Устройство для изготовления гофрированных дренажных труб из полимерных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки





Текст
(59 4 В 29 0 23/22 13,ОПИСАНИЕ ИЗОбРЕТЕНИЯ тельство СССР9 0 23/22, 198 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ АВТОРСКОМУ СВИДЕТЕЛЬСТВ(71) Государственный институт по проектированию предприятий по производству изделий из пластмасс и химтары (72) Н, И. Попов и И.А. Орешко (53) 678,057.9(088.8)(56) Авторское свидетельство СССР852539, кл, В 26 Г 1/20, 1979,Патент США4204447, кл. 83/171, опублик. 1980.Авторское свиде1235755, кл. В 2 4. (54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФ РИРОВАННЫХ ДРЕНАЖНЫХ ТРУБ ИЗ ПОЛИМЕР НЫХ МАТЕРИАЛОВ(57) Изобретение относится к областиизготовления дренажных полимерных,гофрированных труб. Цель - расширениетехнологических воэможностей и упрощение конструкции. Для этого в устройстве перфоратор для получения отверстий в стенках трубы выполнен ввиде установленных на неподвижномдержателе внутри гофрированной трубыколес с зубьями, между которыми установлены ножи. При перемещении трубыотносительно держателя зубья попадаютво впадины гофрированной трубы, колеса получают вращение, ножи врезаютсяв стенку и прорезают отверстия, Приэтом рабочие элементы могут быть установлены на держателе радиально дляполучения отверстий по периметру трубы. 1 з,п. ф-лы. 5 ил.Изобретение относится к изготовлению дренажных полимерных труб, аименно к установкам для изготовлениягофрированных полимерных труб и ихсинхронного перфорирования. 5Целью изобретения является расширение технологических возможностейи упрощение конструкции.На фиг.1 дано устройство для производства дренажных труб из полимерных материалов, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.2; на фиг.4 - вариантисполнения перфоратора и режущего инструмента; на фиг.5 - разрез В-В нафиг.4.Установка для непрерывного производства дренажных труб из полимерныхматериалов включает экструдер 1, гофратор 2, охлаждающее устройство 3,перфоратор 4 и устройство 5 для подачи трубы в зону перфорации,Экструдер 1 снабжен направляющейштангой 6, Гофратор 2 включает парубесконечных цепей с полуформами дляобразования гофров на экструдируемойтрубе.На направляющей штанге б после охлаждающего устройства 3 закреплен неподвижно перфоратор 4, состоящий изкорпуса 7 с установленными на нем свозможностью вращения колесами 8,причем зубья 9 их имеют профиль,близкий к профилю гофров изготавливаемой трубы. Между зубьями 9 размещены пробивающие или прокалывающиеножи 10 пуансоны), конфигурация которых соответствует заданной техническими условиями на трубы.,Ряды пары или группы) колес с40зубьями и пуансонами располагаютсяна штанге в строго определенной последовательности с радиальным смещением в соответствии с требованиями45технических условий к расположениюдренажных отверстий в гофротрубе,В зоне перфорирования установлен новыистационарный цилиндр 11, который имеет внутренний диаметр, равный наружному диаметру перфорируемой трубы, т.е. охватывает трубу снаружи предотвращая прогиб трубы при воздействии на нее ножа 10.55Внутренняя поверхность охватывающего цилиндра гладкая для уменьшения сопротивления при поступательном движении трубы. 1279840 2В колесах 8 и проушинах корпуса 7просверлены сквозные соосцые отверстия для штифтов 12, которые предназцачены для Фиксации колес на корпусеперфоратора до начала работы в определенном положении.Штифты выполнены иэ материала, обладающего малым сопротивлением насрез.Устройство работает следующим образом,Экструдируемая труба 13 из экструдера 1 попадает в гофратор 2, где охватывается с двух сторон матрицамидля гофрирования. Формование осуществляется посредством сжатого воздуха,гпоступающего через полую штангу 6и раздувающего .трубу изнутри.Далее уже гофрированная труба 13,скользя но штанге 6, попадает в охлаждающее устройство 3 и в зону цилиндра 11, т.е. в зону перфорации,При поступлении трубы в зону перфорации она вступает в зацеплениепоследовательно с рядами парами илигруппами) колес 8, заставляя их вращаться,при этом штифты срезаются.Зубья 9 колес 8 обкатываются по внутренней поверхности трубы 13. Ведущимзвеном в данном случае является гофрированная труба 13, исполняющая рользубчатой рейки в силу того, что зубья9 имеют профиль, близкий к профилюгофров трубы, а ведомым звеном является колесо 8 перфоратора 4.Колеса 8 перфоратора расположеныв плоскостях, проходящих через осьили параллельно оси трубы, и при работе вращаются, причем на трубу одновременно могут воздействовать несколько инструментов. Это зависит оттребований технических условий натрубу.1Ножи пуансоны)размещенные вовпадинах между зубьями, встречаясьпри вращении со впадинами гофротрубы,врезаются в стенку, вырезают в трубеотверстия и, продолжая двигаться поокружности, вьходят из прорезанныхотверстий и продолжают дальнейшеедвижение по окружности под действиемсил принудительно движущейся поддействием устройства 5 трубы 13, постоянно находящейся в зацеплении сзубьями 9, Полый цилиндр, охватывающий трубу в зоне перфорации, способствует уменьшению усилия перфорировация за счет того, что предотвращает1. Устройство для изготовлениягофрированных дренажных труб из полимерных материалов, содержащее расположенные по ходу технологическогопроцесса экструдер с направляющейпустотелой штангой, приводной гофратор в виде связанных между собойгофрированных полуформ установленныйза ним цилиндр для размещения трубыи установленный в нем на держателеперфоратор в виде головки со смонтированными на ней с возможностьювращения рабочими элементами кожами,о т л и ч а ю щ е е с я тем, что,с целью расширения технологическихвозможностей и упрощения конструкции,головка закреплена на держателе жестко, а рабочие элементы выполнены ввиде колес с зубьями для взаимодействия с впадинами гофров трубы, аножи установлены между зубьями,2. Устройство по п.1, о т л ич а ю щ е е с я тем, что рабочиеэлементы установлены на держателе радиально деформацию упругой трубы (ее овальность), при взаимодействии ее с режущими элементами.Уменьшение усилий перфорирования является основой для качественной перфорации,Гофрированная перфорированная труба далее наматывается в бухты.Одним из вариантов исполненйя перфоратора является установление между 10 зубьями вращающихся колес не вырубающих, а прокалывающих ножей, исключающих высечку.При наличии таких ножей перфоратор можно устанавливать сразу за гоф ратором. когда еще не совсем остывшая труба легко прокалывается иглами (фиг.4 и 5).На фиг.4 колесо с ножами для перфорации установлено с параллельными 20 осями вращения. При таком расположении можно перфорировать трубы малого диаметра, располагая пары или группы колес последовательно на штанге с поворотом на необходимый угол каждой последующей пары в соответствии с требованиями технических условий на расположение отверстий. Выполнение в устройстве таким об 30 разом перфоратора, который имеет подвижные элементы, позволяет обеспечить получение отверстий по периметру т.е. на разных уровнях относительно оси трубы и в строго определенных местах, так как этого требуют технические условия на гофрированные перфорированные трубы. Формула изобретенияРедакт писно оизводственно-полиграфическое предприяти Ужгород, Ул. Проект аказ 7006/15 ВНИИПИ Государс по делам из 113035, Москва, Тираж 640венного комитета СССРбретении и открытий
СмотретьЗаявка
3878002, 01.04.1985
ГОСУДАРСТВЕННЫЙ ИНСТИТУТ ПО ПРОЕКТИРОВАНИЮ ПРЕДПРИЯТИЙ ПО ПРОИЗВОДСТВУ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС И ХИМТАРЫ
ПОПОВ НИКОЛАЙ ИВАНОВИЧ, ОРЕШКО ИГОРЬ АНТОНОВИЧ
МПК / Метки
МПК: B29C 33/46, B29D 23/00
Метки: гофрированных, дренажных, полимерных, труб
Опубликовано: 30.12.1986
Код ссылки
<a href="https://patents.su/5-1279840-ustrojjstvo-dlya-izgotovleniya-gofrirovannykh-drenazhnykh-trub-iz-polimernykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для изготовления гофрированных дренажных труб из полимерных материалов</a>
Способ протягивания дренажных труб в кротовую дрену и устройство для его осуществления

Номер патента: 605905
Опубликовано: 05.05.1978
Авторы: Петроченко, Починок
МПК: E02F 5/10
Метки: дренажных, дрену, кротовую, протягивания, труб
...в ее полость для создания возсмазки между трубой и поверхностью кроены при истечении сжатого воздуха через мные отверстия трубы.этом на рабочем органе устройства для ления указанного способа смонтирован труд для подачи сжатого воздуха в полость Способ поясняется чертежом.Устройство содержит режущий нож 1, установленный на задней навесной раме базовой машины.Снизу ножа закреплен дренер 2, к которому посредством шарнирных тяг 3 присоединены ушири. тель 4 и цанговый патрон 5, удерживающий дренажную трубу 6, в полости которой установлен поршень 7. Для фиксации последнего относительно грунта к нему присоединен трос 8, удерживающийся уттором 9. К режущему ножу прикреплен трубо.оставитель В, Прокофьеехред А,Алатырев орректор Н. Ковал...
Устройство для нанесения полимерного покрытия на поверхность труб

Номер патента: 1790454
Опубликовано: 23.01.1993
Авторы: Букатов, Коттов, Леонтьев, Наумов, Подсвиров, Рябов, Чепуров
МПК: B05C 9/06
Метки: нанесения, поверхность, покрытия, полимерного, труб
...на штанге 19, для химической обработки внутренней поверхности труб, установкой 2 для химической обработки наружной поверхности труб и установкой 21 для нанесения полимерного покрытия на наружную поверхность труб, Выброс излишков воздуха в атмосферу осуществляют через трубу 22, Газоплотные кожухи 23-25 устройств нанесения покрытия и химической обработки поверхности присоединены к камере 1.Устройство работает следующим образом.Доначала процесса нанесения покрытия на трубыпроизводят разогрев нагревательной камеры 1, для чего включают40 45 50 55 трубу, При многократной прокачке воздуха через элементы нагревателя, имеющие температуру 500 С и выше, происходит преобразование испаряющейся при сушке части соединения шестивалентного хрома в...
Приспособление для устранения зазора между зубьями колес

Номер патента: 591642
Опубликовано: 05.02.1978
МПК: F16H 55/24
Метки: зазора, зубьями, колес, между, устранения
...повышенссрока службы приспособления путем исключсния трения скольжения. Указанная цель достигается тем, что упругий элемент выполнеи в 15 виде стержней, расположенных равномерно округ вала и наклонно к его оси и жес око закрегленных по концам в кольцах, одно .которых соединено с подвижным зуочатым вс:ицом, а другое установлено на валу с возможностью осевого перемещения.На чертеже представлено приспособлсннпоперечном разрезе.Приспособление состоит из двух подвижв хколец 1 и 2, соосно расположенньх и соедииепных между собой несколькими упругими стержг 5 нями 3, расположенными вокруг оси и наклонно591642 Формула изобретения Редактор Н. Вирко Заказ 5 бб/30ЯН И ИЛИ Государственного коиитетй Совета Министров СССР во дела)к нзовретгн н", и...
Способ кантовки трубы при продольной прокатке между проходами

Номер патента: 1780888
Опубликовано: 15.12.1992
Авторы: Браверман, Ващенко, Гетало, Ивченков, Карамзин, Кисиль, Кузюр, Медведев, Монченко, Чуев
МПК: B21B 17/02, B21B 39/20
Метки: кантовки, между, продольной, прокатке, проходами, трубы
...труба находится в приемном желобе переднего стола автоматическогостана до получения команды о готовностиклети к осуществлени 1 о повторного прохода. При этом могут применяться разлиЧныеустройства для фиксирования положениятрубы, но при правильной установке переднего стола по оси прокатки они не требуются, поскольку незначительныйсамопроизвольный поворот трубы в желобе, так же как и ее недокантовка при притормаживании, исправимы при повторномвоздействии фрикционных роликов.После приведения прокатной клети вготовность к осуществлению повторного.прохода фрикционные ролики сводят повторно и они, ускоряя трубу в осевом на-.правлении, задают ее в стан. При этомосуществляется доворот трубы в требуемоеположение (докантовка). Если труба...
Зубчатое колесо со съемными зубьями
Номер патента: 42766
Опубликовано: 30.04.1935
Автор: Попов
МПК: F16H 55/16
Метки: зубчатое, зубьями, колесо, съемными
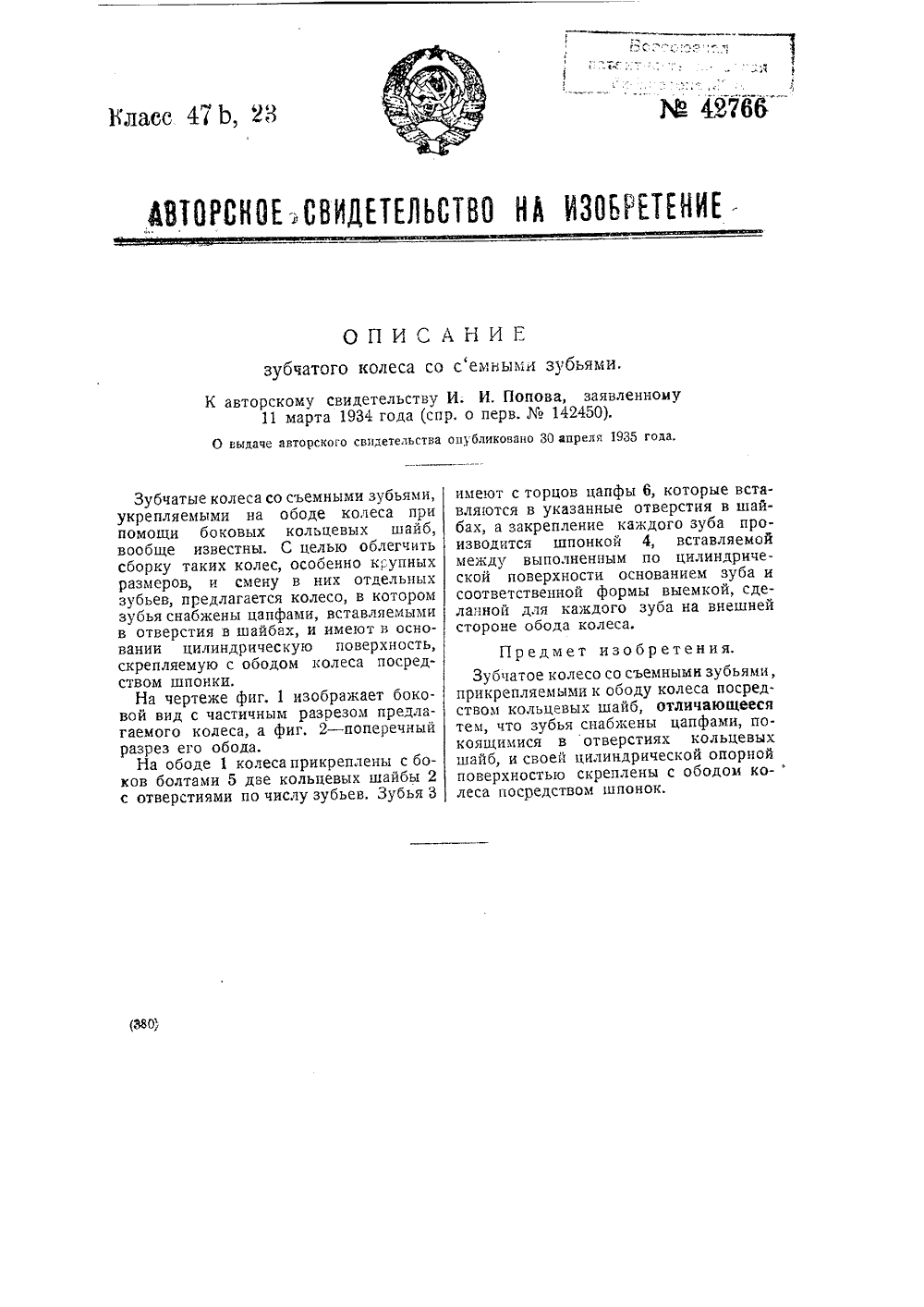
...предлагается колесо, в котором зубья снабжены цапфами, вставляемыми в отверстия в шайбах, и имеют в основании цилиндрическую поверхность, скрепляемую с ободом колеса посредством шпонки.На чертеже фиг. 1 изображает боковой внд с частичным разрезом предлагаемого колеса, а фиг. 2 - поперечный разрез его обода.На ободе 1 колеса прикреплены с ков болтами 5 две кольцевых шайб с отверстиями по числу зубьев. Зубь которые в рстия в ш го зуба вставл цилинд нием з ыемкой, а на внеш а- йпрояемой ричеуба и е боы 2 яЗ Клз,ее 47 Ь, 23 И; И, Попова, заявленномур, о перв,142450).оиубликоваио 30 апрела 1935 года. имеют с торцов цапфы 6, вляются в указанные отве бах, а закрепление каждо изводится шпонкой 4, между выполненным по ской поверхности основ...
Предыдущий патент: Устройство для маркировки длинномерных резиновых изделий
Следующий патент: Способ изготовления зубчатых клиновых ремней
Случайный патент: Очиститель корнеплодов от ботвы на корню