Установка для сварки внутренних стыков обечаек
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 452460
Авторы: Васильев, Косик, Красов, Ремесников


Текст
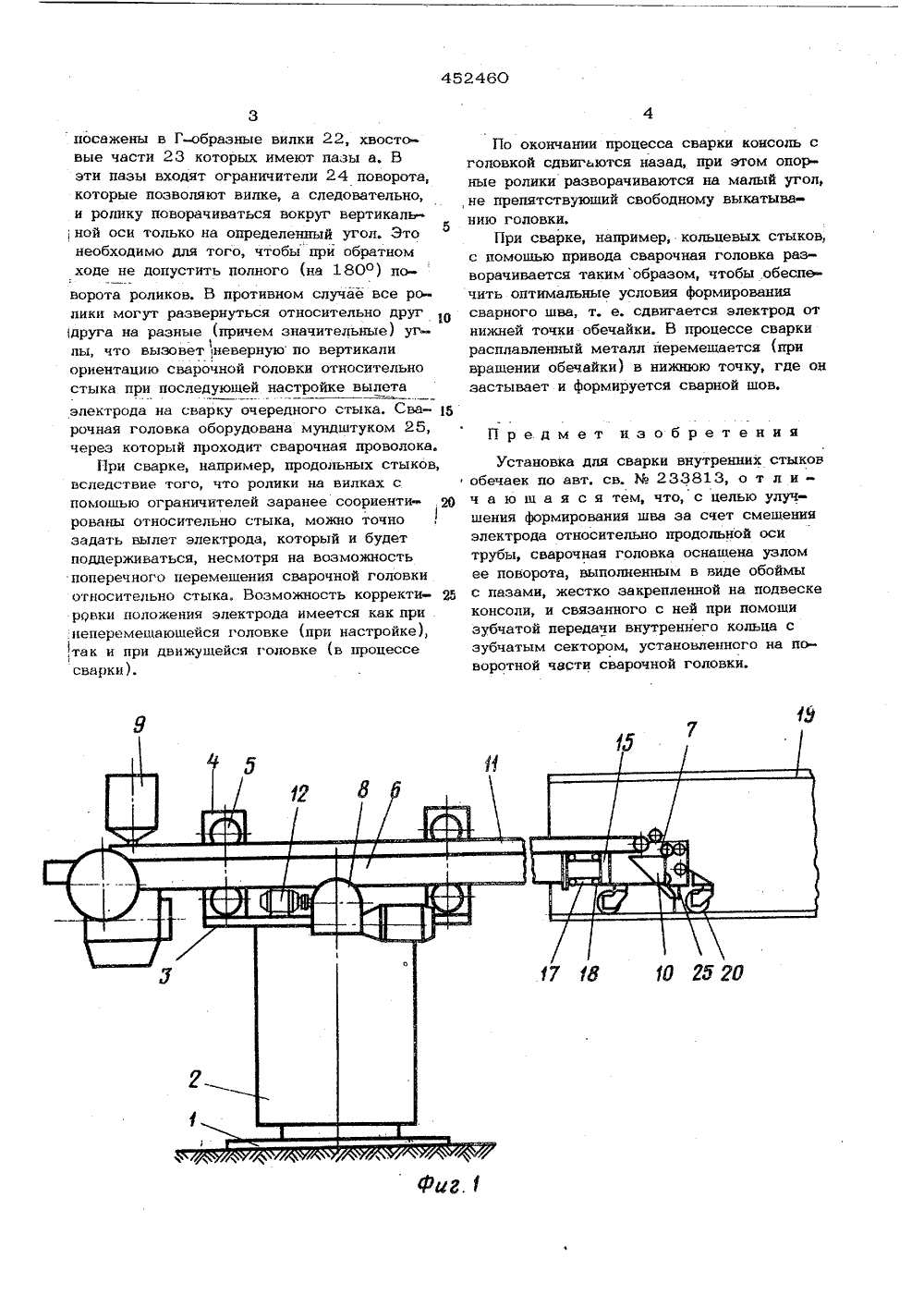
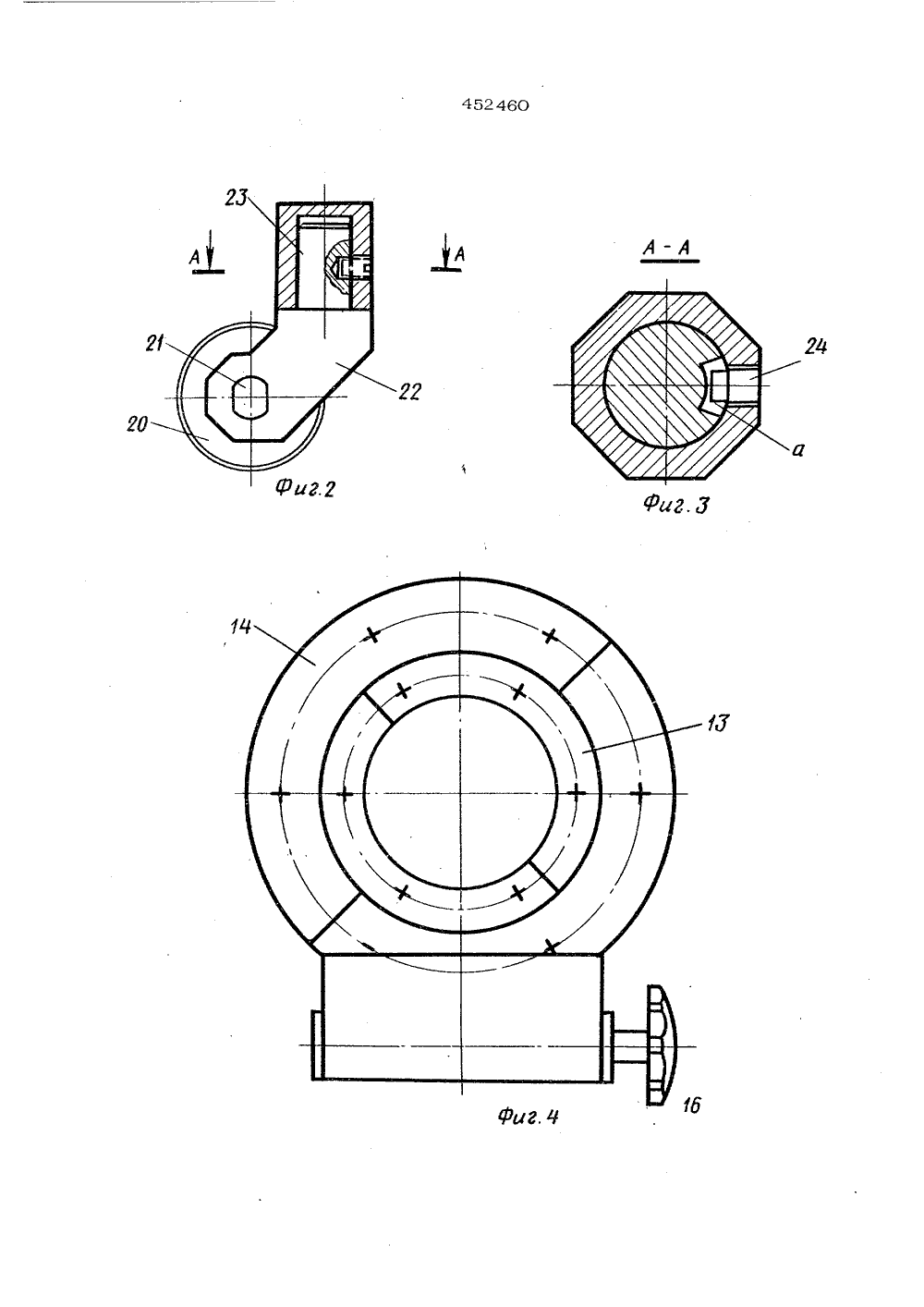
Союз Советских Социалистических Республик(51) М, Кл.В 23 к 31/06 В 23 к 9/12 вки 14 Государственный намнтет Саввтв й 1 ннистрав СССР аа делам нэабретеннй и аткрытнй(72) Авторы изобретени П. Вас 71) 3 а я н ител есоюзный научно-исследоватехнологии химического и льскии и проектный инститяного атшаратостроения 4) УСТАНОВКА ПЛЯ СВАРКИ ВНУ 1 РЕ 1111 ИХ С 1 Ь 1 КОВОБЕЧАЕК 5 Ни фиг, 1 сварки, общи лики, общий А-Л на фиг.а на ка для порные изображена установ вид; на фиг. 2 - о ид; на фиг, 3 - ра 2; на фиг, 4 - внут фиг. 5 - сечение по О ез по енние поБ-Б на ну кольцфцг, 4,5 Изобретение предназначено преимуш иенно для производства химической и нефтяной аппаратуры, а также труб.Известное устройство по авт, св.Ме 233813, содержащее колонну с рамой, несущей консоль со сварочной головкой, не обеспечивает достаточно качественного формирования шва.С целью улучшения формирования шва за счет смешения злектрода относительно продольной оси трубы в предлагаемой установке сварочная головка оснашена узлом ее поворота, выполненным в виде обоймы с пазами, жестко закрепленной на подвеске консоли, и связанного с ней при помощи зубчатойпередачи внутреннего кольца с зубчатым сектором, установленного на поворотной части сварочной головки. расов, А. И, Ремесников и Ю. Н. Косик Установка состоит из основания 1, укрепленного на фундаменте; колонны 2; расположенной на ней рамы 3, на которой укреплены кронштейны 4 для направляющих роликов 5; консоли 6 со сварочной головкой 7. Для перемешения колонны по вертикали служит механизм 8 подъема.Установка снабжена механизмом подачи флюса, состоящим из приемного бункера 9, подающего бункера 10 и ленточного транспортера 11. Рабочее движение консоли осуществляется при помощи реечной передачи чи от привода 1 2. Сварочная головка 7 ил 1 еет два внутренних полукольца 13 с зуб чатым секторол, которые входят в пазы двух охватывающих обойм 14, смонтированных на подвеске 15. Сварочная головка поворачивается относительно цеирашаюшейся части подвески приводом 16.Подвеска 1 5 состоит из тяг 1 7 равной длины и шарниров 18, соединяющих головку 7 с консолью 6. При наладке процесса сварки и непосредственно при сварке головка опирается на обечайку 19 опорными роликами 20. Последние с помощью осей 21посажены в Г-образные вилки 22, хвостовые части 23 которых имеют пазы а. В эти пазы входят ограничители 24 поворота, которые позволяют вилке, а следовательно, и ролику поворачиваться вокруг вертикальной оси только на определенный угол. Это необходимо для того, чтобы при обратном ходе не допустить полного (на 180 о) по-ворота роликов. В противном случае все ролики могут развернуться относительно друг адруга на разные (причем значительные) углы, что вызовет невернуюпо вертикали ориентацию сварочной головки относительно стыка при последующей настройке вылета электрода на сварку очередного стыка, Сва- ц рочная головка оборудована мундштуком 25, через который проходит сварочная проволока,При сварке, например, продольных стыков, вследствие того, что ролики на вилках с помощью ограничителей заранее соориенти р) рованы относительно стыка, можно точно задать вылет электрода, который и будет поддерживаться, несмотря на возможность поперечного перемещения сварочной головки относительно стыка. Возможность корректи- яб ровки положения электрода имеется как при .неперемешаюшейся головке (при настройке) так и при движущейся головке (в процессе сварки). По окончании процесса сварки консоль с головкой сдвигаются назад, при этом опорные ролики разворачиваются на малый угол, ,не препятствующий свободному выкатыванию головки.При сварке, например, кольцевых стыков, с помощью привода сварочная головка разворачивается таким образом, чтобы .обеспечить оптимальные условия формирования сварного шва, т. е. сдвигается электрод от нижней точки обечайки. В процессе сварки расплавленный металл перемещается (при вращении обечайки) в нижнюю точку, где он застывает и формируется сварной шов. П р е. д м е т и. з о б р е т е н и яУстановка для сварки внутренних стыков обечаек по авт. св, % 233813, о т л ич а юшая ся тем, что, сцельюулучшения формирования шва за счет смешения электрода относительно продольной оси трубы, сварочная головка оснащена узлом ее поворота, выполненным в виде обоймы с пазами, жестко закрепленной на подвеске консоли, и связанного с ней при помощи зубчатой передачи внутреннего кольца с зубчатым сектором, установленного на поворотной чаоти сварочной головки.овик ставнел 1 вдаьор 3.1013 1 екед орректор Л.Ьрдхииим нико Закан Иал.,а 7,9 94 одннсн нр 11111111осударствепно плнриятис 1 атепт, Москва, Г бс 1, 1 ереясковекая наб., 24 но дслам н Москва, 1 Э)комнтсга Совета Министров ССС й етений н открытий5, 1 аунккан наб., 4
СмотретьЗаявка
1696765, 13.09.1971
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ ТЕХНОЛОГИИ ХИМИЧЕСКОГО И НЕФТЯНОГО АППАРАТОСТРОЕНИЯ
ВАСИЛЬЕВ ВИКТОР МИХАЙЛОВИЧ, КРАСОВ ПАВЕЛ АНДРЕЕВИЧ, РЕМЕСНИКОВ АЛЕКСАНДР ИЛЬИЧ, КОСИК ЮРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B23K 31/06
Метки: внутренних, обечаек, сварки, стыков
Опубликовано: 05.12.1974
Код ссылки
<a href="https://patents.su/4-452460-ustanovka-dlya-svarki-vnutrennikh-stykov-obechaek.html" target="_blank" rel="follow" title="База патентов СССР">Установка для сварки внутренних стыков обечаек</a>
Способ дуговой сварки горизонтальных швов на вертикальной плоскости с принудительным формированием шва

Номер патента: 1505710
Опубликовано: 07.09.1989
Авторы: Боровиков, Герман, Довголюк, Загребенюк, Зенцов, Лебедев
МПК: B23K 9/16
Метки: вертикальной, горизонтальных, дуговой, плоскости, принудительным, сварки, формированием, шва, швов
...И. Дербак Техред И. Верес Корректор М. ПожоЗаказ 5360/13 Тираж 894 Подп исноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж - 35, Раушская наб., д. 4/5Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101 3 эффективного заполнения разделки. При этом сварочная ванна становится менее подвижной, скорость кристаллизации значительно возрастает. Экспериментально установлено, что для первого электрода величины вылета составляет 15 - 30 мм, обеспечивая 111 аксимальный провар корня шва, а для второго электрода вылет - 70 - 100 мм, что 4 озволяет получить максимальное заполне 11 ие разделки при стабильном горении дуги.Кроме того, важным фактором в реали ации предлагаемого...
Формирующее устройство при электрошлаковой сварке с электромагнитным перемещением сварочной ванны

Номер патента: 545435
Опубликовано: 05.02.1977
Авторы: Брискман, Гладышко, Казаков, Кузнецов, Патынка, Сыроватка, Черныш
МПК: B23K 25/00
Метки: ванны, перемещением, сварке, сварочной, формирующее, электромагнитным, электрошлаковой
...шва,Известно устройство, иссварке с электромагнитнымрасплав сварочной ванны в плизации. Магнитный поток сидом, располагаемым соосноэлектродом, что характерно,двой сварки 11,Известно и другое устройство для формирования шва при электрошлаковой сварке сэлектромагнитным перемешиванием сварочной ванны, состоящее из ползуна с системойохлаждения и электромагнита, закрепляемогона поверхности ползуна.Сердечник электромагнита имеет П-образную форму с развитой по длине среднейчастью. Основания его полюсов устанавливаются в углубления на наружной поверхностиползуна. В средней части сердечника размещена обмотка из медной водоохлаждаемойтрубки, выводы которой могут быть,подключены непосредственно в сварочную цепь илик отдельному...
Устройство управления перемещением оптической головки относительно дискового носителя информации

Номер патента: 1767526
Опубликовано: 07.10.1992
Автор: Мартынов
МПК: G11B 21/04, G11B 7/08
Метки: головки, дискового, информации, носителя, оптической, относительно, перемещением
...выход 17 интегратора 10 соединен с его входом 18 через ключ 13, вход 19 управления которого под: ключен через элемент задержки 9 к формирователю 8 импульсов,На фиг,2 показан вариант описываемой схемы, в котором для построения интегратора могут использоваться менее качественные микросхемы (например, с повышенной величиной температурного дрейфа, меньшим коэффициентом усиления). В этом случае используется два интегратора 20 и 21 (на двух операционных усилителях в одном корпусе), При этом вход интегратора 20 соединен с выходом блока 1 формирования сигнала слежения за дорожкой, вход интегратора 21 соединен с выходом источника 2 опорного напряжения,выходы интеграторов 20 и 21 соединены свходом сумматора 22, выход которого соединен с входом...
Способ управления перемещением сварочной головки относительно стыка

Номер патента: 679350
Опубликовано: 15.08.1979
Авторы: Давиденко, Линкин, Сергацкий
МПК: B23K 9/10
Метки: головки, относительно, перемещением, сварочной, стыка
...Л, ГлаголеваРедактор Е. Зубиетова .Техред И. Асталош Корректор В. Синицкая,Заказ 4687/10 Тиоаж 1222 ПодписноеЦНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4 воляет совместить функцию колебания сварочной головки с функцией направления ее по стыку. Колебание сварочной головки в этом случае может быть осуществлено в течение эадайной выдержки времени. Одновременное выполнение двух функций за счет введения временного люфта расширяет техНологические возможности способа.согласно предлагаемому способу при измении знака отклонения линии стыка от заданного направления движения сварочного аппарата начинают отсчет заданной выдержки...
Сварочная подвесная головка для автоматической электродуговой сварки под слоем флюса

Номер патента: 78951
Опубликовано: 01.01.1949
Автор: Хилькевич
МПК: B23K 37/02, B23K 9/12, B23K 9/18
Метки: автоматической, головка, подвесная, сварки, сварочная, слоем, флюса, электродуговой
...электрода.На чертеже изображена сварочная головка.Корпус головки 1 и сварочный мундштук 2 отделены друг от друга. Передача движения от головки 1 к подающему ролику 8 производится при помощи валика 4, проходящего в трубе б, которая может передвигаться в горизонтальной плоскости по роликам б под действием пружины 7. Роликибпомещены на концах трубы 8, которая жестко соединена со стороной 9 параллелограмма. Сторона 10 параллелограмма удлинена, и на ее удлиненную часть одета консоль 11, которая может вращаться в горизонтальной плоскости под действием пружины 12. Нижняя горизонтальная сторона 13 пар алле лограмма жестко соединена с,рычагом 14, которыи имеет на конце противовес 15.Для предупреждения нарушения равновесия сварочной...
Предыдущий патент: Установка для микросварки
Следующий патент: Припой для пайки алюминия
Случайный патент: Импульсно-фазовый детектор