Устройство автоматического управления процессомволочения проволоки из тугоплавких материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
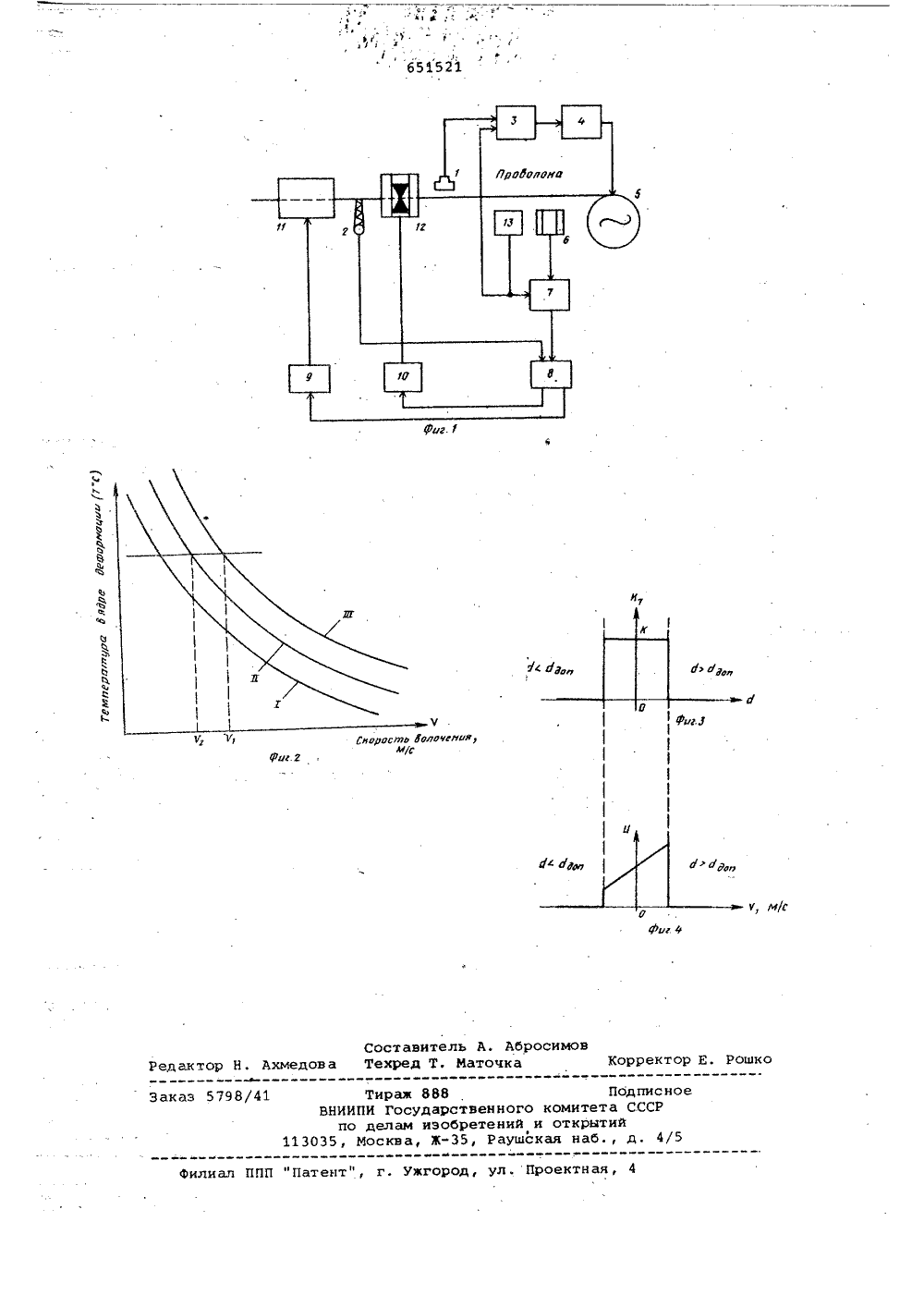
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советских Социаиистинеских Рвспубиик(51) М. Кл. В 21 В 37/00 с присоединением заявки Ио Государственный комитет СССР ио дедам изобретений и открытий(72) Авторы изобретения Государственный ордена Октябрьской Революции научно- исследовательский и проектный институт редкометаллическойпромышленности "Гиредмет"(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ВОЛОЧЕНИЯ ПРОВОЛОКИ ИЗ ТУГОПЛАВКИХ МАТЕРИАЛОВ Изобретение относится к механической обработке материалов давлением, преимущественно к производству проволоки иэ тугоплавких материалов методом волочения.Известно, что автсматическое управления процессом волочення, как пранило, осуществляется путем одно-.- временного или раздельного воздействия на скорость волочения и температуру нагрева проволоки.Известна система автоматического управления прокаткой, включающая датчик натяжения, соединенный с реГулятором скорости, который воэдейСтвует на электропривод перемещекия М. Известна также система автоматического управления прокаткой, дополнительно содержащая регулятор нагрева, воздействующий на нагреватель 2Основной недостаток известных устройств автоматического управления применительно к процессу волочения проволоки из тугоплавких материалов заключается в том, что они не обеспечинают максимальной производительности процесса волочения при стабилизации качества. готовой проволоки. Наиболее близким к описываемому устройству по технической сущности и достигаемому результату является устройство, реализующее способ автоматического регулирования процесса волочення. Оно включает датчик диа- . метра проволоки, расположенный за Фильерой, соединенной с автоматическим регуляторсм. Последний связан с исполнительными устройствами регулирования скорости вращения приемнрй катушки, а также температуры нагрева проволоки и фильеры, воздейстнующими одновременно или раздельно соответственно на электродвигатель вращения приемной катушки и нагреватели проволоки и Фильерз 3. Известно, что стабильность Физико 2 О механических иараметров проволоки(структуры, степени наклепа и т.п.),определякщих качество готовой продукции, обусловлена воэможностьюподдержания заданного соотношениямежду скоростью деформации и тепловыми условиями в "ядре деформации".Применительно к процессу волоченияпроволоки из тугоглавких материаловэто означает необходимость поддержа ния определенного соотношения между651521 3температурой нагрева проволоки искоростью ее вслочения,Существенныйнедостаток этогоустройства заключается в том, что онообеспечйвает лишь стабилизацию диаметра Й 9 бволоки воэдействием нанагреватели проволоки и фильеры, атакжена электродвигатель вращения" приемной катушки, в то, время какукаэанное сопротивление в ходе процесса волочения не поддерживается и,более того, все время изменяется. ОКроме"того, в известном устройстве необеспечивается определение и йоддержание наиболее производительного режима процесса волочения; .Целью изобретения является повышеиие "производительности процессаволбчения при стабилизации качества"тем; что в известное устройство авто" 20"маткческого управления процессомволочения, содержащее датчик диаметра проволоки, автоматический регуля тор, а также связанные о ним испол - нительные устройства регулированияскоростивращения приемной катушкии температуры нагрева проволоки иФильеры, воздействующие соответственно на электродвигатель вращения при емйой катушки и нагреватели проволоки Ои Фильеры, дополнительно введены датчики скорости волочения, темпера- туры нагрева и натяжения проволоки,регулятор натяжения проволоки, атакже устройство блокировки и сигнализации,причем дачик натяжениясоединен с первым входом регуляторанатяжения проволоки, выход которогосвязан с исполнительным устройством- регулирования скорости вращения приемной катушки, датчик скорости волочейия через устройство блокировки исигнализации соединен с первым входомавтоматического регулятора, с вто " рым входом которого связан датчик- температуры-йагрева проволоки, а дат- Фчик диаметра проволоки соединен с- вторым входом регулятора натяженияпроволоки и вторым входом устройстваблокировми и сигнализации,На фиг. 1 представлена блок-Схемапредлагаемого устройства автоматического управления; на фиг. 2 - 4.поясняющие работу отдельных элементов предлагаемого устройства.Устройство включает датчик 1 натяжения, датчик 2 температуры нагревапроволоки, Датчик 1 натяжения соединен с первым входом регулятора 3 натяжеййя проволоий, выход которогосвязан с исполнительным устройством 4 ф4, воздействунщим на электродвигатель5 приемной катушки. Датчик 6 скбростиаолочеййячерез устройство 7 блокировки и сигнализации подключен к первому входу автоматического регулятора 8, воздействующего на исполнительное устройство 9 регулирования йагрева проволоки и исполнительное устройство 10 регулирования нагрева фильеры, связанные соответственно с нагревателями 11 и 12. Датчик 13 диаметра проволоки соединен с вторым входом регулятора 3 натяжения проволокии вторым входом устройства 7 1 блокировки и сигнализации. Датчик 2 температуры нагрева проволоки связан с вторым входом автоматического регулятора 8.При изменении натяжения пррволоки, связанного либо с изменением диаметрапроволоки, подвергаемой волочению,либо с изменением скорости волочениявследствие изменения диаметра приемной катушки по мере ее заполненияготовой проволокой или размеров Фильеры по мере ее износа с помощью регулятора 3 натяжения, воздействукщего.на исполнительное устройство 4, иэменяется скорость вращения электродвигателя 5 приемной катушки, что обеспечивает постоянство натяжения проволоки. Например, при увеличении диаметра. исходной проволоки или скорости волочения натяжение увеличивается. Для приведения натяжения к заданному значению регулятор 3 уменьшает скорость вращения электродвигателя 5 ит.п. Температура нагрева проволоки, измеренная датчиком 2 температуры,стабилизируется с помсщью автоматического регулятора 8, связанного с,исполнительными устройствами 9 и 10регулирования температуры проволокии Фильеры, воздействукщими соответственно на нагреватели 11 и 12 проволоки и Фильеры. В соответствийс текущим значением скорости волочения, измеренным с помошью датчика6 скорости волочения, через устройство 7 блокировки и сигнализации на вход автоматического регулятора 8подается сигнал коррекции задания,изменяющий температуру нагрева проволоки таким образом, чтобы в ядредеформации поддерживалось необходи-:.мое соотношение между скоростью во- .лочения и температурой нагрева. Величину корректирукщего сигнала можноойределйть, например, путемобработкисемейства экспериментально полученных характеристик; свяэывакщихтемпературу в ядре деформации, температуру нагрева проволоки и скорость волочения (Фиг. 2).На Фиг. 2 по оси абсцисс отложена скорость волочения проволоки, по оси ординат - температура в ядре деформации (в данном случае - в, фильере). Кривые 1- А,. отражают температуру в ядре деформации при разных степенях нагрева проволоки (Т Т Т) в зависимости от скорости волочения.Как следует. из Фиг. 2, при изме. нении скорости волочения на ЬЧ==Ч- Ч для обеспечения заданной температуры в ядре волочения необходимо изменить температуру нагревапроволоки на йТ: Т -Т .По мере изменения размеров Фильеры в процессе ее работы диаметрпроволоки также изменчется, поэтоМус помощью датчика 13 диаметра, связанного с регулятором 3 натяжения про-.. волоки, соответственно корректируетэя в сторону увеличения зацаннаявеличина натяжения; поддерживаемая.регулятором 3 натяжения, что позволяет обеспечить максимапьную дляданных условий скорость волочения(производительность процесса).При выходе диаметра проволоки заустановленный допуск с помощью уст-ройства 7 блокировки и сигнализации,также связанного сдатчиком 13 диаметра, обеспечивается возможностьсигяализации или остановки процесса,Характеристики устройства блокировки и сигнализации представленына Фиг, 3 и 4. 25На Фиг. 3 по оси абсцисс отложендиаметр проволоки, по оси ординатвеличина коэффициента передачиустройства 7 блокировки и сигнализации, На Фиг. 4 по оси абсцисс ЗОотложена скорость волочения, по осиординат - величина выходного сигналаустройства 7 блокировки и сигнализации. Иэ приведенных на Фиг, 3 данныхследует, что коэффициент передачиустройства 7 в зависимости от диаметра проволоки принимает значения:а) К 1 = К=СОийпРИ драпри 4 дА щб) К.,0 при дпдэ,аоустСигнал на выходе устройства 70 ( с) связан с сигналом датчика . 4 Оскорости Ч ( с) следующим образом:ОЧ ,где Кт(пров)В пределах технологически допустимого отклонения диаметра проволокиот заданного значения сигнал 0 (с )линейно связан с сигналом датчикаскорости волочения Ч (е ). При выходедиаметра проволоки эа допустимый диапазон коэффициент передачи устрой- щства 7 резко изменяется, достигаяпорогового эначейия К; = О. При этомсрабатывает сигнализация (на схемеФиг. 1 условно не показана), а навыходе устройства 7 сигнал О ( )обеспечивает немедленное уменьшениетемпературы нагрева проволоки и через.контур регулирования Йатяжения, включакщий датчик 1 натяжения, регулятор 3, испоцнительное устройство 4,. включение электродвигателя 5 приемной катушки. После устранения причины выхода диаметра проволоки за допустиьий диапазон (замена Фильеры,дефект исходной заготовки и т.п.)работа устройства автоматическогоуправления возобновляется,формула изобретенияУстройство автоматического управления процессом волочения проволокииэ тугоплавких материмов, включающее датчик днам тра проволоки, ис полнительное устройство регулирования скорости вращения приемной катушки, связанное с электродвигателемвращения приемной катушки, автомати-ческий регулятор, связанный с испол нительными устройствами регулирования температуры нагрева проволокии фильеры, воэдействущ 4 ими соответственно на нагреватели проволокии Фильеры, о т л и ч а ю щ е е с ятем, что, с целью повьыения производительности процесса волоченйяпри стабилизации качества готовойпроволоки, оно дополнительно содержит датчики скорости волочения,температуры нагрева и.натяжения про- .волоки, регулятор натяжения проволоки, а также систему блокировки исигнализации; причем датчик натяжениясоединен с первым входом регуляторанатяжения проволоки, выход которогосвязан с исполнительным устройствомрегулирования скорости вращения.приемной катушки, датчик скоростиволочения через систему блокировкии сигнализации соединен с первымвходом автоматического регулятора,датчик температуры нагрева проволо-ки связан с вторым входом автоматического регулятора, а датчик диаметра проволоки соединен с вторымвходом регулятора- натяжения проволоки и вторым входом устройства блокировки и сигнализации,Источники информации,принятые во внимание при экспертизе1. Фейгин В.И., Богуславский И.М.АвтоМатиэацня прокатных становна заводах ОЦМ. М., Цветметинформация, 1972, рис. 10.2; Климовицкий М.Д., Цифринович Б.И. Автоматизация широкополосных станов горячей прокатки. М.,Цветметинформация, 1972, рис. 13.3. Авторское свидетельство СССРР 257416, кл. В 21 С 1/02,23.10.71651521 и с норосгггь бопочегги и/ фиг отавитель А. Абросимохред Т, Маточка едактор Н, Ахмедов ор Е Рошко о аказ 5798 ПП "Патент", г. Ужгород, ул. Проектная фил Тираж ВНИИПИ Госу по делам 13035, Москва, 88 Подпис ноарственного комитета СССРзобретений и открытийЖг Раушская наб., д. 4/5
СмотретьЗаявка
2393136, 01.08.1976
ГОСУДАРСТВЕННЫЙ ОРДЕНА ОКТЯБРЬСКОЙ РЕВОЛЮЦИИНАУЧНО ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТРЕДКОМЕТАЛЛИЧЕСКОЙ ПРОМЫШЛЕННОСТИ "ГИРЕДМЕТ4
БЕЛЬСКИЙ П. Е, БРОНШТЕЙН И. К, ЛЕБЕДЕВ В. Л, КАНЕВСКИЙ Б. М, ПАЛЬЩИКОВ Ю. П, БАШЛЫКОВ Ф. М
МПК / Метки
МПК: B21B 37/16
Метки: проволоки, процессомволочения, тугоплавких
Опубликовано: 30.07.1981
Код ссылки
<a href="https://patents.su/4-651521-ustrojjstvo-avtomaticheskogo-upravleniya-processomvolocheniya-provoloki-iz-tugoplavkikh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство автоматического управления процессомволочения проволоки из тугоплавких материалов</a>
Способ волочения проволоки, совмещенный с ее нагревом

Номер патента: 254548
Опубликовано: 01.01.1969
Авторы: Нечаев, Никифоров, Строганов, Сучков
МПК: C21D 1/04, C21D 1/54, C21D 9/52
Метки: волочения, нагревом, проволоки, совмещенный
...ультразвуковых колебаний, а более точно - с помощью изменения размеров петли. ки, совмещенный таложение на вольного ультразвутем, что, с целью вой энергии, прой инструмент без ванне температупутем изменения разует проволокаинструмент,Способ волочснпя проволос се нагревом, включающийлочильцый инструмент продокового поля, от.шчающийсяповышения к.п.д. ультразвуковолоку подают в волочильцьцатяжецця, причем регулироры нагрева осуществляютразмеров петли, которую обисрсд входом в волочильный Изобретение относится к области проволочного производства, точнее к теплому волочснию или волоченцю, совмещенному с термообра боткой.Известен способ волочения проволоки с на ложецием на волочильный инструмент продольного ультразвукового поля. За счет...
Датчик линейкой скорости

Номер патента: 366414
Опубликовано: 01.01.1973
Авторы: Доколин, Кривенков, Лисицин
МПК: G01P 15/11, G01P 3/42
Метки: датчик, линейкой, скорости
...из постоянного магнита 1 и магнитопровода 2, на котором размещена неподвижная катушка 3 индукливности с выводами а и а. В зазор между магнитом 1 и стержнем мапнитопровода 2,входит подвижная катушка 4 индуктивности с выводами с и а. В цепь подвижной катушки индуктивности включен ключ б, позволяющий закорачивать выводы ботает следующим соразом.ю катушку индужтиаюстн 4 прписследуемому движущемуся объитную систему - к неподвижноотнюоительно которого движется исследуемый объект, так, чтобы подвижная кату 1 шка индуктивности могла свободно перемещаться в зазоре между магнитом 1 и стержнем магнитопровода 2. При этом на всем исследуемом перемещении движущегося объекта подвижная катушка индукпивности ,не должна выходить из зазора между магнитом и...
Устройство для навивания проволоки с натяжением ее

Номер патента: 108015
Опубликовано: 01.01.1957
Авторы: Благодарный, Будберг, Горюнов
МПК: B28B 21/64, E04G 21/12
Метки: навивания, натяжением, проволоки
...на проволоке при по. мощи роликов 13 груза 14.Как натяжная станция, так и подающий проволоку механизм неподвижны при работе устройства. Со чета ние неподвижных натяжной станции и подающего механизма с движущейся кареткой и поводком обеспечивает упрощение процесса навивания проволоки под натяже нием на колки поддона формы и сокращает размеры устройства.бесконечная цепь 2 движется в тех же направляющих 1, что и каретка 3, и надета на звездочки 15 и 1 б, из которых звездочка 1 б получает вращение от мотора 17 через редуктор 18.Каретка 3 имеет огорно-ходовые ролики 19 и подпружиненные ролики 20, при помощи которых она движется в направляющих 1.Поводок 4, через который подает. ся на колки б натянутая проволока, может поворачиваться...
Датчик угловой скорости

Номер патента: 1010566
Опубликовано: 07.04.1983
Авторы: Белошабский, Зингер, Итенберг, Мыльников, Савельев
МПК: G01P 3/48
Метки: датчик, скорости, угловой
...угловой скорости..Указанная цель достигается тем, что в датчик угловой скорости, содержащий два блока дифференцирования, всод каждого из которых подключен к одному из выходов синусно-косинусного датчика углового положения, а выходы связаны с входами первого сумматора, введены блок деления, второй сумматор и четыре блока выделения модулей, первый и второй из которых подключены входами по одному к выходам соответствующих блоков дифференцирования, а выходами - к входам первого сумматора, третий и четвертый подключены входами по одному к входам соответствующих блоков дифференцирования, а выходами - к входам второго сумматора, при этом выход первого сумматора подключен к входу делимого блока деления, выход второго сумматорак входу...
Агрегат для электроконтактного нагрева проволоки при волочении

Номер патента: 767224
Опубликовано: 30.09.1980
Авторы: Ведерников, Гельфанд, Лактионов, Торчинский
МПК: C21D 9/62
Метки: агрегат, волочении, нагрева, проволоки, электроконтактного
...протянут практически безотходов.Таким образом, благодаря тому, чтомеханизм разъединения каретки подвижного контакта с механизмом перемеще ния каретки .выполнен в виде . электромагнитной муфты, установленной междуэлектроприводом и механизмом перемещения каретки подвижного контакта,повышается надежность работы механизма разъединения и упрощается его конструкция.Благодаря тому, что механизмразъединения является электромеханическим, а датчик управления этим механизмом установлен между правильноймашиной и электроконтактной нагревательной установкой, появилась возможность автоматизировать управлениережимом нагрева при окончании,про 35цесса волочения.5 формула изобретения приводом и механизмом перемещения каретки.На Фиг. 1 показан агрегат...
Предыдущий патент: Устройство для пневматическоготранспортирования грузов
Следующий патент: Органилтиохлорсиланы, проявляющие антимикробную активность
Случайный патент: Картофелесажалка