Устройство для автоматической компенсации износа оборудования при прокатке
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
Союз СоввтскинСоциапистичвскикРеспублик ОЛ ИСАНИЕИЗОВРЕТЕ Н ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ и 1984536(5)М. Кл, В 21 В 37/12 с присоединением заявки М тееЮнрстеенниЯ квннтет СССР аф юем нзебретеннЯ н етерытнЯ(53) Уд К 621.77 1. .06-52 (088.8) Дата опубликования опксания 01.01.83) Заявитель Труаового Крвского Зкческий институт пропетровский о мета4) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ ИЗНОСА ОБОРУДОВАНИЯ ПРИ ПРОКАТКЕ1оситсяовано мы во Изобретение отн к металлургии и может быть использ при прокатке изделий сложной форИзвестно устройст, позволяющее цроизводить компенсацию износа при прокатке профилей сложного поперечного сечения, в основу которого положена зависимость опережения от высотных размеров 1Изменение опережения приводит к изменению скорости выхода металла из кле- ти, а это в свою очередь обусловливает то, что передний конец раската проходит базовое расстояние между двумя фотодатчиками за разные промежутки времени, по которым я оценивают величину износа. т Износ влияет как на изменение высотных размеров и на опережение, так и на коэффициент трения и опережение, причем влияние этих факторов противоположное. Передний конец раската имеет, как правило, 20 неровные края, и, так как при движении по рольгвкгу раскат подвержен случайным смешениям в вертикальной и горизонтальной плоскостях, положейие переднего конца раската в поле зрекия обоих фотоэлементов неоднозначно, что приводит к дополнительным погрешностям. Кроме этого, в случае прокатки периодических профилей обжатие переменно по длине раската и, соответственно, переменно опережение. Указанные причины ограничивают. использование данного устройства, а в некоторых случаях делают его иевозможкъщ.Наиболее близким к изобретению по технической сущности, идостигаемому результату является устройство, содержащее датчик усилия прокатки, выход которого соединен с входами запоминающего устройства и устройства сравнения, второй вход которого подсоединен к выходу запоминающего устройства, а выход устройства сравтюния соединен с регулятором меквалкового зазора. Устройство осуществляет измерение усилия прокатки на переднем конце раската, запоминает это значение, сравнивает его со значениями усилия прокатки на остальной части раската и изменяет3 98453 межвалковый зазор в функции разности этих величин Г 2 3Недостатком данного устройства является то, что оно не позволяет вьщелить низкочастотную составляющую, содержащую информацию об изменении высотных размеров из-за износа. Кроме того, существующие измерители усилия прокатки имеют невысокую эксплуатационную надежность, 0Цель изобретения -повышение точнос-, ти высотных размеров проката сложной формы путем компенсации низкочастотной составляющей изменения толщины проката, вызванной износом. 15Укаэанная цель достигается тем, что устройство для автоматической компенсации износа оборудования при прокатке, содержащее датчик тока, запоминающий блок, блок сравнения, регулятор межвалкового зазора, дополнительно содержит соединенные с выходом датчика тока блок вычис.ления текущего среднего тока и компаратор, выход которого подсоединен к входам блока вычисления текущего среднего тока и счетчика, второй вход которого соединен с выходом задатчика, а выходы счетчика соединены с входами управляемых ключей; вторые входы которых соединены с выходом блока вычисления текущего среднего тока, выход первого ключа подсоединен к входу запоминающего блока, а выход второго - к входу блока сравнения, второй вход которого соединен с выходом запоминающего устройства, а вы- М , ход с регулятором межвалкового зазора.Такое выполнение устройства для автоматической компенсации износа оборудования позволяет осуществлять компенсацию износа по разности между залом пенным начальным текущим средним значением тока главного привода, определенным после перехода на новый калибр, и текущим средним значением тока главного привода, изменяющимся по мере изно са в процессе прокатки. Определение текущего среднего значения тока обеспечивает выделение низкочастотной .составляющей изменения тока, обусловленной изменением зазора между валками из-юа износа, и фильтрацию высокочастотной составляющей, вызванной изменением температуры и других быстроизменяющихся факторов.На чертеже приведена функциональная55 схема устройства.Устройство состоит из датчика Х тока, выход которого подключен к входам бло 6 фка 2 вычисления текущего среднего тока и компаратора 3. Компаратор настраивается таким образом, что он изменяет состояние своего выхода при превышении током главного привода минимально возможной величины рабочего тока при прокатке металла. Выход компаратора подключен к входам блока 2 вычисления текущего среднего тока и счетчика 4, Счетчик 4 осуществляет счет прокатанных раскатов по изменению состояния выхода компаратора 3. Второй вход счетчика подключен к выходу задатчика 5 количества прокатанных штук, которыи задает количество раскатов, необходимых для определения начал ного текущего среднего значения тока главного привода. Выходы счетчика 4 соединены с входами управляемых ключей 6 и 7, вторые входы которых соединены с выходом блока 2 вычисления текущего среднего тока. Выход первого ключа 6 подключен к входу запоминающего блока 8, а выход второго ключа 7 - к входу блока 9 сравнения, выход которого соединен с регулятором 10 межвалкового зазора.Устройство работает следующим образом.После перехода на новый калибр осуществляется прокатка 2025 раскатов для определения начального среднего текущего значения тока главного привода. Число раскатов, необходимых для определения начального текущего среднего значения, устанавливается задатчиком 5 на основании полученных экспериментальных данных и результатов моделирования. При захвате металла валками рабочей клети сигнал на выходе датчика 1 тока возрастает. Компаратор 3 изменяет состояние совего выхода и вьщает сигнал разрешения в блок 2 вычисления текущего среднего тока, который производит вычисление текущего среднего значения тока главного привода. Счетчик 4 суммирует пришедший сигнал с компаратора 3, сравнивает полученный результат с заданным значением количества прокатанных штук. Если фактическое число прокатанных штук не превышает заданное, то состояние выхода счетчика не изменяется, и управляемые ключи 6 и 7 не открываются. После прокатки заданного количества раскатов первый выход счетчика 4 изменяет свое состояние, при этом управляемый ключ 6 подключает вход запоминающего блока 8 к выходу блока 2 вычисления текущего среднего тока и происходит запоминание вычисленного начального текущего сред5 084 него значения тока. При прокатке следующего раската первый выход счетчика изменяет свое состояние, и управляемый ключ 6 отключает запоминающий блок 8 от блока вычисления текущего среднего.3 Второйвыход счетчика также изменяет свое состояние, и управляемый ключ 7 подключает выход блока вычисления текущего среднего к входу блока 9 сравнения. Такое состояние соединений остается до О момента окончания прокатки в данном калибре на данных валках. По мере износа происходит изменение межвалкового зазора, что приводит к изменению текущего. среднего значения:тока. На выходе устрой. ства сравнения появляется сигнал, пропорциональный разности между запомненным начальным текущим средним значением тока и текущим средним значением тока, который отрабатывается регулятором 10 2 О межвалкового зазора.Предлагаемое устройство для автома тической компенсации износа при прокате . позволит повысить точность размеров проката и тем самым обеспечить экономао металла за счет прокатки на минус, облег чить труд вальцовщика путем уменьшения отбираемых т,емплетов, необходимых для контроля размеров. Годовая экономическая эффективность от использования данной системы на стане 550 при прокатке периоди- ческих профилей составит 82,5 тыс. руб, формула изобретенияУстройство для автоматической компенсации износа оборудования при про Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССР М,528973, кл. В 21 В 37/00, 1976, 2. фомин Г.ГДубейковский А.В. Гринчук П.С. Механизация и автоматизация широкополосных станов горячей прокатки. М., Металлургия", 1979, с, 232. 536 6катке, включающее датчик тока, запоминающий блок, блок сравнения, регулятор межвалкового зазора, о т л и ч а ю щ ее с я тем, что, с целью повышения точюсти размеров проката путем компенсации износа оборудования оно дополнительно оодержит соединенные с выходом датчика тока блок вычисления текущего среднего тока, компаратор, счетчик, задатчик количества прокатанных штук, управляемые ключи, причем выход компаратора соединен с входами блока вычисления текущего среднего тока и счетчика, второй вход которого соединен с выходом эадатчика количества прокатанных штук, а выходы счетчика соединены с входами управляемых ключей, вторые входы которых соединены с выходом блока вычисления текущего среднего тока, выход первого ключа соединен с входом запоминающего блока, а выход второго ключа соединен с входом блока сравнения, второй вход которого соединен с выходом запоминающего блока, а выход - с регулятором межвалкового зазора984536 Составитель Ю. РыбьевА. Маковская Техред О. Неце К ср Г. Решетки Зака ОО 19/6; Тираж 84 ВНИИПИ Государственного кпо делам изобретений и отк 13035, Москва, Ж, Рауш ПодписСР итета рытий окая на и. 4/5 ПП "Патент", г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3325431, 10.08.1981
ДНЕПРОПЕТРОВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
ЗИНЧЕНКО МИХАИЛ ДМИТРИЕВИЧ, ЩЕРБИНА ГЕННАДИЙ СЕМЕНОВИЧ, ЧЕРНЫШЕВ АНАТОЛИЙ НИКОЛАЕВИЧ, ЧУХНОВ ВИТАЛИЙ АНДРЕЕВИЧ, ДЕРЕВЯНКО ВАСИЛИЙ ИВАНОВИЧ, БЕДА НИКОЛАЙ ИВАНОВИЧ, КАТАН АЛЕКСАНДР СТЕПАНОВИЧ, СОЛДАТЕНКО ЛЕОНИД МИХАЙЛОВИЧ, НЕЧАЕВ АНАТОЛИЙ АНАТОЛЬЕВИЧ, ГОНЧАРОВ ЮРИЙ САМОЙЛОВИЧ
МПК / Метки
МПК: B21B 37/00
Метки: автоматической, износа, компенсации, оборудования, прокатке
Опубликовано: 30.12.1982
Код ссылки
<a href="https://patents.su/4-984536-ustrojjstvo-dlya-avtomaticheskojj-kompensacii-iznosa-oborudovaniya-pri-prokatke.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для автоматической компенсации износа оборудования при прокатке</a>
Устройство для вычисления текущего среднего значения
Номер патента: 1336033
Опубликовано: 07.09.1987
Авторы: Исаров, Кирпиченок
МПК: G06F 17/18
Метки: вычисления, значения, среднего, текущего
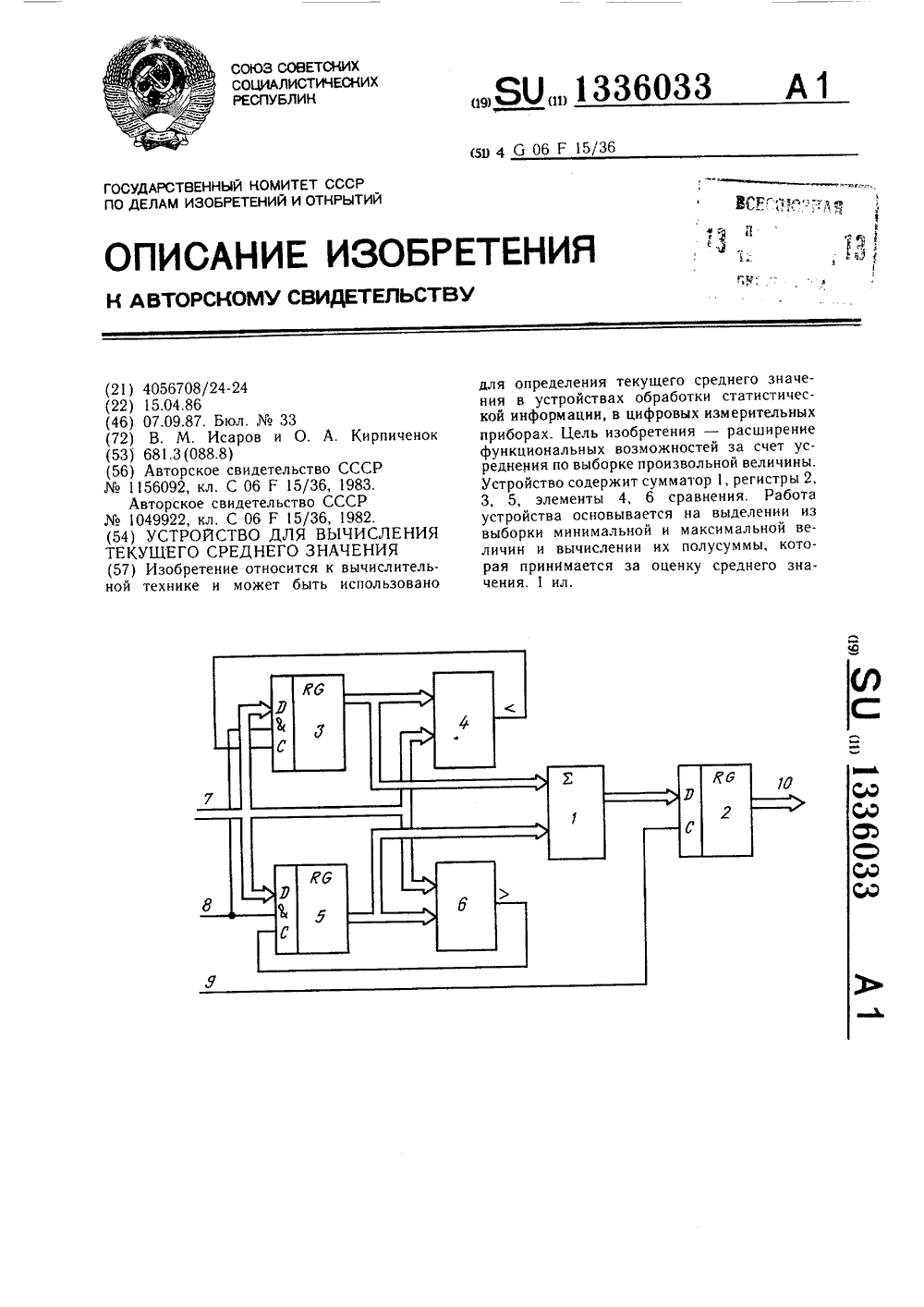
...На выходе первого элемента 4 сравнения появится импульс, если очередное значение Х, измеряемой величины О меньше содержимого регистра 3, соответственно на выходе второго элемента 6 сравнения появится импульс в случае, если Х; больше содержимого регистра 5,Таким образом, в регистре 3 всегда находится наименьшее текущее значение Х кн,тек. а в регистре 5 наибольшее теку- ЩЕЕ ЗНаЧЕНИЕ Хмакс.тек. ИЗМЕрЯЕМОй ВЕЛИЧИНЫ.С учетом исходного состояния регистров 3 и 5 первое значение Х 1 заносится по импульсу на входе 8 устройства в оба регистра.Второе значение Х 2 в зависимости от выполнения условий в элементах 4 и 6 сравнения заносится либо в регистр 3, если Ха(ХИ либо в регистр 5, если Х 2)ХИ 20 25 30 35 40 45 2Последующие значения Х; также могут...
Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки

Номер патента: 686793
Опубликовано: 25.09.1979
Авторы: Бигун, Литвиненко
МПК: B21B 38/00
Метки: горячей, координат, металла, прокатки, прокатном, реверсивном, стане, текущих
...выполнены н виде импульсных датчиков с раздельными ныходамя сигналов для прямого и реверсивного вращения рольгацга, причем число нмпульсо= на выходе датчика пропорционально углу поворота рольганга илн при известном диаметре роликов рольганга, число импульсов соответствует л,ейному перемещению цилиндрической образующей ролика рольганга или, то же самое линейному перемещению находящегося на рольганге .,еталла.Датчик 5 угла поворота переднего рабочего рольганга 50 и датчик 6 угла поворота заднего оабочего роль- ганга 52 располагаются и механически сочленяются с приводами соответственно переднего и заднего рабочих рольгангон. Датчик 7 угла поворота прокатных валков 51 аналогичен датчикам угла поворота рабочих рольгангон и механически...
Устройство для автоматического контроля износа валков стана горячей прокатки

Номер патента: 1329858
Опубликовано: 15.08.1987
Авторы: Андрейченко, Басков, Гагаринов, Мирошниченко, Нечитайло, Солошенко
МПК: B21B 38/00
Метки: валков, горячей, износа, прокатки, стана
...К-= О 4+О 6 "(25 30 35 40 45 50 В блоке 4 определения поправочного коэффициента, учитывающего влияние скорости прокатки, по формуле осуществляется расчет значения К. От задатчика 3 констант на первые входы блока 15 вычитания, блока 16 умножения, блока 17 преобразования, блока 18 деления, блока 19 умножения, блока 20 суммирования поступают константы, соответствующие значениям в формуле - 2; 0,2; 1; 0,6; 0,4. На второй вход блока 15 вычитания поступает значение скорости прокатки У, на выходе блока 15 формируется сигнал, соответствующий выражению (У - 2), который поступает на второй вход блока 16 умножения. В блоке 16 умножения осуществляется вычисление знацения 0,2 (У - 2), и сигнал, соответствующий этому выражению, поступает на...
Компенсатор отклонения среднего значения амплитуды импульсной серии

Номер патента: 871323
Опубликовано: 07.10.1981
Авторы: Ватаманюк, Жилочкин, Курбатов, Рожок
МПК: H03K 5/156
Метки: амплитуды, значения, импульсной, компенсатор, отклонения, серии, среднего
...селекгоры 12 и 13 обнулены. Положительный импульс, поступающий на вход компенсатора, усиливается операционным усилителем 5, импульс, с выхода операционного усилителя поступает на вход порогового элемента 9 попожитель ных импульсов, вызывая его срабатывание. Импульс с выхода порогового эле- мента положительных импульсов 9 поступает на обнуляющий вход селектора 13 дли"40 тельности отрицательных импульсов и на сигнальный вход селектора 12 длительности положительных импульсов, который работает таким образом, что если сигнал на его входе короче некоторой длительнос ти , то селектор его не пропускает, а если длиннее , то через время , после поступления на вход селектора импульса на его выходе формируется положительный перепад напряжения,...
Устройство для вычисления тригонометрических функций

Номер патента: 1128252
Опубликовано: 07.12.1984
МПК: G06F 7/548
Метки: вычисления, тригонометрических, функций
...восьмой, два элемента задержки и формирователь импульсов,вход которого соединен с выходом 1-го разряда первого суммирующегосчетчика, где= Е 1 оки(и - фиксированное количество импульсов,поступивших на вход для формирования начальных значений в вычитающеми.втором реверсивном счетчиках); первый и второй выходы формирователяимпульсов соединены с установочнымивходами соответственно вычитающегои второго реверсивного счетчиков,выход разрядов второго суммируюцегосчетчика соединен с первыми входамисоответствующих элементов И третьейгруппы, вторые входы которых соединены с выходом соответствующих разрядов вычитающего счетчика и первыми входами соответствующих элементов И четвертой группы, вторые входы которых подключены к выходу соответствующих...
Предыдущий патент: Способ автоматического управления-процессом ускоренного охлаждения горячекатаных полос
Следующий патент: Устройство для распределения круглого проката
Случайный патент: Инерционный пылеуловитель