Способ изготовления режущих элементов инструментов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 654340
Автор: Коноплев


Текст
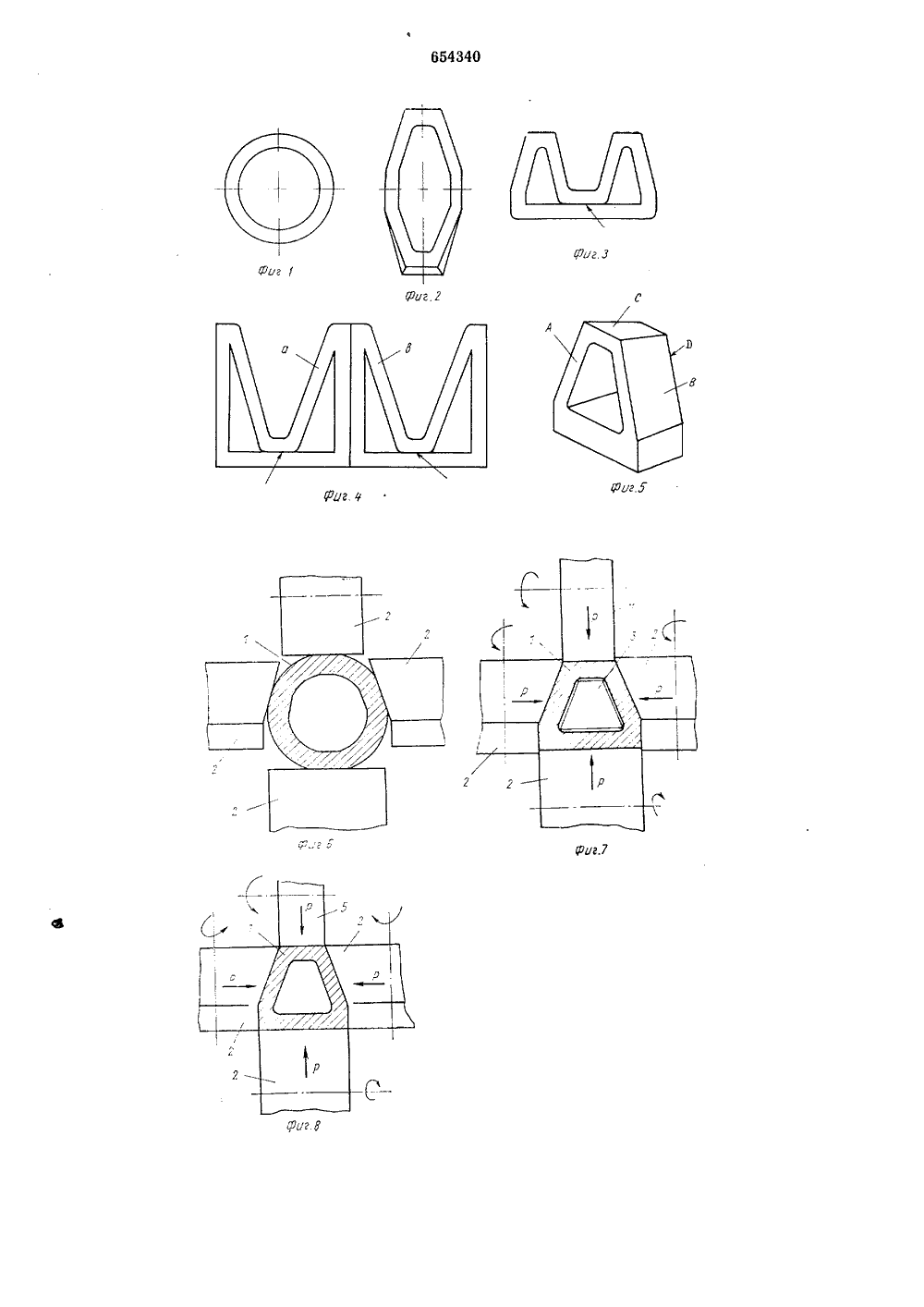
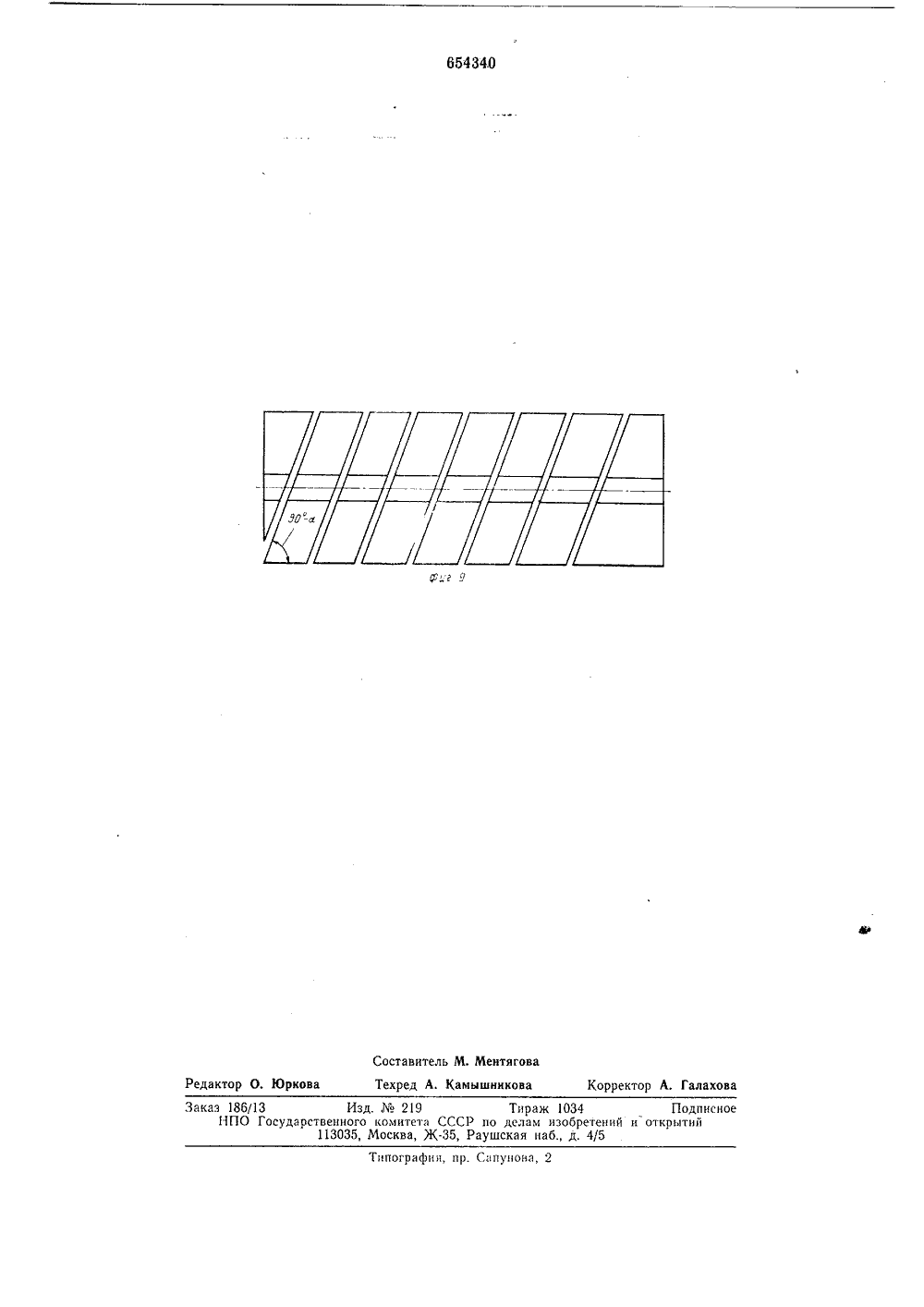
Союз Советских Социалистических Республик(45) Дата опубликования описания 30.03.7 СССР о делам изобретений(71) Заявител лябинский станкостроительный за им. Серго Орджоникидзег 4) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЭЛЕМЕНТИНСТРУМЕНТОВ Изобрталловпроизвота. ия режущих чающий опеементов, тер- механической ение относится к обработке мевлением, а именно к способам тва металлорежущего инструменИзвестен способ изготовленэлементов, инструментов, вклюрации формовки режущих элмообработки и последующейобработки 11.Недостатком этого способа является высокая трудоемкость и возможность изготавливать такие фрезы в диапазонс только малых модулей 1,5 - 4 мм,Кроме того, режущие элементы из твердых сплавов не везде можно использовать по условиям эксплуатации.Целью изобретения является сокращение трудоемкости и экономия материала.Для этого по предлагаемому способу в качестве исходной заготовки используют трубу, а формовку режущих элементов осуществляют путем продольной прокатки исходной трубы до получения профиля, краткого конечному режущего элементу, после чего полученный кратный профиль разрезают на отдельные элементы под углом к продольной оси.На фиг. 1 показана исходная заготовка - труба из инструментальной стали,впд с торца; на фиг. 2 - режущий элемент червячной фрезы, для фрез мелкого модуля т=4 мм; на фиг. 3 - устройство режущих элементов, для фрез среднего модуля (стрелкой показано место неразъемного соединения); на фиг. 4 - устройство режущих элементов для фрез крупного модуля т=10 мм; на фиг, 5 - режущий элемент фрезы перед сборкой; на фиг. 6 - нагретая трубная заготовка, предварительная прокатка; на фиг. 7 - то же, прокатка граней заготовки с введением в нее оправки; на фнг. 8 - то же, окончательная прокатка; на фпг. 9 - спрофилированная заготовка, места и направления резки;Режущий зуб рейки на фиг. 4 выделен жирными линиями, состоит из двух частей а и в, каждая половина зуба спрофилирована из отдельных труб.На фиг. 5 показаны передняя грань А, боковая грань В, вершинная задняя грань с и опорная поверхность В режущего элемента фрезы.На фиг. 6 показана предварительная прокатка нагретой трубной заготовки 1 пз инструментальной стали в валках 2.На фиг. 7 показана прокатка граней заготовки 1 с введенной в нес оправкой 3 с заменой всрхнего валка на другой валок. Стрелками показаны усилия обжатпя и вращения валков.40 45 50 55 3При дальнейшей прокатке (см, фиг, 8) верхний валок заменяется на валок 5,Осуществляется технологический процесс следующим образом,Трубу из инструментальной стали нужного диаметра и с расчетной толщиной стенки режут на мерные заготовки, шлифуют по наружному диаметру, производят нагрев трубы до температуры более 1000 С, выполняют режущие элементы продольной прокаткой как показано на фиг. 6, 7 и 8 с одновременным формированием поверхностей зубьев и впадин на трубе, термообрабатывают заготовку по реяимам инструментальных сталей, затем производят окончательную шлифовку зубьев и впадин по профилю и заданным размерам,Операцию разрезки окончательно обработанной трубы на мерные отдельные режущие элементы выполняют следующим образом.Заготовку устанавливают под углом а к траектории поступательного движения отрезного абразивного круга (см, фиг. 3) и разрезают (х - величина заднего угла боковых и вершинной граней режущего элемента). Дальнейшую обработку выполняют по стандартной технологии, шлифуют передние грани и опорные плоскости А и О, размагничивают, моют, производят химикотермическую обработку маркируют и т. д.После окончательного изготовления режущих элементов их закрепляют в рабочем корпусе фрезы и окончательно профилируют на резьбошлифовальном станке с одновременной затыловкой задних граней В и С. Режущие элементы в корпусе фрезы готовы к работе. Крепление режущих элементов может осуществляться любыми способами.Пример конкретного выполнения режущего элемента червячной фрезы модуля т=10 мм.1, Выбирают трубу 40 мм из стали Р 6 М 5 длиною 40 мм.2. Торцуют с обеих концов, снимают внутренние фаски 1,5 х - 45.4, Нагревают заготовку до 1=1000 С.5. Прокатывают профилированными роликами боковые поверхности впадин зубьев, оставляя припуск на сторону 1 мм на дальнейшую обработку.6. Производят термообработку заготовки с закалкой до НК с=62 - 64,7. Шлифуют абразивными кругами боковые и вершинные поверхности зубьев с оставлением припуска 0,3 - 0,5 мм на окончательную обработку. 5 10 15 20 25 30 35 8, Разрезают заготовку на отдельные режущие элементы под углом а=5 - 10 (углы выбираются в зависимости от условий обработки).9, Устанавливают режущие элементы на плите плоскошлифовального станка и шлифуют переднюю и опорные поверхности А ий,10, Закрепляют режущие элементы в рабочем корпусе,11. Обрабатывают посадочные местакорпуса,12. Шлифуют реяущие элементы по наружному диаметру.13. Шлифуют по профилю зубьев и впадин на резьбошлифовальном станке.14. Выполняют затыловку.15. После заточки, размагничивают и выполнения других известных операций фреза готова к эксплуатации,Использование способа изготовления режущих элементов инструментов, например, для червячной фрезы обеспечивает по сравнению с существующими в промышленности способами упрощение технологии изготовления режущих элементов инструментов, уменьшение расхода инструментальной стали в 2 и 2,5 раза, повышение производительности труда в 1,5 - 2 раза и снижение трудоемкости на 30 - 50%.Изношенные режущие элементы - зубья могут поворачиваться для ввода новых реяущих кромок (см, фиг. 2), а также переставляться из зон интенсивного износа в зоны менее интенсивного износа и наоборот,Фор мула изобретения Способ изготовления режущих элементов инструментов, включающий операции формовки режущих элементов, термообработки и последующей механической обработки, отличающийся тем, что, с целью сокращения трудоемкости и экономии материала, в качестве исходной заготовки используют трубу, а формовку режущих элементов осуществляют путем продольной прокатки исходной трубы до получения профиля, кратного конечному режущему элементу, после чего полученный кратный профиль разрезают на отдельные элементы под углом к продольной оси.Источники информации,принятые во внимание при экспертизе 1, Моисеенко О. И. Новые конструкции и технология изготовления твердосплавных червячных зуборезных фрез. Киев. 1968.65434.0 Составитель М. МеитяговаТехред А. Камышникова Корректор А. Галахова Редактор О. Юркова Типография, пр. Сапунова, 2 Заказ 186/13 Изд.219 Тираж 1034 Подписное НПО Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4/5
СмотретьЗаявка
2394873, 09.08.1976
ЧЕЛЯБИНСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД ИМ. С. ОРДЖОНИКИДЗЕ
КОНОПЛЕВ ВЯЧЕСЛАВ НИКОЛАЕВИЧ
МПК / Метки
МПК: B21H 3/10
Метки: инструментов, режущих, элементов
Опубликовано: 30.03.1979
Код ссылки
<a href="https://patents.su/4-654340-sposob-izgotovleniya-rezhushhikh-ehlementov-instrumentov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления режущих элементов инструментов</a>
Цилиндрическая фреза со спиральным зубом

Номер патента: 147424
Опубликовано: 01.01.1962
Авторы: Быков, Карасев, Митрофанов, Моксаков, Назаренко, Романов, Савич, Фоменков, Шехтман, Штукатуров
Метки: зубом, спиральным, фреза, цилиндрическая
...плавности работы путем снижения вибрациЙ, 1 порождаемых тапгенциальной составляющей от сил резания при их разложении на режушей кромке спирального зуба, его угол наклона ие менее 45, а радиус выкружки стружечной канавки выбран из условия сохранения максимальной прочности зуба.На чертеже изображена предлагаемая фреза в двух проекциях.Фреза 1, согласно изобретению, имеет, в отличие от известных фрез, увеличенный угол ср наклона винтового зуба 1 не менее 45), неравномерный окружной шаг 1 Йь 1, 1 з и т, д.) зубьев, увеличенные стружечные канавки 2, образованные за счет уменьшения количества зубьев и увеличения глубины канавки, криволинейный профиль спинки зуба и увеличенный радиус дна стружечных канавок.Такое выполнение фрез...
Способ изготовления абразивно-режущего элемента
Номер патента: 1380109
Опубликовано: 30.10.1994
Авторы: Балашова, Кузин, Семерчан
МПК: B24D 3/10
Метки: абразивно-режущего, элемента
1. СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНО-РЕЖУЩЕГО ЭЛЕМЕНТА, включающий воздействие высокого давления температуры на послойно расположенные слои порошка сверхтвердого материала, металлического связующего и металлокерамической подложки, отличающийся тем, что, с целью снижения стоимости элемента, между металлокерамической подложки и сверхтвердым материалом размещают слои из сплава переходных металлов с температурой плавления 1000 - 1300oС, и процесс ведут при давлении 20 - 35 кбар и температуре 1000 - 1300oС.2. Способ по п.1, отличающийся тем, что в качестве сверхтвердого материала используют порошок кубического нитрида бора и/или порошок алмаза с карбидо-, боридо- или нитридообразующими добавками, взятыми в количестве 1 -...
Режущий элемент абразивной канатной пилы

Номер патента: 482316
Опубликовано: 30.08.1975
Автор: Кузнецов
МПК: B28D 1/12
Метки: абразивной, канатной, пилы, режущий, элемент
...и промежуточны. прокладки 4, изготавливаемые из деформируемого материала.Алмазосодержащие кольца 3 выполнены изуложенных в один ряд алмазных зерен 5 раз 5 мером не менее 0,1 ширины прорезаемой вблоке щели (более 1,0 мм),Алмазные зерна 5, например дробленыссинтетические полнкристаллы, прочно закреп.лены в режущем устройстве между прочныо ми, износостойкими, но деформируемыми прокладками 4 за счет осевого сжатия и опрессовки, которая осуществляется при образовании выпуклых кольцевых упоров 2,Режущая поверхность устройства имеет5 форму любой фигуры, которая вписывается ьэллипсоид вращения с соотношением осей1: 2. Эта фигура может представлять собойцилиндр в средней части с двумя усеченнымиконусами по концам.2 з Алмазные зерна 5 крупнее...
Заготовка для изготовления биметаллического режущего инструмента

Номер патента: 721307
Опубликовано: 15.03.1980
Авторы: Ермаков, Киреев, Курчаткин, Маеров, Уланов
МПК: B23P 3/02
Метки: биметаллического, заготовка, инструмента, режущего
...сверла,Толщина пластины выбирается исходя иэ толщины инструментального материала в готовом инструменте и степени деформации заготовки:721307 Формула изобретения где Т 00-Ч),где иа.7 Тираж 1160 Пописн ИИПИ Заказ 52 14 Филиал ПЙП Патент, г. Ужгород, ул, Проектная,Э - диаметр исходной заготовки ммИспользование такой заготовки для пластического Формообразования спиральных сверл позволит на 50-75 сократить расход дорогостоящих и дефицитных инструментальных материа" лов.При изготовлении биметаллических сверл пластину из инструментального материала можно использовать не на всю длину режущей части. Тогда длину пластины можно определить по формуле:- длина режущей части спластиной из инструментального материала, мм; Ч - степень деформации;длина...
Контурный режущий нож спиральной торцово-конической фрезы

Номер патента: 979115
Опубликовано: 07.12.1982
Авторы: Дроздов, Козел, Лахтанов, Попсуев
МПК: B27L 11/02
Метки: контурный, нож, режущий, спиральной, торцово-конической, фрезы
...Ос-. новная режущая кромка образована задней гранью б и выпуклой передней поверхностью 7 (вариант 1 ) или фаской 8, выполненной на передней поверхности 7 в зоне основной реЪжущей кромки (вариант й ), Дополни тельные режущие кромки образованы .задней гранью 9 и выпуклой конической поверхностью 10 (вариант 1) или фаской 11, выполненной на передней поверхности 10 в зоне дополни тельной реяущей кромки (вариант й ). Режущие ножи затачиваются по задним граням б и 9 (вариант 1 ) или поочередно по задним граням б и 9 и по фаскам 8 и 11 (вариант Я ), 1 ОНож 1 устанавливается на держатель 12 и фиксируется клеммовым зажимом с помощью болта 13 по боковым коническим поверхностям 14. Клеммовое крепление обеспечивает удобное 15 закрепление и замену...
Предыдущий патент: Тангенциальная резьбонакатная головка
Следующий патент: Устройство для перемещения рабочего валка
Случайный патент: Тяговая цепь