Профилегибочный стан
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
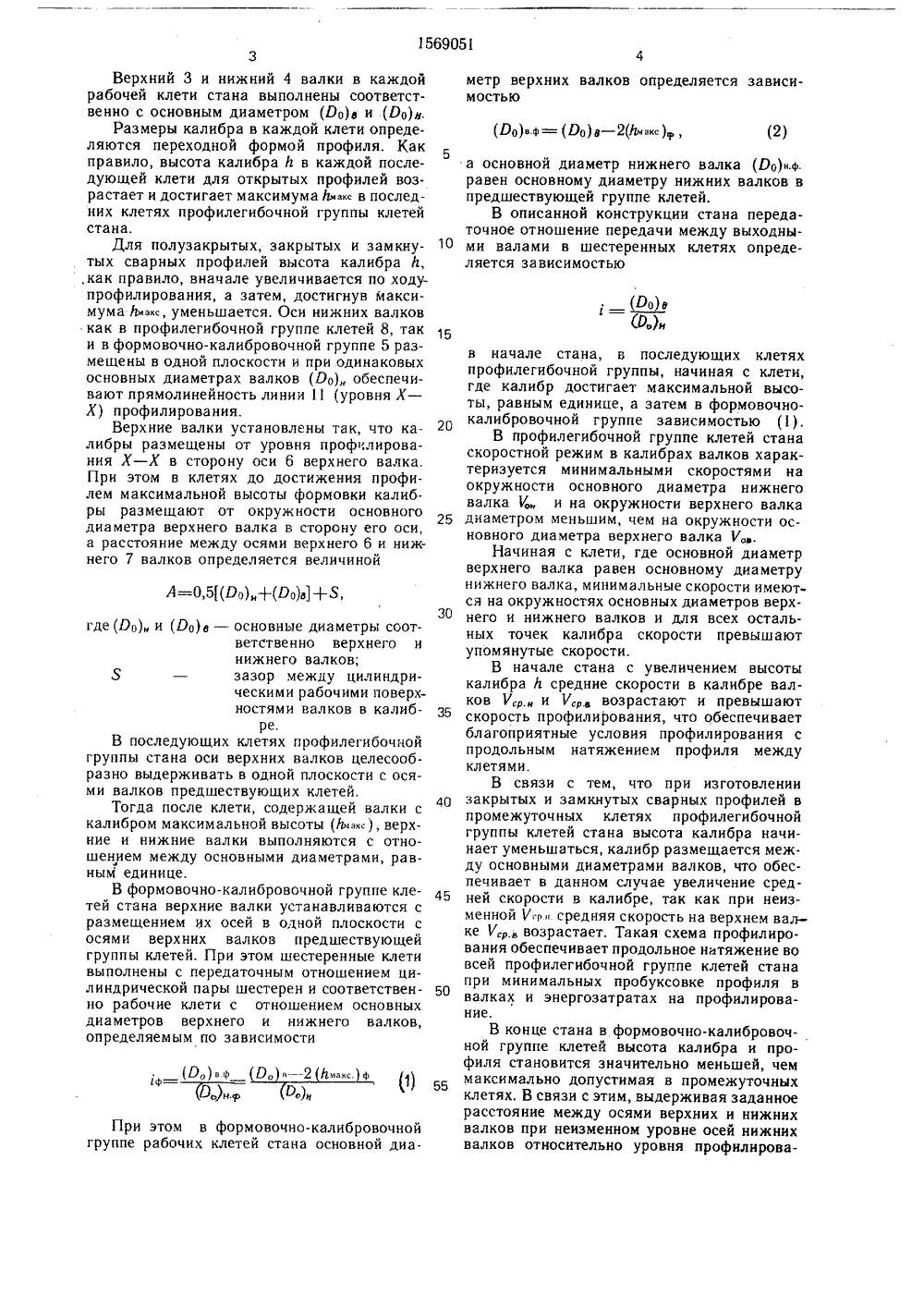
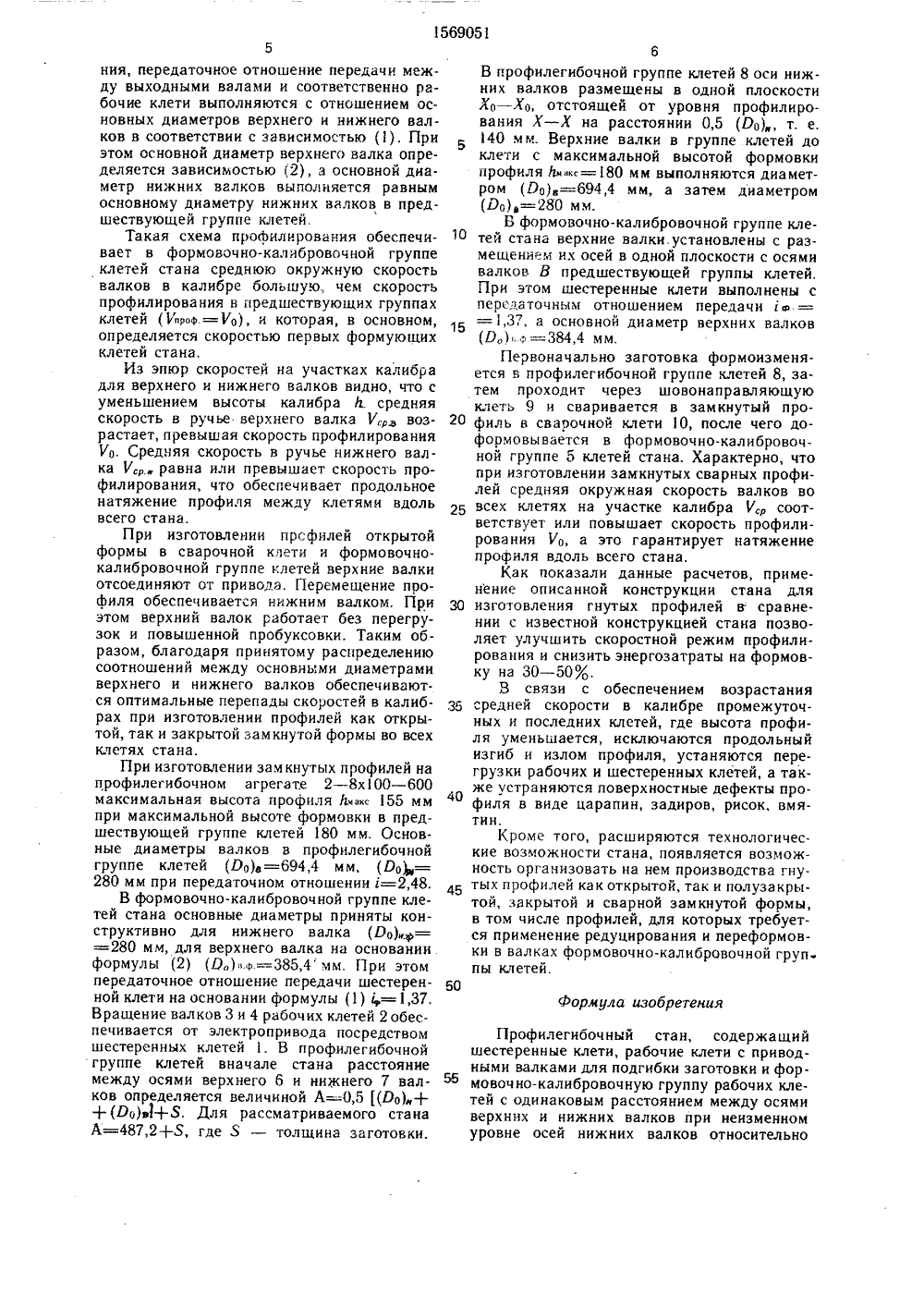
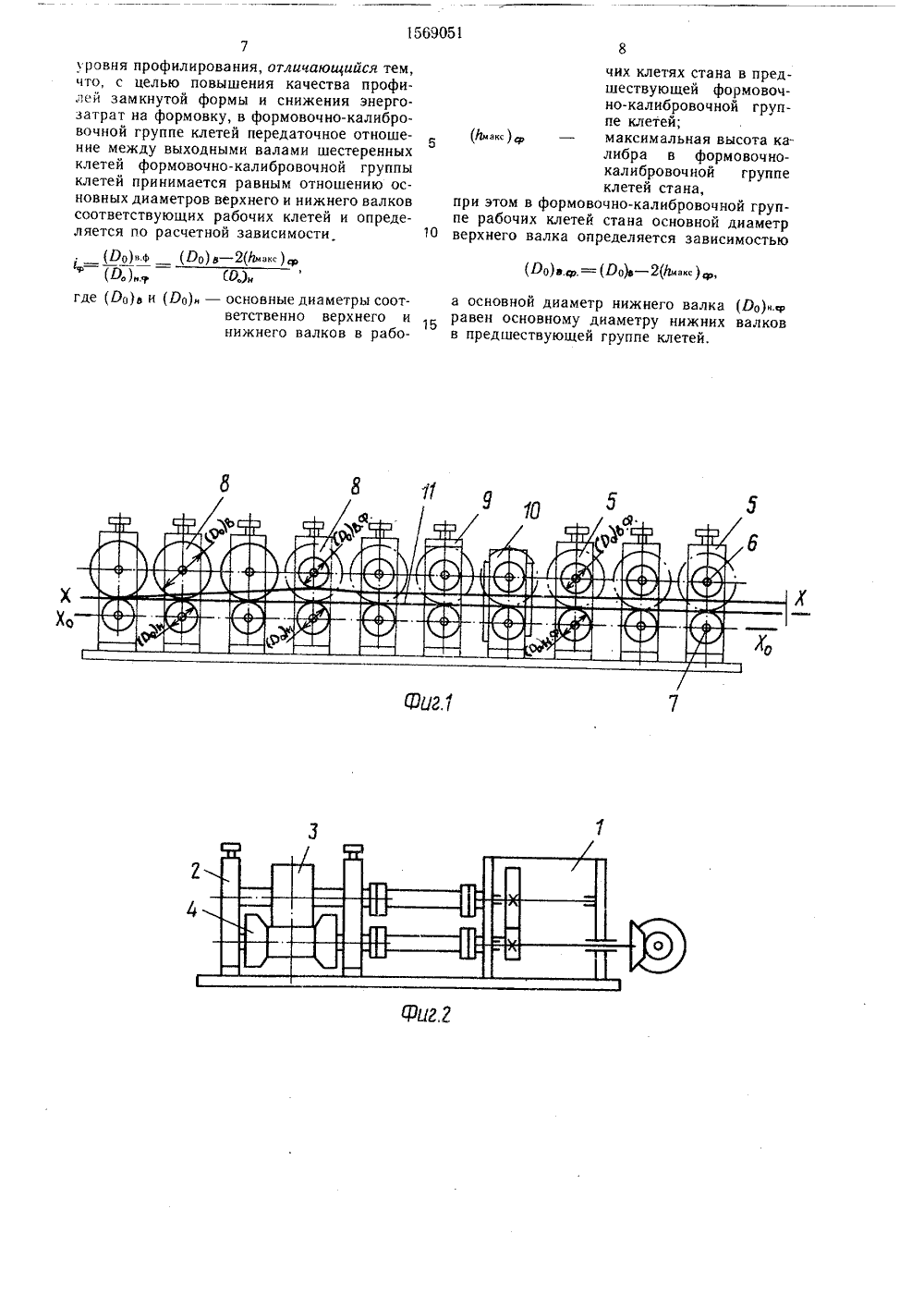
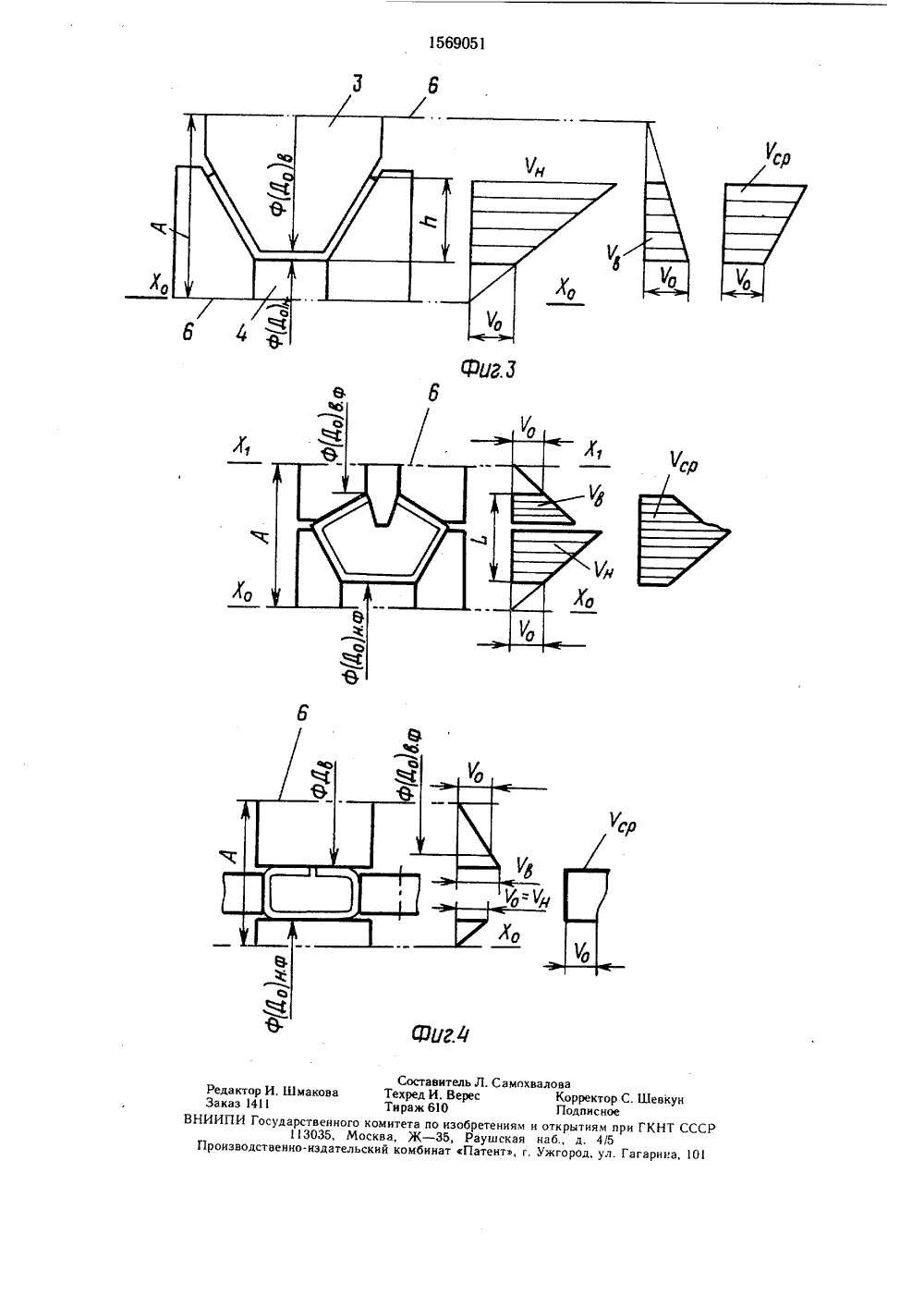
У ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР ОПИСАНИЕ ИЗО К АВТОРСКОМУ СВИДЕТЕЛЬСТ(57) Изобретение относится к обработкеметаллов давлением, в частности к оборудованию для производства гнутых профилейпроката, в том числе открытой, полузакрытой и закрытой формы, высота которых последовательно изменяется по клетям. Цельизобретения - расширение технологических Изобретение относится к обработке металлов давлением, а более конкретно к оборудованию, применяемому для производства гнутых профилей проката широкого сортамента, в том числе открытой, полузакрытой и закрытой форм, высота которых последовательно изменяется по клетям.Целью изобретения является повышение качества профилей замкнутой формы и снижение энергозатрат на формовку.На фиг. 1 показана схема профилегибочного стана; на фиг. 2 - схема рабочей и шестеренкой клетей стана; на фиг. 3 - схема калибра валков при формообразовании профиля открытой формы (швеллера) и эпюры скоростей в калибре; на фиг. 4 - схема ка,ЯО 1569 О 51 возможностеи за счет производства на нем замкнутых профилей и профилей открытой формы. Профилегибочный стан содержит привод, включающий шестеренные клети и кинематически с ними связанные рабочие клети с приводными верхним и нижним валками и формовочно-калибровочную группу рабочих клетей с одинаковым расстоянием между осями верхних и нижних валков при неизменном уровне осей нижних валков Хю - Хю относительно уровня Х - Х профилирования. Шестеренные клети выполнены с передаточным отношением цилиндрической пары шестерен, а соответственно рабочие клети -- с отношением основных диаметров верхнего" и нижнего валков, определяемым по расчетной зависимости. При этом в формовочно-калибровочной группе рабочих клетей стана основной диаметр верхних валков определяется также по расчетной зависимости. Стан позволяет улучшить скоростной режим профилирования. 4 ил. либра валков при формообразовании замкнутого сварного поофиля и эпюры скоростей в калибре.Профилегибочный стан содержит привод, включающий шестеренные клетии кинетически с ними связанные пабочие клети 2 с приводными верхним 3 и нижним 4 валками для подгибки заготовки и формовочно-калибровочную группу рабочих клетей 5 с одинаковым расстоянием А между осями 6 верхних и осями 7 нижних валков при неизменном уровне осей нижних валков Хю - Хю относительно уровня Х - Х профилирования. После профилегибочной группы клетей 8 установлена шовонаправляющая 9 и сварочные 10 клети.Верхний 3 и нижний 4 валки в каждой рабочей клети стана выполнены соответственно с основным диаметром (Ро) и (Ро).Размеры калибра в каждой клети определяются переходной формой профиля. Как правило, высота калибра Ь в каждой последующей клети для открытых профилей возрастает и достигает максимума Ьакс в последних клетях профилегибочной группы клетей стана,Для полузакрытых, закрытых и замкнутых сварных профилей высота калибра Ь, ,как правило, вначале увеличивается по ходу- профилирования, а затем, достигнув максимума Ьакс, уменьшается. Оси нижних валков как в профилегибочной группе клетей 8, так и в формовочно-калибровочной группе 5 размешены в одной плоскости и при одинаковых основных диаметрах валков (Оо)обеспечивают прямолинейность линии 11 (уровня Х - Х) профилирования.Верхние валки установлены так, что калибры размещены от уровня профилирования Х - Х в сторону оси 6 верхнего валка. При этом в клетях до достижения профилем максимальной высоты формовки калибры размещают от окружности основного диаметра верхнего валка в сторону его оси, а расстояние между осями верхнего 6 и нижнего 7 валков определяется величинойА =0,51(0 о)+(Ро),+5, где(Оо)и (Ро)в - основные диаметры соответственно верхнего и нижнего валков; 5 - зазор между цилиндрическими рабочими поверхностями валков в калибре,В последующих клетях профилегибочной группы стана оси верхних валков целесообразно выдерживать в одной плоскости с осями валков предшествующих клетей.Тогда после клети, содержащей валки с калибром максимальной высоты (Ьакс), верхние и нижние валки выполняются с отношением между основными диаметрами, равным единице.В формовочно-калибровочной группе клетей стана верхние валки устанавливаются с размещением их осей в одной плоскости с осями верхних валков предшествующей группы клетей. При этом шестеренные клети выполнены с передаточным отношением цилиндрической пары шестерен и соответственно рабочие клети с отношением основных диаметров верхнего и нижнего валков, определяемым по зависимости (0) в ф7 Ц;,При этом в формовочно-калибровочнойгруппе рабочих клетей стана основной диа(2) 5а основной диаметр нижнего валка (Ро)ф.равен основному диаметру нижних валков в предшествующей группе клетей.В описанной конструкции стана передаточное отношение передачи между выходны ми валами в шестеренных клетях определяется зависимостью Яо) Ва)Н 20 25 30 35 40 45 50 55 метр верхних валков определяется зависимостью(ОО)в ф = (ОО) - 2(Ьакс ),в начале стана, в последующих клетяхпрофилегибочной группы, начиная с клети,где калибр достигает максимальной высоты, равным единице, а затем в формовочнокалибровочной группе зависимостью (1).В профилегибочной группе клетей станаскоростной режим в калибрах валков характеризуется минимальными скоростями наокружности основного диаметра нижнеговалка К и на окружности верхнего валкадиаметром меньшим, чем на окружности основного диаметра верхнего валка .Начиная с клети, где основной диаметрверхнего валка равен основному диаметрунижнего валка, минимальные скорости имеются на окружностях основных диаметров верхнего и нижнего валков и для всех остальных точек калибра скорости превышаютупомянутые скорости.В начале стана с увеличением высотыкалибра 6 средние скорости в калибре валков ср. и Уср а возрастают и превышаютскорость профилирования, что обеспечиваетблагоприятные условия профилирования спродольным натяжением профиля междуклетями,В связи с тем, что при изготовлениизакрытых и замкнутых сварных профилей впромежуточных клетях профилегибочнойгруппы клетей стана высота калибра начинает уменьшаться, калибр размещается между основными диаметрами валков, что обеспечивает в данном случае увеличение средней скорости в калибре, так как при неизменнойр средняя скорость на верхнем валке ср возрастает, Такая схема профилирования обеспечивает продольное натяжение вовсей профилегибочной группе клетей станапри минимальных пробуксовке профиля ввалках и энергозатратах на профилирование.В конце стана в формовочно-калибровочной группе клетей высота калибра и профиля становится значительно меньшей, чеммаксимально допустимая в промежуточныхклетях. В связи с этим, выдерживая заданноерасстояние между осями верхних и нижнихвалков при неизменном уровне осей нижнихвалков относительно уровня профилирова 1569051Формула изобретения ния, передаточное отношение передачи между выходными валами и соответственно рабочие клети выполняются с отношением основных диаметров верхнего и нижнего валков в соответствии с зависимостью (1). При этом основной диаметр верхнего валка определяется зависимостью (2), а основной диаметр нижних валков выполняется равным основному диаметру нижних валков в предшествующей группе клетей.Такая схема профилирования обеспечивает в формовочно-калибровочной группе клетей стана среднюю окружную скорость валков в калибре большую, чем скорость профилирования в предшествующих группах клетей (Упроф =Ую), и которая, в основном, определяется скоростью первых формующих клетей стана.Из эпюр скоростей на участках калибра для верхнего и нижнего валков видно, что с уменьшением высоты калибра Ь. средняя скорость в ручье верхнего валка У,. возрастает, превышая скорость профилирования Ую. Средняя скорость в ручье нижнего валка У, .равна или превышает скорость профилирования, что обеспечивает продольное натяжение профиля между клетями вдоль всего стана.При изготовлении прсфилей открытой формы в сварочной клети и формовочнокалибровочной группе клетей верхние валки отсоединяют от привода. Перемещение профиля обеспечивается нижним валком. При этом верхний валок работает без перегрузок и повышенной пробуксовки. Таким образом, благодаря принятому распределению соотношений между основными диаметрами верхнего и нижнего валков обеспечиваются оптимальные перепады скоростей в калибрах при изготовлении профилей как открытой, так и закрытой замкнутой формы во всех клетях стана.При изготовлении замкнутых профилей на профилегибочном агрегате 2 - 8 х 100 - 600 максимальная высота профиля й.-. 55 мм при максимальной высоте формовки в предшествующей группе клетей 180 мм. Основные диаметры валков в профилегибоч ной группе клетей (Ою)=694,4 м м, (йю= 280 мм при передаточном отношении =2,48.В формовочно-калибровочной группе клетей стана основные диаметры приняты конструктивно для нижнего валка (Ою) р= =280 мм, для верхнего валка на основании формулы (2) (О ) .ф.=-385,4 мм. При этом передаточное отношение передачи шестеренной клети на основании формулы (1) =1,37. Вращение валков 3 и 4 рабочих клетей 2 обеспечивается от электропривода посредством шестеренных клетей 1. В профилегибочной группе клетей вначале стана расстояние между осями верхнего 6 и нижнего 7 валков определяется величиной А=-0,5 ЦВю)ь+ +(Ою)в 1+5. Для рассматриваемого стана А=487,2+5, где 5 - толщина заготовки. 5 10 15 20 25 30 35 40 45 50 В профилегибочной группе клетей 8 оси нижних валков размещены в одной плоскости Хю - Хю, отстоящей от уровня профилирования Х - Х на расстоянии 0,5 (Ою), т, е. 40 мм. Верхние валки в группе клетей до клети с максимальной высотой формовки профиля Ь"с=180 мм выполняются диаметром (Ою),=694,4 мм, а затем диаметром (Вю)=280 мм.В формовочно-калибровочной группе клетей стана верхние валки. установлены с размещением их осей в одной плоскости с осями валков 8 предшествующей группы клетей, При этом шестеренные клети выполнены с персдаточным отношением передачиэ = =1,37, а основной диаметр верхних валков (О,) ф=384,4 мм.Первоначально заготовка формоизменяется в профилегибочной группе клетей 8, затем проходит через шовонаправляющую клеть 9 и сваривается в замкнутый профиль в сварочной клети 10, после чего доформовывается в формовочно-калибровочной группе 5 клетей стана. Характерно, что при изготовлении замкнутых сварных профилей средняя окружная скорость валков во всех клетях на участке калибра У, соответствует или повышает скорость профилирования Ую, а это гарантирует натяжение профиля вдоль всего стана.Как показали данные расчетов, применение описанной конструкции стана для изготовления гнутых профилей в сра внении с известной конструкцией стана позволяет улучшить скоростной режим профилирования и снизить энергозатраты на формовку на 30 в 50.В связи с обеспечением возрастания средней скорости в калибре промежуточных и последних клетей, где высота профиля уменьшается, исключаются продольный изгиб и излом профиля, устаняются перегрузки рабочих и шестеренных клетей, а также устраняются поверхностные дефекты профиля в виде царапин, задиров, рисок, вмятин.Кроме того, расширяются технологические возможности стана, появляется возможность организовать на нем производства гнутых профилей как открытой, так и полузакрытой, закрытой и сварной замкнутой формы, в том числе профилей, для которых требуется применение редуцирования и переформовки в валках формовочно-калибровочной группы клетей. Профилегибочный стан, содержащий шестеренные клети, рабочие клети с приводными валками для подгибки заготовки и формовоч но-калибровочную группу рабочих клетей с одинаковым расстоянием между осями верхних и нижних валков при неизменном уровне осей нижних валков относительно1569051 7уровня профилирования, отличающийся тем, что, с целью повышения качества профилей замкнутой формы и снижения энергозатрат на формовку, в формовочно-калибровочной группе клетей передаточное отношение между выходными валами шестеренных клетей формовочно-калибровочной группы клетей принимается равным отношению основных диаметров верхнего и нижнего валков соответствующих рабочих клетей и определяется по расчетной зависимости 10(Оо ) н.р К)нгде (Оо) в и (бо) н - основные диаметры соответственно верхнего и нижнего валков в рабочих клетях стана в предшествующей формовочно-калибровочной группе клетей;(Й а-), - максимальная высота калибра в формовочнокалибровочной группе клетей стана,при этом в формовочно-калибровочной группе рабочих клетей стана основной диаметр верхнего валка определяется зависимостью(0 о) .р. -- (Оо)в - 2(ь-.)а основной диаметр нижнего валка (Во)н.чравен основному диаметру нижних валковв предшествующей группе клетей,1569051 3 6 Сост Шевкун НТ СССР нног 5, М дател по изобретениях - 35, Раушская бинат Патентз,арика, 101 Редактор И. ШмаЗаказ 141НИИПИ Государст130Производственно-и Техре Тираж омитета ква, Ж кнй ком авитель Л. СамохИ. Верес610 валоваКорректор СПодписноеи открытиям прна 6 д 4/5
СмотретьЗаявка
4467884, 02.08.1988
УКРАИНСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОВ
ДОКТОРОВ МАРК ЕФИМОВИЧ, ПШЕНИЧНАЯ НАТАЛЬЯ ВЕНИАМИНОВНА, ДЕБЕРДЕЕВ РУСТЕМ ЮСУПОВИЧ, АХЛЕСТИН ВЛАДИМИР ЛЕОНИДОВИЧ, БРЫКОВ КОНСТАНТИН СЕМЕНОВИЧ, КОНОВАЛОВ АНАТОЛИЙ НИКОЛАЕВИЧ, КУЗЬМИНСКИЙ АНАТОЛИЙ ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B21D 5/06
Метки: профилегибочный, стан
Опубликовано: 07.06.1990
Код ссылки
<a href="https://patents.su/5-1569051-profilegibochnyjj-stan.html" target="_blank" rel="follow" title="База патентов СССР">Профилегибочный стан</a>
Способ профилирования рабочих валков чистовой группы клетей широкополосного стана

Номер патента: 1537339
Опубликовано: 23.01.1990
Авторы: Гиренко, Колосок, Новак, Пестов, Стариков, Тимофеев, Тимошенко, Фиркович
МПК: B21B 27/02
Метки: валков, группы, клетей, профилирования, рабочих, стана, чистовой, широкополосного
...клетей (2-4-Х) в валках с выпуклым профилем бочки. Однако еще большая частота замены профилей, т.е. чаще, чем через 0,1 Ц., не дает ощутимого результата и может увеличить вероятность появления дефекта типа коробоватости горячекатаной полосы и поэтому нецелесообразна. Большая величина периода замены (через 0,40 Ц ) целесообразна в том случае, когда приходится изменять вогнутые профили и в конце кампании опорных валков. Объясняется это тем, что на последней трети кампании опорных валков износ практически минимален и влияние невелико, однако еще большее увеличение продолжительности (более 04 0 ) может привести к тому, что повысится доля полос с кромочной неплоскостностью.Ступенчатость изменения вынуклого (вогнутого) профиля выбирают в...
Рабочая клеть трубоформовочного стана

Номер патента: 1053923
Опубликовано: 15.11.1983
Авторы: Антипов, Борисов, Вавилин, Вольпер, Давыдов, Овчаров, Разин, Сидоренко, Тыртов
МПК: B21C 37/06
Метки: клеть, рабочая, стана, трубоформовочного
...направлению движения кромок.Цель изобретения - повышение качества формовки трубной заготовки путем исключения поворота последней вокруг продольной оси и уменьшения глубины рисок и вмятин на кромках.Поставленная цель достигается тем, что в рабочей клети трубоформовочного стана, содержащей смонтированные в станине кассеты с валками с направляющими шайбами и нажимнЬе механизмы, валки установлены в кассете с возможностью поворота относительно вертикальной плоскости, перпендикулярной оси формовки.Такое конструктивное выполнение клети трубоформовочного стана повышает качество формовки трубной заготовки с углом ее заформовки до 180 путем полного заполнения калибров валков формуемой трубной заготовкой и качественной выформовкой ее при этом....
Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана

Номер патента: 1276388
Опубликовано: 15.12.1986
Авторы: Лебединский, Марков, Сарваров, Селиванов, Червяков
МПК: B21B 37/52
Метки: группе, заготовок, клетей, мелкосортно-проволочного, многониточной, натяжением, непрерывной, стана
...равенства(/6=а,г;=КМ. ь г=1,.,гг, (2) где М- заданное значение момента переднего натяжения для предыдущей клети данного межклетевого промежутка при однониточной прокатке; К - коэффициент пропорциональности. При таком выборе коэффициентов усиления а г= 1гг, при много- ниточной прокатке сигнал Г 6 на выходе задат 1276388ццк 8 момсцтя переднего цягяжсция опрслслится формулой1,. - КиМнн, - КМнн (3)где и - число заготовок, рокятываемых олцоврсмсццо и ва,кях смежцых клетей лаццого скк;с Своо промсжукя, я Мин= =тМ- зядяццос зцачсццс момента персдцсго цатяжспия .ля рсдылу 1 цей клети дяццого межклстсвого промежутка.ЛныгОги По Осуществляется цастройкя коэффцццецтов усиления по вхолам суммирующего усилителя, выопяопего функции задятчика 7...
Устройство для управления натяжением проката в непрерывной группе клетей мелкосортно-проволочного стана

Номер патента: 1384351
Опубликовано: 30.03.1988
Авторы: Марков, Селиванов, Червяков, Щекотова, Щербаков
МПК: B21B 37/52
Метки: группе, клетей, мелкосортно-проволочного, натяжением, непрерывной, проката, стана
...Это приводит к переключению коммутатора 13 в состояние Включено, в результате чего первый вход регулятора 16 вращающего момента привода валков данной клети отключается от выхода регулятора 10 скорости вращения валков и подключается к выходу блока 29 задания вращающего момента привода валков этой клети. Электропривод клети переводится из режима регулирования скорости в режим регулирования вращающего момента привода валков, а электро- привод следующей за ней клети продолжает работать в режиме регулирования скорости.Увеличение сопротивления деформации металла, прокатываемого в клети, предшествующей базовой, т. е. в первой по ходу прокатки клети, заполненного заготовкой первого межклетевого промежутка, увеличение коэффициента трения и...
Устройство косвенного регулирования размеров проката в непрерывной группе клетей мелкосортно-проволочного стана

Номер патента: 1414488
Опубликовано: 07.08.1988
Авторы: Лебединский, Лукьянов, Марков, Сарваров, Селиванов, Червяков
МПК: B21B 37/18
Метки: группе, клетей, косвенного, мелкосортно-проволочного, непрерывной, проката, размеров, стана
...при автоматической работе стана при колебаниях температуры заготовки и скорости ее деформации (скорости прокатки), а также при отклонениях момента электропривода валков последней по ходу прокатки (базовой) клети 3 от его "контрольного" значения.Латчики 17 температуры заготовки в тянущих клетях 1 и 2 предназначены для формирования сигналов, пропорциональных температуре заготовки на входе в соответствующую клеть, Эти сигналы используются в блоках 14 задания момента электропривода валков данных клетей 1 и 2 для осуществления температурной коррекции их выходных сигналов.Командный блок 16 предназначен для управления блоками 14 задания момента электропривода валков 1 и 2 и блоками 15 управления коммутаторами 11 тянущих клетей 1 и...
Предыдущий патент: Способ изготовления гнутых профилей
Следующий патент: Устройство для профилирования
Случайный патент: Копировально-шлифовальный станок