Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1286396
Авторы: Жигалов, Чистосердов

Текст
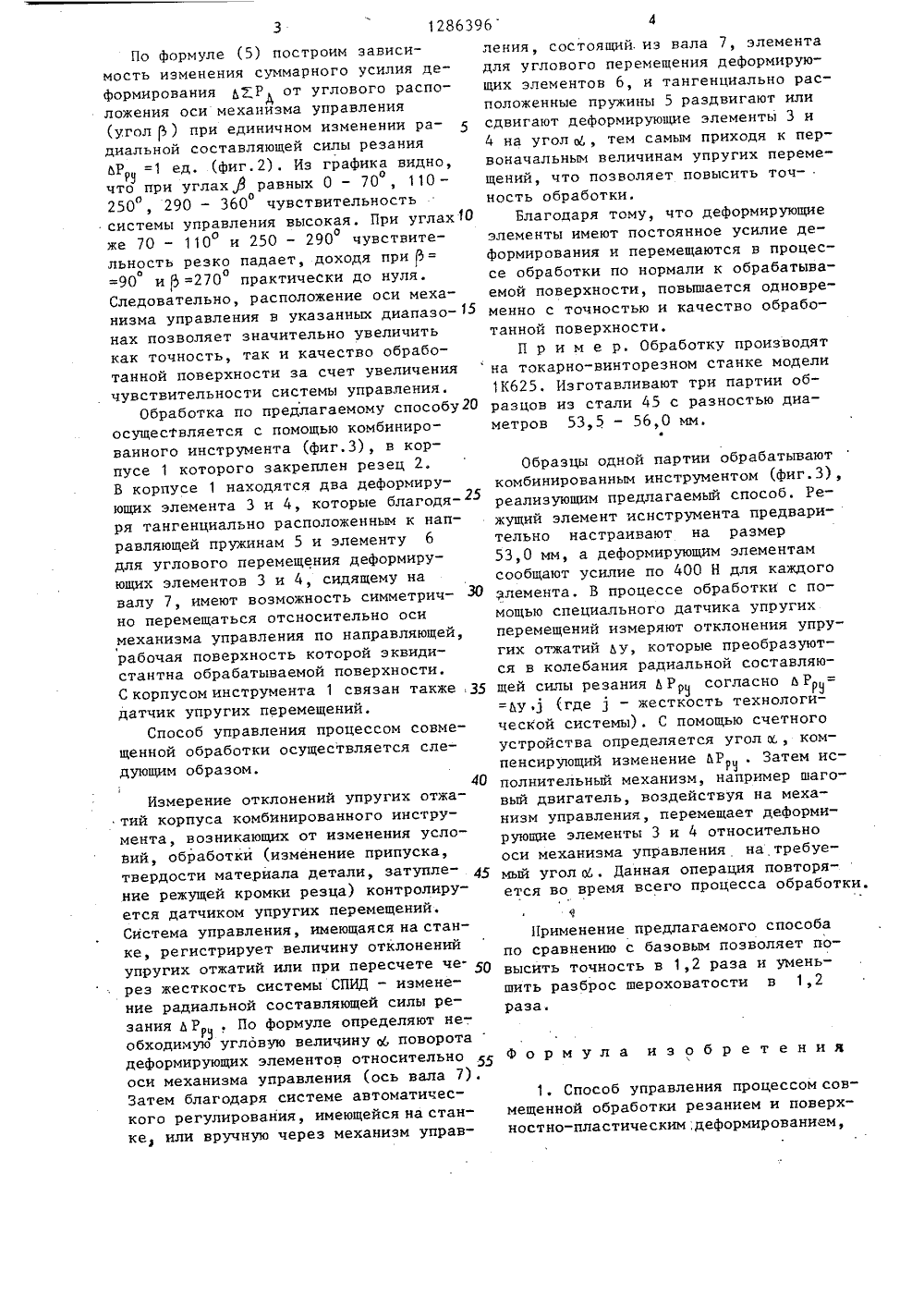
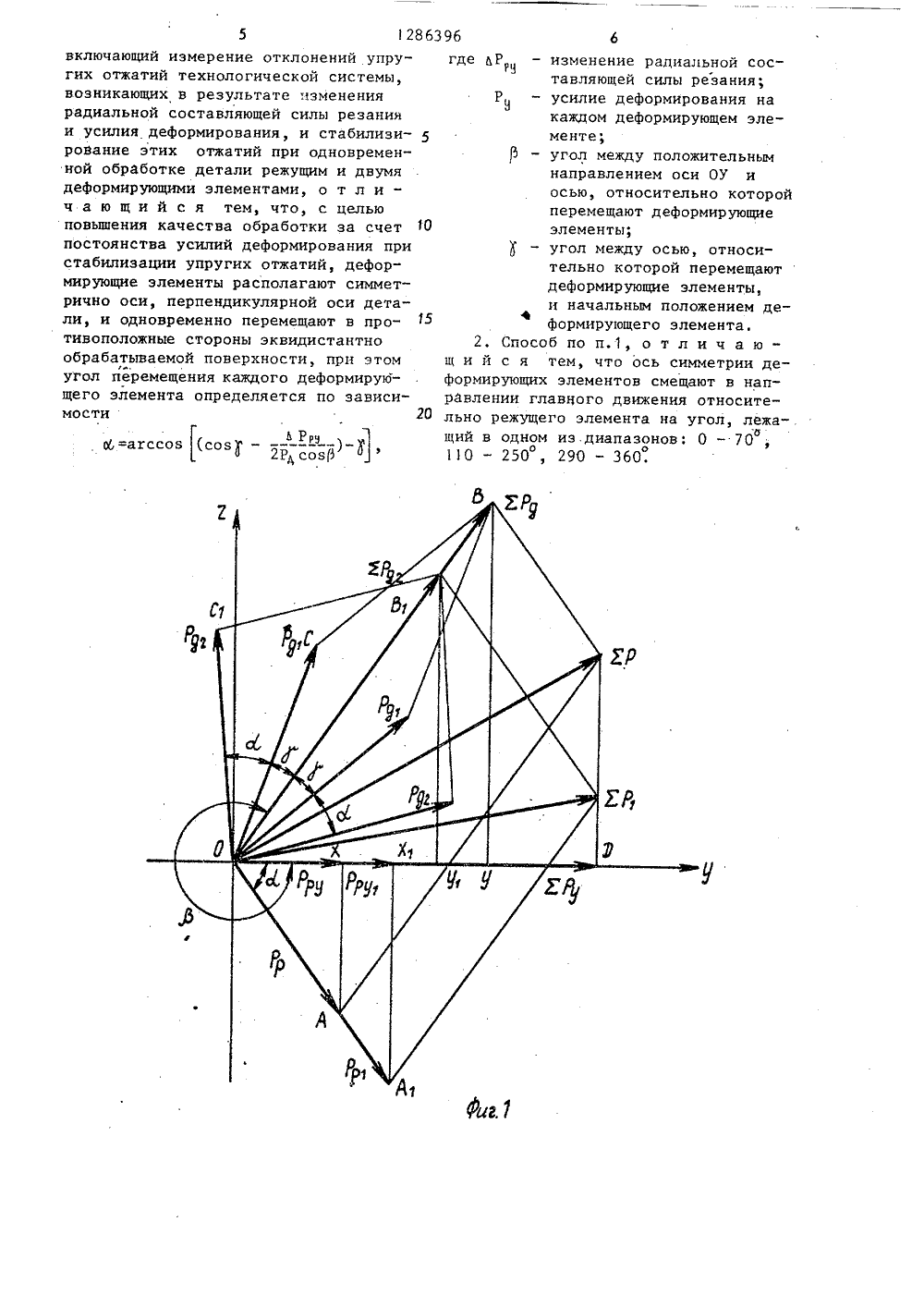
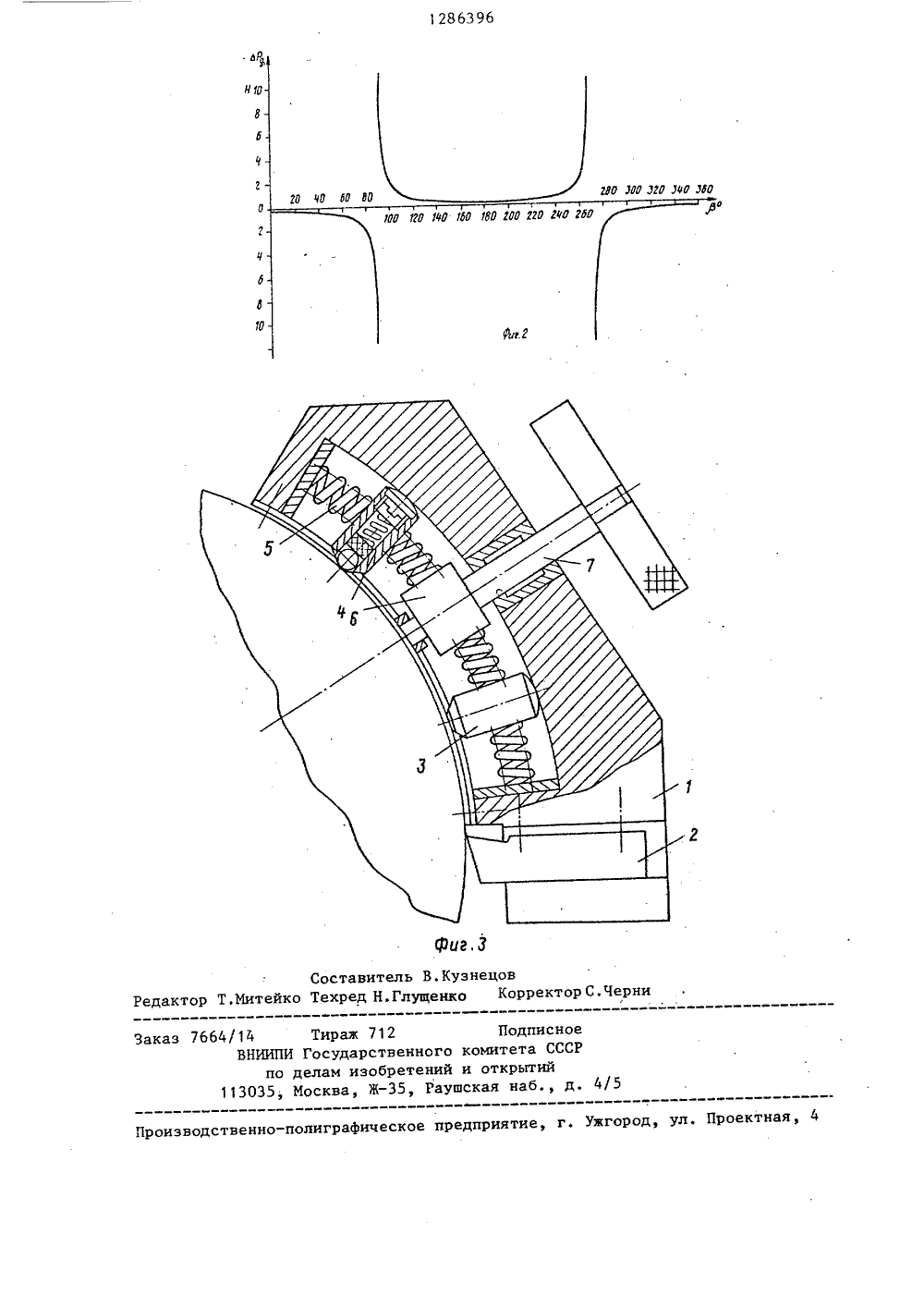
Угол поворота деформирующих элементов относительно оси механизма управления выбирают из следующих с ображений (фиг. 1). о Изобретение относится к машиностроению, а именно к отделочно-упрочняющей совмещенной обработке резанием и поверхностно-пластическим деформированием (ППД) комбинированными инструментами,и может быть использовано при обработке деталей на станках, имеющих систему автоматического (адаптивного) управления.Цель изобретения - повышение каче О ства обработки за счет постоянства усилий деформирования при стабилизации упругих отличий.На фиг.1 изображена схема, показывающая управление процессом совмещенной обработки по предлагаемому способу; на фиг.2 - зависимость изменения суммарного усилия деформирования от углового расположения оси механизма управления относительно режущего эле мента при единичном изменении радиальной составляющей силы резания; на фиг.3 - конструктивная схема комбинированного инструмента, реализующего предлагаемый способ.При изменении силы резания (фиг,1) Р (Р =ОА; Р, =ОА,) величина проекцйй суммарных сил ХР и 2.Р, на ось ОУ остается постоянной ХР =ОД за счет изменения суммарной величины усилия деформирования Ярд (%рд=ОВ; Е РА, =ОВ, )При постоянной проекции суммарной силы на ось ОУ упругие отжатия в системе СПИД вдоль этой оси будут также постоянными. При таком условии рассе ивание размеров партии заготовок весьма мало, а точность обработки высокая, Кроме того, достигается высокое качество обрабатываемой поверхности40 за счет того, что усилие деформирования на деформирующих элементах в процессе работы остается всегда постоянным (оптимальным) Р =Рд =сопя. ТакАкак изменение суьыарной величины усилия деформирования T Рд происходит за45 счет симметричного поворота деформирующих элементов, имеющих постоянное усилие деформирования, относительно оси механизма управления, перпендикулярной оси детали на угол Ы то обра 50 ботанная поверхность формируется одновременно с высокой точностью и с высоким заданным качеством.(8 кр,соя-соя оя/Зф сов (К+ ) -совов 13 ссоя (соя2 РА сояЭта величина угла сб позволяет доь деформирующий элемент на сто что произойдет полное стабилинйе суммарной силы Р.Для одновременного повышения каче ства и точности обработанной поверхности за счет повышения чувствительности системы управления ось механиз ма управления смещают в направлении главного движения относительно режущего элемента на угол, лежащий в одном из трех диапазонов. Определим эт диапазоны. вернутлько,зирова Величина диапазона изменения радиальной составляющей силы резания определится из соотношенияАрра =Р, - Р .(1) В векторном виде это выглядит/ ХХ,/ =/ОХ,/ -/ОХ/. (2) Так какОХ,/ - /ОХ =/ХХ,= УУ 1=/ ОУ/ - /ОУ, /ОУ=ОВ соя /360 -/= /ОВ/ соя /3ОУ,/ = ОВ,/ сов /360 -ф = ОВ,соя/5, то / ХХ,/ =/ОХ,/ - /ОХ/=(/ОВ/ - ОВ,/)хх сов/5. (3)После перехода от векторного вида (3) к абсолютным величинам, получимЬрр= ЬХРд соя. (4)Отсюда диапазон изменения суммарной величины усилия деформирования12863 о 6 Формул а По формуле (5) построим зависимость изменения суммарного усилия деформирования Р от углового расположения оси механйзма управления(угол) при единичном изменении радиальной составляющей силы резанияЬР =1 ед. (фиг.2). Из графика видно,очто при углах 6 равных 0 - 70 , 110 -250 , 290 - 360 чувствительностьсистемы управления высокая. При углах 10 же 70 - 110 и 250 - 290 чувствитео ольность резко падает, доходя при=о о=90 и=270 практически до нуля.Следовательно, расположение оси механизма управления в указанных диапазо нах позволяет значительно увеличитькак точность, так и качество обработанной поверхности за счет увеличения чувствительности системы управления.Обработка по предлагаемому способу 20осуществляется с помощью комбинированного инструмента (фиг.3), в корпусе 1 которого закреплен резец 2. В корпусе 1 находятся два деформирующих элемента 3 и 4, которые благодя ря тангенциально расположенным к направляющей пружинам 5 и элементу 6 для углового перемещения деформирующих элементов 3 и 4, сидящему навалу 7, имеют возможность симметрич- З 0 но перемещаться отсносительно оси механизма управления по направляющей,рабочая поверхность которой эквидистантна обрабатываемой поверхности.С корпусом инструмента 1 связан также, 35датчик упругих перемещений.Способ управления процессом совмещенной обработки осуществляется следующим образом. 40Измерение отклонений упругих отжатий корпуса комбинированного инструмента, возникающих от изменения условий, обработки (изменение припуска, твердости материала детали, затупле ние режущей кромки резца) контролируется датчиком упругих перемещений, Система управления, имеющаяся на станке, регистрирует величину отклонений упругих отжатий или при пересчете че рез жесткость системы СПИЦ - изменение радиальной составляющей силы резания ЛР , По формуле определяют необходимую угловую величину о поворота деформирующих элементов относительно оси механизма управления (ось вала 7). Затем благодаря системе автоматического регулирования, имеющейся на станке или вручную через механизм управления, состоящий.из вала 7, элемента для углового перемещения деформирующих элементов 6, и тангенциально расположенные пружины 5 раздвигают или сдвигают деформирующие элементы 3 и 4 на угол ы, тем самым приходя к первоначальным величинам упругих перемещений, что позволяет повысить точность обработки.Благодаря тому, что деформирующие элементы имеют постоянное усилие деформирования и перемещаются в процессе обработки по нормали к обрабатываемой поверхности, повышается одновременно с точностью и качество обработанной поверхности.П р и м е р. Обработку производят на токарно-винторезном станке модели 1 К 625. Изготавливают три партии образцов из стали 45 с разностью диаметров 53,5 - 56,0 мм. Образцы одной партии обрабатывают комбинированным инструментом (фиг.3), реализующим предлагаемыи способ. Режущий элемент иснструмента предварительно настраивают на размер 53,0 мм, а деформирующим элементам сообщают усилие по 400 Н для каждого элемента. В процессе обработки с помощью специального датчика упругих перемещений измеряют отклонения упругих отжатий ьу, которые преобразуются в колебания радиальной составляющей силы резания 6 Р согласно 6 Р = =Ьу, (где- жесткость технологической системы), С помощью счетного устройства определяется угол ж, компенсирующий изменение ЬР . Затем исполнительный механизм, например шаговый двигатель, воздействуя на механизм управления, перемещает деформирующие элементы 3 и 4 относительно оси механизма управления на требуемый угол О. Данная операция повторяется во время всего процесса обработки. ЧПрименение предлагаемого способа по сравнению с базовым позволяет повысить точность в 1,2 раза и уменьшить разброс шероховатости в 1,2 раза. изобретения 1. Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим,деформированием, 1 286396включающий измерение отклонений упругих отжатий технологической системы, возникающих в результате изменения радиальной составляющей силы резания и усилия деформирования, и стабилизи рование этих отжатий при одновременной обработке детали режущим и двумя деформирующими элементами, о т л и " ч а ю щ и й с я тем, что, с целью повышения качества обработки за счет 10 постоянства усилий деформирования при стабилизации упругих отжатий, деформирующие элементы располагают симметрично оси, перпендикулярной оси деталиу и одновременно перемещают в про тивоположные стороны эквидистантно обрабатываемой поверхности, при этомРю.угол перемещения каждого деформирующего элемента определяется по зависимости 205( =атссоз (со 82 )Ррч 2 Р соз(3где 6 Р - изменение радиальной составляющей силы резания;Р - усилие деформировання на9каждом деформирующем элементе;угол между положительнымнаправлением оси ОУ иосью, относительно которойперемещают деформирующиеэлементы;- угол между осью, относительно которой перемещаютдеформирующие элементы,и начальным положением деФформирующего элемента.2. Способ по п.1, о т л и ч а ю - щ и й с я тем, что ось симметрии деформирующих элементов смещают в направлении главного движения относительно режущего элемента на угол, лежай щий в одном из диапазонов: 0 - 70 110 - 250 , 290 - 360.1286396 г,З Составитель В.Кузнецко Техред Н.Глущенко ор С,Черни Редак а арс изобреа, Ж4/1 А Т ВНИИПИ Го по дел 113035, МосПроизводственно-полиг Подписноенного комитета СССРтений и открытийРаушская наб., д. ое предприятие, г. Ужгород, ул
СмотретьЗаявка
3958541, 25.09.1985
МОГИЛЕВСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ ИНСТИТУТ
ЧИСТОСЕРДОВ ПАВЕЛ СЕРГЕЕВИЧ, ЖИГАЛОВ АНАТОЛИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B24B 39/00
Метки: деформированием, поверхностно-пластическим, процессом, резанием, совмещенной
Опубликовано: 30.01.1987
Код ссылки
<a href="https://patents.su/5-1286396-sposob-upravleniya-processom-sovmeshhennojj-obrabotki-rezaniem-i-poverkhnostno-plasticheskim-deformirovaniem.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием</a>
Прибор для наглядного построения моментов силы относительно точки и относительно оси

Номер патента: 30482
Опубликовано: 31.05.1933
Автор: Гос
МПК: G09B 23/08
Метки: моментов, наглядного, оси, относительно, построения, прибор, силы, точки
...у основании стержня 4 концы их лежат на одном уровне, т.-е. стрелка 12 есть проекция стрелки 11 на ось. Нижний конец стрелки 12 соединен шарнирно с точкой 10 (началом стрелки 17), а верхний в помощью кольца 13 связан с осью 4, что дает возможность этой стрелке свободно перемещаться вдоль оси 4. Устройство прибора дает возможность укорачивать стороны 8, 8 и 9, 9 и таким образом перемещать вершину 1 О треугольника вдоль оси, другими словами, демонстрировать линейные моменты силы Г относительно различных точки оси.:При этом момент силы относйтельно оси (стрелка 12) сохраняет свою величину, момент же силы относительно точек, лежащей на. оси (стрелка Х 1), должен уменьшаться таким образом, что проекция его на ось должна сохранять постоянную...
Датчик силы

Номер патента: 552529
Опубликовано: 30.03.1977
Авторы: Василенко, Миренбург, Соколовский
МПК: G01L 1/22
...б в определенном положении. При этом кажуп- маИзобретение относится к тензометрическимсилоизмерительным датчикам, предназначенным для измерения силы при длительных испытаниях материалов и грунтов на ползучесть и релаксацию. 5Известен датчик силы, содержащий корпус,упругий элемент с наклеенными тензорезисторами, выполненный в виде вала, и силопередающий элемент с подшипниками, свободно вращающийся на упругом элементе. 10Известен также датчик силы, содержащийвыполненный в виде многогранника с тензоэлементами упругий элемент, размещенныйна подшипниках в корпусе и связанный через подшипники с силопередающим узлом. 15Недостатком этих датчиков силы являетсято, что они не позволяют фиксированно изменять положение многогранника...
Способ совместного уравновешивания инерционных и упругих сил машины

Номер патента: 209010
Опубликовано: 01.01.1968
Авторы: Заблоцкий, Рапота, Эпштейн
МПК: G01M 1/02
Метки: инерционных, сил, совместного, упругих, уравновешивания
...способ обраеднеквадратическое значеаний рамы машины в люмет изобретения Известен способ совместного уравновешивания инерционных и упругих сил машины, заключающийся в том, что уравновешивают инерционные силы при помощи противовесов. Однако при помощи этого способа можно уравновесить только инерционные силы, действующие в определенном направлении.Предлагаемый способ отличается от известного тем, что упругие силы уравновешивают при:помощи пружин, параметры которых динамически взаимосвязаны с параметрами,противовесов. Это позволяет получить минимальную амплитуду колебаний рамы во всех направлениях.На чертеже схематически показан общий вид экспериментального стенда, предназначенного для осуществления предлагаемого...
Способ ориентирования оси ротора гиромотора в гирокомпасе относительно астрономического

Номер патента: 361393
Опубликовано: 01.01.1973
Авторы: Бакарев, Берсенева, Будрин, Игошкин, Шацкий
МПК: G01C 19/30
Метки: астрономического, гирокомпасе, гиромотора, ориентирования, оси, относительно, ротора
...совершает симметричные прецессонные колебания (синусоидальные в случаемалых амплитуд) около плоскости астрономического меридиана. Амплитуда прецессионныхколебаний определяется ьачальным положением оси ротора гиромотора относительно астрономического меридиана и качеством работыарретира. Если при грубой начальной ориентации гирокомпаса в момент разарретирова.ния включить счетчик времени и через чет.верть периода прецессиснных колебаний дляданной широты места наблюдений произвестипромежуточное арретирование и затем резарретирование, то амплитуда последующих прецессионных колебаний будет значительно меньшей и определяться в основном качеством работы механизма арретира (точностью его юстировки), что, в свою очередь,...
Устройство для поворота оси на определенный угол

Номер патента: 382085
Опубликовано: 01.01.1973
Авторы: Евтеев, Савиных, Тихонов, Шабанов
МПК: G05G 7/12
Метки: определенный, оси, поворота, угол
...11. Следовательно, ось повернется на угол, который определяется ферромагнитной тягой 7. Причем поворот оси будет равномерным, за счет поступления тока в обмотки двух электромагнитов 10 и 11,Заявлено 31.711,1971 ( 1 писоединением заявкиСТРОЙСТВО ДЛЯ ПОВОРОТ Изобретение относится к области автоматического регулирования, в частности, к устройствам для поворота оси на определенный угол.Известны устройства для поворота оси на 5 определенный угол, содержащие кольца с ферромагнитными тягами, укрепленными под разными углами друг к другу по окружности оси и взаимодействующими каждая со своим электромагнитом, начала обмоток 10 которых соединены между собой.Целью изобретения является повышение быстродействия и надежности работы устройства.Это...
Предыдущий патент: Способ размерно-совмещенного обкатывания
Следующий патент: Устройство для отделочно-упрочняющей обработки деталей
Случайный патент: Устройство для юстировки многоканальной магнитной головки