Система для автоматического регулирования давления прессования асбестоцементных труб
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
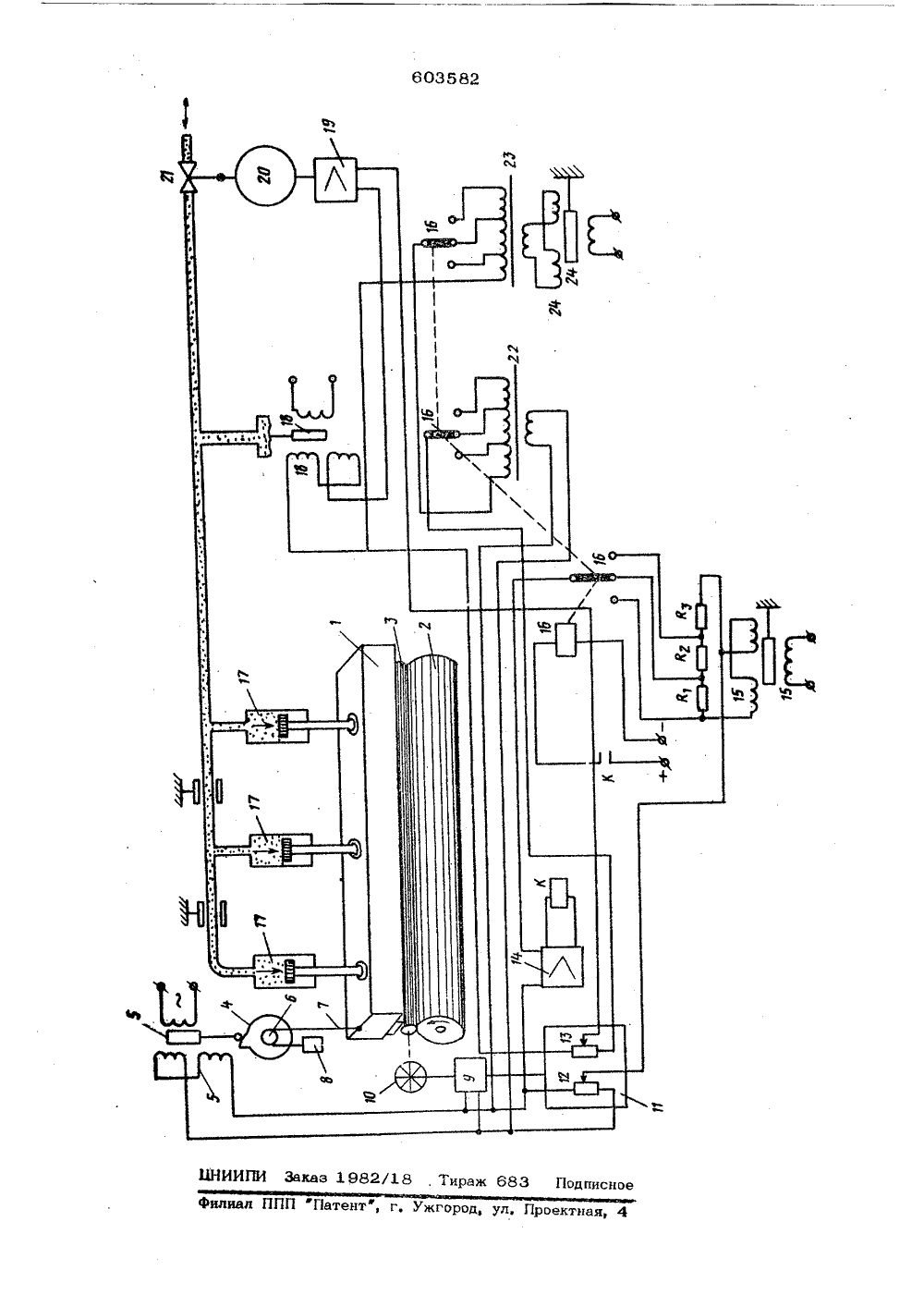
Союз Советских Социалистических РеспубликОП ИСАНИНА ивозоваИЗОБРЕТЕНИЯ В 10 РСКОМУ СВИДВ т ВДЬОВ 61) Дополнительное к Вт. свид.эу(43) Опубликовано 25.04.78 Бюллетен 51) М В 28 В 21/0( С 05 3 15100 Государственный ноинте Саоото Мнннстров СССР оо долам нзобретеннй н отнрытнй.78 88. 8 и В. Д. Цибиэо 2) Авторы изобретеии Смирнов, И. А, Лихт союзный научно-исследовательский институт по автоматизации предприятийстроительных материалов тно-конструкторскимышленности) Заявитель 4) СИСТЕМА ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАН ДАВЛЕНИЯ П РЕССОВАН ИЯ АСБЕСТОЦЕ МЕНТ НИХ ТРУБчае, етИзобретение относится к промышленност строительных материалов и предназначено для автоматического регулирования давления прессования в процессе формования асбестоцементных труб.Известна система для автоматического регулирования давления прессования асбестоцементных труб, содержащая усилитель, пороговый блок и датчики толщины стенки формуемой трубы 1.Наиболее близкой к предлагаемому изобретению является система для автоматического регулирования давления прессования асбестоцементных труб для формовочного агрегата, содержащая датчик толщины стенки формуемой трубы формовочного агрегата с источником опорного напряжения порогового устройства, гндросистему с гидроцилиндрами, усилителем и измерителем давления в ней и программное устройство изменения давления в гидросистеме, выполненное в виде двух трансформаторов 21.Однако это устройство не обеспечивает требуемого качества формуемых труб, так как оно не учитывает колебаний текущего значения толщины навиваемой пленки вокру ее заданного значения, Например в слу если толщина навиваемой пленки окаэыва ся меньше заданной, то сформованные по заданной программе трубы имеют повышенную влажность и:ьа недостаточной веля- чины давления прессования, И наоборот, если толщина пленки оказывается больше заданной, то формуемые в этом случае по заданной программе трубы будут развальцсьвываться (раздавливаться) иэ-за большого (избыточного) давления прессования.Цель изобретения - улучшение качестваформуемых труб.Это достигается тем, что в устройство дополнительно включены датчик числа оборотов форматной скалки формовочного агрегата, расчетно-преобразовательный блок и вторичный прибор с реохордами, причем датчики числа оборотов форматной скалки и толщины стенки формуемой трубы соединены с входом расчетно-преобразовательного блока, выход которого подключен к вторичному прибору с реохордами, одна из реохорд связана с выходом датчика толщины стенкиформуемой трубы и с источником опорного напряжения порогового устройства а другая - с программным устройством изменения давления в гидросистеме и через усилитель- с гидроцилиндрами гидросистемы.На чертеже показана система для автоматического регулирования давления прессования.Онв включает экипаж давления 1, опор нь 1 й ввл 2 и форматную скалку 3. Датчик 10 толщины стенки формуемой трубы представляет собой измерительную систему, состоящую иэ профильного кулачка 4 и дифферен циального трансформатора 5. Плунжер последнего постоянно контактирует с профильным 15 кулачком 4, На оси кулачка 4 укреплена звездочка 6, связанная цепью 7 с экипажем давления 1. На другом конце цепи 7 закреплен груз 8. Расчетно-преобразовательный блок 9, вход которого связан с вторичной 20 обмоткой дифференциального трансформатора 5 и датчиком 10 числа оборотов форматной скалки осуществляет преобразование соот ветствуюших сигналов и расчет текущего значения толщины пленки, подаваемого затем на входвторичного прибора 11. Послед ний снабжен реохордвми 12 и 13, выполняющими функции корректирующих звеньев.При изменении значений толщины навиваемой; пленки в ту или другую сторону от ее за- о двиной. величины вместе с указателем прибора 11 перемешаются и движки реохорд 12 и 13.Пороговое устройство содержит электрон-, ный блок 14 с контактом К выходного ре ле и источник опорного напряжения, выполненный в виде дифференциального трансформатора 15. Вторичная обмотка последнего выведена через делитель на ламели шагового искателя 16 и соединена с движком реохорды 1 2, Напряжение питания на катушку шагового искателя 16 поступает че рез контакты К выходного реле электронного блока 14.Гидросистема состоит из гидроцилиндров17, штоки которых соединены с экипажем давления 1, а их корпуса закреплены неподвижно. Измеритель давления-в гидросистее выполнен в виде манометра с электрическимвыходом например выходным напряжением дифференциального трансформатора 18. Его вторичная обмотка подключена к одному из входов усилителя 19, выход которого сое динен с реверсивным электродвигателем 20.; Вал двигателя 20 связан кинематически с фф . редуктором давления 21, непосредственноуправляющим давлением масла в гидроцилин 1 ъ рах 17.Программное устройство изменения дввления в гидросистеме состоит из трвнсформаторов 22, 23 и, источника постоянного сигнала 24. Последний выполнен в виде дифференциального трансформатора, вторичная обмотка которого соединена с первичной обмоткой трансформатора 23, Первич ная обмотка трансформатора 22 соединена с вторичной обмоткой дифференциального трансформатора 5 датчика толщины, Вторичные обмотки трансформаторов 22 и 23 выполнены секционными, при этом выводы этих секций соединены ламелями шагового искателя 16.Выход программного устройства связан с реохордой 13 вторичного прибора 11, причем движок реохорды 13 соединен с входом усилителя 19.К первичным обмоткам всех дифференциальных трансформаторов 5, 15 18 и 24 подведено переменное напряжение питания 10-12 В.Система работает следующим образом.Давление прессования при формировании асбестоцементной трубы на форматной скал ке 3, установленной нв опорном валу 2, определяется давлением экипажа давления 1, которое в свою очередь, зависит от давления в гидросистеме, Поэтому давление в гидросистеме в процессе формирования трубы должно изменяться по определенной заданной программе в зависимости от толщины стенки формуемой трубы и кор ректируемой при отклонении толщины асбес тоцементной пленки от номинального задан ного значения.С началом процесса послойного наложения асбестоцементной пленки нв форматную скалку 3 начинает изменяться по высоте положения экипажа давления 1, которое через цепь 7, звездочку 6, профильный кулачок 4 и дифференциальный трансформатор 5 преобразовывается в напрякение соот ветствуюшее толщине стенки формуемой трубы. Это напряжение поступает на транс форматор 22, осуществляющий умножение полученного сигнала нв коэффициент транс- формации, Умноженное напряжение электрически складывается с постоянным напряжением (или его частью), величина которого определяется коэффициентом трансформации трансформатора 23.Одновременно с началом формования тру бы в расчетно-преобразовательный блок 9 поступают сигналы с вторичной обмотки дифференциального трансформатора 5 датчика толщины и датчика 10 числа оборотов форматной скалки 3, соответствующие толшине стенки трубы и числу оборотов скалки 3. Расчетно-преобразовательный блок 9 преобразовывает указанные сигналы в нац ряжение, пропорциональное текущему значе5нию толщины пленки. На выходе расчетно- преобразовательного блока 9 подключено вторичное устройство 11 с корректирующими звеньями - реохордами 12 и 13.формируемое на выходе вторичных обмоток трансформаторов 22 и 23 напряжение поступает на реохорду 13 для корректировки последней в зависимости от изменения толщины навиваемой пленки, обусловливаемого перемещением движка реохорды 13. Раэность напряжений, снимаемых с реохорды 13 (с помощью ее движка) и дифференциального трансформатора 18 (измерителя давления в гидросистеме), подается на вход усилителя 19, управляющего вращением ревер сивного электродвигателя 20. Вращение последнего передается на редуктор давления 21, который изменяет давление в гид росистеме. При этом каждому измененно му по высоте положению экипажа давления 1 будет соответствовать давление прессо вания в гидросистеме, равное заданному программным устройством и скорректированное реохордой 13 в зависимости от теку щего значения толщины пленки. 25 Таким образом реализуются линейные программы изменения давления прессования, Нелинейные же программы, аппроксимируемые линейными отрезками, осуществляются пу- щ тем изменения параметров электрического преобразования. Это достигается путем автоматического переключения вторичных обмоток трансформаторов 22 и 23 с помо шью шагового искателя 16, При этом на 35 вход электронного блока 14 поступает сиъ нал разности между напряжением, снимаемым с реохорды 12 и опорным напряжением дифференциального трансформатора 15.При нулевой раэнасти срабатывает выход 40 ное реле блока 14 иполучает питание катушка шагового искателя 16. Последний производит изменение параметров преобразования с помощью переключения секционных обмоток трансформаторов 22 и 23. КрЖ ме того, после каждого срабатывания шага вого искателя 16 происходит лэменение величины опорного напряжения, снимаемого с делителя обеспечивая тем самым переход с одного линейного участка программы на другой.В результате корректировки заданной программы изменения давления прессования в процессе формования в зависимости от изменения толщины навиваемой пленки обеспечивается автоматическое изменение значения преобразованного сигнала толщины на каждом линейном участке программы, а также автоматическое изменение координаты . точки перехода с одного линейного участка программы на другой. формула изобретенияСистема для автоматического регулирования давления прессования асбестоцементных труб для формовочного агрегата, содержащая датчик толщины стенки формуемой трубы с источником опорного напряжения порогового устройства гидросистему с гидроцилиндрами, усилителем и измерителем давления в гидросистеме и программное устройство иъ менения давления в гидросистеме, выпол пенное в виде двух трансформаторов, о тличаюшаяся тем, что,сцелью улучшения качества формуемых труб, в него дополнительно включен датчик числа оборотов форматной скалки формовочного агрегата, расчетно-преобразовательный блок и вторичный прибор с ре хордами причем датчики числа оборотов форматной скалки и толщины стенки формуемой.трубы соеди иены с входом расчетно-преобразовательйо го блока, выход которого подключен к вто ричному йрибору с реохордами, одна иэ реохорд связана с выходом датчика толщины стенкиформуемой трубы и с источником .опорного напряжения порогового устройства, а другая - с программным устройством изменения давления в гидросистеме и через усилитель - с гидроцилиндрами гидросистемы.Источники информации, принятые во вни-ф мание при экспертизе:1. Авторское свидетельство СССР % 402465, кп. В 28 в 21/00 19722. Авторское свидетельство СССР М 327061, кл. В 28 В 21700 1970.БЙИИПИ Заказ 1982/18, Тираж 683 Подписное филиал ППП Патент", г. Ужгород, ул, Проектная, 4
СмотретьЗаявка
2182306, 17.10.1975
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЭ И ПРОЕКТНО КОНСТРУКТОРСКИЙ ИНСТИТУТ ПО АВТОМАТИЗАЦИИ ПРЕДПРИЯТИЭ ПРОМЫШЛЕННОСТИ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
СМИРНОВ ЮРИЙ МИХАЙЛОВИЧ, ЛИХТЕР ИСААК АБРАМОВИЧ, ЦИБИЗОВ ВЛАДИМИР ДМИТРИЕВИЧ
МПК / Метки
МПК: B28B 21/00
Метки: асбестоцементных, давления, прессования, труб
Опубликовано: 25.04.1978
Код ссылки
<a href="https://patents.su/4-603582-sistema-dlya-avtomaticheskogo-regulirovaniya-davleniya-pressovaniya-asbestocementnykh-trub.html" target="_blank" rel="follow" title="База патентов СССР">Система для автоматического регулирования давления прессования асбестоцементных труб</a>
Способ регулирования толщины стенки трубы при экструдировании заготовки

Номер патента: 709205
Опубликовано: 15.01.1980
Авторы: Антошин, Кабаргин, Муратов, Эрлих
МПК: B21C 23/08
Метки: заготовки, стенки, толщины, трубы, экструдировании
...чего осуществляют подачучерез канал 5 на передний торецпрессованной заготовки 1 нижевой зоны А в область Б, соотвстную 111 ую мс 1 нимзлсь 1,ой тоз 1 цине степсоессуемой т 1 зубы (С п 1111)При этом в месте контакта месо смазкосс его скорость истеченвозрастает по сравнессию со скорнесмазанной части заготовки. ЗаФормула изобретения Составитель М. ДоТехред М.Келемеш еевКорреПодпиета Срытийаб. а;.Гор Л, Васильков ор Г.Решетник Тираж,986Государственного коми делам изобретений и от осква Ж, Раушская аказ 8647 о Р ЦНИИ п 11305илиал ППП Патент, г, Ужгород, улПроектная этого неравенства истечений и вырав нивается толщина стенки готовой трубы.ПО достижении равномерности толщи -ны стенки трубы по всему периметруподача смазки...
Автоматическая установка для изготовления керамических труб способом полусухого прессования

Номер патента: 130385
Опубликовано: 01.01.1960
Авторы: Блох, Бродский, Зайонц, Рохваргер, Шевердяев
МПК: B28B 21/50, B28B 21/96
Метки: автоматическая, керамических, полусухого, прессования, способом, труб
...формы.На фиг. 1 изображен механизм для снятия крышки в вертикальном разрезе; на фиг. 2 - механизм для снятия пробки в вертикальном разрезе,Установка состоит из пресс-формы 1 с керном 2, промежуточной диафрагмои 3 и крышкой 4, Для формования раструба трубы применена пробка 5, имеющая на своей боковой поверхности резьбу б.Для съема крышки 4 и вывертывания пробки 5 служат отдельные механизмы. Для извлечения изделия из пресс-формы 1 применен трубчатый выталкиватель 7,Прессование изделия (трубы) в прессформе 1 производится с использованием жидкости, нагнетаемой в полость между стенками пресс. формы 1 и промежуточной диафрагмой 3.После съема с пресс-формы 1 керна 2 на пробку 5 опускается за. хват 8 с механизмом поворота (вывинчивания),...
Способ определения толщины граничных смазочных пленок при испытаниях материалов зубчатых передач

Номер патента: 1793197
Опубликовано: 07.02.1993
Автор: Гузенко
МПК: G01B 7/06
Метки: граничных, зубчатых, испытаниях, передач, пленок, смазочных, толщины
...скольжения зубча тых передач пропорционально толщине обтых и редач, полученные последовательно разования граничных смазочных пленок в нач льный момент подачи парафиновых при смазке образцов бензолом (кривая 1), углев дородов в зону контакта вращающих- толуолом (кривая 2), о-ксилолом (кривая 3), ся об азцов (кривая 1) и через 50 - 60 мин триметилбензолом(кривая 4),дифенилметапосле подачи в зону их контакта н-гесана 15 ном(кривая 5) идикумилметаном(кривая 6). при т мпературе смазки 233 К (кривая 2), Способ определения толщины граничн-окт на при температуре смазки 243 К ных смазочных пленок при испытаниях ма(крив я 3), н-декана при температуре смаз- териалов зубчатых передач осуществляют ки 29 К (кривая 4), н-додекана при темпе- ....
Устройство для удаления металлической трубы, получаемой горячим прессованием, через матрицу пресса

Номер патента: 2004367
Опубликовано: 15.12.1993
Автор: "пьер
МПК: B21C 35/02
Метки: горячим, матрицу, металлической, получаемой, пресса, прессованием, трубы, удаления
...кулачок большой длины не может распределить напряжения по всей длине, т,е. вызывает местную деформацию нагретой трубы, Эти неровности могут быть, например, образованы утолщениями в некоторых местах стеклянной смазки при затвердевании или металлическими частицами, увлекаемыми трубами. Благодаря упругости каждой планки каждая иэ них может отклоняться на большее или меньшее расстояние от среднего положения, продолго момента, вызывающего недопустимую пластическую деформацию трубы.На фиг, 1 изображено предлагаемое устройство, общий вид; на фиг, 2 - то же, вид сверху; на фиг. 3 - разрез А - А на фиг. 2; на фиг. 4 - планка, план,Пресс 1, снабжен матрицей 2, на выходеиз которой помещается желоб 3, установленный на каретках 4. Каретки...
Способ измерения толщины не ферромагнитных проводящих покрытий на внутренних стенках труб

Номер патента: 129022
Опубликовано: 01.01.1960
Метки: внутренних, покрытий, проводящих, стенках, толщины, труб, ферромагнитных
...стеП(ах трубы Вссьзя малого диаметр а.На чертеже показан пример осуществления описываемого способа.Дачик 1 прибсра, действие которого основано ня изз 1 ерснии напряжения вихревых токов, контактпрустся с трубой 2, покрытой с внутренней стороны Сферрозагнигным материалом 3. В этом случае датчик прОизводит измерение судакарно тс,щины стенки т 1 усы с пскрытисз 1. Для пар металлов с разной проводимостью чувствительность датчика к измерению толщны покрыИя з; штельно выше сгс чув:тзительнссти к измеренеию толшины стенки трубы,Для определения только толщины покрытия в приборе примене: счетно-решающий блок, производящий вычптагпс из суммарного напряжения, показаннсго прбором, заранее известного напряжения, соответствующего данной толщине...
Предыдущий патент: Установка для изготовления объемных блоков
Следующий патент: Устройство для сварки пакетов из термопластичной пленки
Случайный патент: Пневматическое устройство для управления шаговым распределителем