплотняющей втулкой 7, гайкой4, уплотнениями 5 и ограничительным коль.- цом 3 устанавливается в трубную заготовку6, после чего полость заполняют пластичным наполнителем 14.Способ осуществляют следующим образом,В исходном положении плунжер 1 занимает крайнее верхнее положение (не показано), толкатель 11 занимает крайнее5 10 15 20 25 30 35 40 45 50 55 нижнее положение. Первоначальный уровень рабочей жидкости выбирается так, чтобы после загрузки специальной заготовки в контейнер не было перелива жидкости из ванны, как показано на фиг, 1 (слева), После заливки жидкости в матрицу устанавливают специальную заготовку, при этом между верхним торцом направляющей втулки 8 и нижним торцом ограничительного кольца 3 имеется зазор Н 1. В дальнейшем ползун пресса движется вниз, а плунжер с уплотнениями входит в канал контейнера и сжимает рабочую жидкость 18. При повышении давления жидкости до величины Р происходит совместное движение специальной заготовки и зазор Н 1 выбирается. При этом в матрице происходит обжим трубной заготовки 6. В этот. момент частично деформируется пластичный наполнитель 14, заполняя радиальный кольцевой зазор между оправкой 16 и внутренней поверхностью трубной заготовки 6. Взаимное положение деталей устройства в этот момент показано на фиг, 1 справа, При дальнейшем опускании плунжера 1 давление достигает величины РР 6 и трубная заготовка 6 совместно с уплотняющей втулкой 7 движется относительно вставшей на упор неподвижной оправки 15, цилиндрическое утолщение которой установилось в очке матрицы, При этом пластичный наполнитель вытекает с определенным сопротивлением в зазор д и обеспечивает необходимое давление в полости трубной заготовки. предотвращая потерю ее устойчивости, а в очаге деформации обеспечивает хорошее заполнение профиля матрицы,Готовое изделие, выходя из матрицы в полость бандажа 10, вытесняет жидкость через соединительный трубопровод в масляную ванну,Процесс деформации заканчивается в момент касания нижним торцом изделия толкателя 11, Этот момент фиксируется по повышению давления на манометре пресса (фиг. 2 слева),Теоретические оценки и эксперименты по деформации профильных труб с использованием вязко-пластичных наполнителей позволили установить связь приведенного зазора д (при фиксированной степени деформации и заданном пределе текучести материала оз) с сопротивлением сдвигу пластичного наполнителя А и высотойкалибрующего участка матрицы по формуле2 А 1058 оз Ягде 5 - толщина стенки трубы;1 - окружной шаг вершины выступов профиля очка матрицы.Сопротивление сдвигу пластичного наполнителя регулируется путем подбора весового соотношения смеси вязкого наполнителя и металлического порошка, которые перемешиваются при температуре малой вязкости наполнителя и после затвердения используются в качестве среды, передающей давление и разделяющей трубную заготовку с оправкой. Величина А определялась в серии экспериментов по деформированию наполнителя через круглую матрицу,со степенями деформации, аналогичными тем, которые будут в данном способе при зазоре д.Давление наполнителя в полости трубной заготовки при деформации можно оценить по формулеРн = 0,58 аз Я /1 (2) Величина давления Р должна быть достаточной, чтобы материал заготовки полностью заполнял гравюру профильной матрицы. При этом осуществляется в основном радиальная деформация (огибание материалом гравюры матрицы), для осуществления которой давление требуется меньше, чем при выдавливании материала на оправке, При данном способе формоизменения удлинение изделия небольшре 10- 15% и для получения заданной формы степень деформации материала может быть в пределах 25-30 , Благодаря этому, а также иэ-эа снижения сил трения между оправкой и изделием, за счет их разделения слоем наполнителя, давление жидкости в контейнере снижается в 2-3 раза, что подтверждается экспериментально. После окончания деформации плунжер 1 поднимается в исходное положение, давление жидкости сбрасывается и включается выталкиватель пресса на ход вверх. При движении выталкивателя вверх толкатель 11 выдвигает готовое изделие 19 из матрицы до положения, показанного на фиг, 2 справа.Затем изделие удаляется из контейнера и вне эоны пресса осуществляют сьем полого изделия сложной формы 19 с уплотняющей втулки 7 и оправки 16, так как имеется пластичный наполнитель, съем не требует больших усилий, а удаление наполнителя осуществляют путем подогрева в горячей воде или в сушильном шкафу, После опускания толкателя 11 в нижнее положение загружают очередную специальную заготовку и цикл повторяют.Операция съема оправки из готового изделия не требует больших усилий благодаря наличию в зазоре наполнителя с малым сопротивлением сдвигу А. Удаление наполнителя из изделия происходит при его 5 10 15 20 25 30 35 40 45 50 55 нагреве, эа счет плавления парафина. который стекает и затем используется снова многократно.П р и м е р . Деформировали гладкие трубные заготовки иэ стали 40 Х, через профильную матрицу с 12 круговыми шлицами. Заготовка имела размеры, мм: Дн =46; Дн = 38; Н = 180, В полость заготовки плотно устанавливали чплотняющую втулку, внутри втулки размещалась оправка, которая герметизировалась с помощью гайки и уплотнения, как это показано на фиг. 1, В нижней части оправки имелась головка диаметром Дз = 31 мм, а гладкая часть оправки имела диаметр Д 4 = 26 мм, На верхней части оправки устанавливалось ограничительное кольцо. Полость трубной заготовки заполнялась пластичным наполнителем, В качестве наполнителя использовалась смесь парафина и алюминиевых гранул с размерами частиц 0,2-0,5 мм по диаметру, в весовом соотношении 1:3. При нагреве парафина до Т =. 80-100 С смесь перемешивалась и заливалась в зазор между оправкой и трубой, в полости которой она затвердевала. Затем специальную заготовку устанавливали в матрицу, размещенную в контейнере диаметром 65 мм.Контейнер крепился к столу пресса Д 62240, а плунжер с уплотнением был соединен с полэуном пресса. Далее заливали рабочую жидкость, поднимали ее давление и деформировали заготовку, осуществляя вытекание наполнителя в зазор между оправкой и внутренней поверхностью заготовки, Были получены изделия с 12 шлицами с наружным диаметром по шлицам Д 1 Н =-.42 мм, длиной профильной части Н = 75 мм. Давление жидкости при гидропрессовании составило 450 МПа, степень деформации материала заготовки 27, Удлинение иэделия небольшое и составляет 8-100 , что свидетельствует о преимущественно радиальном течении материала, заполнение профиля матрицы хорошее, Следовательно, параметры процесса А, Я, 1, 1 подобраны правильно, а именно:=-. 18 мм, 11 = 10 мм, величина А =. 0,26 кг/мм, толщина стенки трубы Я = 2 мм,Таким образом, из гладких трубных заготовок методом гидропрессования были получены изделия переменного по длине сечения со сложным профилем в передней части. Извлечение оправки из изделия не требовало усилий, а удаление наполнителя осуществляли при нагреве в сушильномшкафу до 100 С.Использование предлагаемого способа изготовления полых изделий сложной формы обеспечивает по сравнению с методомгидропрессования на оправке уменьшениеусилия извлечения оправки из готового изделия и сокращение операций обработкитрубной заготовки. Формула изобретения Способ гидростатического деформирования профильных изделий из трубных заготовок, включающий введение оправки в полость заготовки, установку заготовки с оправкой в контейнер и последующую деформацию заготовки в профильной матрице с калибрующим участком очка жидкостью высокого давления, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности за счет снижения трудоемкости изготовления путем сокращения числа вспомогательных операций и уменьшения усилия извлечения оправки, зазор между наружной поверхностью оправки и внутренней поверхностью заготовки заполняют пластичным наполнителем, при этом вели чину указанного зазора выбирают по формулегА Н058 оэ Ягде А - сопротивление сдвигу пластичного 10 наполнителя, кг/мм;1- высота калибрующего участка матрицы, мм;1 - окружной шаг вершины выступовпрофиля очка матрицы;15 оз - предел текучести материала заготовки, кгс/мм;Я - толщина стенки трубы, мм.1655589Составитель В. Волковор Ю. Середа Техред М.Моргентал Корректор С, Шевкун Заказ 2012 Тираж 404 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ113035, Москва, Ж, Рйушская наб., 4/5 роизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 10
СмотретьЗаявка
4608607, 24.11.1988
ИНСТИТУТ ФИЗИКИ МЕТАЛЛОВ УРАЛЬСКОГО ОТДЕЛЕНИЯ АН СССР
КАМЕНЕЦКИЙ БОРИС ИСААКОВИЧ, КОЛМОГОРОВ МИХАИЛ ВАДИМОВИЧ, АЛЕКСАНДРО АНАТОЛИЙ ВАЛЕНТИНОВИЧ, БАБИН ЮРИЙ ФЕДОРОВИЧ
МПК / Метки
МПК: B21C 23/10
Метки: гидростатического, деформирования, заготовок, профильных, трубных
Опубликовано: 15.06.1991
Код ссылки
<a href="https://patents.su/5-1655589-sposob-gidrostaticheskogo-deformirovaniya-profilnykh-izdelijj-iz-trubnykh-zagotovok.html" target="_blank" rel="follow" title="База патентов СССР">Способ гидростатического деформирования профильных изделий из трубных заготовок</a>
Установка для спекания металлокерамических изделий под давлением

Номер патента: 441106
Опубликовано: 30.08.1974
Авторы: Кац, Погорельский, Сатановский
МПК: B22F 3/14
Метки: давлением, металлокерамических, спекания
...которого расположена на одном уровне с опорной плоскостью подставки 10. В сто лике выполнено отверстие 18, диаметр которого меньше диаметра пресс-формы.Установка работает следующим образом.При нахождении столика 17 в шлюзовойкамере крышка 16 закрывает проем, связыва ющий камеру с внутренней полостью корпуса1. На столик 17 над отверстием 18 устанавливают пресс-форму, Шлюзовую камеру продувают защитным газом, после чего крышка 16 вместе со столиком 17 перемещается в го ризонтальном направлении по направляющим15 до тех пор, пока отверстие 18 не окажется над нижнеи плитой 3 пресса. При перемещении плиты вверх она входит в отверстие 18 и подает пресс-форму в нагревательную камеру 30 5, Защелки 6 отводятся, и пресс-форма упи15 2 О 25...
Способ обработки изделий сложнойформы давлением

Номер патента: 816625
Опубликовано: 30.03.1981
Авторы: Анищенко, Балакин, Смирнов, Цепин
МПК: B21D 35/00
Метки: давлением, сложнойформы
...сверхпластичные свойства материала не ухудшаются.Предпочтителен высокоскоростной нагрев заготовки перед деформацией с тем, чтобы сохранить в максимальной мере свойства наклепанного материала к началу деформации. В связи с этим, наиболее рационально штамп и заготовку нагревать раздельно и в уже нагретый штамп укладывать предварительно нагретую высокоскоростным нагревом заготовку. Целесообразно , также произвести небольшую выдержку перед вытяжкой для выравнивания температуры по сечению заготовки. При. этом подготовительное время должно быть минимальным, так как чем больше времени заготовке .находиться нагретой, тем в большей мере исчезают свойства материала, обусловленные его наклепом.Экспериментально установлено отсутствие...
Способ изготовления формы для литья керамических изделий под давлением

Номер патента: 1699769
Опубликовано: 23.12.1991
Авторы: Болдырева, Ерошев, Козлов
МПК: B28B 1/26, C04B 33/28
Метки: давлением, керамических, литья, формы
...способе на поверхности крышкина месте удаленного трафарета раз-мещают обецайку 9 с отверстием, которая оформляет выемку в иэделиях, изаполняют пространство между обечайкой и поверхностью крышки сплавом стемпературой плавления не менее, чемна 10 С превышающей температуру литья изделий, причем после проведениялитья изделия сплав удаляют путемнагревания,П р и м е р 1. Изготовляют формы для отливки керамического диска сотверстиями диаметром 5, 1, 3 и 1 О мм, расположенными в один ряд по диаметру диска и расстоянием междуотверстиями 3 мм.Форму изготовляют следующим образом.Изготовляют две крышки, матрицу и пуансоны заданных диаметров, металлический трафарет со сквозными отверстиями, расположенными заданным образом, и имеющий диаметр,...
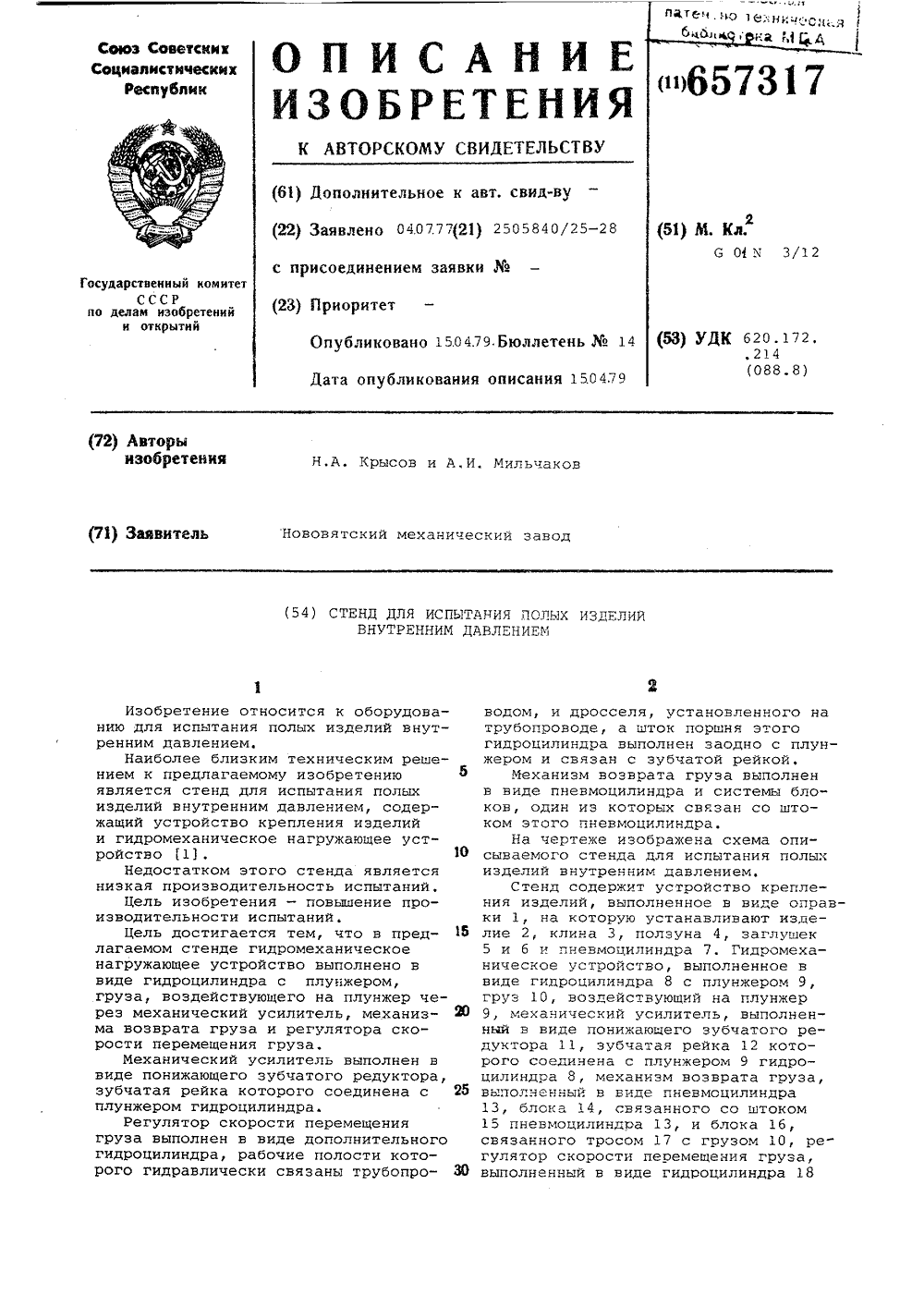
Стенд для испытания полых изделий внутренним давлением
Номер патента: 657317
Опубликовано: 15.04.1979
МПК: G01N 3/12
Метки: внутренним, давлением, испытания, полых, стенд
...14, связанного со штоком15 пневмоцилиндра 13, и блока 16,связанного тросом 17 с грузом 10 регулятор скорости перемещения груза,ЗО выполненный в виде гидроцилиндра 18317 657с дросселем 19, установленным на трубопроводе 20, соединяющем полости гидроцилиндра 18, а шток 21 гидроцилиндра 18, выполненный заодно с плунжером 9, связан с зубчатой рейкой 12.Стенд для испытания полых изделий внутренним давлением работает следующим образом.Испытуемое изделие 2 устанавливают на оправке 1, зажим торцов изделия 2 заглушками 5 и 6 осуществляют при помощи клина 3 и ползуна 4 от пневмо цилиндра 7.Груз 10 через трос 17, блок 16 и шестерни редуктора 11 приводит в движение зубчатую рейку 12, которая, воздействуя на шток 21, давит на 15 плунжер 9, создавая...
Устройство для центробежной отливки изделий под давлением

Номер патента: 791448
Опубликовано: 30.12.1980
Автор: Кулагин
МПК: B22D 13/04
Метки: давлением, отливки, центробежной
...число оборотов (в1,1-1,6 раз) формы, грузы перемещаются от оси вращения, поворачиваярычаги, которые передают усилие нашток. Шток, перемещаясь, производит уплотнение центральной части отливки.На фиг. 1 изображено устройстводля центробежной отливки изделийпод давлением; на фиг. 2 - то же,вид сверху;на фиг. 3 - сечение А-Ана фиг.2 (в момент прессования отливки поршнем); на фиг. 4 - то же,в момент дополнительного прессованияотливки штоком,О1520 Устройство для центробежной отливки изделий под давлением содержитпривод вращения, шпиндель 1, на котором жестко закреплена планшайба 2с установленной в ней пресс-формой3, имеющей рычаги 4 с грузами 5 ирычаги б с грузами 7, В форму 3устанавливается поршень 8 с прессую- ЗОщим штоком 9 с пружиной 10,...
Предыдущий патент: Устройство для волочения профилей с кручением
Следующий патент: Устройство для прессования изделий
Случайный патент: Фотоэлектронный умножитель