Способ формообразования поверхности деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 565752
Авторы: Владимиров, Райхман




Текст
ОПИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик(11) 565752 61) Дополнительное к авт, свид-ву б 1)м Клг В 21 0 35/О 2 Заявлено 14.02.74(21) 199 осударственныи комитетСовета Министров СССРоо делам изобретенийн открытий т 26.03(54) СП РМООБРАЗОВА ИИЯ ПОВЕРХ 110 СТ 11ДЕТАЛЕЙ мощью инструмента продолжает вдавливатьс;. в приспособление (матрицу), что сопровождается разрушением поверхностных слоев. Стадия пластических деформаций переходит в стадию скалывания. В этой стадии начале появляются микро, а затем макротрещпны, образующиеся у режущих кромок инструмента и матрицы, направленные по линии наибольших деформаций сдвига (поверхностям скольжения);. скалывающие тряпицы быстро распространяются во внутренние слои материала и вызывают отделение детали, При этом образуется неровная поверхность разде ления материала, состоящая из блестящего пояска (зона среза) и шероховатой части ( зона скалывания).Величина погружения инструмента в материал до появления скалывающих трещин зависит, в частности, от свойств обрабатываемого материала и скорости деформирования. Количественное соотношение между стадиями пластической деформации и скалыи потребное усилие формообразованиядной и той же количественной картийеления материала будет зависеть от рявания цри о разде присоединением заявкиИзобретение относится к обработке материалов давлением, в частности к способам, позволяющим получить поверхности сложной конфигурации.Известен способ формообразования поверх" 5 ности деталей путем предварительного определения потребного усилия деформирования, приложения его обрабатываемому материалу с одновременным регулированием величины усилия деформирования посредством обрат ной связи 1).Процесс формообразования состоит из трех стадий: упругих, пластических деформаций и скалывания, В начале процесса деформирования, чтр соответствует стадии упру- И гих деформаций, материал под инструментом и вблизи от него испытывает упругое сжатие и изгиб, а также слегка вдавливается в отверстие приспособления (матрицы), возника. ет "тарельчатостьф обрабатываемой детали. 20В этой стадии величина напряжения в материале ниже предела упругости. При даль. нейшем деформировании, т.е. погружении инструмента в материал, упругие деформации переходят в пластические, материал с по тень27 (53) УДК 621,983я 24 О 9 77 3 (Оав д)3да факторов, и том числе от формы и состояаи уежущих кромок инструмента и маэраща, физико механических свойств обрабатываемого материала.Таким образом, усилие формообразованияи сопротивление разрушению не остается постоянным, а изменяется по напряжению рабочего хода по высоте обрабатываемого матери апаеОднако, несмотря на регулирование, величины деформирующего усилия и скоростидеформации в известных способах формообразования зона скалывания составляет ешебольшой процент общего процесса формообразования, что приводит к образованию орео лов, сколов, расслоений, особенно на неметаллических материалах,При етом получить конфигурацию окон,пазов, отверстий с отношением их размерови толщине обрабатываемого материала мень-оше единицы трудно,Целью изобретения является повышениекачества поверхности обрабатываемых деталей и производительности труда,Для этого необходимо с учетом особенностей процесса формообразования лимитировать скорость деформирования и величинудеформирующего усилия, сведя к минимумузону скалывания. Одновременно вести непрерывную поднастройку процесса в соответствии с потребной величиной деформирующегоусилия, предварительно определенной длякаждой эоны деформации по высоте обрабатываемого материала (на протяжении рабочегохода инструмента) в зависимости отегофиэи-З 5ко-механических свойств, степени предварительного наклона, величины зазора, состояния режущих,кромок, скорости деформирования и т.п.Эта цепь достигается тем, что усилие 40деформирования изменяют скачкообразно взависимости от перехода материала из одногонапряженного состояния в другое, при этомв период каждого напряженного состояниявеличину усилия поддерживают постоянной. 4 бНа фиг, . представлена схема процесса деформирования материала, на фиг. 2 - график потребных усцлий Р формообразования для каждой зоны деформации в зависимости от величины - относительного вдавливанияЬ6инструмента в материал по высоте матерна ла, где Ь - глубина внедрения инструмента в материал;- толщина (высота) обраба тываемого материала; . Ьм работа упругой и пластической деформации; Д - работа разрушения; Аур - работа трения.Для того, чтобы.сделать отверстие в детали, предварительно определяют потребное усилие деформирования по высоте обрабатываемого материала для каждой зоны деформа. ции. Регистрацию усилий формообразования и перемещений инструмента при заданной величине зазора, конструкции режущих кромок и быстроходности пресса ведут методом тензометрирования с помощью проволочных датчиков сопротивления, наклеенных на мессдозу и соединенных в мостовую схему. Перемещение инструмента в процессе формообразования регистрируют с помощью тенэодатчиков, Для автоматической записи показаний датчиков применяют осциллограф.Варьируя конструкторско-техвэдогическими параметрами процесса формообразования, находят оптимальные потербные усилия формообразования для каждой эоны деформации в зависимости от физико-механических свойств обрабатываемого материала по его высоте.Найденное оптимальное, потребное усилие деформирования устанавливают (программируют) на задающем датчике дифференциального усилителя.Йалее с момента касания заготовки ю- струментом измеряют усилие деформирования, сравнивая его с заданным (установленным на задающем датчике) усилием деформирован ия.П р и м е р, В плате иэ прессматериала АГС ГОСТ 1 ОО 87-62 толщиной 2 мм необходимо выполнить отверстие прямоугопь ной формы с размерами, указанными в табл. 1.- Предельные энач эаний датчи- потребньх уси дой эоны деличины + 60 ков послий Рформапи Предварительно определяют потребное усилие деформирования по высоте обрабаты-ВаемОго материала для каждОЙ эоны дефоэ ц малин. При атом следует учитывать особенности обрабатываемого материала.Регистрацию усилий формообразований веу дут методом тенэометрирования с помощью проволочных датчиков сопротивления, пакле енных на мессдоэу и соединенных в мостовую схему.Перемещение инструмента в процессе фор- да результатам записи покатроен график ,фиг. 2)формообразования для кажи в зависимости от ве Ю 144 4 .,ч. 1 ъ Г 4мообраэования регистрируют с помоныо индивидуальных тенэодатчиов. Л,я автоматическОЙ эаиси показаний датчпхов прнменяХОтосциллограф К,Варыруя кОнструкторско тохнмОГ 1 чеО екими параметрами процесса формообразования,находят оп.имальные потребные усилия формообразования для каждого напряженногосостояния материала.Дли данного примера имеют следуОщие(табл. 2) гараметры. относительного вдавлВаНя инструмента вматериал по высоте материала, гдеглубина Внедрения инструмента В мат".;3 ял3 ф толщина высота обрабатываемого7материала,"Ья- работа упругости пластической деформации; Ар - работа разрушения; Ьтр, - работа трения.Найденное оптимальное потребное усилиедеформирования устанавливают (программиф 5руют) на задающем датчике дифференциаль, ного усилителя. В процессе проведения обработки материала производится сравнениеусилий деформирования практического и оптимального. Получаемый сигнал рассогласо. Ования посредством конструктивных элементов, используемых в устройстве для реализации данного способа, преобразуется и таким образом осуществляется поддерживаниепотребного усилия деформирования в заданных пределах для каждого напряженногосостояния,Предлагаемый способ позволяет исключитьдефекты, получаемые при штамповании известными способами, такие как расслоение, 20ореолы, сколы и тому подобные, повыситьточность (до второго класса включительно)и чистоту поверхности обрабатываемых деталей (9 8 - 98),8 Формула изобретения Способ формообразовании поверхности деталей путем предварительного определения потребного усилия деформирования, приложения его к обрабатываемому материалу с одновременным регулированием величины усилия деформирования посредством обратной связи, о т л и ч а ю щ и й с я тем, что, с целью повышения качества обрабатываемой поверхности и увеличения производительности, усилие деформирования изменяют скачкообразно в зависимости от перехода материала из одного напряженного состояния в другое, цри этом в период каждого напряжен ного состояния величину усилия поддерживают постоянной.Источники информации, принятые во внимание при экспертизе:1. Автоматизапия процессов сварки иобработки давлением под ред. В, М, Йййфмшина М"Наукаф, 1966, с. 181 161,
СмотретьЗаявка
1996354, 14.02.1974
ПРЕДПРИЯТИЕ ПЯ А-7734
ВЛАДИМИРОВ ЮРИЙ БОРИСОВИЧ, РАЙХМАН ГАРИК НАТАНОВИЧ
МПК / Метки
МПК: B21D 35/00
Метки: поверхности, формообразования
Опубликовано: 25.07.1977
Код ссылки
<a href="https://patents.su/4-565752-sposob-formoobrazovaniya-poverkhnosti-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ формообразования поверхности деталей</a>
Способ определения прочности сцепления режущего инструмента с обрабатываемым материалом и устройство для его осуществления
Номер патента: 938108
Опубликовано: 23.06.1982
Авторы: Герштейн, Козлов, Левушкина, Юрасов
МПК: G01N 19/04
Метки: инструмента, материалом, обрабатываемым, прочности, режущего, сцепления
...с ползуном, а регистрирующий прибор выполнен в виде установленной на втором конце кронштейнавтулки с пазом вдоль ее оси и размещенных во втулке тарированной пружины и упора, один торец котороговзаимодействует с режущим .инстругмейтом, а другой - с пружиной,На чертеже изображена схема предлагаемого устройства,Устройство содержит ползун 1 сприводом (не показан), режущий инструмент 2, установленный на нолзуне 1, Г-образный кронштейн 3, одним концом .связанный с ползуком 1,и регистрирующий прибор, выпапненныйг в виде установленной на второмконце кронштейна 3 втулки 4 с пазом вдоль ее оси и размещенных во втулке4 тарированной пружины 5 и упора 6,один торец которого взаимодействует с режущим инструментом 2, а другой - с пружиной...
Инструмент для чистовой и упрочняющей обработки наружных поверхностей

Номер патента: 375170
Опубликовано: 01.01.1973
МПК: B24B 39/04
Метки: инструмент, наружных, поверхностей, упрочняющей, чистовой
...тем, что деформирующий элемент выполнен в виде нескольких разделенных распорными втулками дисков, число которых соответствует числу обрабатываемых поверхностей,Такое выполнение инструментаобрабатывать боковые поверхностиных канавок,На чертеже изображен описываемый инструмент, общий вид.В корпусе 1 на подшипниках 2 установлена оправка 8, на которой расположены деформирующие элементы 4, выполненные в виде упругих дисков. На этой же оправке 8 размещены упругие мембраны б, распорные втулки б и щеки 7 и 8, все вместе стягиваемые гайками 9 через шайбу 10 до упора в бурт на оправке 3. Для предотвращения осевого сдвига деталей по оправке используются крышки 11 и 12 на винтах 18. Обработку описываемым инструментом осуществляют следующим...
Способ исследования процессов деформации полимеров

Номер патента: 582463
Опубликовано: 30.11.1977
Авторы: Журавлев, Зурабян, Чесунов
МПК: G01K 7/16
Метки: деформации, исследования, полимеров, процессов
...время затухания импульсов, затем повторяют операции нагревания и охлаждения с одновременным деформированием образца, и по разности измеренных интервалов времени определяют температуру исследуемого образца.На чертеже показана схема для осуществления предлагаемото способа.Измерительный мост, в двух плечах которого имеются термосопротивленпя 1 и 2, включается на напряжение постоянного тока. Напряжение выбрано так, что термосопротивление нагревается проходящим током от температуры образца до заданной температуры (температуры уставки). Нуль-орган 3, установленный на выходе моста, выдает,во внешнюю цепь импульс в момент, когда напряжение на выходе моста достигает определенной величины, т. е. температуры уставки=К,(1+ Т),где Р,., -...
Образец для моделирования процесса деформации
Номер патента: 1036406
Опубликовано: 23.08.1983
Авторы: Губайдуллин, Клименко, Левичев, Толпа, Шульгин
МПК: B21B 1/00
Метки: деформации, моделирования, образец, процесса
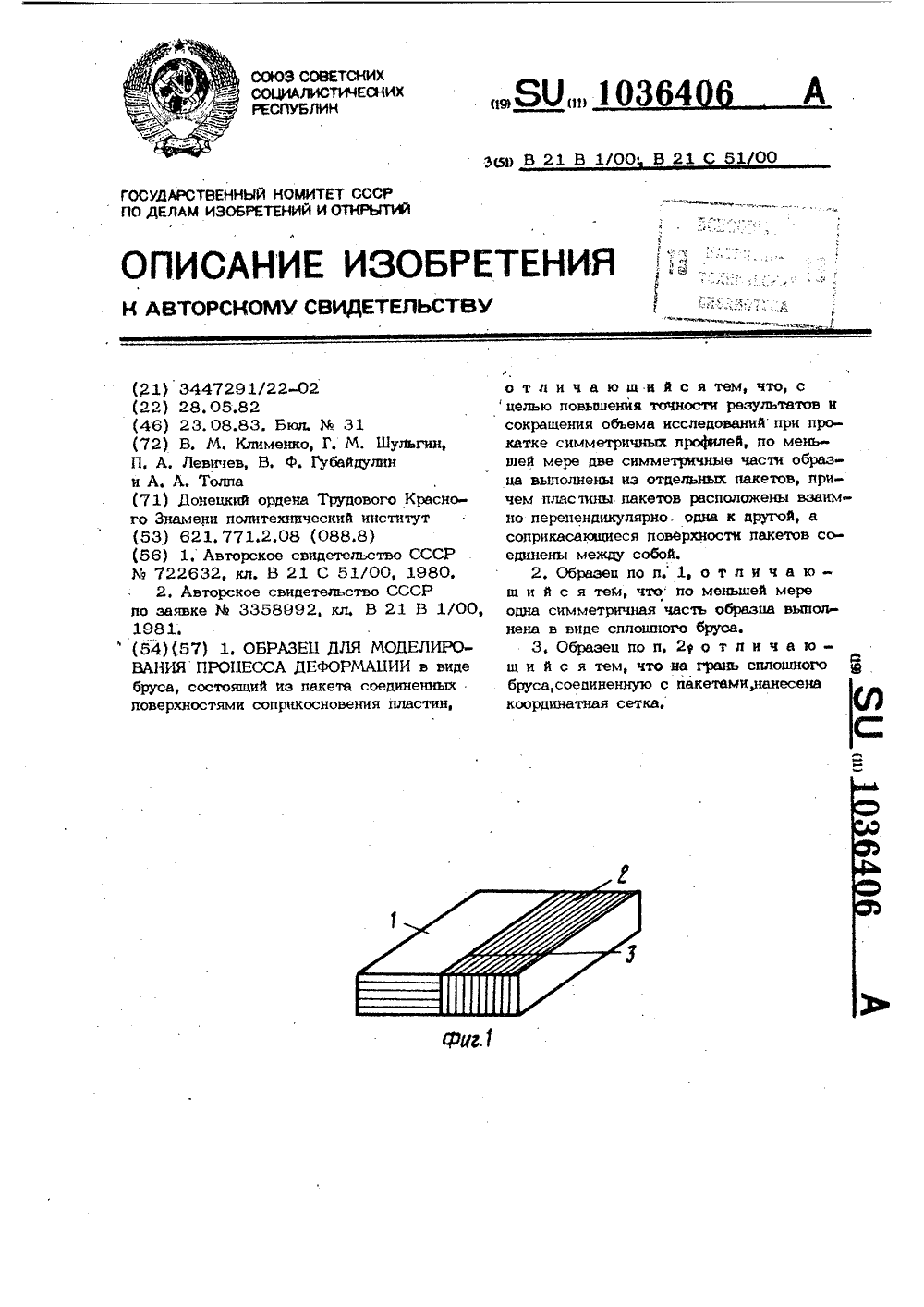
...4 и 5 и сплошной части Ибруса) 6, причем 7- место склейки пакетов, а 8 - место склейки сплошного бруса 6 и пакетов 4 и 5.Образец Ш состоит из пакетов 9 - 11 и сплошного бруса 12. Позициями 13 и .14 обозначены места склейки пакетов, а 15 и 16 - места склейки бруса 12 с пакетами.Образец используют при исследовании симметричных процессов деформации, В частности, при симметричной прокатке, исследуя высотную и поперечную дефор- мации, используют образец Г Ифиг. 1), состояший соответственно иэ пакетов 1 и 2, При исследовании течения метал- ла в горизонтальной плоскости симмеърии используют образец 11 (фиг, 2), состояший из пакетов 4 и 5 и сплошнойчасти 6. На сплошной части 6 наносяткоординатную сетку по месту 8 склейкис пакетами 4 и 5,...
Измеритель усилия сжатия и продольной деформации кости для компрессионных аппаратовесесоюсиал»плтнтиа-етещчес4; лейбглщееса

Номер патента: 171971
Опубликовано: 01.01.1965
МПК: A61B 17/58
Метки: аппаратовесесоюсиал»плтнтиа-етещчес4, деформации, измеритель, компрессионных, кости, лейбглщееса, продольной, сжатия, усилия
...из которых снабрадированной в единицах Измеритель ус деформации кост 15 ратов содержащи гчиггся тем, что, с сжатия и контрол рации костей, он кольца с помещен 20 крепленными теле ными втулками, н жена шкалой, г силы, е- в 1 м с 7 одаггсная гругггга ЛВ 132 Зависимое от авт. свидетельстваЗаявлено 03."ъг 11.1963 ( 846561/31-16) Изобретение относится к измерителям усилия сжатия и продольной деформации кости для компрессионных аппаратов, содержащих упругое кольцо.Измерители, подобного рода не обеспечивают стабилизации усилия сжатия и контроль за ходом регенерации костей.Сущность предлагаемого изобретения заключается в том, что измеритель выполнен в виде упругого кольца с помещенными внутри шарнирно закрепленными...
Предыдущий патент: Устройство для формообразования полых изделий
Следующий патент: Штамп для листовой штамповки
Случайный патент: Устройство для зажигания и поддержания тока дежурной дуги в импульсных газоразрядныхлампах