Система программного управления листогибочной валковой машиной
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 504589
Авторы: Дьяков, Жерносеков, Закора, Колесников, Лурье, Федянин, Фланчик, Харлан


Текст
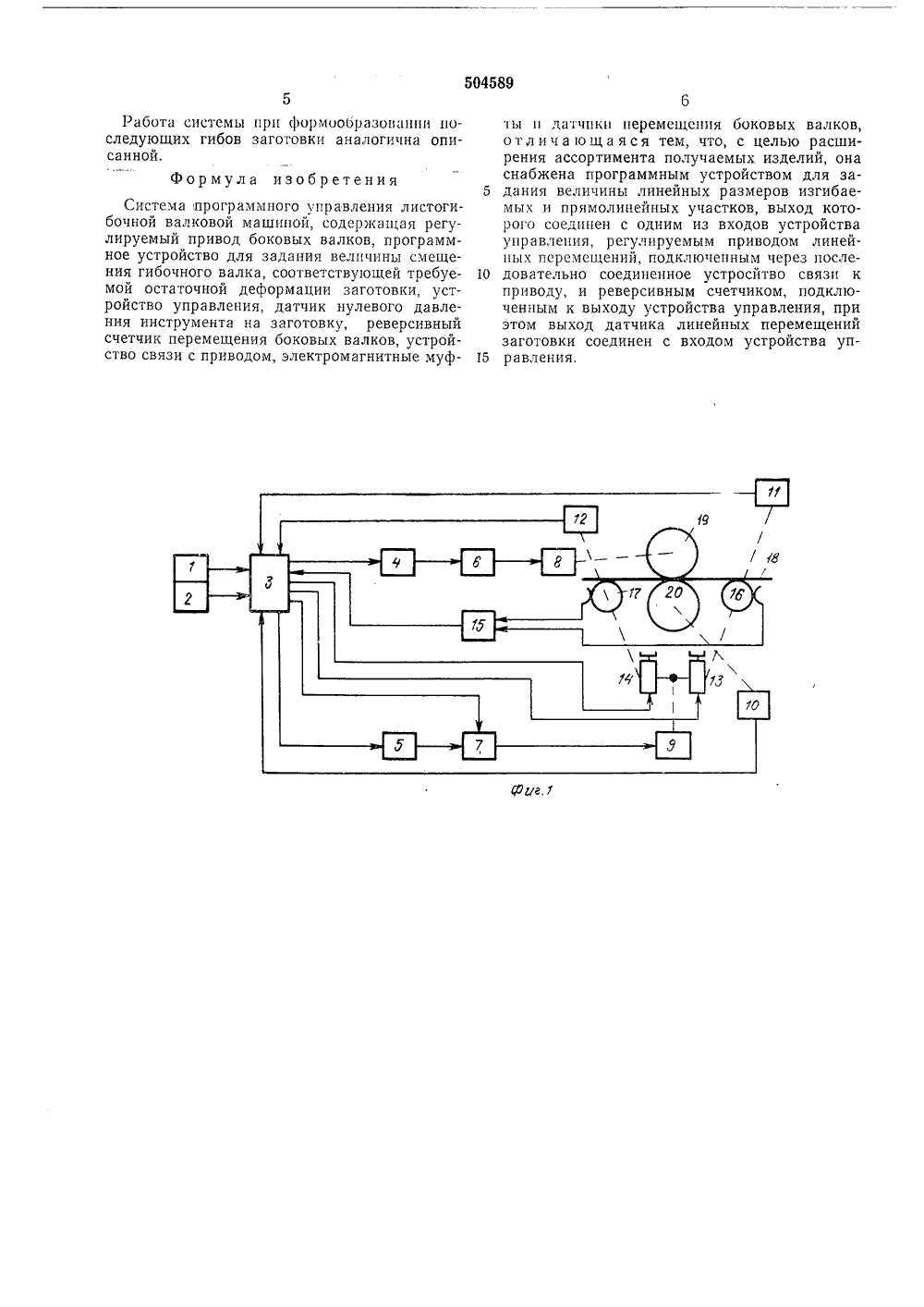
0 П И С А Н И Е (и)ИЗОБРЕТЕНИЯ ыеэ ьоветскиф ьоцивлистииеоиии 8 воофлии(51) М. Кл,- В 210 11/2 1 осударственньв комитет Совета Министров ССВР Опубликовано 28,02.7 Бюллетень53) УДК 621.981та опубликования описания 19.04.7) Авторы изобретения С. Фланчик, Э. К. Жерносеков, 3, Я. Лурье, Б. Н, Закора, Г. Колесников, А, Г. Дьяков, Л. Б. Федянин и. В. И. ХарланХарьковский филиал Института автоматики 71) Заявитель 4) СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯЛИСТОГИБОЧНОЙ ВАЛКОВОЙ МАШИНОЙ клюпри ений Изобретение относится к области обработки металлов давлением, в частности к системам управления листогибочными машинами.Известна система управления машиной для гибки заготовок, содержащая следящий привод гибочного инструмента, привод подачи заготовки, программное устройство для задания величины смещения гибочного инструмента, соответствующей требуемой остаточной деформации заготовки, устройство управления, датчик нулевого давления инструмента и устройство для измерения и запоминания величины хода инструмента до полной разгрузки заготовки, выполненное в виде интегратора эталонной величины по времени хода инструмента.Однако известная система не обеспечивает автоматизации процесса изготовления методом гибки - прокатки обечаек коробчатого сечения с радиусами закругления на углах.Цель изобретения - расширение ассортимента получаемых изделий.Это достигается тем, что предлагаемая система снабжена программным устройством для задания величины линейных размеров изгибаемых и прямолинейных участков, выход которого соединен с одним из входов устройства управления, регулируемым приводом линейных перемещений, подключенным через последовательно соединенное устройство связи к приводу, и реверсивным счетчиком, подченным к выходу устройства управления,этом выход датчика линейных перемещзаготовки соединен с входом устройства уп 5 равления,На фиг. 1 изображена функциональная схема системы программного управления листогибочной валковой машиной; на фиг. 2 -примеры получаемых деталей.О Система программного управления листогпбочной валковой машиной, предназначеннойдля изготовления замкнутых и незамкнутыхобечаек коробчатого сечения с радиусом закругления на углах и обечаек с постоянной5 кривизной из листового материала методомгибки в прокат за одну установку исходнойзаготовки, содержит программные устройства1 и 2 соответственно для задания величинысмещения гибочного валка и для задания веО личины линейных размеров изгибаемых и прямолинейных участков, устройство 3 управления, реверсивные счетчики 4 и 5 соответственно линейных перемещений и перемещений боковых валков, устройства связи б п 7 с при 5 водами, регулируемые приводы 8 и 9 соответственно линейных перемещений и перемещений боковых валков, датчик 10 линейных перемещений заготовки, датчики 11 и 12 перемещения соответственно заднего и переднегоО боковых валков, электромагнитные муфты 135 1 О 15 и 14 боковых валков и датчик 15 пулевого давления инструмента на заготовку.Принцип работы системы программного управления заключается в следующем.В программные устройства 1 и 2 при помощии, например, декадных переключателей вводится следуюшая информация для каждого гиба: величина подъема гибочного валка для обеспечения заданного радиуса кривизны; величина участка гибки-прокатки, необходимая для получения заданного угла гибки; величина прямолинейного участка между гибами; признак гибочного валка (передний илн задний); признак направления прокатки (впередили назад);Обработка информации осуществляется по- кадрово:. Величина подъема гибочного валка считывается и после преобразования устройством 3 управления заносится в реверсивный счетчик 5 боковых валков.После этого устройство 3 управления вырабатывает сигналы включения электромагнитной муфты 13 или 14 соответствующего гибочного валка и переключения реверсивного счетчика 5 боковых валков (РСБВ) на вычитание, С выхода РСБВ информация поступает на устройство связи 7 с приводом, обеспечивающее преобразование цифрового сигнала в аналоговый и изменение структуры системы переключением с режима регулятора скорости в режим отработки заданного значения пути торможения.Регулируемый привод 9 боковых валков отрабатывает заданное перемещение. Через включенную электромагнитную муфту 13 или 14 получает перемещение гибочный валок 16 или 17, в результате чего приводится во вращение ротор датчика 11 или 12 перемещения валка, например бесконтактного сельсина. Сигнал датчика обратной связи поступает на вход устройства 3 управления, которое формирует импульсы отрицательной полярности (унитарный код), поступающие на вход младшего разряда РСБВ. Когда число, содержащееся в РСБВ, станет равным нулю, формируются команды на отключение электромагнитной муфты, реверс привода и переключение РСБВ на сложение. Устройство 3 управления формирует команду на включение электромагнитной муфты 13 или 14, На пониженной скорости регулируемый привод 9 боковых валков отводит гибочный валок 16 или 17 от заготовки 18. Происходит замер упругих деформаций материала на данном участке. При этом информация датчика 11 или 12 перемещения, преобразованная устройством 3 управления, поступает на вход РСБВ, При разрыве контакта гибочного валка с заготовкой 18 датчик 15 нулевого давления вырабатывает сигнал, поступающий в устройство 3 управлечия. На основании этого сигнала формируются команды на отключение электромагнитной муфты 13 или 14, реверс привода 9 и переключение счетчика 5 боковых валков на вычитание, К этому моменту в РСБВ запи 20 25 зо 35 40 45 50 55 60 65 сана величина смещения гибочного валка с учетом остаточной деформации заготовки, Устройство 3 управления формирует команды на включение электромагнитной муфты 13 или 14 и отработку регулируемым приводом 9 записанной в РСБВ информации, Таким образом, отрабатывается величина, соответствующая упругим деформациям заготовки пригибкепрокате. Когда все триггеры РСБВ установятся в нулевое состояние, сформируется команда сброс СПУ и смена кадра. Считывается следующий кадр программы, который содержит величину и направление линейного перемещения заготовки, необходимого для формирования первого изгибаемого участка. Величина линейного перемещения, преобразованная устройством 3 управления, заносится в реверсивный счетчик 4 линейных перемещений (РСЛП). Устройство 3 управления вырабатывает сигнал переключения РСЛП на вычитание. С выхода РСЛП информация поступает на устройство связи 6 с приводом, обеспечивающее преобразование цифрового сигнала в аналоговый и изменение структуры системы переключением с режима регулятора скорости в режим отработки заданного значения пути торможения. Регулируемый привод 8 линейных перемещений отрабатывает заданное перемещение. Верхний валок 19 получает вращение в заданном направлении. Тянущее усилие, возникающее в результате вращения верхнего валка и сил прижима нижнего валка 20, перемещает заготовку 18 в сторону гибочного валка. Происходит формообразование первого гиба заготовки. Перемещение заготовки вызывает вращение нижнего валка, с которым кинематически связан ротор датчика 10 линейных перемещений, например бесконтактный сельсин, Такая связь датчика исключает ошибки, обусловленные проскальзыванием заготовки относительно приводного валка.Сигнал датчика линейных перемещений поступает на вход устройства 3 управления, которое формирует импульсы отрицательной полярности (унитарный код), поступающие на вход младшего разряда РСЛП. Когда число, содержащееся в реверсивном счетчике 4, станет равным нулю, устройство управления сформирует команду на останов привода 8 линейных перемещений. Одновременно формируются команды сброс СПУ, смена кадра, отвод гибочного валка и включение электромагнитной муфты. Гибочный валок отводится в исходное положение.Считывается следующий кадр программы, содержащий величину прямолинейного участка между первым и вторым гибами. Отработка этого участка происходит аналогично отработке линейного перемещения заготовки при формировании первого изгибаемого участка, но поскольку гибочный валок находится в исходном положении, то заготовка не подвергается деформации,Работа системы при формообразовании последующих гибов заготовки аналогична описанной.Формула изобретенияСистема программного управления листогибочной валковой машиной, содержащая регулируемый привод боковых валков, программное устройство для задания величины смещения гибочного валка, соответствующей требуемой остаточной деформации заготовки, устройство управления, датчик нулевого давления инструмента на заготовку, реверсивный счетчик перемещения боковых валков, устройство связи с приводом, электромагнитные муфты и датчшси перемещснпя боковых валков, отличающаяся тем, что, с целью расширения ассортимента получаемых изделий, она снабжена программным устройством для за дания величины линейных размеров изгибаемых и прямолинейных участков, выход которого соединен с одним из входов устройства управления, регулируемым приводом линейных перемещений, подключенным через после довательно соединенное устросйтво связи кприводу, и реверсивным счетчиком, подключенным к выходу устройства управления, при этом выход датчика линейных перемещений заготовки соединен с входом устройства уп равления,Составитель А. ЛомакоРедактор Н. Суханова Тсхред Е. Подуругнина Корректор М, Лейзерман Заказ 763,9Ц ПодписиР ИПИ ипография, пр. Сапунова, 2 Изд. М 1139 Государственного по делам изо 13035, Москва, )КТираж067комитета Совета Министров Сретений и открытий35, Раушсказ наб., д. 4/5
СмотретьЗаявка
1968521, 11.11.1973
ХАРЬКОВСКИЙ ФИЛИАЛ ИНСТИТУТА АВТОМАТИКИ
ФЛАНЧИК БОРИС СОЛОМОНОВИЧ, ЖЕРНОСЕКОВ ЭДУАРД КОНСТАНТИНОВИЧ, ЛУРЬЕ ЗИНОВИЙ ЯКОВЛЕВИЧ, ЗАКОРА БОРИС НИКОЛАЕВИЧ, КОЛЕСНИКОВ АЛЕКСАНДР ГРИГОРЬЕВИЧ, ДЬЯКОВ АЛЕКСАНДР ГЕОРГИЕВИЧ, ФЕДЯНИН ЛЕОНИД БОРИСОВИЧ, ХАРЛАН ВИКТОРИЯ ИЛЛАРИОНОВНА
МПК / Метки
МПК: B21D 11/22
Метки: валковой, листогибочной, машиной, программного
Опубликовано: 28.02.1976
Код ссылки
<a href="https://patents.su/4-504589-sistema-programmnogo-upravleniya-listogibochnojj-valkovojj-mashinojj.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления листогибочной валковой машиной</a>
Устройство для контроля перемещений валков углеразмольной мельницы

Номер патента: 1204262
Опубликовано: 15.01.1986
Авторы: Аснис, Гуськов, Кантор, Скворцов
МПК: B02C 25/00
Метки: валков, мельницы, перемещений, углеразмольной
...с указателем 5, перемещающимся относительно неподвижной шкалы 6, и с входом преобразователя сигнала 7 положения валков. Устройство содержит также последовательно соединенные фильтр 8, блок 9 выде ления полезного сигнала и вторичный прибор 10, причем вход фильтра 8 соединен с выходом преобразователя сигнала 7. Фильтр 8 выполнен в виде последовательно соединенных дифференциатора 11 и демпфера 12, причем вход дифференциатора 11 соединен с выходом преобразователя сигнала 7, а выход демпфера 12 соединен с вхо" дом блока 9 преобразования и усиления полезного сигнала.Блок 9 выделения полезного сигнала выполнен в виде компаратора 13 с установкой Ч сумматора 14, диода 15, элемента 16 задержки времени с уставкой Чу и интегратора 17. вход...
Устройство для перемещения валков прокатной клети

Номер патента: 1079325
Опубликовано: 15.03.1984
Авторы: Ицкович, Качко, Кегелес, Скоркин, Тавруев
МПК: B21B 31/10
Метки: валков, клети, перемещения, прокатной
...и большой ме" 40 таллоемкостью. Это вызвано тем, что короткоходовой гидроцилиндр устройства снабжен наружной штангой с упорами. Кроме того, устройство имеет каретки с катками и их направляющие, 45 механизм поворота штанги, при этом суммарная длина гидроцилиндра и штанги требует увеличенную площадь, равную площади, занимаемой длинноходовым гидроцилиндром. 50Цель изобретения " упрощение конструкции при снижении ее металлоемкости.Поставленная цель достигается тем, что в устройстве для перемещения 55 валков прокатной клети, включающем гидроцилиндр с гильзой, фиксированной относительно станины клети, и 325 2поршнем с полым штоком, штангу длясообщения валкам дополнительного хо.да, узлы соединения штока со штангой и валками, штанга...
Механизм перемещения рабочих органов к устройству для переноса заготовок

Номер патента: 1060284
Опубликовано: 15.12.1983
Авторы: Булавин, Ваганов, Орлов, Смирнов
МПК: B21D 43/18
Метки: заготовок, механизм, органов, перемещения, переноса, рабочих, устройству
...гильзы крышки с каналами для присоединения к трубопроводам подвода сжатого воздуха, поршень, установленный в гильзе и снабженный пальцем, расположенным в сквозном продольном пазу гильзы, а также гофрированные эластичные трубы, каждая из которых герметично соединена одним концом с поршнем, а другим - с одной из крышек, гильза выполнена из отдельных секций; установленных с возможностью взаимного осевого пе 5 10 15 20 25 30 35 40 ремйщения и имеющих на стыковочных участках Вырезы и соответствующие им выступы, а также дополнительные продольные пазы, а поршень снабжен дополнительным направляюдим пальцем, установленным с возможностью перемещения по дополнительным пазам секций гильзы.На фиг. 1 схематично изображено устройство, продольный...
Опорное устройство силоизмерительных датчиков

Номер патента: 574636
Опубликовано: 30.09.1977
Авторы: Дмитриев, Никифоров, Соколов
МПК: G01L 1/04
Метки: датчиков, опорное, силоизмерительных
...- сечение по Б - Б на фиг. 2.Опорное устройство силоизмерительных датчиков содержит нажимной элемент 1 (в данном случае корпус блоков кранового полиспа ста) силоизмерительные датчики 2, установленные на опорном элементе 3 (на тележке крана), диафрагму 4, состоящую из пакета листов, соединенную посредством пальцев 5 и гаек 6 с нажнмным 1 и опорным 3 элемента ми, а также дистанционные кольца 7.Установка дистанционных колец 7 междулистами пакета диафрагмы 4 на пальцы 5 в чередующихся точках или группах точек при сборке обеспечивает ее предварительное на тяжение в связи с тем, что расстояние междуотверстиями под пальцы 5 в нажимном, опорном элементах и диафрагме выполняют в один размер без дистанционных колец 7,Диафрагма, относительно...
Устройство для автоматической смены инструмента металлорежущего станка

Номер патента: 1414548
Опубликовано: 07.08.1988
Авторы: Емельянов, Кокарев, Наумов, Пустыльников, Руль
МПК: B23Q 3/155
Метки: автоматической, инструмента, металлорежущего, смены, станка
...взаимодействует с зажимными рычагами 22, которые зажимают инструмент, после чего ползун 9 перемещается влево, извлекая инструмент из шпинделя 27. При перемещении ползуна 9 влево собачка 13 под действием пружины 14 входит в зацепление с храповым колесом 15, а рычаг 16, взаимодействуя с копиром 20, скручивает пружину 18, передающую усилие поворота через вал 12 и собачку 13 на храповое колесо 5 барабана 4. Захват 10, находящейся в окне 8 барабана 4, предотвращает его поворот. В левом крайнем положении ползуна 9, когда хвостовик инструмента выведен из шпинделя, а его вершина находится под пружинным кольцом 7, шток 24 перемещается влево, освобождая зажимные рычаги 22, в результате чего происходит их разжим под действием усилия пружины 25....
Предыдущий патент: Автоматическая линия для изготовления змеевиков
Следующий патент: Устройство фиксации толстостенной заготовки на оправке станка для ротационного выдавливания
Случайный патент: Селектор импульсов