Способ управления процессом прессования реактопласта
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
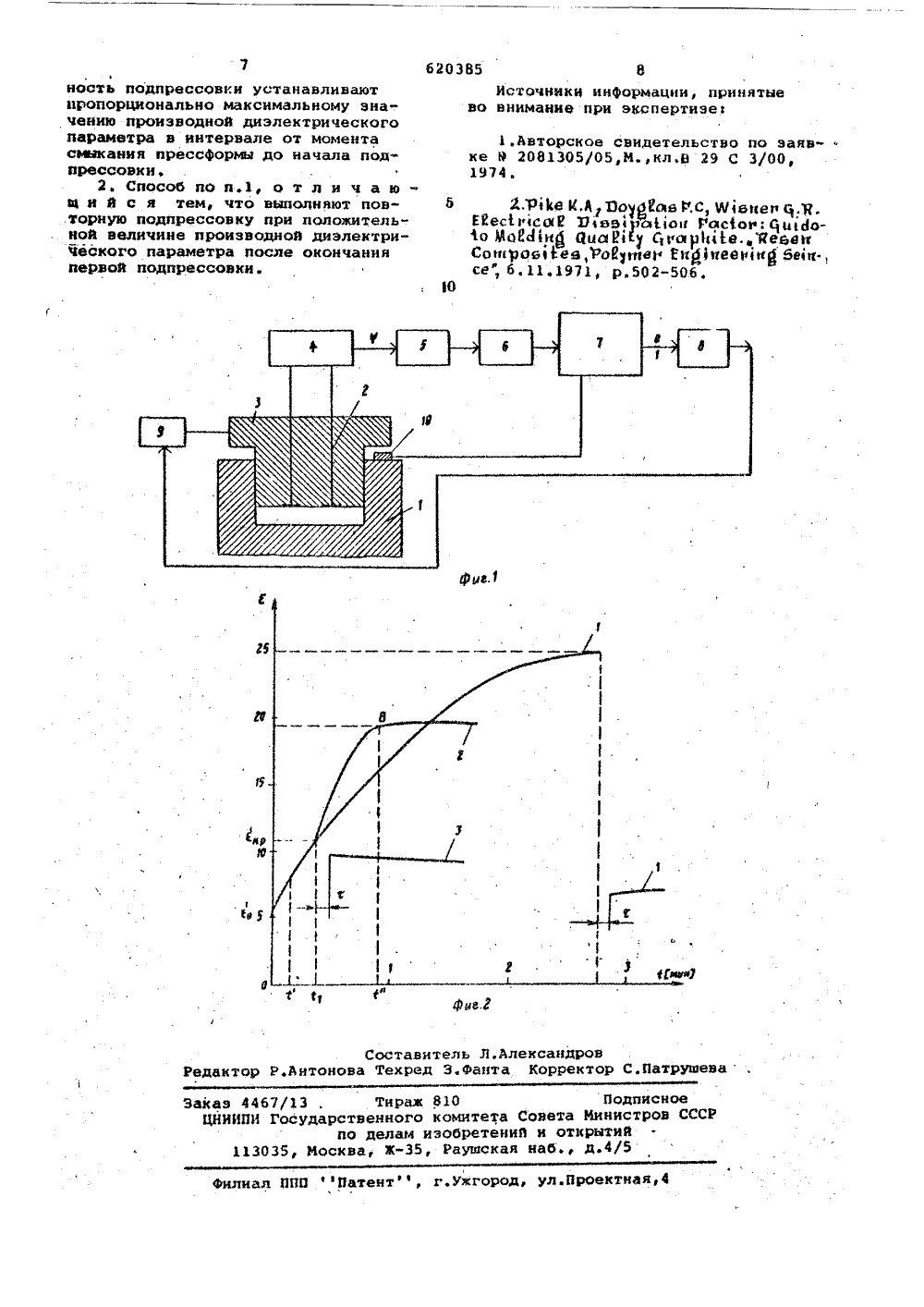
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Сстюз Советски к социалистических Респубпнк(45) Лата опубликования описан осударствениый комитет Совета Янине тров СССР ио деявм изобретений и открытийМосковский институт химического машиностроения и Иаучн исследовательский электротехнический институт(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕ РЕАКТОПЛАСТАПРЕССОВАНИ прессования реактопласта, заключаю" щнйсв в изменении времени выдержки в зависимости от диэлектрического параметра перерабатыяаемого материала в форме 23Укаэанный способ предусматрияаетт1. Периодическое (раэ в 1-2 мин) измерение среди го по толщине фактора диэлеткрических потерь ( 0) и скорость его изменения в процессе отверждения.О2, Определение момента времени(то)т когда От начинает увеличиваться илиимеет максимум.3. Приложение данления в момент времени 1 о4. Определение момента времени 1, когда прекращается изменение Р,5. Подача сигнала на размыкание пресс в момент времениНедостатки способа заключаются э следующем:1. Не определен точно момент еоэдействия пуансоном на пресскомпоэицию. Эксперименты показывают, что в начале увеличения диэлектрического параметра материал прогрет не полностью и подпрессовку проводить рано, а э моментпрохождения пика диэлектрического параметра отверждение почти 10 Изобретение относится к способамавтоматического управлений процессами прессонаний и может быть использовано при изготовлении изделий изтермореактияных прессматериалов.Известен способ управления процессом прессования реактопласта, заключающийся в изменении времени выдержки материала н Форме н зависимостиот изменения диэлектрического параметра перерабатываемого материала в Форме, я подаче сигнала на окончательное размыкание пресса н момент времени, когда значение диэлектрического параметра, измеряемого в срединных слоях перерабатынаемого материала достигает части от яеличи" ны диэлектрического параметра поверхностного слоя, принимающего постоянное значение после смыкания формы ГЦ.Однако этот способ имеет недостаток, заключающийся я том, что для его осуществления необходимы два датчика, в то время как конструкция прессформы часто не позволяет встроить дна емкостных преобразояателядатчика,Наиболее близким из известных способов по технической сущности является способ управления процессом тень М 31 (53) УДК 66,012,ОбЮ полностью закончено и подпрессовкупроводить поздно,2. Способ не позволяет определитьдлительность подпрессовки и их количество.Указанные недостатки способа непозволяют в полной мере удалить летучие продукты реакции и влагу изизделия, что приводит к ухудшениюдиэлектрических свойств готового изделия. Завышенное количество подпрессовок приводит к неоправданному износу оборудования,Цель изобретения ; улучшение диэлектрических свойств готовых изделий.Это достигается тем, что в известном способе управления процессомпрессования реактопласта, заключающемся в изменении времени выдержкив зависимости от диэлектрическогопараметра перерабатываемого материалав форме, дополнительно определяют значение диэлектрического параметра вмомент полного смыкания прессформы,умножают полученную величину накоэффициент, зависящий от марки перврабатываемого материала, принимают полученную величину в качествезаданной, сравнивают текущую величинудиелектрического параметра в формес указанной заданной и при равенстве упомянутых величин выполняют подпрессовку, причем длительность под"прессовки устанавливают пропорционально максимальному значению производной диэлектрического параметра винтервале от момента смыкания прессформы до начала подпрессовки.Другим отличием способа являетсято, что выполняют. повторную подпрес"совку при положительной величинепроизводной диэлектрического параметра после окончания первой подпрессовкиНа фиг,1 показана блок-схема системы управления.На фиг.2 показано изменение диэлектрической проницаемости в зависимости от времени для материалабез .отвердителя (кривая 1) и с отверднтелем (кривая 2), изменение диэлектрической проницаемости при выполнении подпрессовки в момент началахимической реакции (кривая 3).Сущность изобретения состоит втом, что в момент полного смыканияпрессформы, определяют значение ди"электрического параметра 9 и в момент времени , когда текущее зна"чение диэлектрического параметрастанет равным 9 д К(где Ккоэффициент, зависящий от марки ма"териала), выполняют первую подпрессовку длительностью;ф=" Жгде К - константа выбираемая вкс- периментально(д/дЦшд - макснмальное значение производной по времени до времениНеобходимость повторной подпрессовки оценивают по двум ограничениям:м1, К моменту начала повторной подпрессовки 1 материал должен находиться в пластичном состоянии т.е. должно выполняться условие:с , .Си,где 1 ( " период времени, в течениикоторого материал находитсяв пластичном состоянии приданной температуре переработки.Эта величина является постоянной для данного материала, ее определя .ют заранее на пластомере.2. Скорость изменения диэлектрического параметра после окончания первой подпрессовки должна быть больше О, т.е.дд 1 В случае не соблюдения одного изусловий подпрессовка заканчиваетсяЕслн оба условия выполняются, товторая подпрессовка выполняется длительностью, определенной для первойподпрессовки.Экспериментально установлено, что,наиболее благоприятные условия дляудаления из материала летучих создаются в момент времени, когда материал прогрет до температуры началареакции (Тнр),Для каждого материала - своя температура Т . непрерывное измерениедиэлектрического параметрадаетвозможность рассчитать значение диэлектрического параметра начала реакции Мсразу же после полногосмыкания прессформы. Для этого начальное значение диэлектрическогопараметра умножают на коэФфициент Кзависящий от теглофизических характеристик перерабатываемого материалаи температуры начала реакции. Коэффициент К - величина постоянннаядля данного материала и может бытьрассчитана заранее.Для проверки работоспособностипредлагаемого способа управления, впуансон пластомера был встроен емкостной датчик, сигнал с которогоподавался на измеритель комплекснойдиэлектрической проницаемости (ИКДП).Сигнал с измерителя подавался насамописец, который регистрировал:диэлектрическую проницаемость,(Я,коэффициент диэлектрических потерь:и модуль высокочастотной проницаемости (у) . Пластомер позволяет определить время нахожденияматериала в пластичном состоянии приданной температуре переработки. Сцелью выявления основных физико-химиформула изобретения 1. Способ управления процессом прессования реактопласта, заключающийся в изменении временивыдержки в зависимости от диэлектрического параметра перерабатываемого материала в Форме, о т л ч ч а ю щ и й с я тем, что, с целью улучшения диэлектрических свойств готового изделмя, определяют значение диэлектрического параметра в момент полного смыкания прессформы, умножают полученную величину на коэффициент, зависящий от марки перерабатываемого материала, принимают полученную величину в качестве заданной, сравнивают текущую величину диэлектрического параметра в форме с указанной заданной и при равенстве упомянутых величин выполняют подпрессовку, причем длитель 5 б 203ческнх процессов влияющих на изменение Е были проведены опыты с мате-риалом, имеющим отверждающие компоненты и без них. Кривая 1 (фиг.2)характеризует только прогрев материала до температуры переработки иувеличение Г определяется нагревомвлаги и летучих компонентов смолы, бВ конце прогрева (У) была сделанаподпрессовка, выпущены летучие компононты и при повторном смыканииформы значением резко уменьшилосьи больше не изменялось. Кривая 2 до 10точки А совпадает с кривой 1 и харак-теризует прогрев материала до температуры начала реакции. После точкиЬ по всему объему изделия начинаетидти экзотермическая реакция, сопро бвождающаяся выделением летучих продуктов реакции и поликонденсационнойвлаги, вследствие чего Е резко увеличивается. В районе точки В происходит почти полное отверждение материала и кривая выходит на гори,зонтальный ,часток.Подпрессовки проводились в моменты времени Ь, Е 1 яПосле подпрессовки в точке т,когда материал еще мало прогрет илетучих компонентов, способных выделяться иэ массы материала, мало,изменение Г по времени почти полностью повторяет кривую 1. Подпрессовка в точке Е" также недает умень- Зфшения значения 6 , так как отверждение уже почти полностью закончилосьи летучие продукты и влага зажаты в материале изделия и не имеютвозможности выделяться. Подпрессовка %в точке А наилучшим образом повлиялана процесс выделения летучих изматериала и повторной подпрессовкине требовалось, Это указывает нато, что выполнение подпрессовки в 4.)момент, когда начинается химическая реакция, не только улучшает качество получаемого изделия, нои сокращает число подпрессовок.доминимума. В данном примере приведеноизменение диэлектрической проницаемости Г , хотя в качестве величины, характеризующей отверждениематериала, могут быть выбраны такиевеличины как , у нли тангенсугла диэлектрических потерь 4.Д оБлок-схема (Фиг.1) представляет 9)техническую реализацию предлагаемогоспособа. Прессформа содержит матри"цу 1 и емкостной датчик 2, встроенный в пуансон 3, Измеритель 4 комплексной диэлектрической проницае" 55мости определяет свойства материала,находящегося в прессформе. Аналоговыйсигнал с измерителя 4 подается напреобразователь 5 аналог-код , вкачестве которого возможно использование цифрового вольтметра типаФ 200/1, С помощью интерфейсного блокаб код с преобразователя 5 вводится В 56порциями по восемь бит в управляющую вычислительную машину 7 типа 15 ВСИ Одна из выходных шин машины 7 соединена с полупровод иковым реле З,которое управляет гидропроводом 9 подъема Пуансона. Прессформа имеет датчик 10 смыкания, сигнал с которого подается ва машину 7. Для формирования временных интервалов машина 7 снабжена дополнительным внешним уст ройством втаймером. Способ управления в виде программ вьуислений (в том числе с подпрограммой вычисления производной) записан в памяти машины 7, Включение гидропровода 9 для первоначального смыкания прессформы производится кнопкой, нахо 1 ящейся на панели машины 7. Схма работает следующим образом, В момент полного смыкания прессформы на вычислительную машину 15 ВСЯприходит сигнал от датчика 10 и в оперативной памяти записывается число, соответствующеезначению Цр . Непрерывно сравнивается текущее значениеи р К, кроме того непрерывно вычисляется Д 1)/дФ. В момент совпадениями ина выходе устройства 7 формируется ступенчатый сигнал с амплитудой, равной 1 и длительностью ь, расчитанной по Формуле Все времяпуансон пресса будет в поднятом состоянии, т.е. будет осуществляться подпрессовка.Испытание изобретения в промыцленных условиях показало, что выпол" нЕние подпрессовки в момент начала химической реакции позволило улучшить диэлектрические свойства готовых изделий на 5-7, а сокращение числа подпрессовок с 3 до 1 позволит уьеличить износостойкость прес- Формы на 7-9,
СмотретьЗаявка
2334025, 09.03.1976
МОСКОВСКИЙ ИНСТИТУТ ХИМИЧЕСКОГО МАШИНОСТРОЕНИЯ, НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ЭЛЕКТРОТЕХНИЧЕСКИЙ ИНСТИТУТ
БУГРОВ АЛЕКСАНДР ВИКТОРОВИЧ, МАСЛЕННИКОВ ИГОРЬ МИХАЙЛОВИЧ, ФИЛАТОВ ЕВГЕНИЙ СТЕПАНОВИЧ, ДЕЕВ АЛЕКСАНДР СЕМЕНОВИЧ, МОРОЗОВА ИННА АЛЕКСАНДРОВНА, ЦЕДИЛИН ВАЛЕНТИН НИКОЛАЕВИЧ
МПК / Метки
МПК: B29C 3/00
Метки: прессования, процессом, реактопласта
Опубликовано: 25.08.1978
Код ссылки
<a href="https://patents.su/4-620385-sposob-upravleniya-processom-pressovaniya-reaktoplasta.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом прессования реактопласта</a>
Устройство для фиксирования моментов экстремального значения функции

Номер патента: 690401
Опубликовано: 05.10.1979
МПК: G01R 19/24
Метки: значения, моментов, фиксирования, функции, экстремального
...2, появляется на третьем Вьжоде блока управления и через элемент задержки 9 поступает на элемент И 14, на другой вход которой подается ра.зрешающий потенциал с Формирователя сигнала запрета 12, а через элемент И 14 на вход триггера 15 и на вход триггера 16. Ссстояние (исходное)фтриггера индикации минимума 15 подтверждается, а триггер индикации максимума 16 Опрокидывается В нулевое состояние. Одновременно с выхода элемента задержки 9, третий импульс через элемент ИЛИ 19 устанавливает блок управления 2 В исходное состояние, а также обнуляет счетчики б и 7. Если по-прежнему последующая Функция возрастает, то устройство работает аналогично вышеизложенному.Допустим, что с некоторого момента времени Функция начнет убывать, тогда И, ( 8 , то...
Способ определения параметров диэлектрической пленки

Номер патента: 1193459
Опубликовано: 23.11.1985
Авторы: Кулешов, Софронова, Юрин
МПК: G01B 11/06
Метки: диэлектрической, параметров, пленки
...падения, с периодически изменяющейся во времени длиной волны, последовательно изменяя угол падения, регистрируют поток отраженного излучения, определяют угол Брюстера М, фиксируя его по достижению минимальной амплименений потока отраженного ия, вызванных изменениями ставитель М, Семчуковхред Ж. Кастелевич Корре Е. Сирохман Редактор М. Бла 650 Поарственного комитетазобретений и открытиива, Ж, Раушская н сноеСР Филиал ППП "Патент", г. Ужг ектная У аз 7304/41 Тираж ВНИИПИ Гос по делам 113035, Модлины волны излучения, и углыпадения, соответствующие двум 1+1соседним интерференционным минимумам коэффициента отражения для средней длины волны 3 излучения и вычисляют показатель Ь преломления пленки по формуле п=й Ч а толщину Й пленки - по...
Способ определения времени момента взрыва в сейсмических исследованиях

Номер патента: 166504
Опубликовано: 01.01.1964
Авторы: Алексашенко, Бунков, Панюшкин, Халевин
МПК: G01V 1/26
Метки: взрыва, времени, исследованиях, момента, сейсмических
...цнальным зуммером-отметчиком. Последний находится на оезопасном расстоянии от взрыга и включен на вход передающей радиостанции. В момент взрыва на сейсмоприемнике возникает импульс, который приводит в действие зуммер-отметчик, генерирующий электромагнитные колебания звуковой частоты, Через передаюшую радиостанцию эти колебания излучаются, а затем принимаются радиостанцией сейсмической станции, находящейся на расстоянии до 400 к,н от места взрыва. Принятый оператором сигнал начала работы зуммера-отметчика позволяет включить лентопротяжный механизм сейсмостанции. Генеируемые зуммером колебания звуковой ч тоты регистрируются моментным гальван 1 етром на сейсмограмме. Длительность цуга колебаний, излучаемыхзуммером-отметчнком, от момента...
Устройство для измерения параметров диэлектрической нити

Номер патента: 1645886
Опубликовано: 30.04.1991
МПК: G01N 22/00
Метки: диэлектрической, нити, параметров
...между векторами напряженности электрического поля волн Н 10 и Н 01 существует сдвиг по фазе, равный 90 О. Для согласования скоса пластины 6 в полосе частот 20 от 1 о. где 1 о рабочая частота, по КСВН2 необходимо обеспечить угол скоса а "3032 О, Тонкие контрольная и контролируемая диэлектрические нити 4 и 5 расположены таким образом, что на электрическое поле волны Н 10 не влияет контрольная нить 4, На электрическое поле волны Н 01 не влияет контролируемая диэлектрическая нить, Отражаясь от контролируемой диэлектрической нити 5, электромагнитное поле волны Н 10 распространяется кфланцу 11. В этом же направлении распространяется отраженная волна Н 01,С учетом сдвига фаз между отраженными волнами они будут складываться в волноводе 8 и...
Измеритель параметров диэлектрических сред и материалов

Номер патента: 1383226
Опубликовано: 23.03.1988
Автор: Иванов
МПК: G01R 27/26
Метки: диэлектрических, измеритель, параметров, сред
...5 за счет периодического изменения емкости варикапа 10, т.е. амплитудная модуляция в цепи питания генератора 5 порождает частотную девиацию того же генератора.Эта частотная.,девиация с частотой коммутации Я должна быть скомпенсирована за счет выравнивания импедансов конденсаторов 13 и 14. Причем индикация равенства этих импедансов контролируется по равенству частот генератора 5 на полупериодах Т/2 трактом преобразования измерительной информации, используемом ранее, на 1первом этапе в режиме; измерения Х, т.е. индикацияравенства импедансов происходит с помощью реверсивного счетчика 7. Выходной код счетчика, как и в первом режиме, является информацией для управления конденсатором 14 через блок 15. Процесс регулирования значения емкости...
Предыдущий патент: Предохранительное устройство к валковым машинам
Следующий патент: Устройство для вырезки деталей из листового материала
Случайный патент: Устройство для управления маркером на экране электроннолучевой трубки