Способ изготовления прокатных ка-либрованных валков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
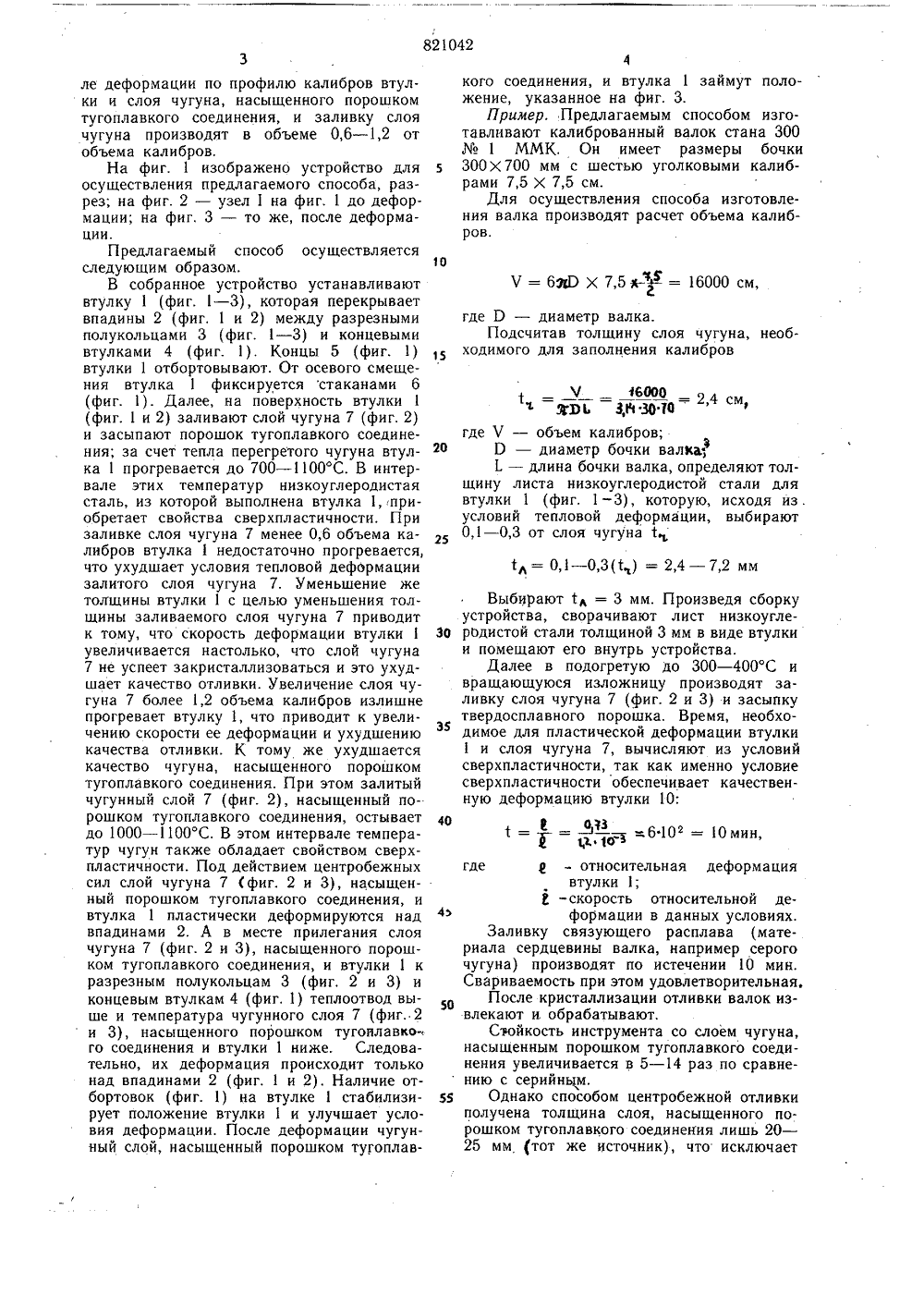
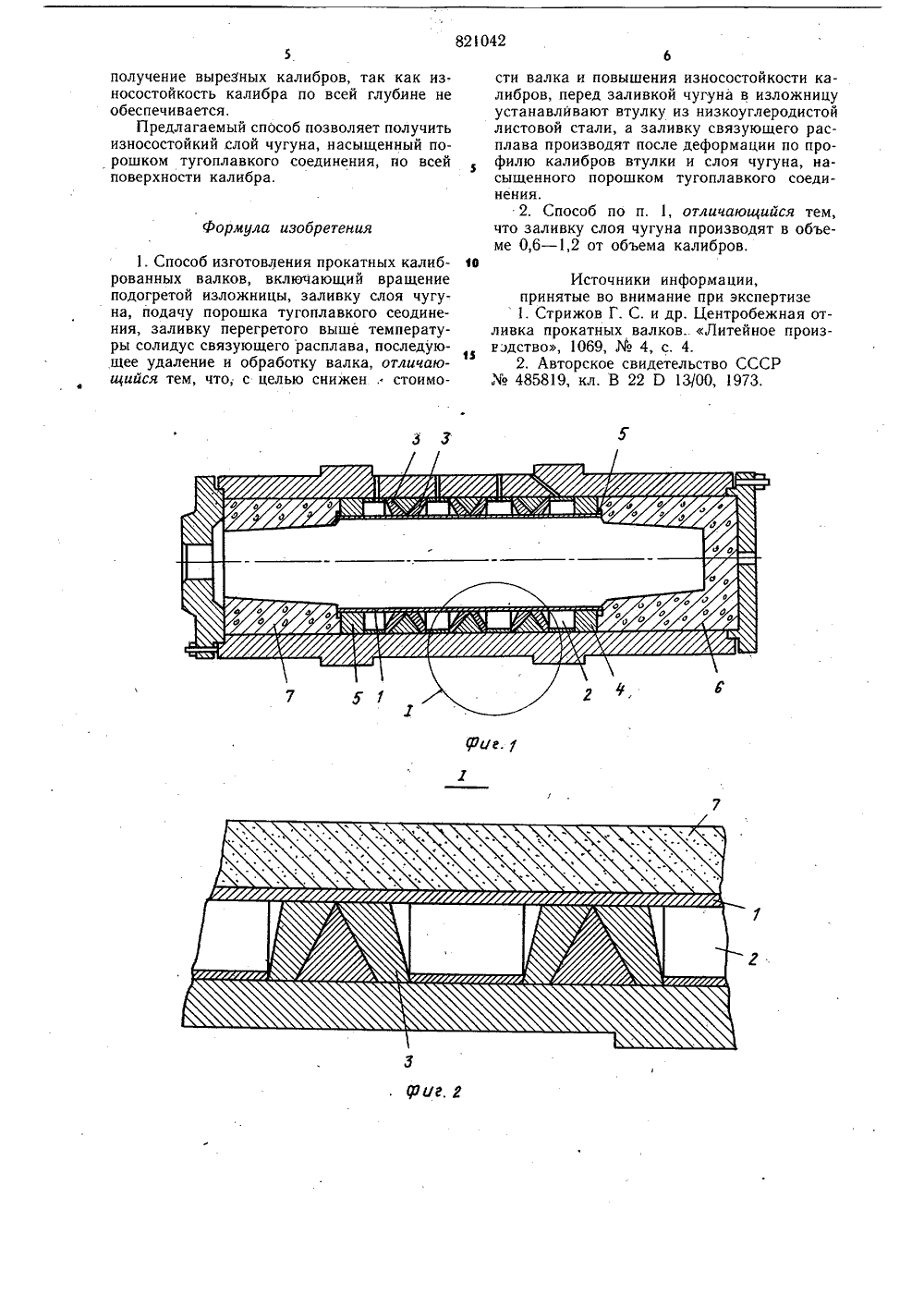
1 п 821 О 42 ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ, СВИДЕТЕЛЬСТВУ Союз СоветскихСоцмалмстическмхРеслублик.Гееудлрстеенлмй кемнтет СССР Опубликовано 15.04.81. Бюллетень14Дата опубликования описания 25,04.81 ле делам нзееретеннй н еткрмтнй(71) Заявитель СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТНЫХ КАЛИБРОВАНЙ ВАЛКОВ1Изобретение относится к литейному производству, а именно к центробежному способу отливки калиброванных валков с износостойким поверхностным слоем,Известен способ центробежной отливкивалков, включающий последовательную заливку во вращающуюся изложницу рабоче 5го слоя валка и слоя сердцевины валка 1.Данный способ позволяет получить качественные валки, но не предусматриваетполучение поверхности валка с высокой твердостью. 1 ОНаиболее близким по технической сущности к изобретению является способ изготовления прокатных валков с износостойкимповерхностным слоем, включающий вращение изложницы; подогретой до 300 - 400 С,заливку расплава 6 елого чугуна, образую,щего слой 20 - 25 мм, подачу порошка тугоплавкого соединения, увеличение скоростивращения в 1,5 - 2,0 раза, прогрев порошкатеплом предварительно залитого чугунадо900 - 950, заливку перегретого на 300 -400 С выше температуры солидус связу-ющего расплава, последующее удаление иобработку валка. Все это позволяет получить качественные валки с износостойкой гладкои поверхностью, а с применением известного устройства, содержащего изложницу с размеценными в ней радиально-разрезными полукольцами и расклинивающими их вставками, позволяет получить калиброванные валки 2.Однако если этим способом отлить калиброванные валки, то тяжелый тугоплавкий порошок под действием центробежной силы расположится неравномерно по объему калибров, т, е. у, основания калибра его будет значительно меньше, чем у вершины, что приведет к их неполноценности.Цель изобретения - снижение стоимости валка и повышение износостойкости калибров.Поставленная цель достигается тем, что в способе, включающем вращение изложницы, подогретой до 300 - 400 С, заливку слоя чугуна, подачу порошка тугоплавкого соединения, заливку перегретого на 300 - 400 С выше температуры солидус связующего расплава, последующее удаление и обработку валка, перед заливкой слоя чугуна в изложницу устанавливают втулку из низкоуглеродистой листовой стали, а заливку связующего расплава производят после деформации по профилю калибров втулки и слоя чугуна, насыщенного порошком тугоплавкого соединения, и заливку слоя чугуна производят в объеме 0,6 - 1,2 от объема калибров.На фиг. 1 изображено устройство для осуществления предлагаемого способа, разрез; на фиг. 2 - узел 1 на фиг. 1 до деформации; на фиг. 3 - то же, после деформации.Предлагаемый способ осуществляется следующим образом,В собранное устройство устанавливают втулку 1 (фиг. 1 - 3), которая перекрывает впадины 2 (фиг. 1 и 2) между разрезными полукольцами 3 (фиг. 1 - 3) и концевыми втулками 4 (фиг. 1) . Концы 5 (фиг. 1) втулки 1 отбортовывают. От осевого смещения втулка 1 фиксируется стаканами 6 (фиг. 1). Далее, на поверхность втулки 1 (фиг. 1 и 2) заливают слой чугуна 7 (фиг. 2) и засыпают порошок тугоплавкого соединения; за счет тепла перегретого чугуна втулка 1 прогревается до 700 - 1100 С. В интервале этих температур низкоуглеродистая сталь, из которой выполнена втулка 1 приобретает свойства сверхпластичности. При заливке слоя чугуна 7 менее 0,6 объема калибров втулка 1 недостаточно прогревается, что ухудшает условия тепловой деформации залитого слоя чугуна 7, Уменьшение же толщины втулки 1 с целью уменьшения толщины заливаемого слоя чугуна 7 приводит к тому, что скорость деформации втулки 1 увеличивается настолько, что слой чугуна 7 не успеет закристаллизоваться и это ухудшает качество отливки. Увеличение слоя чугуна 7 более 1,2 объема калибров излишне прогревает втулку 1, что приводит к увеличению скорости ее деформации и ухудшению качества отливки. К тому же ухудшается качество чугуна, насыщенного порошком тугоплавкого соединения. При этом залитый чугунный слой 7 (фиг. 2), насыщенный порошком тугоплавкого соединения, остывает до 1000 - 1100 С, В этом интервале температур чугун также обладает свойством сверх- пластичности. Под действием центробежных сил слой чугуна 7 (фиг. 2 и 3), насыщенный порошком тугоплавкого соединения, и втулка 1 пластически деформируются над впадинами 2. А в месте прилегания слоя чугуна 7 (фиг. 2 и 3), насыщенного порошком тугоплавкого соединения, и втулки 1 к разрезным полукольцам 3 (фиг. 2 и 3) и концевым втулкам 4 (фиг. 1) теплоотвод выше и температура чугунного слоя 7 (фиг. 2 и 3), насыщенного порошком тугоплавко-. го соединения и втулки 1 ниже. Следовательно, их деформация происходит только над впадинами 2 (фиг. 1 и 2). Наличие отбортовок (фиг. 1) на втулке 1 стабилизирует положение втулки 1 и улучшает условия деформации. После деформации чугунный слой, насьпценный порошком тугоплав 4кого соединения, и втулка 1 займут положение, указанное на фиг, 3.Пример. Предлагаемым способом изготавливают калиброванный валок стана 3001 ММК, Он имеет размеры бочки 300 Х 700 мм с шестью уголковыми калибрами 7,5 Х 7,5 см.Для осуществления способа изготовления валка производят расчет объема калибров.1 О7 = ба Х 7,5 м-фф = 16000 см,где Р - диаметр валка.Подсчитав толщину слоя чугуна, необходимого для заполнения калибров"00 = 2 4 смф Ю)Ь З,Ь 39 10где Ч - объем калибров;20 Р - диаметр бочки валка;Ф1. - длина бочки валка, определяют толщину листа низкоуглеродистой стали длявтулки 1 (фиг. 1-3), которую, исходя из.условий тепловой деформации, выбирают0,1 - 0,3 от слоя чугуна 1.,1 -- 0,1 - 0,3(1) = 2,4 - 7,2 ммВыбирают 1 д = 3 мм. Произведя сборкуустройства, сворачивают лист низкоугле родистой стали толщиной 3 мм в виде втулкии помещают его внутрь устройства.Далее в подогретую до 300 - 400 С ивращающуюся изложницу производят заливку слоя чугуна 7 (фиг. 2 и 3) и засыпку твердосплавного порошка. Время, необхо-димое для пластической деформации втулки1 и слоя чугуна 7, вычисляют из условий сверхпластичности, так как именно условие сверхпластичности обеспечивает качественную деформацию втулки 10:401 = ч- = -- - 6 10 = 10 мин,Е 0 ЗК ф 110 згде - относительная деформациявтулки 1;-скорость относительной де формации в данных условиях,Заливку связующего расплава (материала сердцевины валка, например серого чугуна) производят по истечении 10 мин, Свариваемость при этом удовлетворительная,После кристаллизации отливки валок извлекают и обрабатывают.Стойкость инструмента со слоем чугуна,насыщенным порошком тугоплавкого соединения увеличивается в 5 - 14 раз по сравне нию с серийным.Ы Однако способом центробежной отливкиполучена толщина слоя, насыщенного порошком тугоплавкого соединения лишь 20 - 25 мм (тот же источник), что исключаетполучение вырезных калибров, так как износостойкость калибра по всей глубине не обеспечивается.Предлагаемый спОсоб позволяет получить износостойкий .слой чугуна, насыщенный порошком тугоплавкого соединения, по всей поверхности калибра.Формула изобретения1. Способ изготовления прокатных калиброванных валков, включающий вращение подогретой изложницы, заливку слоя чугуна, подачу порошка тугоплавкого сеодинения, заливку перегретого выше температуры солидус связующего расплава, последующее удаление и обработку валка, отличающийся тем, что, с целью снижен . стоимо 82042ьсти валка и повышения износостойкости калибров, перед заливкой чугуна в изложницу устанавливают втулку из низкоуглеродистой листовой стали, а заливку связующего расплава производят после деформации по профилю калибров втулки и слоя чугуна, насыщенного порошком тугоплавкого соединения.2. Способ по п. 1, отличающийся тем,что заливку слоя чугуна производят в объеме 0,6 - 1,2 от объема калибров.1 ЕИсточники информации,принятые во внимание при экспертизе1. Стрижов Г. С, и др. Центробежная отливка прокатных валков Литейное произвэдствоф 10694 с 42. Авторское свидетельство СССР485819, кл. В 22 Р 13/00, 1973.821042 г,113035, М иал ППП едактор Н. Ромжааказ 1663/18ВНИИП СоставителТехред А. Бой ираж 869арственного зобретений - 35, Раушт, г. Ужгор Т Госуд елам н сква, Ж ПатенА.Минаевас Корректор Е. РошкПодписноекомитета СССРи открытийская наб., д. 4/5од, ул. Проектная, 4
СмотретьЗаявка
2783570, 25.06.1979
МАГНИТОГОРСКИЙ ГОРНО-МЕТАЛЛУРГИЧЕСКИЙИНСТИТУТ ИМ. Г. И. HOCOBA
НИКИФОРОВ БОРИС АЛЕКСАНДРОВИЧ, ХАРИТОНОВ ВЕНИАМИН АЛЕКСАНДРОВИЧ, РЯМОВ ВАЛЕНТИН АНДРЕЕВИЧ, ОВЧИННИКОВ НИКОЛАЙ НИКОЛАЕВИЧ, ЕРМОЛИН ИВАН ГРИГОРЬЕВИЧ, КОНЕВ ВАСИЛИЙ ИВАНОВИЧ, КОНЕВ СЕРГЕЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B22D 13/00
Метки: валков, ка-либрованных, прокатных
Опубликовано: 15.04.1981
Код ссылки
<a href="https://patents.su/4-821042-sposob-izgotovleniya-prokatnykh-ka-librovannykh-valkov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления прокатных ка-либрованных валков</a>
Чугун для прокатных валков

Номер патента: 1687641
Опубликовано: 30.10.1991
Авторы: Балаклеец, Билярчик, Будагьянц, Гольдштейн, Дьяченко, Кондратенко, Саушкин, Сирота
МПК: C22C 37/08
Метки: валков, прокатных, чугун
...в размерах, что приводит к охрупчиванию чугуна. Кроме зтого. для двухслойных валков, имеющих прочн ло сердцевину из обыч 10 ного феррито-графитного чугуна, разница в содержании хрома более 0,5; между рабочим слоем и сердцевиной приводит к резкому увеличению вероятности образованияхолодных трещин.Никель, обладая неограниченной растворимостью в чугуне, повышает износостойкость и прочность чугунных валков,снижает критическую точку эетектоидного превращения, Благодаря зтому свойству, даже в массивных сечениях отбеленногослоя можно получить, в зависимости от содержания никеля, асю гамму переходныхструктур - от тон копластинчатого перлита до мартенсита и остаточного аустенита ствердостью от б 2 до 88 НЯЬ. При содержании никеля менее...
Чугун для рабочего слоя мукомольных валков

Номер патента: 1726551
Опубликовано: 15.04.1992
Авторы: Белов, Будагьянц, Клипов, Кондратенко, Охотников, Седов, Сирота, Сорокин
МПК: C22C 37/10
Метки: валков, мукомольных, рабочего, слоя, чугун
...появлению троститосорбитной структуры.Повышенная твердость сорбитотроститной смеси по сравнению с перлитом исключает избирательный износ матрицы и 20 воэможность поддержания определенногоуровня шероховатости поверхности мельничных валков при эксплуатации под воздействием зерна и зернопродуктов.Поэтому концентрация никеля в сплаве ог раничивается 0,5 мас.фс учетом того, чтопри малом содержании никеля обеспечивается распад аустенита в высокотемпературной области с образованием перлитной матрицы белого чугуна, а также с учетом 30 остаточного содержания его в исходныхшихтовых материалах, применяемых при выплавке чугуна для отливки заготовок мельничных валков.Уменьшение содержания никеля в спла ве приводит к существенному снижению...
Флюс для центробежного литья двухслойных чугунных прокатных валков

Номер патента: 961853
Опубликовано: 30.09.1982
Авторы: Белай, Будагьянц, Жукаев, Пузырьков-Уваров
МПК: B22D 13/00
Метки: валков, двухслойных, литья, прокатных, флюс, центробежного, чугунных
...Ужгород, ул. Проектная, 4 Цель изобретения - улучшениевсплывания шлака с границы соединенйяслоев путем понижения температурыплавления шлака,Для достижения поставленной целив известном флюсе, содержащем окись 5бора, окись натрия, окись кальция,двуокись кремния и фтористый кальций,входящие в него ингредиенты взятыв следующем соотношении, вес,%:Окись бора 5-12 1 ООкись натрия 16-25Окись кальция 15-30Двуокись кремнияФтористый 15кальций ОстальноеПо мере увеличения в флюсе содержания окиси бора, окиси натрия идвуокиси кремния снижается температура его плавления. Однако при содержании н составе флюса окиси бора более12 происходит насыщение второго слоячугуна бором, который является сильным карбидообразующим элементом, апоэтому увеличивает его...
Чугун для прокатных валков

Номер патента: 1440948
Опубликовано: 30.11.1988
Авторы: Будагьянц, Гуров, Дьяченко, Караваева, Малашенко, Малыгин, Сапелкин, Саушкин, Сирота, Скобло
МПК: C22C 37/06
Метки: валков, прокатных, чугун
...в количестве менее 0,2/ малоэффективно с точки эрения не только упрочняющего влияния на металлическую основу чугуна, но и . увеличения стабильности карбидной фазы, С увеличением его содержания более 0,5/ наруняется оптимальное со Б отношение графитизирующих и карбидообразующих элементов, что вызывает выделение эвтектических карбидов по границам зерен и снижение механических свойств чугуна. Кроме того, повы шение содержания молибдена )0,5 Х удорожает стоимость чугуна и экономически нецелесообразно.Никель и медь, уменьшая свободную энергию смеси аустенита и граФита, 25 способствуют повьнцению термодинамического потенциала для прямого выделения графита, Кроме того, введение ни келя и меди обеспечивает формирование стабильной структуры в...
Чугун для прокатных валков

Номер патента: 1516505
Опубликовано: 23.10.1989
Авторы: Вихров, Двоскина, Калинин, Комляков, Пузырьков-Уваров, Рудницкий, Рямов
МПК: C22C 37/10
Метки: валков, прокатных, чугун
...чугуна, однако увеличивает глубину зоны чистого отбела и очища ет ее подобцо ванадию (только в большей степени) от графитных включений, что обеспечивает повышение изцосостойкости. Поскольку теллур способствуетпереохлаждению чугуна при кристалли зации, то он обеспечивает сокращение величины переходной эоцы и выделение цементита в глубинных слоях рабочего слоя валков. Этим достцгается совместно с ванадием и дзотом значительное 25 снижение спада твердости по глубине отбеленного слоя. При концентрации теллура менее 0,00027 действие его не проявляется при увеличении сго концентрации более 0,0057., снижаются прочностные характеристики чугуна в рабочем слое и, особенно, в шейках валков, так как образуются соединения теллура с углеродом,...
Предыдущий патент: Устройство для зажима и вытягиванияслитка
Следующий патент: Способ дозирования металла при цен-тробежном литье
Случайный патент: Машина для рытья траншей